Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Archiv
>
Altes Forum
>
Topic
>
Page 9
Probleme bei Erstinbetriebnahme
Posted by Dr.Snuggles
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 12:53PM |
Registered: 12 years ago Posts: 141 |
Habe jetzt den Extruder erneut ausgebaut und für weitere Tests auch ausgebaut gelassen, das ständig rein/raus ist mir echt zu blöd!
Habe jetzt diverse Änderungen unter E-Steps gemacht. Habe aber das Problem, das ich keine reproduzierbaren Ergebnisse bekomme, weil sich vorher wieder die Schraube ins Filament frißt! :-(
Zur derzeitigen Geschwindigkeit: Ich gebe im RapSnapper manuell die Befehle ein und fahre mit F5 !!!!!!!!!!! Das ist so was von langsam......
Mein Verdacht: Die Rändelung an der Förderschraube! Andere Ideen und Vorschläge?
@schmelly: mit welchem E-Step-Wert druckst Du?
Habe jetzt diverse Änderungen unter E-Steps gemacht. Habe aber das Problem, das ich keine reproduzierbaren Ergebnisse bekomme, weil sich vorher wieder die Schraube ins Filament frißt! :-(
Zur derzeitigen Geschwindigkeit: Ich gebe im RapSnapper manuell die Befehle ein und fahre mit F5 !!!!!!!!!!! Das ist so was von langsam......
Mein Verdacht: Die Rändelung an der Förderschraube! Andere Ideen und Vorschläge?
@schmelly: mit welchem E-Step-Wert druckst Du?
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 01:23PM |
Registered: 14 years ago Posts: 7,505 |
Quote
Mein Verdacht: Die Rändelung an der Förderschraube! Andere Ideen und Vorschläge?
die hast du doch von mir ? Dann streich das mal schnell wieder. Die benutze ich selber... und hab die Probleme nicht.
Du bist zu schnell.
Häng die Configdatei wo du die Änderungen gemacht hast, doch mal an, vielleicht sehen wir da was ? Aber bitte nicht nur Ausschnitte sondern die ganze Datei anhängen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 03:42PM |
Registered: 12 years ago Posts: 141 |
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 03:57PM |
Registered: 14 years ago Posts: 7,505 |
Es geht doch nicht um die Geschwindigkeit der Achsen, sondern um den Vorschub deines Extruders...
Da mag zwar vorne was raus kommen, aber der dreht dabei ständig durch.
Aber ich kann es nicht oft genug wiederholen... lasst am Anfang die Finger von den 0,35er Düsen.
#ifdef GRUB_PULLEYS
// define the XYZ parameters of Mendel - grub-screw pulleys
#define X_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 1
#define Z_STEPS_PER_MM 4166.99 // 833.398
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
da wundert mich nix....
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Da mag zwar vorne was raus kommen, aber der dreht dabei ständig durch.
Aber ich kann es nicht oft genug wiederholen... lasst am Anfang die Finger von den 0,35er Düsen.
#ifdef GRUB_PULLEYS
// define the XYZ parameters of Mendel - grub-screw pulleys
#define X_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 1
#define Z_STEPS_PER_MM 4166.99 // 833.398
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
da wundert mich nix....
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:08PM |
Registered: 12 years ago Posts: 141 |
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:12PM |
Registered: 12 years ago Posts: 141 |
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:20PM |
Registered: 14 years ago Posts: 7,505 |
Quote
Das funktioniert. Auch wenn dir an dem Rot Markierten Wert etwas nicht gefällt
Wohl eher nicht, sonst wärst du nicht die ganze Zeit am jammern das es nicht funktioniert.
Da muß was um die 760 hin. der Wert ist viel zu hoch.
Der Extruder "ackert" sich regelrecht durch das Filament. Das der dabei auch "etwas" unten raus drückt ist klar, bis der kleinste Widerstand kommt... dann geht der endgültig durch.
Wenn du das Filament aus dem Extruder ziehst muß das unten unterhalb der Schraube aussehen als wenn du es durch gepflügt hättest bei dem Wert.
Da muß man eigentlich Zahn für Zahn der Rändelung sehen, und dazwischen eine stabile "Wand". Und nicht irgendein zusammen geschobenes Etwas.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:28PM |
Registered: 14 years ago Posts: 7,505 |
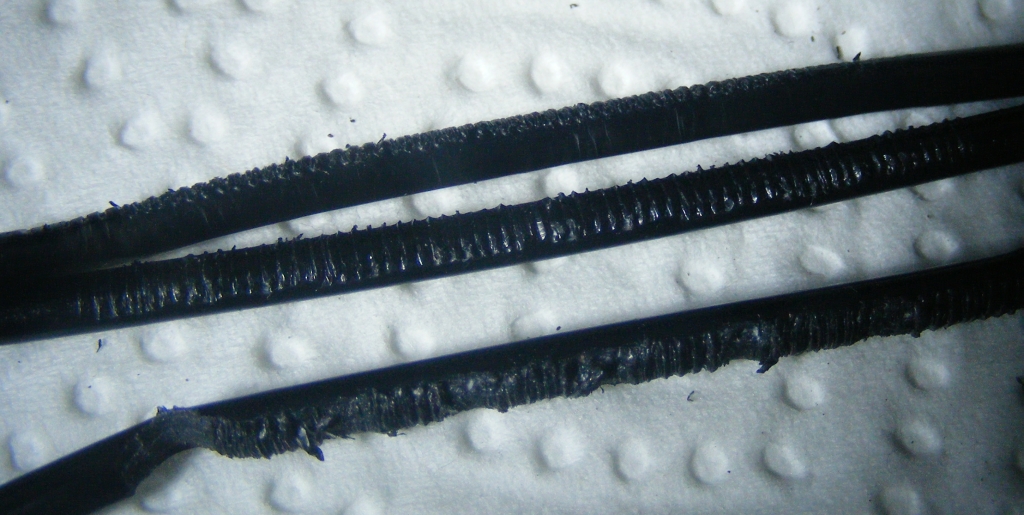
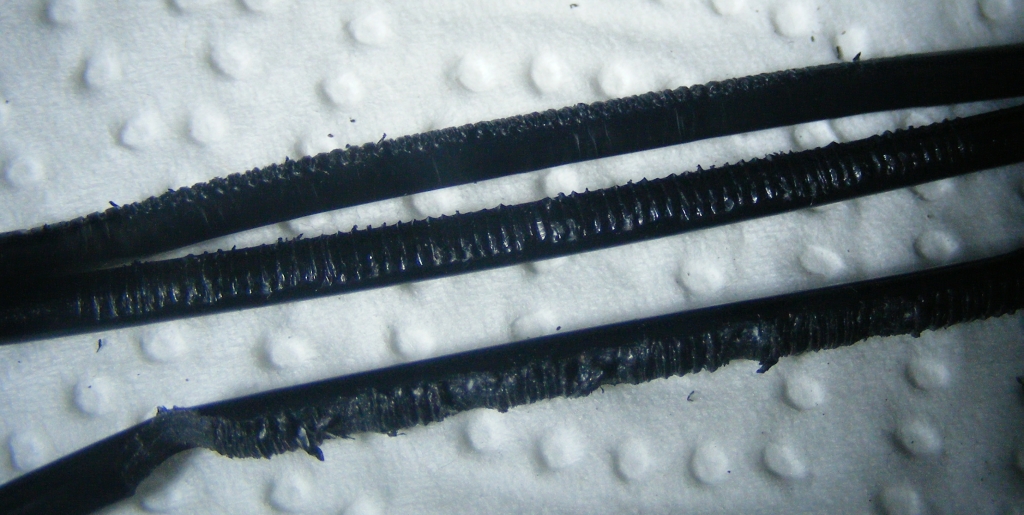
Schau hier:
das obere Stück geht noch, die Mitte ist gut und das untere ist durch gegangen.
Edited 1 time(s). Last edit at 08/03/2011 04:29PM by Stoffel15.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.

das obere Stück geht noch, die Mitte ist gut und das untere ist durch gegangen.
Edited 1 time(s). Last edit at 08/03/2011 04:29PM by Stoffel15.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:39PM |
Registered: 12 years ago Posts: 141 |
der einfachheithalber habe ich die antworten unten eingefügt.
Stoffel15 Wrote:
-------------------------------------------------------
> Das funktioniert. Auch wenn dir an dem Rot
> Markierten Wert etwas nicht gefälltder wert ist doch für die Z-Achse, und da habe ich kein Problem.
>
> Wohl eher nicht, sonst wärst du nicht die ganze
> Zeit am jammern das es nicht funktioniert.
>
> Da muß was um die 760 hin. der Wert ist viel zu
> hoch. Ich verstehe jetzt gerade nicht so ganz, was mein Z-Wert mit E zu tun hat....
>
> Der Extruder "ackert" sich regelrecht durch das
> Filament. Das der dabei auch "etwas" unten raus
> drückt ist klar, bis der kleinste Widerstand
> kommt... dann geht der endgültig durch.
> Wenn du das Filament aus dem Extruder ziehst muß
> das unten unterhalb der Schraube aussehen als wenn
> du es durch gepflügt hättest bei dem Wert.
> Da muß man eigentlich Zahn für Zahn der
> Rändelung sehen, und dazwischen eine stabile
> "Wand". Und nicht irgendein zusammen geschobenes
> Etwas.Ich habe da Zahn für Zahn stehen, inkl. Wand. Ab der Stelle wo es nicht mehr weiter geht, hat das Filament eine Kulle, so wie auf deinem Bild zusehen unten links. Da ist nichts ausgefressen oder zerpflügt. Einfach ein sauberer Cut. Aus einer sauberen Bewegung wird die Kulle.
Stoffel15 Wrote:
-------------------------------------------------------
> Das funktioniert. Auch wenn dir an dem Rot
> Markierten Wert etwas nicht gefälltder wert ist doch für die Z-Achse, und da habe ich kein Problem.
>
> Wohl eher nicht, sonst wärst du nicht die ganze
> Zeit am jammern das es nicht funktioniert.
>
> Da muß was um die 760 hin. der Wert ist viel zu
> hoch. Ich verstehe jetzt gerade nicht so ganz, was mein Z-Wert mit E zu tun hat....
>
> Der Extruder "ackert" sich regelrecht durch das
> Filament. Das der dabei auch "etwas" unten raus
> drückt ist klar, bis der kleinste Widerstand
> kommt... dann geht der endgültig durch.
> Wenn du das Filament aus dem Extruder ziehst muß
> das unten unterhalb der Schraube aussehen als wenn
> du es durch gepflügt hättest bei dem Wert.
> Da muß man eigentlich Zahn für Zahn der
> Rändelung sehen, und dazwischen eine stabile
> "Wand". Und nicht irgendein zusammen geschobenes
> Etwas.Ich habe da Zahn für Zahn stehen, inkl. Wand. Ab der Stelle wo es nicht mehr weiter geht, hat das Filament eine Kulle, so wie auf deinem Bild zusehen unten links. Da ist nichts ausgefressen oder zerpflügt. Einfach ein sauberer Cut. Aus einer sauberen Bewegung wird die Kulle.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:42PM |
Registered: 14 years ago Posts: 7,505 |
Und wenn der bei mir mal durch gegangen sein sollte (wenn ich z.B. zu nah am Tisch bin) dann löse ich vorne die Federn etwas, ziehe das Filament aus dem heißen Extruder , schneide das defekte Stück schräg ab, und schiebe das Filament wieder unter drehen am großen Rad rein. Da brauch ich nicht mal die Schraube sauber machen. Bei einer M5 Rändelung setzt die sich nicht mehr zu.
Beim Anziehen der beiden Schrauben drehe ich bis ich merke das ich Widerstand durch das Filament habe (wenn ich weiter drehen würde , würde ich es zerquetschen) und drehe dann eine 1/2 bis 3/4 Umdrehung zurück. Dann ist das stramm genug.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Beim Anziehen der beiden Schrauben drehe ich bis ich merke das ich Widerstand durch das Filament habe (wenn ich weiter drehen würde , würde ich es zerquetschen) und drehe dann eine 1/2 bis 3/4 Umdrehung zurück. Dann ist das stramm genug.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:46PM |
Registered: 14 years ago Posts: 7,505 |
Ja, du hast recht, ich bin in die Falsch stelle geraten (guck mal auf die Uhr  )
)
#define E0_STEPS_PER_MM 1000 //Miocrostepping! Edited 20100715 @ EJE. 2.0
// NEMA 17 55/11 geared extruder 7mm diameter drive
// 1/(2* 1/8 * 1/200 * 11/55 * 7*pi * (pi*1,5^2)/(pi*0,25^2))
#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11 geared extruder 8mm diameter drive
das ist die richtige Stelle aber die sieht auch nicht besser aus...
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
)#define E0_STEPS_PER_MM 1000 //Miocrostepping! Edited 20100715 @ EJE. 2.0
// NEMA 17 55/11 geared extruder 7mm diameter drive
// 1/(2* 1/8 * 1/200 * 11/55 * 7*pi * (pi*1,5^2)/(pi*0,25^2))
#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11 geared extruder 8mm diameter drive
das ist die richtige Stelle aber die sieht auch nicht besser aus...
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:51PM |
Registered: 12 years ago Posts: 141 |
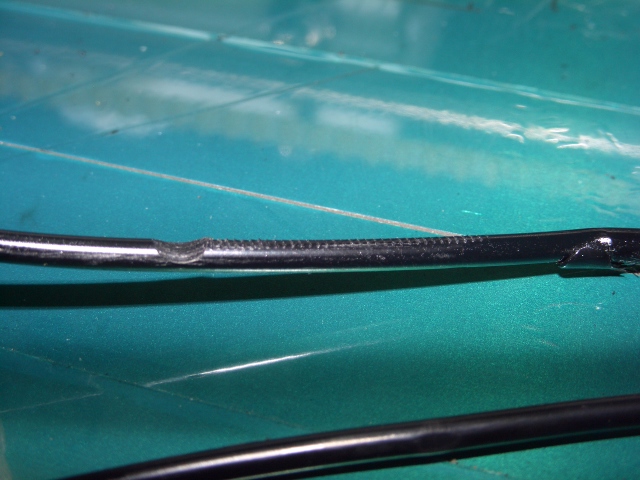
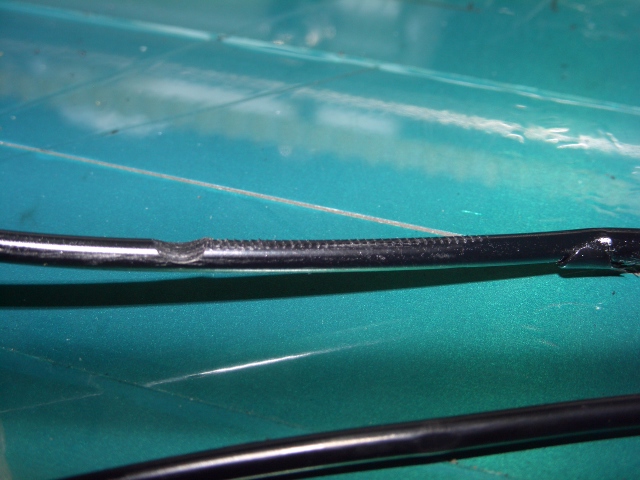
hier mal einige meiner Kandidaten....
Was mir auffällt: die eingeprägte Verzahnung ist bei weitem nicht so tief wie bei Dir. Und meine Flügelmuttern sind 1/2 Umdrehung vor Anschlag.
Was mir auffällt: die eingeprägte Verzahnung ist bei weitem nicht so tief wie bei Dir. Und meine Flügelmuttern sind 1/2 Umdrehung vor Anschlag.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:56PM |
Registered: 14 years ago Posts: 7,505 |
#define EXTRUDER_COUNT 1
#define E0_STEPS_PER_MM 760 //Miocrostepping! Edited 20100715 @ EJE. 2.0
//#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11 geared extruder 8mm diameter drive
Du hast nur einen Extruder oder ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
#define E0_STEPS_PER_MM 760 //Miocrostepping! Edited 20100715 @ EJE. 2.0
//#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11 geared extruder 8mm diameter drive
Du hast nur einen Extruder oder ?
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:57PM |
Registered: 12 years ago Posts: 141 |
macht janichts, kann um die Uhrzeit schon mal passieren.
Also, bei E habe ich jetzt alles mögliche ausprobiert.
Der letzte Versuch basierte auf dem Wert 50. 30mm gedrückt und OBEN gemessen, was rein gegangen ist. Ein paar Versuche/Messungen später kam da die 1000 zu stande. War auch schon mal bei 1388. war aber etwas zuviel. Wenn ich jetzt 30mm drücke, verschwinden oben ca. 27mm, genau kann ich das noch nicht sagen, da eine Wiederholung nicht machbar. Vorher frißt sich die Schraube wieder ins Filament. Zu schnell stelle ich auch in Frage, da F=5. Das große Extruderrad bewegt sich mit einem Zahn/Sekunde, so circa.
Stoffel15 Wrote:
-------------------------------------------------------
> Ja, du hast recht, ich bin in die Falsch stelle
> geraten (guck mal auf die Uhr )
>
> #define E0_STEPS_PER_MM 1000
> //Miocrostepping! Edited 20100715 @ EJE. 2.0
>
> // NEMA 17
> 55/11 geared extruder 7mm diameter drive
> // 1/(2* 1/8 *
> 1/200 * 11/55 * 7*pi * (pi*1,5^2)/(pi*0,25^2))
> #define E1_STEPS_PER_MM 2.0 // NEMA 17
> 55/11 geared extruder 8mm diameter drive
>
> das ist die richtige Stelle aber die sieht auch
> nicht besser aus...
Also, bei E habe ich jetzt alles mögliche ausprobiert.
Der letzte Versuch basierte auf dem Wert 50. 30mm gedrückt und OBEN gemessen, was rein gegangen ist. Ein paar Versuche/Messungen später kam da die 1000 zu stande. War auch schon mal bei 1388. war aber etwas zuviel. Wenn ich jetzt 30mm drücke, verschwinden oben ca. 27mm, genau kann ich das noch nicht sagen, da eine Wiederholung nicht machbar. Vorher frißt sich die Schraube wieder ins Filament. Zu schnell stelle ich auch in Frage, da F=5. Das große Extruderrad bewegt sich mit einem Zahn/Sekunde, so circa.
Stoffel15 Wrote:
-------------------------------------------------------
> Ja, du hast recht, ich bin in die Falsch stelle
> geraten (guck mal auf die Uhr
)>
> #define E0_STEPS_PER_MM 1000
> //Miocrostepping! Edited 20100715 @ EJE. 2.0
>
> // NEMA 17
> 55/11 geared extruder 7mm diameter drive
> // 1/(2* 1/8 *
> 1/200 * 11/55 * 7*pi * (pi*1,5^2)/(pi*0,25^2))
> #define E1_STEPS_PER_MM 2.0 // NEMA 17
> 55/11 geared extruder 8mm diameter drive
>
> das ist die richtige Stelle aber die sieht auch
> nicht besser aus...
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 04:58PM |
Registered: 12 years ago Posts: 141 |
Stoffel15 Wrote:
-------------------------------------------------------
> #define EXTRUDER_COUNT 1
>
> #define E0_STEPS_PER_MM 760 //Miocrostepping!
> Edited 20100715 @ EJE. 2.0
> //#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11
> geared extruder 8mm diameter drive
>
> Du hast nur einen Extruder oder ?
JA.
-------------------------------------------------------
> #define EXTRUDER_COUNT 1
>
> #define E0_STEPS_PER_MM 760 //Miocrostepping!
> Edited 20100715 @ EJE. 2.0
> //#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11
> geared extruder 8mm diameter drive
>
> Du hast nur einen Extruder oder ?
JA.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:01PM |
Registered: 12 years ago Posts: 141 |
Stoffel15 Wrote:
-------------------------------------------------------
> Und wenn der bei mir mal durch gegangen sein
> sollte (wenn ich z.B. zu nah am Tisch bin) dann
> löse ich vorne die Federn etwas, ziehe das
> Filament aus dem heißen Extruder , schneide das
> defekte Stück schräg ab, und schiebe das
> Filament wieder unter drehen am großen Rad rein.
> Da brauch ich nicht mal die Schraube sauber
> machen. Bei einer M5 Rändelung setzt die sich
> nicht mehr zu. Ich muß da teilweise mit der Messerspitze in die Vertiefungen, weil das Zeug Bombenfest da drin sitzt?!?! ich wundere mich gerade ein wenig....muß das mal nach deiner Methode ausprobieren.
>
> Beim Anziehen der beiden Schrauben drehe ich bis
> ich merke das ich Widerstand durch das Filament
> habe (wenn ich weiter drehen würde , würde ich
> es zerquetschen) und drehe dann eine 1/2 bis 3/4
> Umdrehung zurück. Dann ist das stramm genug.
-------------------------------------------------------
> Und wenn der bei mir mal durch gegangen sein
> sollte (wenn ich z.B. zu nah am Tisch bin) dann
> löse ich vorne die Federn etwas, ziehe das
> Filament aus dem heißen Extruder , schneide das
> defekte Stück schräg ab, und schiebe das
> Filament wieder unter drehen am großen Rad rein.
> Da brauch ich nicht mal die Schraube sauber
> machen. Bei einer M5 Rändelung setzt die sich
> nicht mehr zu. Ich muß da teilweise mit der Messerspitze in die Vertiefungen, weil das Zeug Bombenfest da drin sitzt?!?! ich wundere mich gerade ein wenig....muß das mal nach deiner Methode ausprobieren.
>
> Beim Anziehen der beiden Schrauben drehe ich bis
> ich merke das ich Widerstand durch das Filament
> habe (wenn ich weiter drehen würde , würde ich
> es zerquetschen) und drehe dann eine 1/2 bis 3/4
> Umdrehung zurück. Dann ist das stramm genug.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:02PM |
Registered: 14 years ago Posts: 7,505 |
Dr.Snuggles Wrote:
-------------------------------------------------------
> hier mal einige meiner Kandidaten....
> Was mir auffällt: die eingeprägte Verzahnung ist
> bei weitem nicht so tief wie bei Dir. Und meine
> Flügelmuttern sind 1/2 Umdrehung vor Anschlag.
Dann guck mal ob sich der Idler verklemmt. Dann denkst du du wärst dran und bist es nicht. Das merkst du, wenn du mal unten und mal oben zusammen drückst, dann knackst der kurz, weil er weiter über das Gewinde springt.
Wenn nicht, dreh bis du Widerstand merkst und lass den stehen... also mehr Druck drauf.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
> hier mal einige meiner Kandidaten....
> Was mir auffällt: die eingeprägte Verzahnung ist
> bei weitem nicht so tief wie bei Dir. Und meine
> Flügelmuttern sind 1/2 Umdrehung vor Anschlag.
Dann guck mal ob sich der Idler verklemmt. Dann denkst du du wärst dran und bist es nicht. Das merkst du, wenn du mal unten und mal oben zusammen drückst, dann knackst der kurz, weil er weiter über das Gewinde springt.
Wenn nicht, dreh bis du Widerstand merkst und lass den stehen... also mehr Druck drauf.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:02PM |
Registered: 12 years ago Posts: 137 |
Hier nochmal meine Eckdaten:
Motoren-Typ:
SY42STH47-1684B
Düse:
0.35mm
Material:
ABS
Teacup Werte:
#define STEPS_PER_MM_X 40.000 // bei 1/8 Stepping
#define STEPS_PER_MM_Y 40.000 // bei 1/8 Stepping
#define STEPS_PER_MM_Z 320.000 // bei 1/2 Stepping
#define STEPS_PER_MM_E 96.271 // bei 1/2 Stepping
#define MAXIMUM_FEEDRATE_X 2500
#define MAXIMUM_FEEDRATE_Y 2500
#define MAXIMUM_FEEDRATE_Z 200
#define MAXIMUM_FEEDRATE_E 2500
Skeinforge Werte:
Layer-Thickness 0.25
Bed Temperature: 115°C
Filament Diameter: 3.0
Filament Packing Densitiy: 0.85
Infill Width over Thickness (ratio): 1.6
Feed Rate: 30.0
Flow Rate: 29.0
Perimeter Feed / Flow Rate over Operating Feed / Flow Rate (ratio): beide 0.7
Travel Feed Rate: 40.0
Temperature: 240°C
Meine config.h (Achtung, ist für Teacup!) und mein Skeinforge Profil sind auch angehängt.
Könntest du nochmal den Motor-Typ deines Extruders und das Stepping, mit dem du ihn betreibst, posten? Dann rechne ich dir mal den theoretischen Wert aus, der ungefähr passen müsste.
Motoren-Typ:
SY42STH47-1684B
Düse:
0.35mm
Material:
ABS
Teacup Werte:
#define STEPS_PER_MM_X 40.000 // bei 1/8 Stepping
#define STEPS_PER_MM_Y 40.000 // bei 1/8 Stepping
#define STEPS_PER_MM_Z 320.000 // bei 1/2 Stepping
#define STEPS_PER_MM_E 96.271 // bei 1/2 Stepping
#define MAXIMUM_FEEDRATE_X 2500
#define MAXIMUM_FEEDRATE_Y 2500
#define MAXIMUM_FEEDRATE_Z 200
#define MAXIMUM_FEEDRATE_E 2500
Skeinforge Werte:
Layer-Thickness 0.25
Bed Temperature: 115°C
Filament Diameter: 3.0
Filament Packing Densitiy: 0.85
Infill Width over Thickness (ratio): 1.6
Feed Rate: 30.0
Flow Rate: 29.0
Perimeter Feed / Flow Rate over Operating Feed / Flow Rate (ratio): beide 0.7
Travel Feed Rate: 40.0
Temperature: 240°C
Meine config.h (Achtung, ist für Teacup!) und mein Skeinforge Profil sind auch angehängt.
Könntest du nochmal den Motor-Typ deines Extruders und das Stepping, mit dem du ihn betreibst, posten? Dann rechne ich dir mal den theoretischen Wert aus, der ungefähr passen müsste.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:14PM |
Registered: 14 years ago Posts: 7,505 |
Quote
Ich muß da teilweise mit der Messerspitze in die Vertiefungen, weil das Zeug Bombenfest da drin sitzt?!?! ich wundere mich gerade ein wenig....muß das mal nach deiner Methode ausprobieren.
Also bei mir ist die Mitte immer frei... ich brauch da nichts raus kratzen. Das mußte ich bei den mit M3 gerändelten, bei den M4 kaum noch, und bei den M5 nichts mehr.
Ich hab auch schon mal mit M6 versucht, aber dann wird es schon zu grob und zu flach.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:18PM |
Registered: 12 years ago Posts: 141 |
@Stoffel: Idler sitzt da wo er hin gehört, hakt nicht vorher. Da habe ich schon drauf geachtet, weil ich halt das Gefühl hatte das ich nicht genug Druck drauf bekomme.
@schmelly: Die Motoren sind das http://www.watterott.com/de/Schrittmotor-incl-Anschlusskabel, wie kriege das Stepping raus? Ich merke schon, hab noch viel zu viele fragezeichen über'm Schädel schweben :-(
@schmelly: Die Motoren sind das http://www.watterott.com/de/Schrittmotor-incl-Anschlusskabel, wie kriege das Stepping raus? Ich merke schon, hab noch viel zu viele fragezeichen über'm Schädel schweben :-(
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:22PM |
Registered: 14 years ago Posts: 7,505 |
#define STEPS_PER_MM_E 96.271 // bei 1/2 Stepping
auch wenn es für die Teacup ist, aber das sind doch ganz andere Werte. Das ist viel realistischer.
Ich hab bei Halbstep was um die 86... aber ich bin mir da nicht mehr sicher... schon zu lange her.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
auch wenn es für die Teacup ist, aber das sind doch ganz andere Werte. Das ist viel realistischer.
Ich hab bei Halbstep was um die 86... aber ich bin mir da nicht mehr sicher... schon zu lange her.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:28PM |
Registered: 14 years ago Posts: 7,505 |
Ich weis nicht wie die Gen6 eingestellt ist/wird ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Quote
Gen6-Wiki
If you are experiencing pauses (the print head pauses for multiple seconds) you might want to try increasing the baud rate setting HOST_BAUD to 38400.
If one of your axes goes in the wrong direction toggle INVERT_X_DIR (substitute Y, Z as needed) by changing it from 1 to 0 (or back). Search for GRUB_PULLEYS to get the right set of defines.
If the scale of one of your axes is wrong adjust X_STEPS_PER_MM (or Y or Z). There are tutorials on this you can Google. If you are using 5/16" threaded rod in an SAE Mendel you will want Z_STEPS_PER_MM set to 1133.858. Remember that the Gen6 is hardwired for 1/8 microstepping.
If you are getting a wildly wrong flow rate from your extruder adjust E0_STEPS_PER_MM. The comments near the define describe setting it based on how much plastic comes out of the nozzle. If you are using Skeinforge 40 you will need to instead set it based on how much filament goes in to the extruder. See "Volumetric Dimension Settings" for more details.
If your extruder motor runs backwards there is no INVERT_E0_DIR. You can swap the stepper pairs in your connector (as with any axis) or you can modify extruder::setDirection near line 287 of extruder.h. Note again that there are ifdefs in that file so get the right instance of that function.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:30PM |
Registered: 12 years ago Posts: 137 |
Dr.Snuggles Wrote:
-------------------------------------------------------
> @schmelly: Die Motoren sind das
> [www.watterott.com]
> hlusskabel, wie kriege das Stepping raus? Ich
> merke schon, hab noch viel zu viele fragezeichen
> über'm Schädel schweben :-(
Das stellt man nach meinem Kenntnisstand immer über die Elektronik ein. Du hast eine Gen6 oder? Bei meiner Gen7 gibt's dafür Jumper...
Der Wikieintrag zur Gen6 sagt:
Ich weiß jetzt nicht ob das bei der Gen6 fix oder konfigurierbar ist...
-------------------------------------------------------
> @schmelly: Die Motoren sind das
> [www.watterott.com]
> hlusskabel, wie kriege das Stepping raus? Ich
> merke schon, hab noch viel zu viele fragezeichen
> über'm Schädel schweben :-(
Das stellt man nach meinem Kenntnisstand immer über die Elektronik ein. Du hast eine Gen6 oder? Bei meiner Gen7 gibt's dafür Jumper...
Der Wikieintrag zur Gen6 sagt:
Quote
It uses micro-stepping (1/8) for quieter operation.
Ich weiß jetzt nicht ob das bei der Gen6 fix oder konfigurierbar ist...
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:32PM |
Registered: 12 years ago Posts: 137 |

|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:32PM |
Registered: 12 years ago Posts: 141 |
das sind die original Werte:
#ifdef MENDEL
#ifdef SLOTTED_PULLEYS
// define the XYZ parameters of Mendel - standard pulleys
#define X_STEPS_PER_MM 10.047
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 10.047
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 0
#define Z_STEPS_PER_MM 833.398
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
#ifdef GRUB_PULLEYS
// define the XYZ parameters of Mendel - grub-screw pulleys
#define X_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 1
#define Z_STEPS_PER_MM 3333.592 // 833.398
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
#endif
#if MOTHERBOARD == 1
// This is for Darwin.
#define X_STEPS_PER_MM 7.99735
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 7.99735
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 0
#define Z_STEPS_PER_MM 320
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
// For when we have a stepper-driven extruder
// E_STEPS_PER_MM is the number of steps needed to
// extrude 1mm out of the nozzle. E0 for extruder 0;
// E1 for extruder 1, and so on.
//#define E_STEPS_PER_MM 0.9 //0.706 // NEMA 17 extruder 5mm diameter drive - empirically adjusted
//#define E_STEPS_PER_MM 2.2 // NEMA 14 geared extruder 8mm diameter drive
#define E0_STEPS_PER_MM 20.2 //Miocrostepping! Edited 20100715 @ EJE. 2.0
// NEMA 17 55/11 geared extruder 7mm diameter drive
// 1/(2* 1/8 * 1/200 * 11/55 * 7*pi * (pi*1,5^2)/(pi*0,25^2))
#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11 geared extruder 8mm diameter drive
//#define E0_STEPS_PER_INCH (E_STEPS_PER_MM*INCHES_TO_MM) // *RO
//our maximum feedrates
#define FAST_XY_FEEDRATE 3000.0
#define FAST_Z_FEEDRATE 50.0
// Data for acceleration calculations
// Comment out the next line to turn accelerations off
//#define ACCELERATION_ON
#define SLOW_XY_FEEDRATE 1000.0 // Speed from which to start accelerating
#define SLOW_Z_FEEDRATE 20
#ifdef MENDEL
#ifdef SLOTTED_PULLEYS
// define the XYZ parameters of Mendel - standard pulleys
#define X_STEPS_PER_MM 10.047
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 10.047
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 0
#define Z_STEPS_PER_MM 833.398
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
#ifdef GRUB_PULLEYS
// define the XYZ parameters of Mendel - grub-screw pulleys
#define X_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 40.000 // Edited 20100715 @ EJE 10.047 // Edited by CamielG @ 20101216 - 40.000
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 1
#define Z_STEPS_PER_MM 3333.592 // 833.398
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
#endif
#if MOTHERBOARD == 1
// This is for Darwin.
#define X_STEPS_PER_MM 7.99735
#define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_X_DIR 0
#define Y_STEPS_PER_MM 7.99735
#define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Y_DIR 0
#define Z_STEPS_PER_MM 320
#define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO
#define INVERT_Z_DIR 0
#endif
// For when we have a stepper-driven extruder
// E_STEPS_PER_MM is the number of steps needed to
// extrude 1mm out of the nozzle. E0 for extruder 0;
// E1 for extruder 1, and so on.
//#define E_STEPS_PER_MM 0.9 //0.706 // NEMA 17 extruder 5mm diameter drive - empirically adjusted
//#define E_STEPS_PER_MM 2.2 // NEMA 14 geared extruder 8mm diameter drive
#define E0_STEPS_PER_MM 20.2 //Miocrostepping! Edited 20100715 @ EJE. 2.0
// NEMA 17 55/11 geared extruder 7mm diameter drive
// 1/(2* 1/8 * 1/200 * 11/55 * 7*pi * (pi*1,5^2)/(pi*0,25^2))
#define E1_STEPS_PER_MM 2.0 // NEMA 17 55/11 geared extruder 8mm diameter drive
//#define E0_STEPS_PER_INCH (E_STEPS_PER_MM*INCHES_TO_MM) // *RO
//our maximum feedrates
#define FAST_XY_FEEDRATE 3000.0
#define FAST_Z_FEEDRATE 50.0
// Data for acceleration calculations
// Comment out the next line to turn accelerations off
//#define ACCELERATION_ON
#define SLOW_XY_FEEDRATE 1000.0 // Speed from which to start accelerating
#define SLOW_Z_FEEDRATE 20
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:39PM |
Registered: 14 years ago Posts: 7,505 |
Die Werte beziehen sich auf 1/2 Step und auf eine Übersetzung von 11/39
du hast 1/8 Step und 9/47 ...
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
du hast 1/8 Step und 9/47 ...
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:42PM |
Registered: 14 years ago Posts: 7,505 |
der Poller hatte da doch schon mal was berechnet ??
1/16: 760
1/8: 760/2 <------
1/4: 760/4
1/2: 760/8
380, wenn mich mein Taschenrechner nicht betrügt
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
1/16: 760
1/8: 760/2 <------
1/4: 760/4
1/2: 760/8
380, wenn mich mein Taschenrechner nicht betrügt
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:46PM |
Registered: 12 years ago Posts: 137 |
Bei einem wirksamen Durchmesser von 6.65 mm (geklaut von ein paar Seiten vorher), 1/8 Stepping und 9/47er Übersetzung komme ich auf einen theoretischen Wert von 399,95 für E_STEPS_PER_MM.
Ich würd jetzt mal 400 als Grundlage ausprobieren und schauen, ob bei einem Extrude bzw. Retract Befehl von 30mm tatsächlich 30mm rein bzw. rausgedrückt werden und den Wert entsprechend nachjustieren. Sollte als Grundlage aber halbwegs passen, auf der man aufbauen kann.
Denk aber dran die Flow Rate runter zu stellen, sonst gibt's bei Skeinforge 41 ne riesen Sauerei
Ich würd jetzt mal 400 als Grundlage ausprobieren und schauen, ob bei einem Extrude bzw. Retract Befehl von 30mm tatsächlich 30mm rein bzw. rausgedrückt werden und den Wert entsprechend nachjustieren. Sollte als Grundlage aber halbwegs passen, auf der man aufbauen kann.
Denk aber dran die Flow Rate runter zu stellen, sonst gibt's bei Skeinforge 41 ne riesen Sauerei
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:46PM |
Registered: 12 years ago Posts: 141 |
das habe ich auch schon ausprobiert! Ohne positives Ergebnis. Wenn ich 380 in E-Step einsetze, habe ich in Skeinforge um die 200 an Flow, damit das Filamnet vernünftig rauskommt. Feed war glaube ich auf 14. Da sind wir dann aber auch noch nicht bei 2/3, und die Schraube frißt sich wieder ins Filament.
|
Re: Probleme bei Erstinbetriebnahme August 03, 2011 05:51PM |
Registered: 12 years ago Posts: 141 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, you do not have permission to post/reply in this forum.