Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
Stampe in ABS abbastanza buona ma non precisa
Posted by Stampa3D
|
Stampe in ABS abbastanza buona ma non precisa May 25, 2015 04:16AM |
Registered: 9 years ago Posts: 9 |
Buongiorno a tutti,
allego alcune foto di una prima stampa in ABS (filamento da 1.75 mm) effettuata con una Ormerod2, impostata con i seguenti parametri (in generale, utilizzo quelli di default di Slic3r):
- estrusore (0.5 mm): 225 °C
- bed (pre-trattato con lacca): 100 °C
- layer height: 0.3 mm
- first layer height: 0.3 mm
- infill: 20%
La fattura dei pezzi sembra abbastanza buona, a parte un paio di problemi sulla cui soluzione mi sto ponendo domande contrastanti:
- primi strati che si "spanciano" sul bed, facendomi perdere alcuni decimi di mm sull'altezza complessiva (ad esempio: h rondelle pari a 5.6 mm contro i 6 mm nominali) dovrei ridurre la temperatura del bed?
- sul pezzo a maggiore altezza (quello curvo), si è verificato anche il ben noto fenomeno di ritrazione con tendenza al distacco dai bordi: dovrei aumentare la temperatura del bed?
Al momento, la stampante non è protetta da alcun box: la ritrazione potrebbe essere dovuta a filetti d'aria...
Quali misure mi consigliate di prendere? Differenziare le temperature (dell'estrusore, del bed, di tutti e due?) tra il primo strato ed i successivi? E poi:è corretto partire con la stampa se dall'estrusore il filamento ha una leggera tendenza a colare? (occorrerebbe scendere al di sotto dei 225 °C?).
Grazie a tutti per i consigli che vorrete darmi.
Cordiali saluti,
Johnny
allego alcune foto di una prima stampa in ABS (filamento da 1.75 mm) effettuata con una Ormerod2, impostata con i seguenti parametri (in generale, utilizzo quelli di default di Slic3r):
- estrusore (0.5 mm): 225 °C
- bed (pre-trattato con lacca): 100 °C
- layer height: 0.3 mm
- first layer height: 0.3 mm
- infill: 20%
La fattura dei pezzi sembra abbastanza buona, a parte un paio di problemi sulla cui soluzione mi sto ponendo domande contrastanti:
- primi strati che si "spanciano" sul bed, facendomi perdere alcuni decimi di mm sull'altezza complessiva (ad esempio: h rondelle pari a 5.6 mm contro i 6 mm nominali) dovrei ridurre la temperatura del bed?
- sul pezzo a maggiore altezza (quello curvo), si è verificato anche il ben noto fenomeno di ritrazione con tendenza al distacco dai bordi: dovrei aumentare la temperatura del bed?
Al momento, la stampante non è protetta da alcun box: la ritrazione potrebbe essere dovuta a filetti d'aria...
Quali misure mi consigliate di prendere? Differenziare le temperature (dell'estrusore, del bed, di tutti e due?) tra il primo strato ed i successivi? E poi:è corretto partire con la stampa se dall'estrusore il filamento ha una leggera tendenza a colare? (occorrerebbe scendere al di sotto dei 225 °C?).
Grazie a tutti per i consigli che vorrete darmi.
Cordiali saluti,
Johnny
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Stampe in ABS abbastanza buona ma non precisa May 25, 2015 04:35AM |
Moderator Registered: 11 years ago Posts: 1,865 |
Ciao,
di norma l'abs si stampa a temperature più alte, sui 250°.
il piatto portalo a 105/110° se ci arriva.
usa il brim, almeno 1 cm, per migliorare l'adesione al piano.
abbassaun po' il first layer hight edd il layer hight, così da diminuira le forze di ritrazione dutrante la stampa.
La forma dell'oggetto non aiuta.
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
di norma l'abs si stampa a temperature più alte, sui 250°.
il piatto portalo a 105/110° se ci arriva.
usa il brim, almeno 1 cm, per migliorare l'adesione al piano.
abbassaun po' il first layer hight edd il layer hight, così da diminuira le forze di ritrazione dutrante la stampa.
La forma dell'oggetto non aiuta.
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
|
Re: Stampe in ABS abbastanza buona ma non precisa May 25, 2015 05:13AM |
Registered: 10 years ago Posts: 2,239 |
Prova ad abbassare l'infill se ti serve solo per vedere le misuire, se è un pezzo che deve fare puramente da prototipo porta a 10%. Come ti suggerisce Enrico, alza la T del bed e dell'hotend.. Vedo del Kapton sul piatto o sbaglio? Se si, toglilo e lascia solo lacca..metti quapche cm di brim..Spegni tutte le ventole e cerca di ridurre al minimo le correnti d'aria che si potrebbero creare.
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Stampe in ABS abbastanza buona ma non precisa May 27, 2015 08:13AM |
Registered: 9 years ago Posts: 9 |
Grazie Enrico e alil2096,
seguendo i vostri consigli ho effettuato un'ulteriore stampa in ABS con i seguenti parametri (ho stampato 3 rondelle + 1 large gear + 1 small gear del sistema di estrusione, vedi file allegato):
- infill: 80%
- T estrusore: 240 °C
- T bed: 100 °C (non va oltre i 100 °C, ma in compenso ho messo molta più lacca sul bed)
- aggiunta del brim
- layer height: al momento lasciata a 0.3 mm
Risultati ottimi per quanto riguarda l'imbarcamento del pezzo, praticamente eliminato!
Resta però un problema: l'accuratezza sullo spessore dei pezzi. Ho verificato che stampando in ABS (con infill sia del 20% sia dell'80%) l'altezza realizzata è inferiore di circa il 6% rispetto a quella nominale (vedi grafico nel file allegato). Stampando invece in PLA la terna di assi di prova (file ormaxis.g), l'errore commesso è praticamente nullo.
Mi chiedo a questo punto se, per le stampe in ABS, stia estrudendo poco materiale, nel senso che vado a perdere questo 6% sullo spessore di ogni layer (al momento ho lasciato il valore di fabbrica, senza apportare modifiche).
Può essere opportuno agire sul file config.g (andando a giocare sull'"extruder axis steps"), oppure conviene agire via software, imponendo direttamente da Slic3r un valore di 1.06 alla voce EXTRUSION MULTIPLIER? Il dubbio è: se "forzo" il 6% in più di materiale nell'estrusore, questo materiale va tutto nell'altezza o rischio di "ingrossare" anche la deposizione sul piano XY (che al momento rispetta benissimo le tolleranze?).
Grazie ancora per i vostri consigli,
un cordiale saluto
Johnny
seguendo i vostri consigli ho effettuato un'ulteriore stampa in ABS con i seguenti parametri (ho stampato 3 rondelle + 1 large gear + 1 small gear del sistema di estrusione, vedi file allegato):
- infill: 80%
- T estrusore: 240 °C
- T bed: 100 °C (non va oltre i 100 °C, ma in compenso ho messo molta più lacca sul bed)
- aggiunta del brim
- layer height: al momento lasciata a 0.3 mm
Risultati ottimi per quanto riguarda l'imbarcamento del pezzo, praticamente eliminato!
Resta però un problema: l'accuratezza sullo spessore dei pezzi. Ho verificato che stampando in ABS (con infill sia del 20% sia dell'80%) l'altezza realizzata è inferiore di circa il 6% rispetto a quella nominale (vedi grafico nel file allegato). Stampando invece in PLA la terna di assi di prova (file ormaxis.g), l'errore commesso è praticamente nullo.
Mi chiedo a questo punto se, per le stampe in ABS, stia estrudendo poco materiale, nel senso che vado a perdere questo 6% sullo spessore di ogni layer (al momento ho lasciato il valore di fabbrica, senza apportare modifiche).
Può essere opportuno agire sul file config.g (andando a giocare sull'"extruder axis steps"), oppure conviene agire via software, imponendo direttamente da Slic3r un valore di 1.06 alla voce EXTRUSION MULTIPLIER? Il dubbio è: se "forzo" il 6% in più di materiale nell'estrusore, questo materiale va tutto nell'altezza o rischio di "ingrossare" anche la deposizione sul piano XY (che al momento rispetta benissimo le tolleranze?).
Grazie ancora per i vostri consigli,
un cordiale saluto
Johnny
{kind=link}
{kind=link}
|
Re: Stampe in ABS abbastanza buona ma non precisa May 27, 2015 09:47AM |
Registered: 10 years ago Posts: 2,239 |
No, ovviamente non vai in altezza perchè la macchina non lavora su z ma su x e y.. quindi avresti solo layer più abbondanti..hai detto che lo fa solo su abs? Quello che puoi fare è provare a scalare il pezzo dell'1 o 2% se ne hai la possibilità e vedere se così riesci a risolvere.
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Stampa in ABS abbastanza buona ma non precisa May 29, 2015 06:27AM |
Registered: 9 years ago Posts: 9 |
Ciao,
per evidenziare il problema della non accuratezza dimensionale sull'asse Z, ho provato a stampare un cubo di lato 15 mm (g-code generato da Slic3r):
- nozzle: 0.5 mm
- materiale: ABS (diam. 1.75 mm)
- no. 2 skirt
- brim da 5 mm
- T_ext: 235 °C
- T_bed: 100°C
- infill density: 40%
- layer e first layer height: 0.3 mm
- pattern: honeycomb (rectilinear per top/bottom fill pattern)
- per le restanti impostazioni ho lasciato quelle di default previste per la Ormerod2.
Come si vede da foto allegata (un po' sfocata), il pezzo non è venuto male: sul piano XY le dimensioni sono mantenute costantemente entro 0.1 mm. Il problema, come dicevo, è sulla Z: mi trovo un'altezza media di circa 14.50 mm, perdendo quindi circa 0.50 mm sui 15 mm nominali. Come potete notare i primi 2 mm circa del pezzo, a partire dalla base, appaiono molto più densi della restante parte (dove i layer si riescono a distinguere, mentre alla base il materiale appare come pieno e continuo): sembra che i primi layer si "fondano" uno sull'altro, invece che depositarsi successivamente, il che porterebbe a spiegare la perdita sull'altezza...
Mi chiedo a questo punto se possa agire diminuendo la T_bed e/o la velocità di deposizione, in modo da garantire la solidificazione dei primi layer prima della deposizione di quelli successivi (ed evitare così che si fondano insieme).
Al momento, alla voce speed in Slic3r, adotto i seguenti valori:
- infill: 40 mm/s
- solid infill: 30 mm/s
- first layer speed: 50%
Che ne pensate?
Grazie, buon fine settimana.
Johnny
per evidenziare il problema della non accuratezza dimensionale sull'asse Z, ho provato a stampare un cubo di lato 15 mm (g-code generato da Slic3r):
- nozzle: 0.5 mm
- materiale: ABS (diam. 1.75 mm)
- no. 2 skirt
- brim da 5 mm
- T_ext: 235 °C
- T_bed: 100°C
- infill density: 40%
- layer e first layer height: 0.3 mm
- pattern: honeycomb (rectilinear per top/bottom fill pattern)
- per le restanti impostazioni ho lasciato quelle di default previste per la Ormerod2.
Come si vede da foto allegata (un po' sfocata), il pezzo non è venuto male: sul piano XY le dimensioni sono mantenute costantemente entro 0.1 mm. Il problema, come dicevo, è sulla Z: mi trovo un'altezza media di circa 14.50 mm, perdendo quindi circa 0.50 mm sui 15 mm nominali. Come potete notare i primi 2 mm circa del pezzo, a partire dalla base, appaiono molto più densi della restante parte (dove i layer si riescono a distinguere, mentre alla base il materiale appare come pieno e continuo): sembra che i primi layer si "fondano" uno sull'altro, invece che depositarsi successivamente, il che porterebbe a spiegare la perdita sull'altezza...
Mi chiedo a questo punto se possa agire diminuendo la T_bed e/o la velocità di deposizione, in modo da garantire la solidificazione dei primi layer prima della deposizione di quelli successivi (ed evitare così che si fondano insieme).
Al momento, alla voce speed in Slic3r, adotto i seguenti valori:
- infill: 40 mm/s
- solid infill: 30 mm/s
- first layer speed: 50%
Che ne pensate?
Grazie, buon fine settimana.
Johnny
{kind=link}
{kind=link}
|
Re: Stampe in ABS abbastanza buona ma non precisa May 29, 2015 06:57AM |
Registered: 10 years ago Posts: 2,239 |
Le ventole partono? Se partono, partono da subito? Perchè è abs, non dovrsti usarele se non per raffreddrae il corpo dell'hotend.. un'altra domanda, l'asse z scorre bene anche all'inizio? Non ha problemi a salire vero?
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Stampa in ABS abbastanza buona ma non precisa May 29, 2015 08:45AM |
Registered: 9 years ago Posts: 9 |
Ciao,
ho solo la ventola dell'hot-end, che è sempre accesa.
Sul movimento dell'asse Z non credo vi siano problemi (ho controllato con i blocchetti pian paralleli, ma in un punto di lavoro diverso da quello vicino allo zero, in effetti): adesso ho provato a ricalibrare lo zero di Z, cercando di tenere conto di quel minimo gioco residuo di rotazione sul blocco estrusore che scorre sul cuscinetto a ricircolo (lungo asse X). Provo a ristampare il cubo (ho anche ridotto da 30 mm/s a 25 mm/s la velocità di infill dei soli layers).
Vediamo!
Grazie,
Johnny
ho solo la ventola dell'hot-end, che è sempre accesa.
Sul movimento dell'asse Z non credo vi siano problemi (ho controllato con i blocchetti pian paralleli, ma in un punto di lavoro diverso da quello vicino allo zero, in effetti): adesso ho provato a ricalibrare lo zero di Z, cercando di tenere conto di quel minimo gioco residuo di rotazione sul blocco estrusore che scorre sul cuscinetto a ricircolo (lungo asse X). Provo a ristampare il cubo (ho anche ridotto da 30 mm/s a 25 mm/s la velocità di infill dei soli layers).
Vediamo!
Grazie,
Johnny
|
Re: Stampa in ABS abbastanza buona ma non precisa June 16, 2015 05:01AM |
Registered: 9 years ago Posts: 9 |
Buongiorno,
ritorno sul problema che continuo (in parte) a riscontrare relativamente all'accuratezza sulla dimensione Z per stampe in ABS.
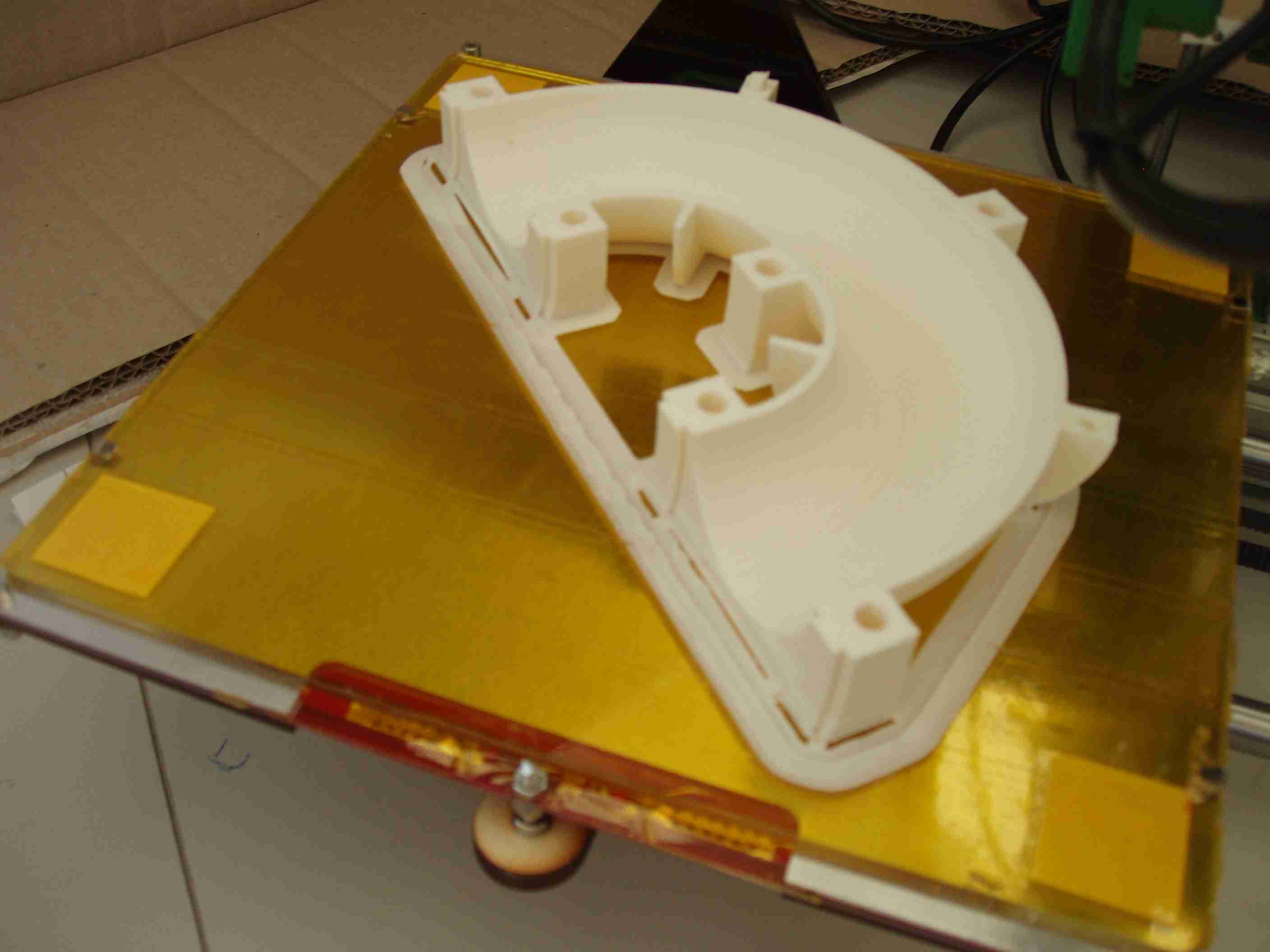
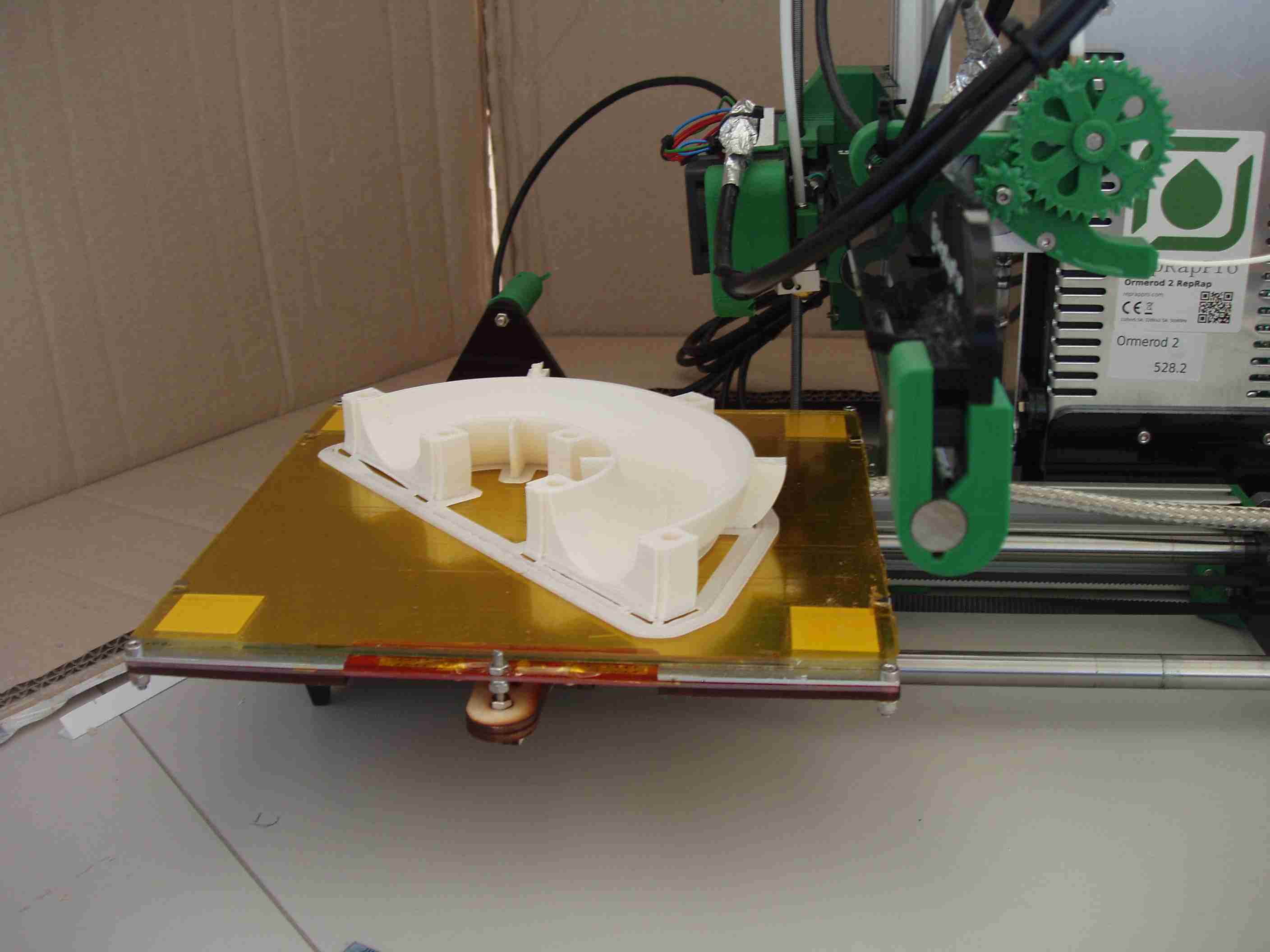
Allego a questo proposito alcune immagini di un ulteriore pezzo che sto provando a realizzare: si tratta di un quarto di toroide che dovrebbe assemblarsi con altri 3 pezzi simili per costituire un toroide intero (l'ABS mi è indispensabile per questioni di resistenza termica e strutturale).
Queste le caratteristiche di stampa che ho utilizzato, anche in base ai vostri precedenti consigli (ho lasciato il film di kapton perchè mi torna molto utile quando uso il PLA) :
- stampante Ormerod 2 con estrusore da 0.5 mm, filamento in ABS da 1.75 mm
- T_estrusore: 235 °C
- T_bed: 100 °C
- infill: 40% (rispettivamente honeycomb per il bulk e rectilinear per gli strati iniziali e finali)
- layer height: 0.3 mm
- brim: 1 cm (uso Slic3r)
- durata di stampa: circa 4 ore
Il pezzo non è venuto malaccio: su XY le quote sono rispettate entro qualche centesimo di mm. Il problema del distacco del pezzo è stato ben risolto col brim. Il problema che invece persiste è un imbarcamento del pezzo (evidente negli incastri a coda di rondine, come potete vedere): questo imbarcamento (oltre a deformare il pezzo) porta alla perdita di circa 1 mm sui 23 mm totali di altezza.
Vi chiederei a questo punto un parere sulla situazione che mi trovo ad affrontare:
- realizzando un cubo di lato 15 mm (presente nella foto) con le medesime caratteristiche di stampa, l'imbarcamento non si verifica così marcatamente (perdo comunque un paio di decimi su 15 mm): posso dedurre che la calibrazione sulla terna di assi sia quindi (abbastanza) corretta...
- potrebbe essere un rilassamento del corpo estrusore (vedi foto n.9) dovuto alla lunga durata della stampa con bed a 100 °C a causare lo schiacciamento nel pezzo curvo? Ho notato infatti che il montaggio del carrello estrusore tende ad inclinarsi un po' durante la stampa: ciò potrebbe in effetti portare ad una compressione/deformazione del pezzo...
- è "colpa" della geometria del pezzo?
Vi ringrazio come sempre per l'ausilio!
Buona giornata,
Johnny
ritorno sul problema che continuo (in parte) a riscontrare relativamente all'accuratezza sulla dimensione Z per stampe in ABS.
Allego a questo proposito alcune immagini di un ulteriore pezzo che sto provando a realizzare: si tratta di un quarto di toroide che dovrebbe assemblarsi con altri 3 pezzi simili per costituire un toroide intero (l'ABS mi è indispensabile per questioni di resistenza termica e strutturale).
Queste le caratteristiche di stampa che ho utilizzato, anche in base ai vostri precedenti consigli (ho lasciato il film di kapton perchè mi torna molto utile quando uso il PLA) :
- stampante Ormerod 2 con estrusore da 0.5 mm, filamento in ABS da 1.75 mm
- T_estrusore: 235 °C
- T_bed: 100 °C
- infill: 40% (rispettivamente honeycomb per il bulk e rectilinear per gli strati iniziali e finali)
- layer height: 0.3 mm
- brim: 1 cm (uso Slic3r)
- durata di stampa: circa 4 ore
Il pezzo non è venuto malaccio: su XY le quote sono rispettate entro qualche centesimo di mm. Il problema del distacco del pezzo è stato ben risolto col brim. Il problema che invece persiste è un imbarcamento del pezzo (evidente negli incastri a coda di rondine, come potete vedere): questo imbarcamento (oltre a deformare il pezzo) porta alla perdita di circa 1 mm sui 23 mm totali di altezza.
Vi chiederei a questo punto un parere sulla situazione che mi trovo ad affrontare:
- realizzando un cubo di lato 15 mm (presente nella foto) con le medesime caratteristiche di stampa, l'imbarcamento non si verifica così marcatamente (perdo comunque un paio di decimi su 15 mm): posso dedurre che la calibrazione sulla terna di assi sia quindi (abbastanza) corretta...
- potrebbe essere un rilassamento del corpo estrusore (vedi foto n.9) dovuto alla lunga durata della stampa con bed a 100 °C a causare lo schiacciamento nel pezzo curvo? Ho notato infatti che il montaggio del carrello estrusore tende ad inclinarsi un po' durante la stampa: ciò potrebbe in effetti portare ad una compressione/deformazione del pezzo...
- è "colpa" della geometria del pezzo?
Vi ringrazio come sempre per l'ausilio!
Buona giornata,
Johnny
Attachments:
open | download - ABS_1.JPG (131.2 KB)
open | download - ABS_2.JPG (154.8 KB)
open | download - ABS_3.JPG (152.9 KB)
open | download - ABS_4.JPG (146.6 KB)
open | download - ABS_5.JPG (167.2 KB)
open | download - ABS_6.JPG (134.2 KB)
open | download - ABS_7.JPG (149.5 KB)
open | download - ABS_8.JPG (131.8 KB)
open | download - ABS_9.JPG (171.8 KB)
open | download - ABS_1.JPG (131.2 KB)
{kind=link}
{kind=link}
open | download - ABS_2.JPG (154.8 KB)
{kind=link}
{kind=link}
open | download - ABS_3.JPG (152.9 KB)
{kind=link}
{kind=link}
open | download - ABS_4.JPG (146.6 KB)
{kind=link}
{kind=link}
open | download - ABS_5.JPG (167.2 KB)
{kind=link}
{kind=link}
open | download - ABS_6.JPG (134.2 KB)
{kind=link}
{kind=link}
open | download - ABS_7.JPG (149.5 KB)
{kind=link}
{kind=link}
open | download - ABS_8.JPG (131.8 KB)
{kind=link}
{kind=link}
open | download - ABS_9.JPG (171.8 KB)
{kind=link}
{kind=link}
|
Re: Stampa in ABS abbastanza buona ma non precisa February 02, 2016 02:34PM |
Registered: 8 years ago Posts: 355 |
Hai un'idea della temperatura nella stanza ?
Prusa I3 R2 Pro MK4.3.5; doppio alim., ugelli: 0.35, 0.60, 0.80 / piatto riscaldato in alluminio spessore 6mm 330mmx240mm coibentato
Aggiunte: fine corsa magnetici
Cad modellazione: Solid Works
Software per slicing: Repetier host con plug-in Cura
Filo: 1,75; ABS e NinjaFlex
[www.thingiverse.com]
Prusa I3 R2 Pro MK4.3.5; doppio alim., ugelli: 0.35, 0.60, 0.80 / piatto riscaldato in alluminio spessore 6mm 330mmx240mm coibentato
Aggiunte: fine corsa magnetici
Cad modellazione: Solid Works
Software per slicing: Repetier host con plug-in Cura
Filo: 1,75; ABS e NinjaFlex
[www.thingiverse.com]
Sorry, only registered users may post in this forum.