Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
sembra sovraestrusione..ma non lo è
Posted by VittorioMX
|
sembra sovraestrusione..ma non lo è December 28, 2018 03:52AM |
Registered: 8 years ago Posts: 116 |
Ciao,
non riesco a venire a capo di questo difetto di stampa. Come si vede dal file allegato la stampa viene molto irregolare. Pensando a un problema di sovraestrusione ho provato:
1) abbassare la temperatura fino a 175°C, limite per il quale poi ha iniziato a estrudere quasi più niente
2) abbassare il flusso al 70%
3) ridurre la velocità fino a 30
4) ridurre gli step/mm (di 5step) nel firmware, ma poi era chiaramente magro di estrusione
5)migliorato il flusso d'aria sul pezzo
6) stabilizzata la temperatura fino a meno di 1grado di escursione
ma niente.. non riesco a venirne a capo.
La stampante è una CoreXY custom (45x45x60) con estrusore e3dV6 clone e ugello da 0,35 (provato anche con il 0,4)
firmware config in allegato
Lo slicer è CURA 3.6.0, config allegato
qualche consiglio?
non riesco a venire a capo di questo difetto di stampa. Come si vede dal file allegato la stampa viene molto irregolare. Pensando a un problema di sovraestrusione ho provato:
1) abbassare la temperatura fino a 175°C, limite per il quale poi ha iniziato a estrudere quasi più niente
2) abbassare il flusso al 70%
3) ridurre la velocità fino a 30
4) ridurre gli step/mm (di 5step) nel firmware, ma poi era chiaramente magro di estrusione
5)migliorato il flusso d'aria sul pezzo
6) stabilizzata la temperatura fino a meno di 1grado di escursione
ma niente.. non riesco a venirne a capo.
La stampante è una CoreXY custom (45x45x60) con estrusore e3dV6 clone e ugello da 0,35 (provato anche con il 0,4)
firmware config in allegato
Lo slicer è CURA 3.6.0, config allegato
qualche consiglio?
{kind=link}
{kind=link}
|
Re: sembra sovraestrusione..ma non lo è December 28, 2018 04:43AM |
Registered: 9 years ago Posts: 144 |
|
Re: sembra sovraestrusione..ma non lo è December 28, 2018 04:55AM |
Registered: 8 years ago Posts: 116 |
|
Re: sembra sovraestrusione..ma non lo è December 28, 2018 07:46AM |
Registered: 9 years ago Posts: 3,268 |
mi sembra che tu abbia fatto delle prove un po alla buona, modificando parecchio sperando di migliorare.
stampa una torre delle temperature e trova il rango corretto per quel filamento, senza fidarti ciecamente delle indicazioni del produttore
il flusso, gli step e l'ugello devono essere definiti a priori, con il flusso puoi giocherellare un po', ma sempre di poco, non di decine di punti. Per la calibrazione esistono molte guide (es: [www.thingiverse.com])
la velocità di stampa dipende dal materiale (che non mi sembra tu abbia specificato), ma a meno di velocità pazzesche, il problema non credo sia li. I filamenti non sono tutti uguali, a seconda del produttore cambia anche la qualità.
Come detto da c11610o , se stampi pezzi piccoli stampali sempre in coppia (o più), in modo che abbiano il tempo di raffreddarsi tra un layer e l'altro.
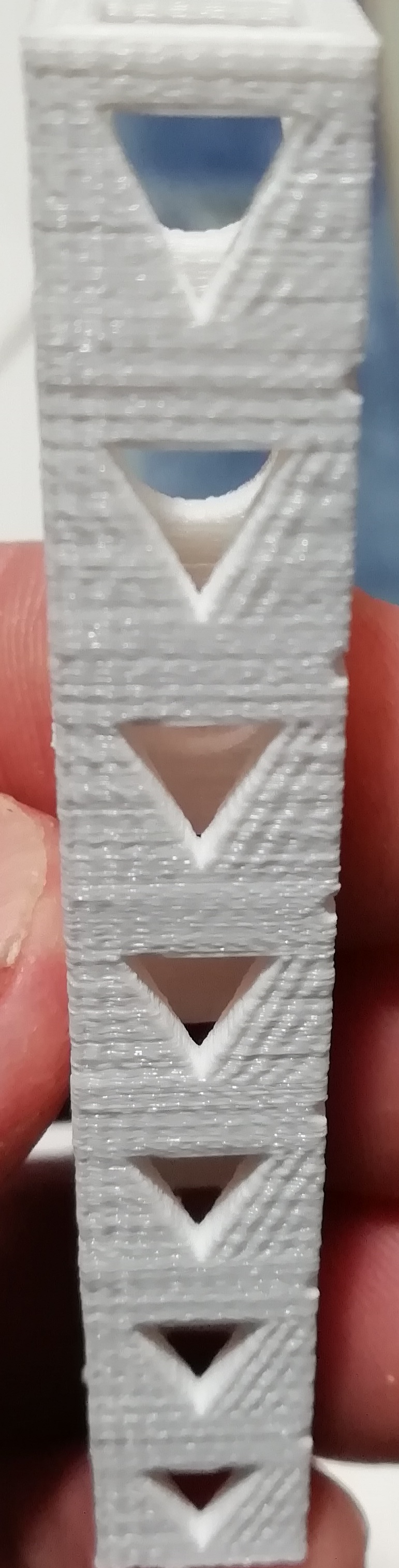
Il cono è veramente piccolo, e ogni minimo difetto sembra enorme, prova a stampare un cubo più grande o qualcosa di simile...
e3d v6 è l'hotend, non l'estrusore.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
stampa una torre delle temperature e trova il rango corretto per quel filamento, senza fidarti ciecamente delle indicazioni del produttore
il flusso, gli step e l'ugello devono essere definiti a priori, con il flusso puoi giocherellare un po', ma sempre di poco, non di decine di punti. Per la calibrazione esistono molte guide (es: [www.thingiverse.com])
la velocità di stampa dipende dal materiale (che non mi sembra tu abbia specificato), ma a meno di velocità pazzesche, il problema non credo sia li. I filamenti non sono tutti uguali, a seconda del produttore cambia anche la qualità.
Come detto da c11610o , se stampi pezzi piccoli stampali sempre in coppia (o più), in modo che abbiano il tempo di raffreddarsi tra un layer e l'altro.
Il cono è veramente piccolo, e ogni minimo difetto sembra enorme, prova a stampare un cubo più grande o qualcosa di simile...
e3d v6 è l'hotend, non l'estrusore.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: sembra sovraestrusione..ma non lo è December 28, 2018 09:21AM |
Registered: 8 years ago Posts: 116 |
Perché alla buona? Non le ho fatte mica tutte insieme.. Ogni step una stampa.
Ho stampato un cubo 20x20 cambiando la temperatura da 205 a 175 gradi ogni tot layer ma il risultato non è cambiato
Il materiale è pla Tomas 3d e l'estrusore è un direct con mk8
Pezzi più grandi li ho stampati con questi risultati allegati
Edited 2 time(s). Last edit at 12/28/2018 09:31AM by VittorioMX.
Ho stampato un cubo 20x20 cambiando la temperatura da 205 a 175 gradi ogni tot layer ma il risultato non è cambiato
Il materiale è pla Tomas 3d e l'estrusore è un direct con mk8
Pezzi più grandi li ho stampati con questi risultati allegati
Edited 2 time(s). Last edit at 12/28/2018 09:31AM by VittorioMX.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: sembra sovraestrusione..ma non lo è December 28, 2018 02:53PM |
Registered: 8 years ago Posts: 116 |
Allora.. Fatta la prova della torre, partito da 220° fino a 190 come da file.
Velocità 35mm/s
Flusso 100%
Infill 20%
2 linee perimetrali
Larghezza linea 0,35mm
Singola torre, ora ne sto stampando due insieme
Il risultato in allegato
Velocità 35mm/s
Flusso 100%
Infill 20%
2 linee perimetrali
Larghezza linea 0,35mm
Singola torre, ora ne sto stampando due insieme
Il risultato in allegato
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: sembra sovraestrusione..ma non lo è December 29, 2018 09:25AM |
Registered: 10 years ago Posts: 2,239 |
Domanda stupida, i passi dell'estrusore sono calibrati correttamente?
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: sembra sovraestrusione..ma non lo è December 29, 2018 12:57PM |
Registered: 8 years ago Posts: 116 |
|
Re: sembra sovraestrusione..ma non lo è January 08, 2019 08:58AM |
Registered: 5 years ago Posts: 1 |
|
Re: sembra sovraestrusione..ma non lo è January 08, 2019 11:35AM |
Registered: 8 years ago Posts: 116 |
No, lente non direi, ho provato a tirarle parecchio ma ho capito di avere comunque problemi meccanici. Purtroppo la struttura è grande e le barre sono piccole (8) quindi ora la sto ridisegnando tutto per utilizzare le guide lineari.
Vedi foto allegate
Vedi foto allegate
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: sembra sovraestrusione..ma non lo è January 08, 2019 01:06PM |
Registered: 6 years ago Posts: 1,059 |
Be se le tendi troppo è anche "peggio", perché i cuscinetti dei rinvii non è che eccellano in carico quindi in pratica li distruggi.
I passi dell'estrusore vanno calibrati usando un metodo affidabile, cioè un calibro e poi "affinati" di qualche step alla volta fino a trovare il numero ottimale, che dipende anche dal tipo di filamento che usi, perché il trascinatore "affonda" nel filamento più o meno a seconda della durezza del materiale e il "diametro reale" della ruota cambia per cui con alcuni filamenti avrai per ottenere 1mm 300 passi, con altri 290 comn altri ancora magari 310.
In gener si usa proprio per "minimizzare l'errore di misura" estrudere 10cm di filamento e poi misurare e confrontare con la regola delle proporzioni gli step per mm.
Ad esempio estrudi 10 cm di filamento e misuri 10,15 cm.
allora hai l'estrusore calibrato a 300 passi per mm quindi i tuoi 300 : 10,15 = X : 10 (vecchia formula da ragioniere per le proporzioni che non "tradisce" mai)
fai 300 x 10 e ottieni 3000 e dividi per 10,15 e ottieni 295.5 qui puoi decidere se mettere 295 oppure 296.
fatto questo verifichi che l'estrusione sia effettivamente 10 cm se non lo è ripeti il giochetto usando la regola delle proporzioni.
Ovviamente se lo devi ripetere la prima cosa da vedere è:
1) come fai la misura in genere segni con un pennarello oppure incidi con un taglierino un punto noto (l'uscita dell'estrusore ad esempio) e poi segni lo stesso punto e "misuri accuratamente" la distanza tra i due punti.
2) il filamento ha un diametro regolare? Se no sei nelle canne (e putroppo a detta di molti non è così strano con certe marche di filamenti che il diametro abbia una certa variabilità anche all'interno della stessa bobina)
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
I passi dell'estrusore vanno calibrati usando un metodo affidabile, cioè un calibro e poi "affinati" di qualche step alla volta fino a trovare il numero ottimale, che dipende anche dal tipo di filamento che usi, perché il trascinatore "affonda" nel filamento più o meno a seconda della durezza del materiale e il "diametro reale" della ruota cambia per cui con alcuni filamenti avrai per ottenere 1mm 300 passi, con altri 290 comn altri ancora magari 310.
In gener si usa proprio per "minimizzare l'errore di misura" estrudere 10cm di filamento e poi misurare e confrontare con la regola delle proporzioni gli step per mm.
Ad esempio estrudi 10 cm di filamento e misuri 10,15 cm.
allora hai l'estrusore calibrato a 300 passi per mm quindi i tuoi 300 : 10,15 = X : 10 (vecchia formula da ragioniere per le proporzioni che non "tradisce" mai)
fai 300 x 10 e ottieni 3000 e dividi per 10,15 e ottieni 295.5 qui puoi decidere se mettere 295 oppure 296.
fatto questo verifichi che l'estrusione sia effettivamente 10 cm se non lo è ripeti il giochetto usando la regola delle proporzioni.
Ovviamente se lo devi ripetere la prima cosa da vedere è:
1) come fai la misura in genere segni con un pennarello oppure incidi con un taglierino un punto noto (l'uscita dell'estrusore ad esempio) e poi segni lo stesso punto e "misuri accuratamente" la distanza tra i due punti.
2) il filamento ha un diametro regolare? Se no sei nelle canne (e putroppo a detta di molti non è così strano con certe marche di filamenti che il diametro abbia una certa variabilità anche all'interno della stessa bobina)
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: sembra sovraestrusione..ma non lo è January 08, 2019 01:28PM |
Registered: 8 years ago Posts: 116 |
|
Re: sembra sovraestrusione..ma non lo è January 12, 2019 05:16AM |
Registered: 6 years ago Posts: 1,059 |
Occhio che l'occhio non è mai un buon strumento di misura.
Se devi modificare troppo i passi vuol dire che la "ruota del trascinatore" affonda in modo diverso nel materiale, è un comportamento subdolo perché in pratica è legato al fatto che tu usi una misura angolare per derivare un avanzamento "lineare", il problema che l'angolo dello step è costante, ma il diametro del "cerchio" su cui ruota il ffilamento cambia in base a quanto la ruota "affonda" nel filamento.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Se devi modificare troppo i passi vuol dire che la "ruota del trascinatore" affonda in modo diverso nel materiale, è un comportamento subdolo perché in pratica è legato al fatto che tu usi una misura angolare per derivare un avanzamento "lineare", il problema che l'angolo dello step è costante, ma il diametro del "cerchio" su cui ruota il ffilamento cambia in base a quanto la ruota "affonda" nel filamento.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: sembra sovraestrusione..ma non lo è January 22, 2019 08:07AM |
Registered: 8 years ago Posts: 116 |
Allora, dopo varie prove sono arrivato alla conclusione che è un problema meccanico, almeno sulla core. Ho ridisegnato tutto sostituendo i tondini da 8mm e relativi cuscinetti con delle guide lineari. Rivisto anche l'ancoraggio tra i profilati della struttura. Sostituite le puleggie lisce con quelle dentate. Appena arrivano le parti poi ricalibro l'estrusore e vediamo come va.
Nel frattempo ho fatto delle prove con la prusa i3 (la mia ha il telaio in alluminio) e il problema delle righe lo fa allo stesso modo, anche riducendo al minimo le accelerazioni, e portando la velocità sotto i 20mm/s. A questo punto la confusione cresce perchè le due stampanti sono ben diverse meccanicamente.
La domanda è: potrebbe essere un problema dell'asse Z (wobbe)?
Nel frattempo ho fatto delle prove con la prusa i3 (la mia ha il telaio in alluminio) e il problema delle righe lo fa allo stesso modo, anche riducendo al minimo le accelerazioni, e portando la velocità sotto i 20mm/s. A questo punto la confusione cresce perchè le due stampanti sono ben diverse meccanicamente.
La domanda è: potrebbe essere un problema dell'asse Z (wobbe)?
|
Re: sembra sovraestrusione..ma non lo è February 09, 2019 12:24PM |
Registered: 6 years ago Posts: 1,059 |
Se per righe intendi il ghosting, non saprei, se per righe intendi la "cucitura" dei layer, dipende anche dalle impostazini della stampante, se devi estrudere un quadrato in layer e cominci sempre nello stesso punto l'estrusione, ovviamente avrai una "cucitura dritta" perché dove inizia l'estrusione non sei in movimento, ma esce sempre un pochino di materiale che deborda facendo una "pozza", alcuni slicer hanno la possibilità di definire un tipo di inizio layer diverso ad esempio su uno spigolo dove si nota meno oppure alternando o scalando l'inizio dl layer per le "pareti verticali" in modo da avere una "cucitura diagonale" o a zig-zag (slic3r mi pare permette di scegliere tra diagonale, dritta o random).
Spero di aver capito bene il problema.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Spero di aver capito bene il problema.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: sembra sovraestrusione..ma non lo è February 22, 2019 08:09AM |
Registered: 8 years ago Posts: 116 |
Dopo aver sostituito le barre da 8 con guide lineari, puleggie lisce con gt16 dentate e cinghie in gomma il risultato è nettamente cambiato, in allegato la foto della stampa prima (pezzo superiore) e dopo (pezzo inferiore). Da sistemare ancora una leggera sovraestrusione nelle parti curve.
{kind=link}
{kind=link}
|
Re: sembra sovraestrusione..ma non lo è February 22, 2019 09:02AM |
Registered: 10 years ago Posts: 2,239 |
Soffri comunque di wobble, si vede bene nel pezzo inferiore
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: sembra sovraestrusione..ma non lo è February 22, 2019 10:21AM |
Registered: 8 years ago Posts: 116 |
Sorry, only registered users may post in this forum.