Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
Banding orizzontale
Posted by iLMario
|
Banding orizzontale April 18, 2019 04:26PM |
Registered: 5 years ago Posts: 71 |
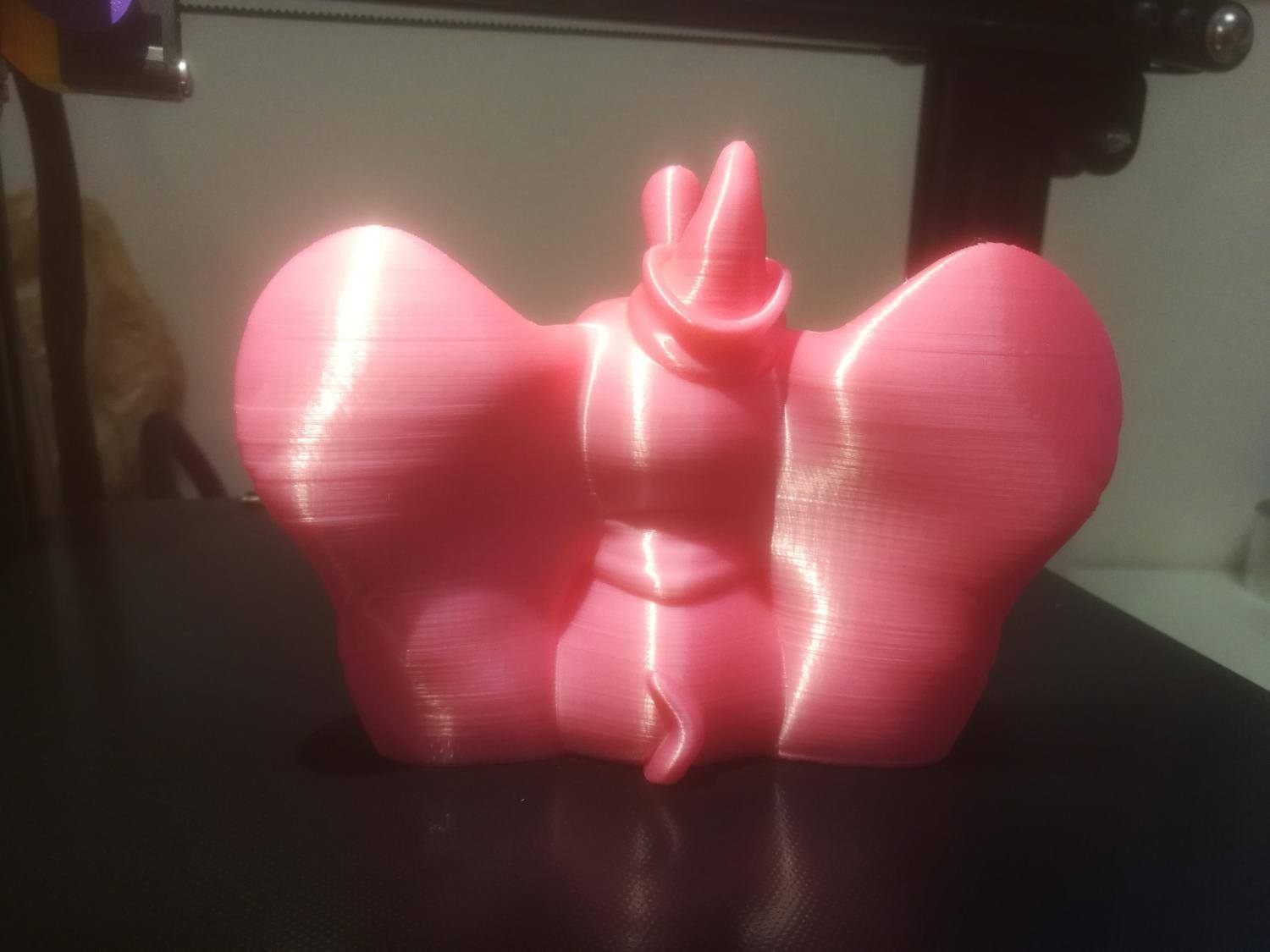
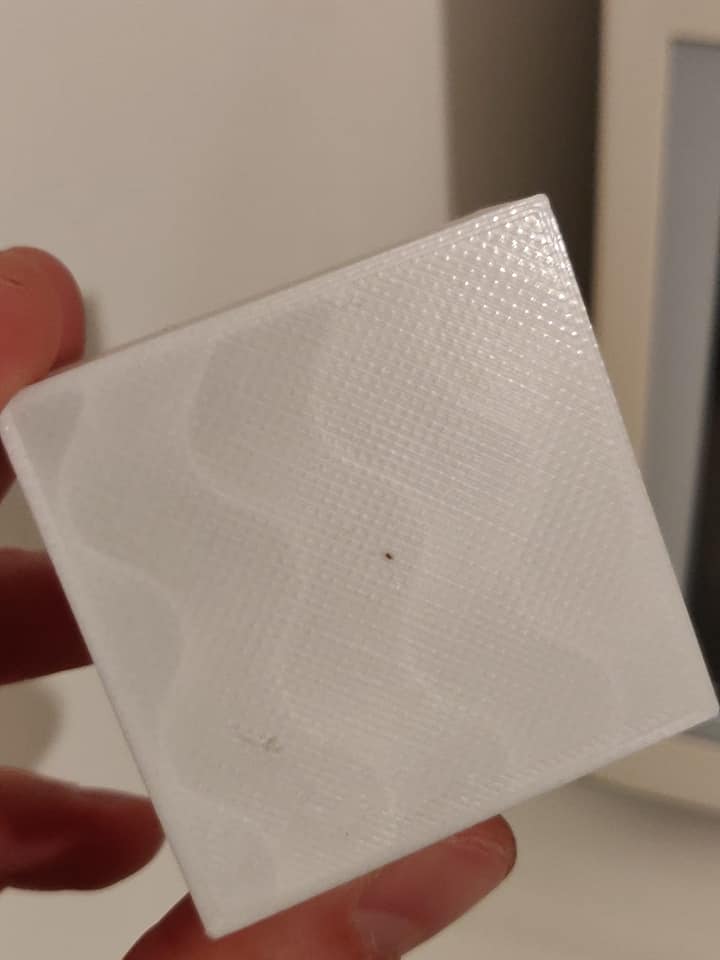
Sto impazzendo, da circa un mese, con questo strano "banding" (non so se è il termine corretto)
Non è wobble, stampo dei test per il wobble ed escono perfetti, inoltre, come si può vedere da foto, non è "ciclico" ed "uniforme". Il wobble invece si, essendo vincolato alla rotazione della barra Z.
In questa foto si nota bene, sopratutto in alto a sinistra, ma è presente anche su altre stampe (ad esempio la benchy) ad altezze diverse.
Ho provato a variare in ogni modo possibile ed immaginabile, i valori di accelarazione, feedrate e jerk (ed anche la junction deviation) senza nessun apparente miglioramento.
Escludo un problema di estrusione: ho cambiato sia estrusore che stepper, il problema persiste in egual misura, inoltre il flusso è calibrato così come gli step/mm dell'estrusore
A parità di stampa, è presente sempre nello stesso punto. Se ad esempio ristampassi il Dumbo della foto, il banding sarebbe presente sempre li. Stampando la benchy, il banding è sempre nello stesso posto (differente dal Dumbo)
Uso Slic3r Prusa Edition, ma ho lo stesso problema anche con Slic3r normale. Ho provato a stampare tramite Simplify3D (gcode fornito da terzi) e viene stampato bene. Ho provato a creare un gcode con Cura e viene stampato quasi bene (ha altri problemi ma non il banding)
Il mio gcode, creato con Slic3r, stampato su una stampante completamente diversa dalla mia, che non condivide nulla (salvo essere sempre un clone prusa, nello specifico, una Ender3 Pro) produce lo stesso banding nello stesso punto.
Messa così, sembra un problema di Slic3r, ma l'anteprima non mostra alcun artefatto e nemmeno il gcode, se visualizzato con un visualizzatore (o aprendolo in cura) mostra artefatti.
non ho la più pallida idea di cosa controllare.
Non è wobble, stampo dei test per il wobble ed escono perfetti, inoltre, come si può vedere da foto, non è "ciclico" ed "uniforme". Il wobble invece si, essendo vincolato alla rotazione della barra Z.
In questa foto si nota bene, sopratutto in alto a sinistra, ma è presente anche su altre stampe (ad esempio la benchy) ad altezze diverse.
Ho provato a variare in ogni modo possibile ed immaginabile, i valori di accelarazione, feedrate e jerk (ed anche la junction deviation) senza nessun apparente miglioramento.
Escludo un problema di estrusione: ho cambiato sia estrusore che stepper, il problema persiste in egual misura, inoltre il flusso è calibrato così come gli step/mm dell'estrusore
A parità di stampa, è presente sempre nello stesso punto. Se ad esempio ristampassi il Dumbo della foto, il banding sarebbe presente sempre li. Stampando la benchy, il banding è sempre nello stesso posto (differente dal Dumbo)
Uso Slic3r Prusa Edition, ma ho lo stesso problema anche con Slic3r normale. Ho provato a stampare tramite Simplify3D (gcode fornito da terzi) e viene stampato bene. Ho provato a creare un gcode con Cura e viene stampato quasi bene (ha altri problemi ma non il banding)
Il mio gcode, creato con Slic3r, stampato su una stampante completamente diversa dalla mia, che non condivide nulla (salvo essere sempre un clone prusa, nello specifico, una Ender3 Pro) produce lo stesso banding nello stesso punto.
Messa così, sembra un problema di Slic3r, ma l'anteprima non mostra alcun artefatto e nemmeno il gcode, se visualizzato con un visualizzatore (o aprendolo in cura) mostra artefatti.
non ho la più pallida idea di cosa controllare.
{kind=link}
{kind=link}
|
Re: Banding orizzontale April 21, 2019 04:47AM |
Registered: 10 years ago Posts: 2,239 |
Hai risposto, il problema è il gcode..
Alcuni slicer funzionano meglio di altri, alcune versioni hanno bug più o meno noti, basta cambiare slicer.. slic3r non è piùà seguito da quello che ne so, salvo per la Prusa Edition (PE).. se scarichi quella dal sito prusa hai la versione più aggiornata con molti meno errori
Andrea Lillia
Lillia.net
Pagina Facebook
Alcuni slicer funzionano meglio di altri, alcune versioni hanno bug più o meno noti, basta cambiare slicer.. slic3r non è piùà seguito da quello che ne so, salvo per la Prusa Edition (PE).. se scarichi quella dal sito prusa hai la versione più aggiornata con molti meno errori
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Banding orizzontale April 21, 2019 04:52AM |
Registered: 5 years ago Posts: 71 |
Sto usando, infatti, la Prusa
Il problema c'è anche con Cura e Simplify, anche se in posti diversi.
Ho notato che dipende dalla seam, spostando la seam, si sposta il difetto, questo spiega anche come mai con cura e Simplify il problema, nel caso della benchy, non si pone (seam in posti diversi) ma si pone con altri pezzi
Non so perché ma ovunque c'è una seam in un angolo, lui crea una lunga banda orizzontale. Se forzo la cucitura sul retro, le bande scompaiono del tutto ma ovviamente il retro viene tagliato dalla cucitura
Il problema c'è anche con Cura e Simplify, anche se in posti diversi.
Ho notato che dipende dalla seam, spostando la seam, si sposta il difetto, questo spiega anche come mai con cura e Simplify il problema, nel caso della benchy, non si pone (seam in posti diversi) ma si pone con altri pezzi
Non so perché ma ovunque c'è una seam in un angolo, lui crea una lunga banda orizzontale. Se forzo la cucitura sul retro, le bande scompaiono del tutto ma ovviamente il retro viene tagliato dalla cucitura
|
Re: Banding orizzontale April 21, 2019 06:34AM |
Registered: 10 years ago Posts: 2,239 |
|
Re: Banding orizzontale April 21, 2019 06:43AM |
Registered: 5 years ago Posts: 71 |
Molteplici, perimetri interni ed infill 60 ma ho provato anche 50 e non cambia nulla
Perimetri esterni 20 o 15 a seconda delle prove
Devo provare ad aumentare la velocità, fare tipo 40 o 50 anche i perimetri nel caso la goccia fosse causata da una velocità troppo bassa.
Così come voglio aumentare la velocità su Z, nel caso alzandosi più rapidamente facesse meno imperfezioni
Perimetri esterni 20 o 15 a seconda delle prove
Devo provare ad aumentare la velocità, fare tipo 40 o 50 anche i perimetri nel caso la goccia fosse causata da una velocità troppo bassa.
Così come voglio aumentare la velocità su Z, nel caso alzandosi più rapidamente facesse meno imperfezioni
|
Re: Banding orizzontale May 01, 2019 06:38AM |
Registered: 6 years ago Posts: 1,059 |
Slic3R è ancora in sviluppo, ovviamente essendo un progetto comunitario non è necessario rilasciare molti aggionramenti per far credere di essere "vivi"
Questo è un post recente sul Blog di Slic3r
Slic3R
Presumo che sia un ottimo "segno di vita".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Questo è un post recente sul Blog di Slic3r
Slic3R
Presumo che sia un ottimo "segno di vita".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 01, 2019 07:12AM |
Registered: 5 years ago Posts: 71 |
|
Re: Banding orizzontale May 01, 2019 09:53AM |
Registered: 6 years ago Posts: 1,059 |
La quantità di materiale estruso dipende anche dalla "precisione dimensionale" della apertura dell'ugello, mi spiego, se hai un ugello di 0.4 mm nominali, ma poi questo è diciamo 0,38mm ovviamente avrai un 0.38/0.40 = 0.95 cioè un 5% in meno di diametro dell'ugello e quindi avrai che il firmware estrude come se uscisse 100 ma dall'ugello ne esce 95, quindi una sottoestrusione, che però si traduce in un "aumento di pressione" e in conseguente ritardo di interruzione dell'estrusione, che fa uscire più filamento dall'ugello.
Ovviamente questo errore di calcolo si ripercuote in tutti i calcoli che fai, ad esempio tu determini un valore di step per estrudere 10cm di materiale, e questo è preciso, ma poi il filamento invece di essere 1.75 è qualcosa di più o qualcosa di meno i calcoli del firmware di quanti step deve comandare per ottenere un determinata quantità di filamento estruso sono errati.
Apparentemente dalla foto la parte che forma la banda senbra sporgere dal resto del profilo, e questo farebbe pensare a "troppo materiale", questo "troppo materiale" potrebbe anche essere la conseguenza di una pressione eccessiva nella camera di fusione, il firmware calcola di dover dare tot step per fare uscire tot materiale e comanda l'avanzamento, nella camera entra tot materiale, ma ne esce un "tot in meno" perché l'ugello è piccolo.
La parte in più tende ad uscire anche se non comando più l'avanzamento del filo, per la "pressione" che si crea in camera di fusione, ovviamente parliamo di poco materiale, e alle basse velocità, questo tende ad "accumularsi di più" quando la velocità è bassa, perché a velocità alta l'ugello stira di più il "salsicciotto estruso".
La stampante calcola dei valori "teorici" perché usa il diametro del filamento, il diametro dell'ugello e gli step di avanzamento per fare i calcoli, e li compensa per la velocità di avanzamento dell'ugello.
Capirai che ogni errore in questi valori teorici, diametro reale del filamento, diametro dell'ugello e step di avanzamento (che dipendono dal diametro della ruota di trascinamento ma anche da quanto viene schiacciato il filamento dalle molle dell'estrusore), le variabili che entrano in gioco sono molte e tutte si posso palesare in "difetti" di estrusione.
In giro trovi molte guide su come tarare la stampante all'inizio, e in genere tutte danno qualche consiglio su come inserire i valori ed eseguire i test per "minimizzare" questi errori, che comunque "ci sono sempre" date le "tolleranze di fabbricazione" di ogni componente.
un buon calibro digitale o anche uno con "orologio" possono essere un buon investimento se non li hai già, per misurare ad esempio lo spessore del filamento al momento dell'estrusione dall'ugello, oppure lo spessore della parete di un "cubo vuoto" per determinare la precisione della catena di numeri.
ad esempio se detemini che lo spessore della parete del tuo ipotetico cubo di prova cavo è 0.38 al posto di 0,40 modifica la dimensione dell'ugello nello slicer e dovresti migliorare la cosa.
Ogni meccanica poi ha le sue tolleranze e alcune possono essere migliori o peggiori in diversi punti, a volte basta decentrare il pezzo sul piatto èer avere risultati migliori perché magari trovi un punto dove la precisione "dell'insieme" guide, cuscinetti e tarature è migliore.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Ovviamente questo errore di calcolo si ripercuote in tutti i calcoli che fai, ad esempio tu determini un valore di step per estrudere 10cm di materiale, e questo è preciso, ma poi il filamento invece di essere 1.75 è qualcosa di più o qualcosa di meno i calcoli del firmware di quanti step deve comandare per ottenere un determinata quantità di filamento estruso sono errati.
Apparentemente dalla foto la parte che forma la banda senbra sporgere dal resto del profilo, e questo farebbe pensare a "troppo materiale", questo "troppo materiale" potrebbe anche essere la conseguenza di una pressione eccessiva nella camera di fusione, il firmware calcola di dover dare tot step per fare uscire tot materiale e comanda l'avanzamento, nella camera entra tot materiale, ma ne esce un "tot in meno" perché l'ugello è piccolo.
La parte in più tende ad uscire anche se non comando più l'avanzamento del filo, per la "pressione" che si crea in camera di fusione, ovviamente parliamo di poco materiale, e alle basse velocità, questo tende ad "accumularsi di più" quando la velocità è bassa, perché a velocità alta l'ugello stira di più il "salsicciotto estruso".
La stampante calcola dei valori "teorici" perché usa il diametro del filamento, il diametro dell'ugello e gli step di avanzamento per fare i calcoli, e li compensa per la velocità di avanzamento dell'ugello.
Capirai che ogni errore in questi valori teorici, diametro reale del filamento, diametro dell'ugello e step di avanzamento (che dipendono dal diametro della ruota di trascinamento ma anche da quanto viene schiacciato il filamento dalle molle dell'estrusore), le variabili che entrano in gioco sono molte e tutte si posso palesare in "difetti" di estrusione.
In giro trovi molte guide su come tarare la stampante all'inizio, e in genere tutte danno qualche consiglio su come inserire i valori ed eseguire i test per "minimizzare" questi errori, che comunque "ci sono sempre" date le "tolleranze di fabbricazione" di ogni componente.
un buon calibro digitale o anche uno con "orologio" possono essere un buon investimento se non li hai già, per misurare ad esempio lo spessore del filamento al momento dell'estrusione dall'ugello, oppure lo spessore della parete di un "cubo vuoto" per determinare la precisione della catena di numeri.
ad esempio se detemini che lo spessore della parete del tuo ipotetico cubo di prova cavo è 0.38 al posto di 0,40 modifica la dimensione dell'ugello nello slicer e dovresti migliorare la cosa.
Ogni meccanica poi ha le sue tolleranze e alcune possono essere migliori o peggiori in diversi punti, a volte basta decentrare il pezzo sul piatto èer avere risultati migliori perché magari trovi un punto dove la precisione "dell'insieme" guide, cuscinetti e tarature è migliore.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 01, 2019 10:48AM |
Registered: 5 years ago Posts: 71 |
Il flusso ed il diametro del filo sono calibrati e comunque lo stesso problema si presenta nello stesso punto anche con stampanti diverse, a parità di gcode, questo esclude un problema hardware
Ho notato che le bande si presentano sempre quando lo slicer riduce la velocità, ad esempio passando da stampare i perimetri da 50 a 20
Ho notato che le bande si presentano sempre quando lo slicer riduce la velocità, ad esempio passando da stampare i perimetri da 50 a 20
|
Re: Banding orizzontale May 01, 2019 10:51AM |
Registered: 5 years ago Posts: 71 |
|
Re: Banding orizzontale May 01, 2019 01:22PM |
Registered: 6 years ago Posts: 1,059 |
Slic3r ha molte impostazioni relative alla velocità, prova a vedere se ce ne sono relative alla correzzione dell'estrusione in funzione della velocità.
In alternativa, prova ad usare lo Slic3r 1.3.0 originale, (o la versione 1.3.1 di sviluppo) e vedere se magari è un problema relativo alle modifiche introdotte da Prusa, magari proprio per compensare "in modo automatico" qualche comportamento delle sue stampanti, usare versioni "dedicate" oppure "branded" potrebbe portare a qualche modifica introdotta proprio a questo scopo, del resto mi pare che sia propio il motivo per cui Prusa abbia forkato slic3R per poter adattare uno slicer alle "nuove" funzioni delle sue stampanti.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
In alternativa, prova ad usare lo Slic3r 1.3.0 originale, (o la versione 1.3.1 di sviluppo) e vedere se magari è un problema relativo alle modifiche introdotte da Prusa, magari proprio per compensare "in modo automatico" qualche comportamento delle sue stampanti, usare versioni "dedicate" oppure "branded" potrebbe portare a qualche modifica introdotta proprio a questo scopo, del resto mi pare che sia propio il motivo per cui Prusa abbia forkato slic3R per poter adattare uno slicer alle "nuove" funzioni delle sue stampanti.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 03, 2019 06:15PM |
Registered: 5 years ago Posts: 71 |
Ho già provato sia Slic3r normale che il prusa, da questo punto di vista non cambia nulla, stessi problemi.
Tutto ruota attorno alla ritrazione, mi spiego:
- se stampo un cubo, 40x40x40, infill 5%, 3 perimetri, ritrazione attiva, lui posiziona la seam negli angoli, ed il cubo viene perfetto
- se stampo un cilindro, stessi parametri del cubo, stessi parametri sullo slicer (in pratica cancello il vecchio oggetto, carico il nuovo, senza cambiare nulla), lui posiziona la seam riducendo al massimo gli spostamenti, non avendo un angolo a cui attaccarsi. In questo caso, viene fuori una schifezza, per alcuni millimetri dopo la cucitura, la superficie appare ruvita, come se avesse dei layer fuori posto o una estrusione molto più grassa o molto più magra.
Ho il wipe attivo (ma ho provato anche senza), è come se il "wipe", strisciasse tutta la superficie, rigandola, ma ho verificato il gcode con un simulatore ed il wipe viene fatto all'interno dell'infill, non sui perimetri, quindi non è nemmeno lui il problema (anche perchè si presenza anche senza wipe)
Non credo sia un problema di filamento non costante, il cubo ed il cilindro usano meno di 2 metri di filo, prima della stampa ho misurato con il calibro i due metri coinvolti e la media è risultata essere 1.77, che ho prontamente inserito nello slicer (e stampando un thinwall test, con extrusion width 0.40, ottengo una ottima media di 0.40)
non so più che altro fare. L'unico test non ancora fatto, mi dimentico ogni volta, è stato cambiare il nozzle con uno appuntito invece del classico simil-v6 corto e largo e passare alla gola in PTFE invece che quella all-metal (spero vivamente non sia un problema di gola, da quando sono in all-metal, oltre 1 mese, non ho MAI avuto alcun tipo di intasamento, con il PTFE invece erano all'ordine del giorno)
Tutto ruota attorno alla ritrazione, mi spiego:
- se stampo un cubo, 40x40x40, infill 5%, 3 perimetri, ritrazione attiva, lui posiziona la seam negli angoli, ed il cubo viene perfetto
- se stampo un cilindro, stessi parametri del cubo, stessi parametri sullo slicer (in pratica cancello il vecchio oggetto, carico il nuovo, senza cambiare nulla), lui posiziona la seam riducendo al massimo gli spostamenti, non avendo un angolo a cui attaccarsi. In questo caso, viene fuori una schifezza, per alcuni millimetri dopo la cucitura, la superficie appare ruvita, come se avesse dei layer fuori posto o una estrusione molto più grassa o molto più magra.
Ho il wipe attivo (ma ho provato anche senza), è come se il "wipe", strisciasse tutta la superficie, rigandola, ma ho verificato il gcode con un simulatore ed il wipe viene fatto all'interno dell'infill, non sui perimetri, quindi non è nemmeno lui il problema (anche perchè si presenza anche senza wipe)
Non credo sia un problema di filamento non costante, il cubo ed il cilindro usano meno di 2 metri di filo, prima della stampa ho misurato con il calibro i due metri coinvolti e la media è risultata essere 1.77, che ho prontamente inserito nello slicer (e stampando un thinwall test, con extrusion width 0.40, ottengo una ottima media di 0.40)
non so più che altro fare. L'unico test non ancora fatto, mi dimentico ogni volta, è stato cambiare il nozzle con uno appuntito invece del classico simil-v6 corto e largo e passare alla gola in PTFE invece che quella all-metal (spero vivamente non sia un problema di gola, da quando sono in all-metal, oltre 1 mese, non ho MAI avuto alcun tipo di intasamento, con il PTFE invece erano all'ordine del giorno)
|
Re: Banding orizzontale May 03, 2019 06:24PM |
Registered: 5 years ago Posts: 71 |
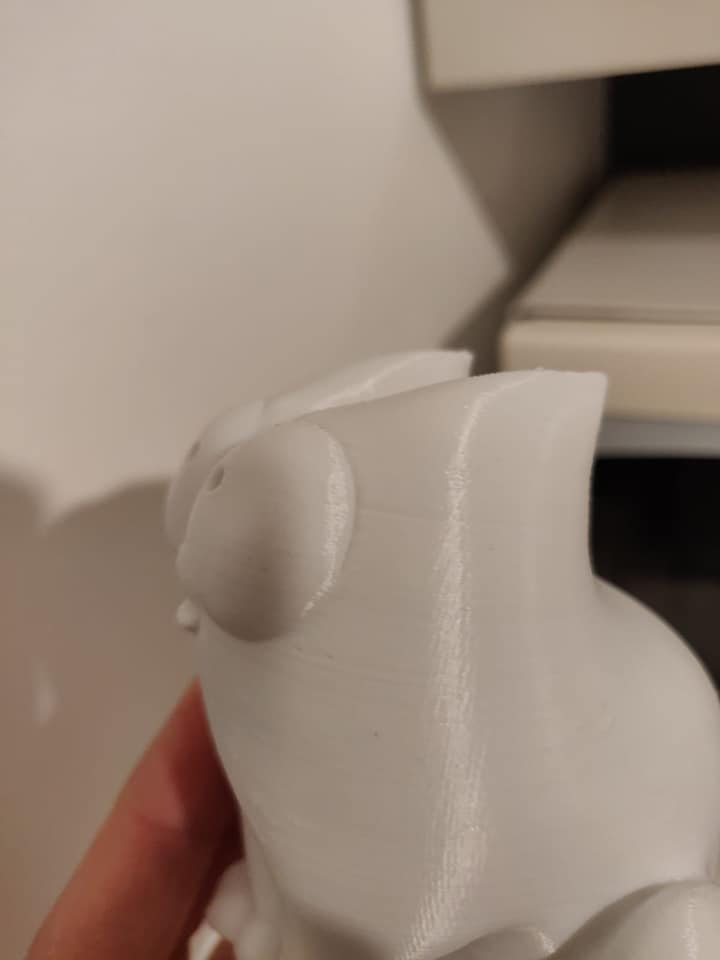
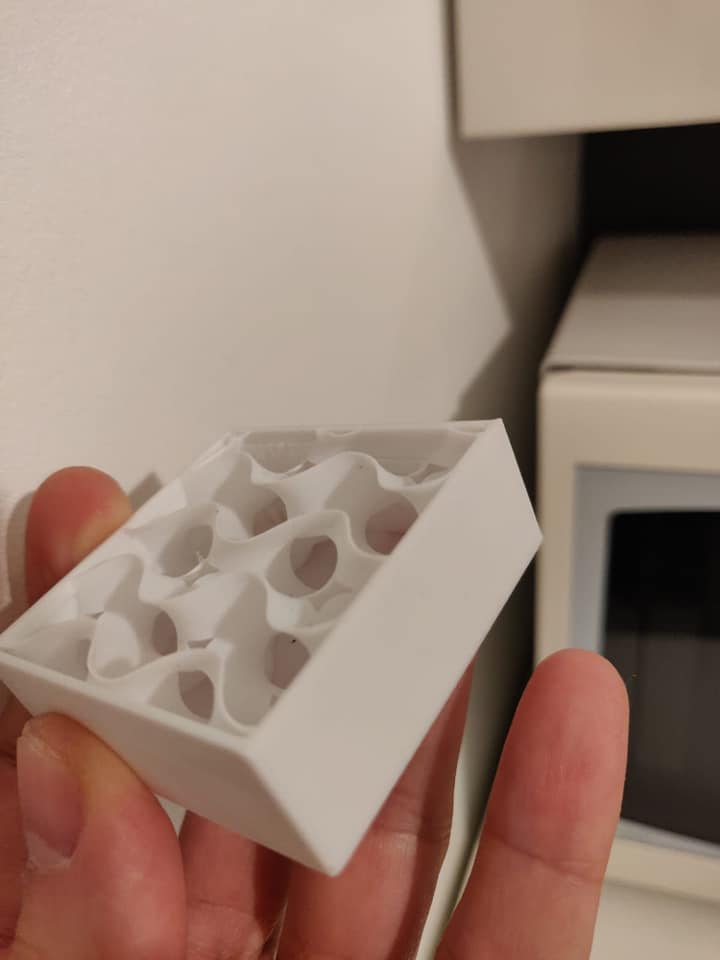
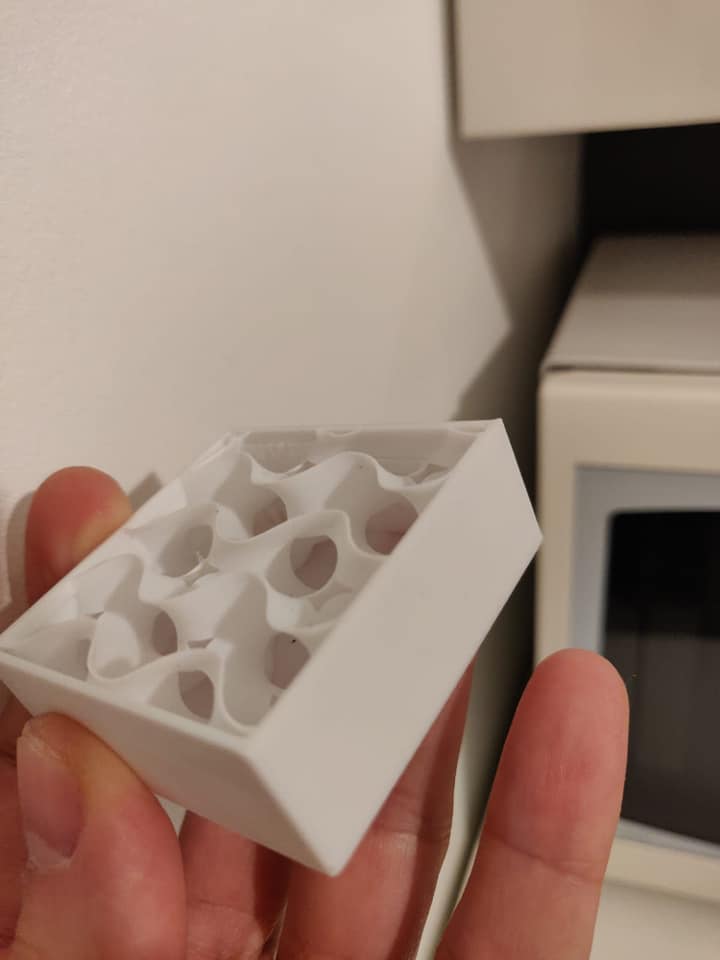
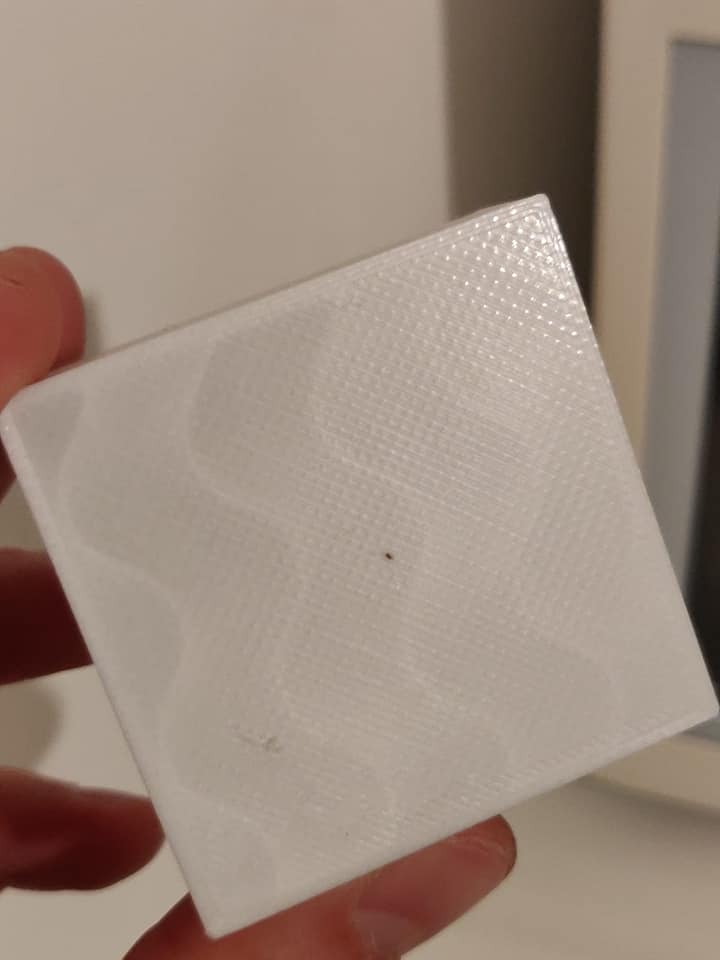
Allego alcune foto recenti, dove si vede il cubo (interrotto a metà stampa perchè non aveva senso continuare) che è stato stampato perfettamente. La foto non rende, ma non c'è nessuna imperfezione, nessuna righa fuori posto. E' perfetto. Controluce, con un faretto, si intravedono le righe dei layer a 0.2, ma è del tutto normale.
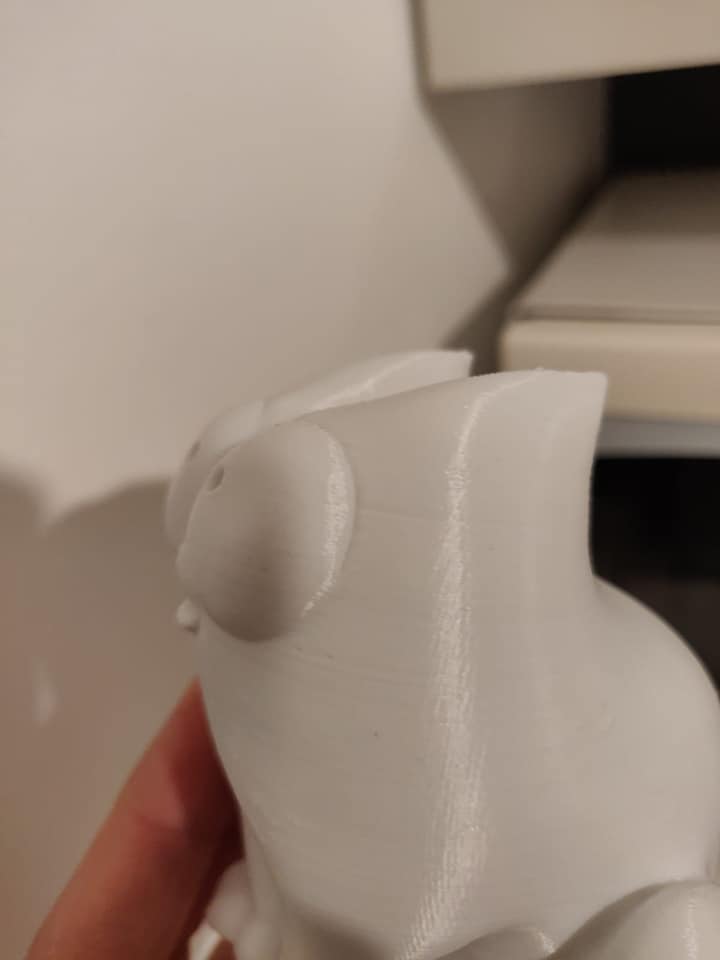
Il gatto invece è la stampa che ho fatto usando la stessa configurazione del cubo. Si vede chiaramente la superficie ruvida, piena di escrescenze (la cucitura) estremamente visibili, ma sono sopratutto le righe il problema.
Dimenticavo: la stampante è calibrata, thin wall perfetto, step/mm estrusore, x, y e z perfetti. Ho provato a stampare sia con accelerazioni a 200 (insorgono altri problemi) sia, come ora, con accelerazioni 800. Non uso il jerk ma la junction deviation (settata sia a 0.02 che, come ora, 0.06), ma ho provato anche con jerk a 8. Marlin 2.0 e MK4duo (in stampa ora ma vedo già da webcam le stesse righe)
Il banding della foto ad inizio thread oltre a problemi di ritrazione era amplificato, per motivi a me sconosciuti, dal cambio di velocità dello slic3r. Quando cala passando da, ad esempio, 50mm/s a 25, genera un vistoso banding per tutta la durata dei 25mm/s. Ho risolto cambiando i parametri su Slic3r ma persistono le cuciture di dimensioni assurde e le righe orizzontali.
Il gatto invece è la stampa che ho fatto usando la stessa configurazione del cubo. Si vede chiaramente la superficie ruvida, piena di escrescenze (la cucitura) estremamente visibili, ma sono sopratutto le righe il problema.
Dimenticavo: la stampante è calibrata, thin wall perfetto, step/mm estrusore, x, y e z perfetti. Ho provato a stampare sia con accelerazioni a 200 (insorgono altri problemi) sia, come ora, con accelerazioni 800. Non uso il jerk ma la junction deviation (settata sia a 0.02 che, come ora, 0.06), ma ho provato anche con jerk a 8. Marlin 2.0 e MK4duo (in stampa ora ma vedo già da webcam le stesse righe)
Il banding della foto ad inizio thread oltre a problemi di ritrazione era amplificato, per motivi a me sconosciuti, dal cambio di velocità dello slic3r. Quando cala passando da, ad esempio, 50mm/s a 25, genera un vistoso banding per tutta la durata dei 25mm/s. Ho risolto cambiando i parametri su Slic3r ma persistono le cuciture di dimensioni assurde e le righe orizzontali.
Attachments:
open | download - 58883034_504149176785229_7603333123245342720_n.jpg (17.3 KB)
open | download - 58835359_504149086785238_3556515100439347200_n.jpg (17.2 KB)
open | download - 59121146_504149066785240_674825081158893568_n.jpg (17.6 KB)
open | download - 58835391_504149036785243_506748047200354304_n.jpg (18.5 KB)
open | download - 59480292_504149016785245_2155613312421724160_n.jpg (16.6 KB)
open | download - 59699222_504149286785218_5264159037510909952_n.jpg (24.7 KB)
open | download - 59531203_504149220118558_1077565130872455168_n.jpg (24.7 KB)
open | download - 58883034_504149176785229_7603333123245342720_n.jpg (17.3 KB)
{kind=link}
{kind=link}
open | download - 58835359_504149086785238_3556515100439347200_n.jpg (17.2 KB)
{kind=link}
{kind=link}
open | download - 59121146_504149066785240_674825081158893568_n.jpg (17.6 KB)
{kind=link}
{kind=link}
open | download - 58835391_504149036785243_506748047200354304_n.jpg (18.5 KB)
{kind=link}
{kind=link}
open | download - 59480292_504149016785245_2155613312421724160_n.jpg (16.6 KB)
{kind=link}
{kind=link}
open | download - 59699222_504149286785218_5264159037510909952_n.jpg (24.7 KB)
{kind=link}
{kind=link}
open | download - 59531203_504149220118558_1077565130872455168_n.jpg (24.7 KB)
{kind=link}
{kind=link}
|
Re: Banding orizzontale May 04, 2019 04:31AM |
Registered: 6 years ago Posts: 1,059 |
Prova a ritoccare di pochi step l'estrusione, quando fa le "cuciture", ovviamente, la testina ha un rallentamento e la "leggera sovraestrusione" fa uscire un po di materiale in camera, qualche step in meno 1 o 2 dovrebbe dare qualche risultato.
Quando la testina "corre" la "leggera sovrestrusione" non la noti di sicuro perché il filamento è stirato dalla velocità, quando va piano il salsicciotto si "allarga" e si fa notare.
Sempre se ho indovinato il problema.
La ritrazione dovrebbe avvenire se ci sono "salti" della testina di stampa e non dovrebbe farlo nelle "cuciture", o almeno non vedo perché dovrebbe farlo.
Al limite apri una issue su Slic3r (originale) e chiedi li, magari qualcuno conosce meglio il funzionamento fine del programma e potrà esserti di maggiore aiuto.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Quando la testina "corre" la "leggera sovrestrusione" non la noti di sicuro perché il filamento è stirato dalla velocità, quando va piano il salsicciotto si "allarga" e si fa notare.
Sempre se ho indovinato il problema.
La ritrazione dovrebbe avvenire se ci sono "salti" della testina di stampa e non dovrebbe farlo nelle "cuciture", o almeno non vedo perché dovrebbe farlo.
Al limite apri una issue su Slic3r (originale) e chiedi li, magari qualcuno conosce meglio il funzionamento fine del programma e potrà esserti di maggiore aiuto.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 04, 2019 06:17AM |
Registered: 5 years ago Posts: 71 |
Posso provare. Quindi dai 415 attuali metto 410 (meglio esagerare un po' per amplificare l'effetto, dovrei trovarmi sovraestruso nella stampa e giusto nella cucitura)
Allora potrebbe essere anche una errata impostazione di flusso e diametro filo nello slicer?
Considera che io ho sempre regolato l'estrusore facendo il test thin wall e aggiustando il moltiplicatore, lasciando però invariato il diametro filo, tenendo quindi il valore nominale (1.75) anche se misurando è mediamente 1.77
Poi recentemente ho fatto l'opposto, ho regolato il diametro filo mettendo 1.77/1.78 e ripristinando il moltiplicatore. Non sono sicuro ma forse i problemi sono iniziati in contemporanea
Allora potrebbe essere anche una errata impostazione di flusso e diametro filo nello slicer?
Considera che io ho sempre regolato l'estrusore facendo il test thin wall e aggiustando il moltiplicatore, lasciando però invariato il diametro filo, tenendo quindi il valore nominale (1.75) anche se misurando è mediamente 1.77
Poi recentemente ho fatto l'opposto, ho regolato il diametro filo mettendo 1.77/1.78 e ripristinando il moltiplicatore. Non sono sicuro ma forse i problemi sono iniziati in contemporanea
|
Re: Banding orizzontale May 04, 2019 06:42AM |
Registered: 9 years ago Posts: 762 |
Quote
iLMario
...forse i problemi sono iniziati in contemporanea
Mi verrebbe da pensare che se un problema arriva subito dopo un cambio di qualcosa, qualsiasi cosa, quel cambio abbia generato il problema...
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: Banding orizzontale May 04, 2019 07:10AM |
Registered: 5 years ago Posts: 71 |
|
Re: Banding orizzontale May 04, 2019 01:02PM |
Registered: 6 years ago Posts: 1,059 |
Se metti 410 al posto di 415 estrudi meno filo, e hai una "sottoestrusione", cioè dai "meno" materiale.
Il valore degli step/mm dell'estrusore in teoria potresti anche calcolarlo, ma il problema è sempre che il diametro reale della ruota di trascinamento dipende da quanto viene "schiacciato" il filo nei denti della ruota, quindi è sempre un valore da ritoccare.
Ad esempio se per il PLA che è più "duro" usi un valore diciamo di 500, per un filamento di ABS più "morbido" magari per ottenere i fatidici 100 mm dovrai aumentarlo a 510.
Ottenuto questo valore che è "oggettivamente misurabile" con un calibro, poi il valore reale di quanto filamento estrudi dipenderà dal diametro del filo e dal diametro dell'ugello, e quelli da misurare sono più "delicati".
Considera comunque che in definitiva più materiale entra più materiale esce.
Considera anche che il diametro del filo può variare, ma il diametro dell'ugello almeno nel breve periodo e con materiali non abrasivi lo possiamo considerare costante.
In genere io aggiungo nell'header per il PLA e in quello per l'ABS il valore degli step/mm calcolato empiricamente ed al limite lo modifico a "manina" nel gcode se riscontro problemi.
Sempre in genere non tocco mai altri valori di moltiplicatore, (non ho voglia di entrare nei calcoli interni dello slic3r) al limite ritoccherei il valore dell'ugello.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Il valore degli step/mm dell'estrusore in teoria potresti anche calcolarlo, ma il problema è sempre che il diametro reale della ruota di trascinamento dipende da quanto viene "schiacciato" il filo nei denti della ruota, quindi è sempre un valore da ritoccare.
Ad esempio se per il PLA che è più "duro" usi un valore diciamo di 500, per un filamento di ABS più "morbido" magari per ottenere i fatidici 100 mm dovrai aumentarlo a 510.
Ottenuto questo valore che è "oggettivamente misurabile" con un calibro, poi il valore reale di quanto filamento estrudi dipenderà dal diametro del filo e dal diametro dell'ugello, e quelli da misurare sono più "delicati".
Considera comunque che in definitiva più materiale entra più materiale esce.
Considera anche che il diametro del filo può variare, ma il diametro dell'ugello almeno nel breve periodo e con materiali non abrasivi lo possiamo considerare costante.
In genere io aggiungo nell'header per il PLA e in quello per l'ABS il valore degli step/mm calcolato empiricamente ed al limite lo modifico a "manina" nel gcode se riscontro problemi.
Sempre in genere non tocco mai altri valori di moltiplicatore, (non ho voglia di entrare nei calcoli interni dello slic3r) al limite ritoccherei il valore dell'ugello.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 04, 2019 02:08PM |
Registered: 5 years ago Posts: 71 |
Ho provato a cambiare come dici. Non cambia nulla
Secondo me è slic3r che fa casino con la posizione della cucitura. Se la forzo sul retro, stampa perfetto ma ovviamente sul retro si vede il filo della cucitura
Se la faccio posizionare a lui, fa un macello ogni qualvolta viene posizionata su una superficie non piana, ad esempio un cilindro. Se la superficie è piana, come un cubo, la mette negli angoli e viene bene
Secondo me è slic3r che fa casino con la posizione della cucitura. Se la forzo sul retro, stampa perfetto ma ovviamente sul retro si vede il filo della cucitura
Se la faccio posizionare a lui, fa un macello ogni qualvolta viene posizionata su una superficie non piana, ad esempio un cilindro. Se la superficie è piana, come un cubo, la mette negli angoli e viene bene
|
Re: Banding orizzontale May 05, 2019 05:19AM |
Registered: 6 years ago Posts: 1,059 |
Qui un articolo che mi pare relativo al tuo problema.
Ora lo leggo bene pure io.
Altre interessanti informazioni
Saluti
Carlo D.
Edited 1 time(s). Last edit at 05/05/2019 05:38AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Ora lo leggo bene pure io.
Quote
Dall'articolo
As a guide, I have great results printing PLA on my Prusa i3 MK2 with retraction distance set to 2mm and retraction speed set to 40mm/s.
Altre interessanti informazioni
Saluti
Carlo D.
Edited 1 time(s). Last edit at 05/05/2019 05:38AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 05, 2019 05:26AM |
Registered: 5 years ago Posts: 71 |
Già letto, già provato
Sono convinto che il problema sia slic3r. Se metto la seam sul retro, stampa bene. Se la posizione lui come "nearest" o "aligned", fa un casino
Posso anche avere problemi di ritrazione e di filo, ma li avrei anche con la seam sul retro, sempre di una cucitura si tratta
Sono convinto che il problema sia slic3r. Se metto la seam sul retro, stampa bene. Se la posizione lui come "nearest" o "aligned", fa un casino
Posso anche avere problemi di ritrazione e di filo, ma li avrei anche con la seam sul retro, sempre di una cucitura si tratta
|
Re: Banding orizzontale May 05, 2019 05:41AM |
Registered: 6 years ago Posts: 1,059 |
No leggendo bene vedrai che lui pone molto attenzione alla taratura dell'estrusore e propone anche alcune versioni di slic3r con delle modifiche per compensare questo effetto, in più cita un paio di tecniche di creazione dei modelli per evitare il problema, ma la cosa più importante che dice è che questo problema è insito nella stampa FDM.
Per minimizzare il problema propone di usare la "linear advance" presente in alcuni firmware, e qualche articolo più tardi (usa la funzone NEXT) spiega come tarare bene la funzione.
Questa procedura di calibrazione è interessante
Utilizza gli stessi concetti di sempre ma fa la calibrazione misurando la quantità che entra e non quella che esce dall'estrusore per compensare eventuali slittamenti e lo fa con tutto collegato estrudendo la plastica dall'ugello.
Altre informazioni:
Dal manuale di Slic3r
Saluti
Carlo D.
Edited 2 time(s). Last edit at 05/05/2019 05:49AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Per minimizzare il problema propone di usare la "linear advance" presente in alcuni firmware, e qualche articolo più tardi (usa la funzone NEXT) spiega come tarare bene la funzione.
Questa procedura di calibrazione è interessante
Utilizza gli stessi concetti di sempre ma fa la calibrazione misurando la quantità che entra e non quella che esce dall'estrusore per compensare eventuali slittamenti e lo fa con tutto collegato estrudendo la plastica dall'ugello.
Altre informazioni:
Dal manuale di Slic3r
Saluti
Carlo D.
Edited 2 time(s). Last edit at 05/05/2019 05:49AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 05, 2019 05:50AM |
Registered: 5 years ago Posts: 71 |
Ok, ma perché il problema c'è solo e soltanto con un certo tipo di allineamento delle cuciture? Il problema non sono le seam in generale, che sono appunto un problema delle stampe fdm, ma solo e soltanto con un tipo di allineamento ben preciso che applica slic3r.
Una seam sul retro è pur sempre una seam ed è soggetta agli stessi problemi di estrusione di tutte le altre, oltretutto non è nemmeno nascosta ma nel bel mezzo della parete e viene perfetta. Se invece dico a slic3r di metterla come "nearest" o "aligned" lui fa un macello.
Una seam sul retro è pur sempre una seam ed è soggetta agli stessi problemi di estrusione di tutte le altre, oltretutto non è nemmeno nascosta ma nel bel mezzo della parete e viene perfetta. Se invece dico a slic3r di metterla come "nearest" o "aligned" lui fa un macello.
|
Re: Banding orizzontale May 09, 2019 05:54AM |
Registered: 6 years ago Posts: 1,059 |
Ok allora forse si spiega, dovresti vedere cosa significano nearest e aligned e come si comporta slic3r in quei casi:
Questa parte del manuale di slic3r spiega qualcosa
Se noti il titolo dell'articolo e si parla di oose cioè dell'uscita del filamento (non voluta), probabilmente seguendo i consigli o cercando di minimizzare quel problema il tuo problema dovrebbe ridursi.
le due strategie che imposti sono complesse e cercano di trovare il miglior punto per piazzare il seam, il problema secondo me sta nel modello e nella spiegazione, in un cilindro non ha "punti concavi" ma solo convessi e quindi le due strategie sono le meno indicate per gli oggetti "cilindrici".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Questa parte del manuale di slic3r spiega qualcosa
Se noti il titolo dell'articolo e si parla di oose cioè dell'uscita del filamento (non voluta), probabilmente seguendo i consigli o cercando di minimizzare quel problema il tuo problema dovrebbe ridursi.
le due strategie che imposti sono complesse e cercano di trovare il miglior punto per piazzare il seam, il problema secondo me sta nel modello e nella spiegazione, in un cilindro non ha "punti concavi" ma solo convessi e quindi le due strategie sono le meno indicate per gli oggetti "cilindrici".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Banding orizzontale May 09, 2019 09:25AM |
Registered: 5 years ago Posts: 71 |
Quote
onekk
le due strategie che imposti sono complesse e cercano di trovare il miglior punto per piazzare il seam, il problema secondo me sta nel modello e nella spiegazione, in un cilindro non ha "punti concavi" ma solo convessi e quindi le due strategie sono le meno indicate per gli oggetti "cilindrici".
Sono d'accordo, ma in un cilindro, ovvero senza angoli o punti concavi dove nascondere la seam, tutte e 4 le modalità dovrebbero rendere visibile la seam in egual misura. La rear la allinea sul retro, la nearest la allinea vicino a dove si trova il nozzle in quel momento (non avendo un punto in cui nasconderla), la aligned la allinea vicino alle altre senza far grossi spostamenti di nozzle, la random la mette a casaccio. In tutti e 4 i casi, però, la seam dovrebbe avere la stessa dimensione e lo stesso spessore. Nel mio caso invece, la seam rear è perfetta, tutte le altre hanno bolle, buchi o righe non volute.
|
Re: Banding orizzontale May 09, 2019 12:08PM |
Registered: 6 years ago Posts: 1,059 |
Probabilmente dipende molto dalla "routine interna di calcolo", il cilindro è comunque "interpolato" da una serie di step essendo gli step "discreti" e non continui, probabilmente per "approssimazione" la routine di calcolo deriva un a posizione diversa ad ogni strato, tieni presente che il modello STL non ha una nozione di cerchio ma solo quella di triangolo, ed il modello è una unione di triangoli più o meno fini che approssimano la forma finale.
Quando ho detto che il cilindro non ha punti concavi era al pari una "approssimazione descrittiva" perché poi in pratica non è nemmeno un cilindro e neanche un solido regolare a tante facce ma una approssimazione di un cilindro attraverso una mesh.
Lo slic3r deriva un gcode "affettando" (slicing) la forma geometrica e ottenendo una serie di piani, la sezione del "cilindro" al limite non sarà un cilindro ma un poligono che è dotato di "spigoli" e probabilmente questi spigoli non sono equispaziati per cui il concetto di vicino lontanto o addirittura di concavo o convesso, e soprattutto di "overhang" dipende tutto da come sono fatte queste "fette".
Non mi stupirei se cambiando ad esempio lo spessore del layer che modifica lo spessore della "fetta" che lo slicer fa i risultati non cambino in modo drastico perché le fette avranno dei cotorni diversi e la loro sovrapposizione genererà degli "overhang" diversi.
Prova a porre la questione con foto come bug report in slic3r (originale), potrebbe essere un buono spunto per una discussione che magari porta a qualche modifica del codice, e probabilmente qualcuno saprà magari spiegarti meglio di me il perché di risultati "erratici"
Una veloce ricerca mi ha dato alcuni risultati anche su forum tedeschi (ho cercato i nomi delle opzioni in inglese) e dal poco che ho capito dalle foto alcuni di lamentavano della cosa, su superfici "organiche" cioè senza spigoli e con angoli molto smussati, (circa ottobre 2017 se non ricordo), putroppo il mio tedesco è inesistente (bitte, danke, ya nein e poco più).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Quando ho detto che il cilindro non ha punti concavi era al pari una "approssimazione descrittiva" perché poi in pratica non è nemmeno un cilindro e neanche un solido regolare a tante facce ma una approssimazione di un cilindro attraverso una mesh.
Lo slic3r deriva un gcode "affettando" (slicing) la forma geometrica e ottenendo una serie di piani, la sezione del "cilindro" al limite non sarà un cilindro ma un poligono che è dotato di "spigoli" e probabilmente questi spigoli non sono equispaziati per cui il concetto di vicino lontanto o addirittura di concavo o convesso, e soprattutto di "overhang" dipende tutto da come sono fatte queste "fette".
Non mi stupirei se cambiando ad esempio lo spessore del layer che modifica lo spessore della "fetta" che lo slicer fa i risultati non cambino in modo drastico perché le fette avranno dei cotorni diversi e la loro sovrapposizione genererà degli "overhang" diversi.
Prova a porre la questione con foto come bug report in slic3r (originale), potrebbe essere un buono spunto per una discussione che magari porta a qualche modifica del codice, e probabilmente qualcuno saprà magari spiegarti meglio di me il perché di risultati "erratici"
Una veloce ricerca mi ha dato alcuni risultati anche su forum tedeschi (ho cercato i nomi delle opzioni in inglese) e dal poco che ho capito dalle foto alcuni di lamentavano della cosa, su superfici "organiche" cioè senza spigoli e con angoli molto smussati, (circa ottobre 2017 se non ricordo), putroppo il mio tedesco è inesistente (bitte, danke, ya nein e poco più).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Sorry, only registered users may post in this forum.