Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
Angoli imprecisi e bordo irregolare
Posted by dont_go_away
|
Angoli imprecisi e bordo irregolare January 07, 2020 05:48PM |
Registered: 9 years ago Posts: 111 |
Ciao a tutti,
circa un mese fa ho cambiato la mia vecchia Prusa i3 autocostruita prendendo una Anycubic 4Max Pro.
E dopo aver aggiustato la maggior parte dei vari difetti di stampa che avevo riscontrato, ne rimangono principalmente 3 che non riesco proprio a risolvere:
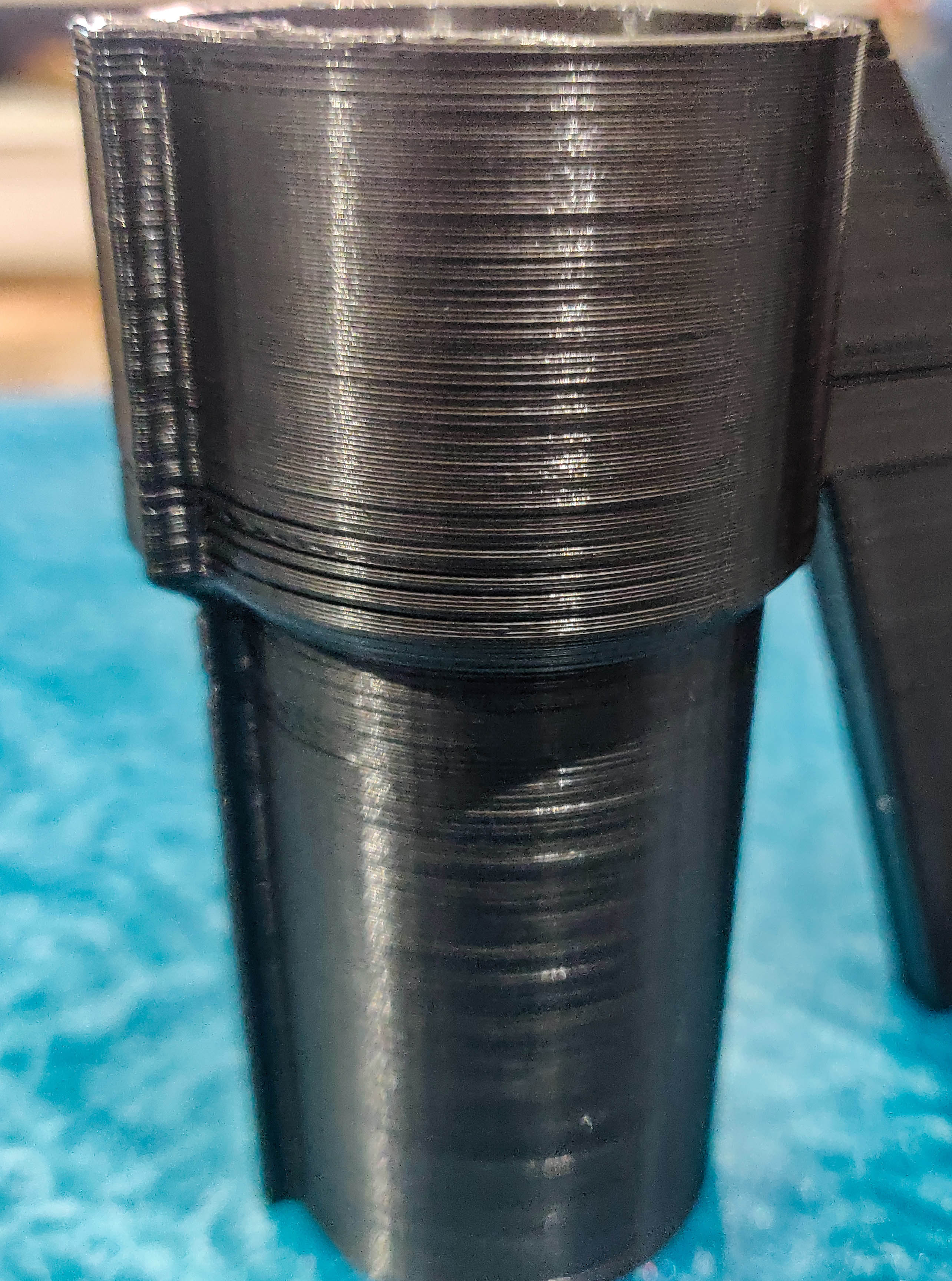
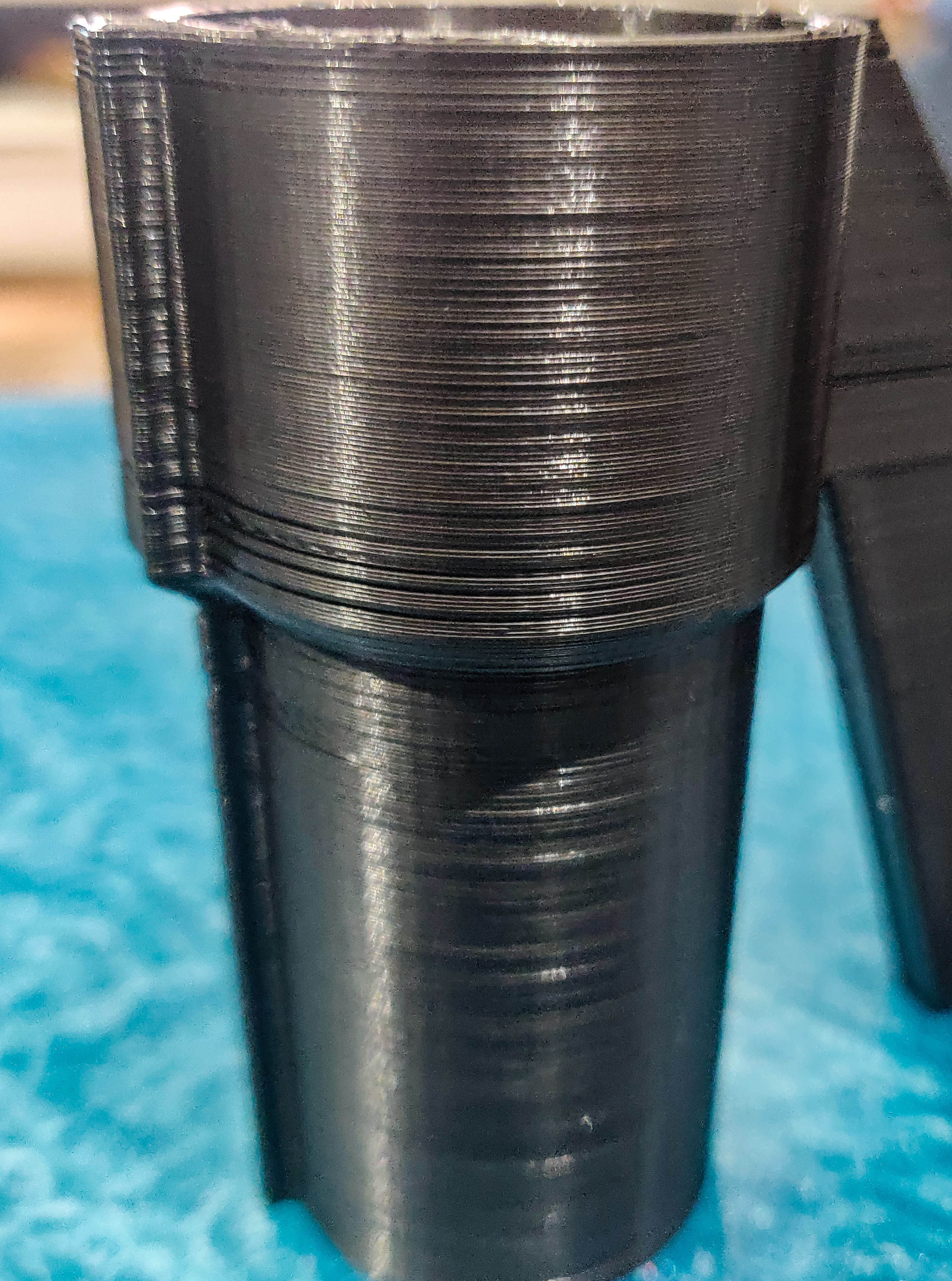
- Il primo, quello che crea più problemi, è relativo agli angoli dei pezzi che stampo, che risultano "a punta" e gonfi, come se ci fosse un eccesso di materiale (ma solo nei pressi degli angoli), e le pareti adiacenti sono incurvate. Allego delle foto che mostrano il problema molto meglio di come ho fatto io a parole (Foto 1 e 2)
(Foto 1 e 2)
- Il secondo interessa il bordo degli oggetti, che a volte è come se avesse dei layer mancanti oppure come se il filamento non riuscisse ad aderire perfettamente al layer sottostante (Foto 3)
- Il terzo è un problema che non si presenta spesso ed è relativo al primo layer: a volte ci sono delle "sbavature" di filamento che vanno a disturbare la creazione del primo layer (Foto 4) . Questo ultimo difetto l'ho quasi risolto dopo numerosi tentativi, aumentando la retraction (inizialmente impostata a 5) a 9.
Dei 3 problemi il più grave è il primo, in quanto gli angoli imprecisi vanno ad influire anche sulla corretta dimensione del pezzo: ad esempio se stampo un inserto, questo poi non riesce ad entrare nella fessura a causa degli angoli irregolari che ne aumentano la larghezza.
Ho provato ad aumentare e diminuire la velocità di stampa, l'accelerazione ed anche il jerk, ma senza risultati rilevanti.
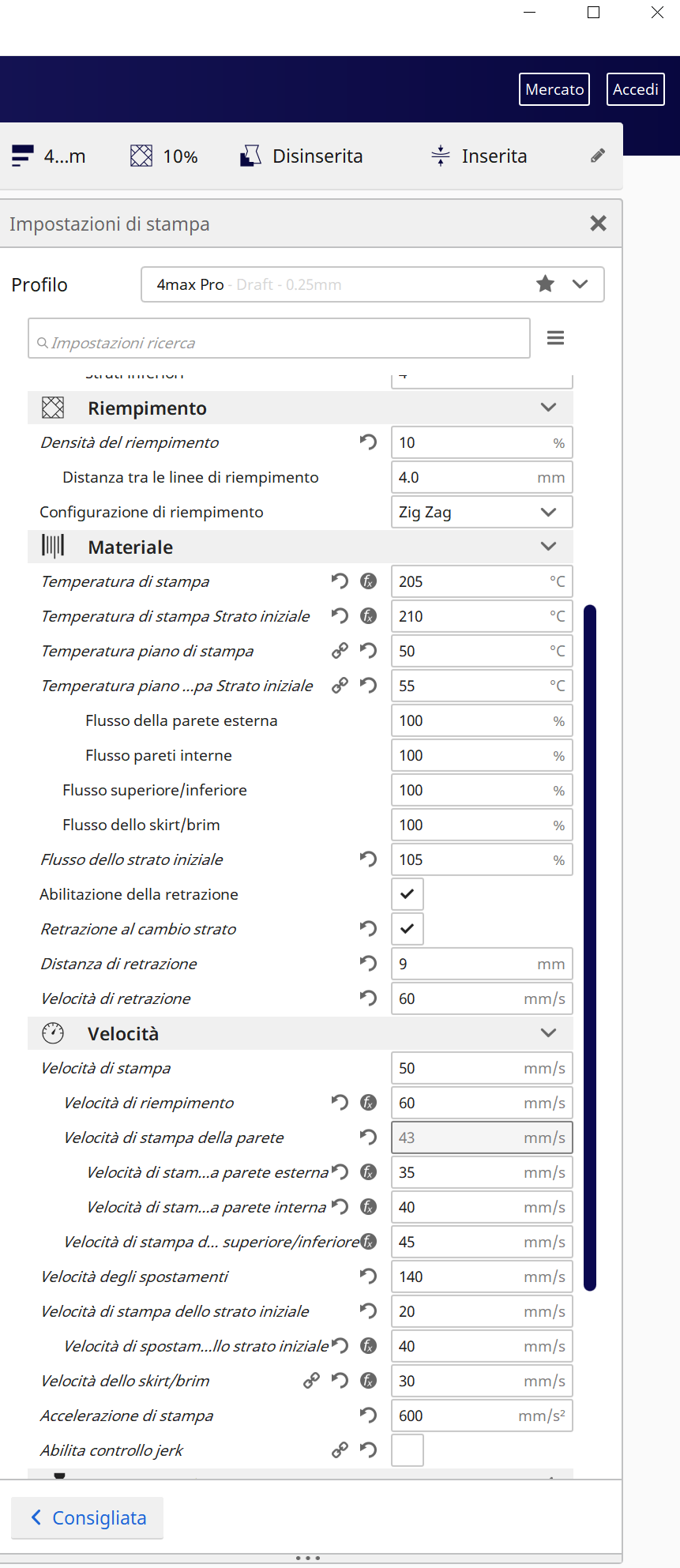
Allego le attuali impostazioni di Cura. Stampo in PLA e uso principalmente filamenti di Filoalfa e Filoprint. Attualmente sto usando quello di Filoalfa.
Spero che qualcuno riesca a darmi una mano perchè ho fatto mille tentativi ma senza alcun risultato significativo.
Grazie a tutti!
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
circa un mese fa ho cambiato la mia vecchia Prusa i3 autocostruita prendendo una Anycubic 4Max Pro.
E dopo aver aggiustato la maggior parte dei vari difetti di stampa che avevo riscontrato, ne rimangono principalmente 3 che non riesco proprio a risolvere:
- Il primo, quello che crea più problemi, è relativo agli angoli dei pezzi che stampo, che risultano "a punta" e gonfi, come se ci fosse un eccesso di materiale (ma solo nei pressi degli angoli), e le pareti adiacenti sono incurvate. Allego delle foto che mostrano il problema molto meglio di come ho fatto io a parole
(Foto 1 e 2)- Il secondo interessa il bordo degli oggetti, che a volte è come se avesse dei layer mancanti oppure come se il filamento non riuscisse ad aderire perfettamente al layer sottostante (Foto 3)
- Il terzo è un problema che non si presenta spesso ed è relativo al primo layer: a volte ci sono delle "sbavature" di filamento che vanno a disturbare la creazione del primo layer (Foto 4) . Questo ultimo difetto l'ho quasi risolto dopo numerosi tentativi, aumentando la retraction (inizialmente impostata a 5) a 9.
Dei 3 problemi il più grave è il primo, in quanto gli angoli imprecisi vanno ad influire anche sulla corretta dimensione del pezzo: ad esempio se stampo un inserto, questo poi non riesce ad entrare nella fessura a causa degli angoli irregolari che ne aumentano la larghezza.
Ho provato ad aumentare e diminuire la velocità di stampa, l'accelerazione ed anche il jerk, ma senza risultati rilevanti.
Allego le attuali impostazioni di Cura. Stampo in PLA e uso principalmente filamenti di Filoalfa e Filoprint. Attualmente sto usando quello di Filoalfa.
Spero che qualcuno riesca a darmi una mano perchè ho fatto mille tentativi ma senza alcun risultato significativo.
Grazie a tutti!
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 02:15AM |
Registered: 10 years ago Posts: 6,409 |
Scusami, ma non capisco la domanda... E' una stampante appena uscita di qualità cinese, quindi pessima, costa la metà della metà di una normale stampante di pari livello, cosa ti vuoi aspettare da una stampante cosi?? Io non mi preoccuperei di quelle problematiche, ma di quanto ti durerà...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 04:08AM |
Registered: 9 years ago Posts: 111 |
Ciao, innanzitutto grazie della risposta.
Purtroppo ho dovuto coniugare le mie esigenze (da hobbista e non da professionista) alla parte economica, in più mi serviva una stampante chiusa e l'unica che ho trovato ad un prezzo per me abbordabile era quella.
Non mi potevo permettere di spendere 600 euro o più per stampare qualche pezzo in 3D ogni tanto, ma questo non significa che ora perchè la stampante è costata la metà non debba stampare con la stessa precisione che aveva la mia Prusa i3 autocostruita (sempre con pezzi cinesi). Certo non mi aspetto la stessa qualità e precisione di stampanti non cinesi.
Anche perchè, prima di effettuare l'acquisto ho fatto diverse ricerche, visto recensioni e video e la qualità realizzativa soddisfava le mie esigenze.
Le mie stampe invece hanno dei problemi che non possono essere derivanti solamente dal fatto che è una stampante cinese e speravo che qualcuno potesse darmi qualche idea su dove andare ad agire, perchè cercando nel forum non avevo trovato alcuna discussione che riguardasse il mio problema.
Cioè, posso capire il bordo irregolare, ma gli angoli in quel modo non possono essere così a causa della qualità costruttiva della stampante, sbaglio?
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
Purtroppo ho dovuto coniugare le mie esigenze (da hobbista e non da professionista) alla parte economica, in più mi serviva una stampante chiusa e l'unica che ho trovato ad un prezzo per me abbordabile era quella.
Non mi potevo permettere di spendere 600 euro o più per stampare qualche pezzo in 3D ogni tanto, ma questo non significa che ora perchè la stampante è costata la metà non debba stampare con la stessa precisione che aveva la mia Prusa i3 autocostruita (sempre con pezzi cinesi). Certo non mi aspetto la stessa qualità e precisione di stampanti non cinesi.
Anche perchè, prima di effettuare l'acquisto ho fatto diverse ricerche, visto recensioni e video e la qualità realizzativa soddisfava le mie esigenze.
Le mie stampe invece hanno dei problemi che non possono essere derivanti solamente dal fatto che è una stampante cinese e speravo che qualcuno potesse darmi qualche idea su dove andare ad agire, perchè cercando nel forum non avevo trovato alcuna discussione che riguardasse il mio problema.
Cioè, posso capire il bordo irregolare, ma gli angoli in quel modo non possono essere così a causa della qualità costruttiva della stampante, sbaglio?
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 05:05AM |
Registered: 9 years ago Posts: 3,268 |
Quote
dont_go_away
ma questo non significa che ora perchè la stampante è costata la metà non debba stampare con la stessa precisione che aveva la mia Prusa i3 autocostruita (sempre con pezzi cinesi)
Al giorno d'oggi, in cui probabilmente l'80% dei pezzi sono made in china, è difficile dire che tutto ciò che è cinese è di pessima qualità, esistono componenti cinesi di buona fattura (e anche componenti europei di scarsa qualità, immagino). Se poi si vuole boicottare la china per motivazioni politiche o di coscienza è tutto un altro conto.
Il problema è il costo, se costa la metà di una i3 autocostruita, è difficile aspettarsi che stampi alla stessa maniera, o che almeno le componenti siano della stessa qualità (considerando che ci deve guadagnare sopra chi produce i pezzi, chi prepara il kit, e in più ha la "scatola" esterna ed accessori che hanno un loro costo).
Inoltre, quando si guardano le recensioni online, è difficile capire quanto sia abile il recensore e quanto ci sia stato dietro per ottenere quel risultato.
Forse sarebbe stato meglio costruire un box per la i3.
Scritto questo, probabilmente lavorandoci su ed eventualmente cambiando qualche pezzo forse qualcosa si può migliorare.
La stampante l'hai assemblata tu? hai stretto bene tutte le viti, le pulegge, tirato per bene le cinghie?
Che elettronica monta? la vref è tarabile?
Potresti anche guardare se qualcosa si flette durante la stampa e tarare l'estrusione [www.thingiverse.com]
A parte questo non mi viene in mente altro.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 10:18AM |
Registered: 10 years ago Posts: 6,409 |
bilanciamist è una Anycubic 4Max Pro nasce cosi ed è un clone della wanhao D6 anch'essa cinese che costa 1000€ clone della zortrax che ne costa il doppio e quella costa 280€ ora va bene tutto, va bene che io sono malato per le cose cinesi, ma quando è troppo è troppo...
Non può che essere un problema di una meccanica non all'altezza poi fate voi...
Edited 1 time(s). Last edit at 01/08/2020 10:19AM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Non può che essere un problema di una meccanica non all'altezza poi fate voi...
Edited 1 time(s). Last edit at 01/08/2020 10:19AM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 11:29AM |
Registered: 9 years ago Posts: 3,268 |
Forse non era chiaro nel mio post, ma sono sostanzialmente d'accordo con te, nessuno regala niente, quindi più si scende di prezzo e minore è la qualità media di quello che si compra.
Ho scritto: "probabilmente lavorandoci su ed eventualmente cambiando qualche pezzo, forse qualcosa si può migliorare".
Però c'è un "ma". Ormai la stampante è stata comprata e si ha del tempo libero. Si può fare qualcosa per renderla decente?
Ho visto qualche recensione che sembrerebbe indipendente, in cui si vedono delle buone stampe. Si può raggiungere quel livello?
tutto dipende da dont_go_away, del tempo (e soldi) che ha voglia di perderci dietro. Se ha voglia di lavorarci su, io ho solo indicato qualcosa da cui partire, prima di arrivare a cambiare i componenti o buttarla direttamente.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Ho scritto: "probabilmente lavorandoci su ed eventualmente cambiando qualche pezzo, forse qualcosa si può migliorare".
Però c'è un "ma". Ormai la stampante è stata comprata e si ha del tempo libero. Si può fare qualcosa per renderla decente?
Ho visto qualche recensione che sembrerebbe indipendente, in cui si vedono delle buone stampe. Si può raggiungere quel livello?
tutto dipende da dont_go_away, del tempo (e soldi) che ha voglia di perderci dietro. Se ha voglia di lavorarci su, io ho solo indicato qualcosa da cui partire, prima di arrivare a cambiare i componenti o buttarla direttamente.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 12:28PM |
Registered: 9 years ago Posts: 111 |
Quote
bilanciamist
Ho visto qualche recensione che sembrerebbe indipendente, in cui si vedono delle buone stampe. Si può raggiungere quel livello?
Ciao Bilanciamist, grazie anche a te per le risposte!
Il punto è proprio quello, vedendo recensioni sia prima dell'acquisto che dopo, vedo delle stampe che sono abbastanza sopra il mio livello. Ripeto, non pretendo da questa stampante delle cose eccelse, ma almeno che non siano peggiori della mia Prusa i3 autocostruita (e ti assicuro che anche con la mia autocostruita sono dovuto stare attento alla parte economica, infatti mi ricordo che 5 anni fa, per tutti i pezzi spesi intorno ai 230 euro).
Rispondendo alle domande che mi hai fatto prima:
- La stampante arriva già assemblata, ma mi sono preoccupato di stringere tutte le viti per vedere se ci fossero cose che non andavano, ma devo dire che le viti erano già ben strette. La cosa che non avevo controllato e che ho fatto ora, dopo il tuo consiglio, sono le cinghie e mi sembrano tutte ben tese, tranne forse quella dell'asse X che è leggermente lenta, ma si parla proprio di pochissimo, secondo te potrebbe essere determinante per il mio problema degli angoli? In ogni caso stasera proverò a tirarla un po' meglio.
- Per l'elettronica sinceramente non vorrei dirti fesserie, devo aprirla e vederla, quello che posso dirti è che monta un estrusore Titan (ovviamente cinese) e i driver per i motori passo-passo sono dei TMC2208.
- La vref è tarabile, avevo dato per scontato che, essendo arrivata già assemblata, fosse anche stata già tarata la vref.
Quote
bilanciamist
tutto dipende da dont_go_away, del tempo (e soldi) che ha voglia di perderci dietro. Se ha voglia di lavorarci su, io ho solo indicato qualcosa da cui partire
La voglia di lavorarci non manca, infatti mi hai dato molti consigli su cose da controllare, inizierò subito dalle cinghie, per poi passare alla vref.
Il mio principale obiettivo è ottenere delle stampe che non abbiano quegli angoli che creano problemi di dimensione all'intero pezzo, poi se si riuscirà a migliorare anche il bordo e le sbavature del primo layer ben venga, ma mi accontenterei anche solo di risolvere il primo problema.
A livello software invece, se hai potuto dare un'occhiata allo screen delle impostazioni di Cura, pensi che possano andare bene come punto di partenza?
Grazie ancora per il supporto

Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 01:40PM |
Registered: 6 years ago Posts: 1,059 |
Sulle cose cinesi, ritorniamo sempre al solito problema, chi decide il prezzo, se un pezzo di acciaio mi costa 10 centesimi ma lo vendo a 1 euro il vero costo qual'è?
Se il produttore sono io posso decidere di caricarci sopra una marea di costi di sviluppo e decidere che 1 euro è magari anche troppo poco.
Però se il bene è un bene "generico" cioè prodotto in larga serie con costi di progettazione oramai ammortizzati, (e noi in Italia facevamo lo stesso negli anni 60 e 70) in pratica il costo di produzione scende e anche notevolmente.
Qualità, le Ferrari anni 70 e 80 montavano pezzi che erano nati per la 124, la 126 e la 127 (ad esempio le chiavi di accensione e le serrature delle delle portiere) perché il costruttore aveva scelto i pezzi che per varie ragioni anche di peso ed ingombro facevano comodo a lui, dire che una Ferrari di quegli anni era una ciofeca mi pare esagerato.
Ovviamente, poi se per avere 10 barre di acciao dritte devi comperare 50 a 10 centesimi è ovvi che vendi quelle dritte a 1 euro, però sempre da qualche altra parte le fai.
Non mi pare di vedere fonderie floride in europa, quasi tutto quel business si è trasferito in India e in Cina anche per problemi di inquinamento, però questo è più un problema di costi "non espliciti" che di altro.
Quanto costa ignorare l'inquinamento e poi correre ai ripari fermando anche le vetture "Euro 5" come stanno facendo in questi giorni alcune città?
E ne potremo parlare per anni
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Se il produttore sono io posso decidere di caricarci sopra una marea di costi di sviluppo e decidere che 1 euro è magari anche troppo poco.
Però se il bene è un bene "generico" cioè prodotto in larga serie con costi di progettazione oramai ammortizzati, (e noi in Italia facevamo lo stesso negli anni 60 e 70) in pratica il costo di produzione scende e anche notevolmente.
Qualità, le Ferrari anni 70 e 80 montavano pezzi che erano nati per la 124, la 126 e la 127 (ad esempio le chiavi di accensione e le serrature delle delle portiere) perché il costruttore aveva scelto i pezzi che per varie ragioni anche di peso ed ingombro facevano comodo a lui, dire che una Ferrari di quegli anni era una ciofeca mi pare esagerato.
Ovviamente, poi se per avere 10 barre di acciao dritte devi comperare 50 a 10 centesimi è ovvi che vendi quelle dritte a 1 euro, però sempre da qualche altra parte le fai.
Non mi pare di vedere fonderie floride in europa, quasi tutto quel business si è trasferito in India e in Cina anche per problemi di inquinamento, però questo è più un problema di costi "non espliciti" che di altro.
Quanto costa ignorare l'inquinamento e poi correre ai ripari fermando anche le vetture "Euro 5" come stanno facendo in questi giorni alcune città?
E ne potremo parlare per anni
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 04:44PM |
Registered: 9 years ago Posts: 3,268 |
Quote
dont_go_away
Ripeto, non pretendo da questa stampante delle cose eccelse, ma almeno che non siano peggiori della mia Prusa i3 autocostruita (e ti assicuro che anche con la mia autocostruita sono dovuto stare attento alla parte economica, infatti mi ricordo che 5 anni fa, per tutti i pezzi spesi intorno ai 230 euro).
Si, ma quei 230€ li hai spesi solo per i pezzi strettamente necessari, magari non avevi neanche comprato lo schermo lcd o la Sd per risparmiare (come ho fatto io con la mia). In quella nuova devi pagare con la stessa cifra non solo gli stessi pezzi, ma anche l'azienda che te la vende, il tipo che la assembla, tutti i pezzi di corredo (un sacco di strumenti a volte quasi inutili, ma con un costo, la scheda SD, il lettore SD, lo schermo LCD, una bobina di filamento, cavi, manuale, sensore di fine filamento, un hotend di scorta... e chissà cos'altro). Alla fine ogni pezzo della tua i3 l'avrai pagato il doppio di quanto hai pagato lo stesso pezzo nella nuova.
Questo non significa che automaticamente i pezzi siano peggiori, ma dato che nessuno regala niente, la differenza di prezzo è eccessiva per non pensare che i componenti siano parecchio più economici.
E più economici non significa che siano per forza di qualità pessima, ma potrebbero essere partite di componenti non "scremate", cioè che hanno pezzi buoni e pezzi che lo sono meno. Come si fa a sapere quali pezzi ti sono capitati?
Alla fine, non avresti speso meno a costruire un "box" per la i3? Con i dovuti accorgimenti è una buona stampante.
Per la nuova dovrai controllare ogni singolo componente e valutare se sostituirlo, modificarlo o lasciarlo. Controlla ogni componente da solo, muovi gli assi uno alla volta, fai estrudere a vuoto per vedere come scende il filo, fai le tarature di fino.
Sui TMC2208 non ti so rispondere, dato che sono driver che non conosco. La vref probabilmente è stata tarata all'assemblaggio, ma faresti bene a controllarla comunque.
La temperatura la definisci con una torre delle temperature (la trovi nel link della calibrazione che ti ho indicato prima), perchè i sensori che montano le nostre stampanti possono sballare di parecchi gradi. Il grafico delle temperature su repetier ti aiuta a capire se la temperatura oscilla troppo, nel caso devi fare il pid e/o coibentare meglio l'hotend.
Le velocità abbassale, a salire eventualmente penserai dopo. Se stampi con repetier puoi abbassare il cursore velocità e vedere se ad un certo punto i problemi si riducono. La velocità degli spostamenti mi sembra altissima, 140mm/s sono veramente troppi per iniziare, l'accelerazione di stampa non ho idea di cosa sia, ma 600mm/s?
Con il pla puoi fare senza piano riscaldato (almeno con vetro+lacca), in modo da avere una variabile in meno.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 08, 2020 05:30PM |
Registered: 9 years ago Posts: 111 |
Quote
bilanciamist
Si, ma quei 230€ li hai spesi solo per i pezzi strettamente necessari, magari non avevi neanche comprato lo schermo lcd o la Sd per risparmiare (come ho fatto io con la mia). In quella nuova devi pagare con la stessa cifra non solo gli stessi pezzi, ma anche l'azienda che te la vende, il tipo che la assembla, tutti i pezzi di corredo (un sacco di strumenti a volte quasi inutili, ma con un costo, la scheda SD, il lettore SD, lo schermo LCD, una bobina di filamento, cavi, manuale, sensore di fine filamento, un hotend di scorta... e chissà cos'altro). Alla fine ogni pezzo della tua i3 l'avrai pagato il doppio di quanto hai pagato lo stesso pezzo nella nuova.
Questo non significa che automaticamente i pezzi siano peggiori, ma dato che nessuno regala niente, la differenza di prezzo è eccessiva per non pensare che i componenti siano parecchio più economici.
Ok, ho capito il tuo discorso, che dirti...ormai la spesa è fatta, quindi spero che i componenti siano decenti e abbia avuto un po' di fortuna

Quote
Alla fine, non avresti speso meno a costruire un "box" per la i3? Con i dovuti accorgimenti è una buona stampante.
Ci avevo pensato al box, ma la mia stampante autocostruita occupava veramente tantissimo spazio, tra fili volanti, alimentatore che era messo sullo stesso tavolo della stampante e non sul frame (essendo un frame in legno), schermo LCD che era collegato "esternamente" e anch'esso messo sul tavolo, affianco il raspberry per octoPi...insomma c'era veramente un casino su quel tavolo e per chiuderlo tutto avrei dovuto praticamente fare una scatola grossa come il tavolo e inoltre non mi fidavo delle mie capacità di ventilare bene il tutto, visto che non avrei potuto chiuderla interamente in quanto stampo solo in PLA e serve la giusta ventilazione.
Quote
Per la nuova dovrai controllare ogni singolo componente e valutare se sostituirlo, modificarlo o lasciarlo. Controlla ogni componente da solo, muovi gli assi uno alla volta, fai estrudere a vuoto per vedere come scende il filo, fai le tarature di fino.
Sui TMC2208 non ti so rispondere, dato che sono driver che non conosco. La vref probabilmente è stata tarata all'assemblaggio, ma faresti bene a controllarla comunque.
La temperatura la definisci con una torre delle temperature (la trovi nel link della calibrazione che ti ho indicato prima), perchè i sensori che montano le nostre stampanti possono sballare di parecchi gradi. Il grafico delle temperature su repetier ti aiuta a capire se la temperatura oscilla troppo, nel caso devi fare il pid e/o coibentare meglio l'hotend.
Ok, per quanto riguarda questo punto, come ti ho scritto prima, cercherò di fare i migliori controlli possibili, finora ho già effettuato il controllo delle viti, il controllo degli assi (e li vedo molto stabili, anche perchè per esempio la parte relativa all'asse Z è in acciaio e la vedo abbastanza solida). Ho provato a far scorrere l'estrusore sui vari assi e lo scorrimento è abbastanza regolare (ho messo una goccia di lubrificante su ogni barra liscia per migliorare lo scorrimento).
Quote
Le velocità abbassale, a salire eventualmente penserai dopo. Se stampi con repetier puoi abbassare il cursore velocità e vedere se ad un certo punto i problemi si riducono. La velocità degli spostamenti mi sembra altissima, 140mm/s sono veramente troppi per iniziare, l'accelerazione di stampa non ho idea di cosa sia, ma 600mm/s?
Ok, ora faccio subito una prova stampando la torre e abbassando le velocità, così nel frattempo testo anche quello. L'accelerazione di stampa, da quello che ho letto, e riporto proprio lo stralcio dell'articolo, dovrebbe essere: "Dopo la prima fase “brusca” (il Jerk), il movimento della testina prosegue arrivando alla velocità costante attraverso una rampa di accelerazione (e decelerazione quando si ferma)".
In ogni caso appena effettuate le varie stampe ti aggiorno così, se ti va, vediamo cosa non quadra.
Quote
Con il pla puoi fare senza piano riscaldato (almeno con vetro+lacca), in modo da avere una variabile in meno.
Per quanto riguarda il piano riscaldato, ho provato a stampare con il piatto spento, ma avevo problemi di adesione, che ho notato risolversi impostando la temperatura intorno a 45, 50 gradi.
Grazie mille per la disponibilità e i consigli, ti tengo aggiornato
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 03:38AM |
Registered: 9 years ago Posts: 3,268 |
il fatto è che l'accelerazione di stampa non è neanche un'opzione di default di Cura, per attivarla devo andare nelle impostazioni e attivare "abilita controllo di accelerazione" prima di poter selezionare "accelerazione di stampa". Non so perchè nel tuo caso sia attiva, ma usarla penso complichi solo le cose...
per i test iniziali, credo bastino velocità di stampa, velocità di riempimento, velocità di stampa della parete, velocità degli spostamenti (al massimo velocità strato iniziale, ma non è indispensabile)
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
per i test iniziali, credo bastino velocità di stampa, velocità di riempimento, velocità di stampa della parete, velocità degli spostamenti (al massimo velocità strato iniziale, ma non è indispensabile)
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 06:23AM |
Registered: 9 years ago Posts: 111 |
Quote
bilanciamist
il fatto è che l'accelerazione di stampa non è neanche un'opzione di default di Cura, per attivarla devo andare nelle impostazioni e attivare "abilita controllo di accelerazione" prima di poter selezionare "accelerazione di stampa". Non so perchè nel tuo caso sia attiva, ma usarla penso complichi solo le cose...
per i test iniziali, credo bastino velocità di stampa, velocità di riempimento, velocità di stampa della parete, velocità degli spostamenti (al massimo velocità strato iniziale, ma non è indispensabile)
Si, quell'opzione l'avevo abilitata perchè su uno dei tanti articoli che avevo letto per perfezionare la calibrazione della mia stampante, c'era scritto di abbassare quella velocità dai 900mm/s di default impostati nel profilo, a 500mm/s (che poi nelle varie prove ulteriori che avevo fatto avevo alzato a 600mm/s).
Comunque ho effettuato due prove ieri, dopo aver dato una sistemata a quella cinghia leggermente lenta, stampando la temper tower e il pezzo per tarare gli assi. Ho abbassato la velocità si spostamento a 100mm/s e l'accelerazione a 400mm/s.
Come qualità generale del pezzo non ho notato differenze (anche qui noto i problemi elencati in precedenza, ti allego le foto), mentre come misure, ho sull'asse X 101mm invece di 100mm, su quella Y 100mm e sulla Z 7mm invece di 8mm. Non so dare una valutazione se è tanto o poco, a me non sembrano differenze importanti, però tu ne sai sicuramente più di me e saprai dare una valutazione più accurata.
Per quanto riguarda la temper tower invece, non ho notato grandi problemi, probabilmente se dovessi scegliere, la parte migliore della torre è quella intorno ai 200/195°, ma le differenze sono minime, si notano solamente dai 215° in su, con la presenza di alcune piccolissime bollicine che dalla foto non si vedono.
In serata, stamperò il cubo per testare la quantità di estrusione e ti aggiorno. Magari in quella prova faccio gestire a Cura l'accelerazione, senza impostare il valore io e abbasso ulteriormente le velocità.
Edited 1 time(s). Last edit at 01/09/2020 06:25AM by dont_go_away.
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 07:03AM |
Registered: 9 years ago Posts: 762 |
Quote
dont_go_away
...sulla Z 7mm invece di 8mm...
7mm invece che 8mm sull'asse Z possono dare significaivi problemi di overextrusion, dopo tutto si tratta di un'alzata del 12,5% inferiore, come se invece di un filo diametro 1.75mm tu avessi un diametro di 1.97mm!!!
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 07:31AM |
Registered: 9 years ago Posts: 111 |
Quote
Luca_Benedetto
Quote
dont_go_away
...sulla Z 7mm invece di 8mm...
7mm invece che 8mm sull'asse Z possono dare significaivi problemi di overextrusion, dopo tutto si tratta di un'alzata del 12,5% inferiore, come se invece di un filo diametro 1.75mm tu avessi un diametro di 1.97mm!!!
Giusto! non ci avevo pensato che potesse portare all'overextrusion, quindi dovrei andare a modificare gli steps per unit dei motori dell'asse Z? Oppure tarare la vref potrebbe bastare? era un'operazione che mi aveva suggerito Bilanciamist e che pensavo di fare questa sera, prima della stampa dell'ultimo pezzo di test.
Grazie mille per l'osservazione!
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 07:42AM |
Registered: 10 years ago Posts: 6,409 |
In teoria ma solo in teoria, con i TMC2208 se sono pilotati in seriale, la vref la cambi con i comandi gcode, più che altro setti la corrente di esercizio e poi fanno tutto loro...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 11:00AM |
Registered: 9 years ago Posts: 111 |
Quote
MagoKimbra
In teoria ma solo in teoria, con i TMC2208 se sono pilotati in seriale, la vref la cambi con i comandi gcode, più che altro setti la corrente di esercizio e poi fanno tutto loro...
Ok, grazie! posso fare un tentativo...colgo l'occasione per chiederti una cosa, anzi due, se posso
: sai qual è il comando gcode da passare alla stampante? e visto che ci siamo, come faccio da Cura (se è possibile) a passarlo? Perchè fino a poco tempo fa usavo Repetier Host e lì era molto intuitivo, ma qui su Cura riesco solo a trovare il box dove inserire il comando gcode, ma non ho una finestra di log da controllare per vedere l'esito del comando, come invece avevo su Repetier.Edited 1 time(s). Last edit at 01/09/2020 11:01AM by dont_go_away.
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 11:56AM |
Registered: 9 years ago Posts: 3,268 |
La maggior parte della gente (me compreso) usa cura solo come slicer e poi passa il gcode a repetier o stampa da sd.
La vref mi sa che si imposta da firmware. Se è bassa potresti perdere passi, e quindi ottenere un movimento minore di quello previsto. Quindi la domanda è, i mm in meno che riscontri, sono dovuti ad una perdita di passi (che può anche non essere colpa del driver) o da un'impostazione errata degli step?
Per Z gli step di solito non si misurano, si fa un calcolo partendo dal tipo di motore, drive e dalle barre che monta la stampante, difficile che siano sbagliati.
Per le velocità puoi fare in questo modo. Mettile medie (senza mettere il primo layer più lento), metti 7-8 cubi (o pezzi di puzzle come quelli che hai postato) e inizia la stampa. Ogni volta che fa una base da repetier host riduci di un 10% la velocità. Alla fine avrai un primo layer (tanti quadrati) effettuato a velocità sempre minori. Guarda se ci sono differenze percettibili.
Edited 1 time(s). Last edit at 01/09/2020 11:58AM by bilanciamist.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
La vref mi sa che si imposta da firmware. Se è bassa potresti perdere passi, e quindi ottenere un movimento minore di quello previsto. Quindi la domanda è, i mm in meno che riscontri, sono dovuti ad una perdita di passi (che può anche non essere colpa del driver) o da un'impostazione errata degli step?
Per Z gli step di solito non si misurano, si fa un calcolo partendo dal tipo di motore, drive e dalle barre che monta la stampante, difficile che siano sbagliati.
Per le velocità puoi fare in questo modo. Mettile medie (senza mettere il primo layer più lento), metti 7-8 cubi (o pezzi di puzzle come quelli che hai postato) e inizia la stampa. Ogni volta che fa una base da repetier host riduci di un 10% la velocità. Alla fine avrai un primo layer (tanti quadrati) effettuato a velocità sempre minori. Guarda se ci sono differenze percettibili.
Edited 1 time(s). Last edit at 01/09/2020 11:58AM by bilanciamist.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 01:50PM |
Registered: 10 years ago Posts: 6,409 |
Come ha detto bilanciamist usa sempre reptier host, usa cura solo per lo slicer, non è un granché come host.
Il comando dipende dal firmware, ma penso che possa farlo anche da LCD, se hai l'impostazione dei microaper dei motori lo vari e salvi in eeprom se è attiva altrimenti devi cambiarlo nella configurazione e ricompilare...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Il comando dipende dal firmware, ma penso che possa farlo anche da LCD, se hai l'impostazione dei microaper dei motori lo vari e salvi in eeprom se è attiva altrimenti devi cambiarlo nella configurazione e ricompilare...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Angoli imprecisi e bordo irregolare January 09, 2020 06:53PM |
Registered: 9 years ago Posts: 3,268 |
Leggendo la risposta del Mago mi è venuto un dubbio: tu hai una copia del firmware modificabile? altrimenti sono cavoli amari... o fai quello che ti è possibile da EEprom, oppure sarai costretto a partire da una versione vergine del firmware e impostarlo tutto da zero...
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 10, 2020 06:22PM |
Registered: 9 years ago Posts: 111 |
Ciao a tutti e scusate il ritardo nella risposta ma ho avuto poco tempo per fare le prove...
Allora, per quanto riguarda il firmware, ho scritto al produttore per farmi spedire una versione del firmware, in quanto non posso agire direttamente sul firmware, solo tramite display LCD posso cambiare qualche impostazione, ma non posso andare ad agire su molti parametri, solo la velocità di stampa.
Il produttore mi hanno spedito un file .hex però, e non so come trattarlo.
Intanto vi do un'aggiornamento, ieri non ho potuto stampare nulla, però sono andato a rimisurare i pezzi di test stampati in precedenza, questa volta con il calibro (che non riuscivo a trovare 2 giorni fa), e le misure che vi avevo comunicato erano sbagliate, scusate!
Allora, per quanto riguarda l'asse X e Y, che dovevano essere di 100mm, il calibro mi riporta 99,85mm per l'asse X e 100,01mm per l'asse Y. L'altezza che doveva essere 5mm invece è 4,92mm. il diametro del cerchio, che doveva essere di 8mm, invece risulta essere di 7,70mm.
Invece il cubo che ho stampato per testare l'estrusione e che doveva avere la parete spessa 1mm, è 1,06mm.
Non sono riuscito a stampare i pezzi di puzzle perchè ho problemi di configurazione con Repetier Host che sembra non volersi connettere alla stampante dando un messaggio di errore (anche se imposto la porta COM giusta), quindi quella prova la rimando a domani, magari provo con Simplify3D a connettermi.
Però stasera sono riuscito a fare un'ulteriore stampa, (vi allego le foto). Questi 2 pezzi li ho stampati utilizzando velocità di stampa a 40mm/s e la velocità degli spostamenti e dell'accelerazione l'ho lasciata invariata (100mm/s e 400mm/s).
Non so se è una mia impressione ma gli angoli del pezzo della prima foto sembrano essere meno "gonfi", anche se andando a misurare con il calibro le dimensioni del pezzo sono:
Asse X: 30,47mm al centro del pezzo (mentre misurato da angolo ad angolo sono 30,64mm) invece di 30,4mm
Asse Y: 64,03mm invece di 64,09mm
Asse Z: 12,4mm e questa è esattamente l'altezza che doveva avere il pezzo
Mentre sul pezzo della seconda foto, non ci siamo proprio, ci sono molte imperfezioni se notate la foto.
Per quanto riguarda le dimensioni invece, sono queste:
Asse X: 38,54mm invece di 38,52mm
Asse Y: 20,46mm invece di 20,52mm
Asse Z: 55,87mm invece di 56mm
Il primo pezzo, per il mio occhio che non è sicuramente uno professionale, ha qualche lieve imperfezione ma mi soddisfa, il secondo invece lascia molto a desiderare, soprattutto come qualità di stampa.
Edited 1 time(s). Last edit at 01/10/2020 06:23PM by dont_go_away.
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
Allora, per quanto riguarda il firmware, ho scritto al produttore per farmi spedire una versione del firmware, in quanto non posso agire direttamente sul firmware, solo tramite display LCD posso cambiare qualche impostazione, ma non posso andare ad agire su molti parametri, solo la velocità di stampa.
Il produttore mi hanno spedito un file .hex però, e non so come trattarlo.
Intanto vi do un'aggiornamento, ieri non ho potuto stampare nulla, però sono andato a rimisurare i pezzi di test stampati in precedenza, questa volta con il calibro (che non riuscivo a trovare 2 giorni fa), e le misure che vi avevo comunicato erano sbagliate, scusate!
Allora, per quanto riguarda l'asse X e Y, che dovevano essere di 100mm, il calibro mi riporta 99,85mm per l'asse X e 100,01mm per l'asse Y. L'altezza che doveva essere 5mm invece è 4,92mm. il diametro del cerchio, che doveva essere di 8mm, invece risulta essere di 7,70mm.
Invece il cubo che ho stampato per testare l'estrusione e che doveva avere la parete spessa 1mm, è 1,06mm.
Non sono riuscito a stampare i pezzi di puzzle perchè ho problemi di configurazione con Repetier Host che sembra non volersi connettere alla stampante dando un messaggio di errore (anche se imposto la porta COM giusta), quindi quella prova la rimando a domani, magari provo con Simplify3D a connettermi.
Però stasera sono riuscito a fare un'ulteriore stampa, (vi allego le foto). Questi 2 pezzi li ho stampati utilizzando velocità di stampa a 40mm/s e la velocità degli spostamenti e dell'accelerazione l'ho lasciata invariata (100mm/s e 400mm/s).
Non so se è una mia impressione ma gli angoli del pezzo della prima foto sembrano essere meno "gonfi", anche se andando a misurare con il calibro le dimensioni del pezzo sono:
Asse X: 30,47mm al centro del pezzo (mentre misurato da angolo ad angolo sono 30,64mm) invece di 30,4mm
Asse Y: 64,03mm invece di 64,09mm
Asse Z: 12,4mm e questa è esattamente l'altezza che doveva avere il pezzo
Mentre sul pezzo della seconda foto, non ci siamo proprio, ci sono molte imperfezioni se notate la foto.
Per quanto riguarda le dimensioni invece, sono queste:
Asse X: 38,54mm invece di 38,52mm
Asse Y: 20,46mm invece di 20,52mm
Asse Z: 55,87mm invece di 56mm
Il primo pezzo, per il mio occhio che non è sicuramente uno professionale, ha qualche lieve imperfezione ma mi soddisfa, il secondo invece lascia molto a desiderare, soprattutto come qualità di stampa.
Edited 1 time(s). Last edit at 01/10/2020 06:23PM by dont_go_away.
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 11, 2020 03:46AM |
Registered: 9 years ago Posts: 3,268 |
è quello che temevo, anche sul sito del produttore il firmware è in formato hex, praticamente non ci fai niente, non puoi modificarlo. Al massimo può essere utile per ritornare al firmware di fabbrica se combini qualche casino. Se vorrai cambiare qualcosa del firmware dovrai prendere una versione nuova e impostarla da zero.
I due pezzi sono molto diversi, il secondo a molti più cambi di direzione, che evidentemente alla tua stampante piacciono poco, prova ad abbassare ancora le velocità...
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
I due pezzi sono molto diversi, il secondo a molti più cambi di direzione, che evidentemente alla tua stampante piacciono poco, prova ad abbassare ancora le velocità...
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 12, 2020 09:40AM |
Registered: 6 years ago Posts: 1,059 |
Per le misure presumo che comunque la precisione ci sia, per i diametri, occhio che tutti gli slicer non "garantiscono" il diametro dei fori, al limite quello dei cerchi esterni (se stampi un oggetto circolare), il problema è legato a due cose, una l'interpolazione del cerchio come "poligono a molti lati", la seconda è più un fatto "pratico", un buco circolare viene generalmente approssimato per difetto cioè più piccolo partendo dalla considerazione che se è un foro e ti serve di un diametro "preciso" più fattbilie "allargare" con un punta di appropriato diametro, che aggiungerci il materiale che eventualmente mancasse.
Quindi per il diametro del cerchio dipende da quello che intendi.
Per la Anycibic mi pare che comunque ci siano in giro istruzioni per compilare un firmware diverso da quello di fabbrica, una piccola ricera puà aiutare, però devi almeno identificare che scheda di controllo monta (in genere ci sono indicazioni stampate in modo visibile sulla scheda)
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Quindi per il diametro del cerchio dipende da quello che intendi.
Per la Anycibic mi pare che comunque ci siano in giro istruzioni per compilare un firmware diverso da quello di fabbrica, una piccola ricera puà aiutare, però devi almeno identificare che scheda di controllo monta (in genere ci sono indicazioni stampate in modo visibile sulla scheda)
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Angoli imprecisi e bordo irregolare January 12, 2020 01:33PM |
Registered: 9 years ago Posts: 111 |
Ciao a tutti,
Allora, la scheda che monta questa stampante è una Trigorilla, ora cercherò sul web se c'è qualche guida per installare un firmware diverso da quello di default, anche se prima di cambiare firmware voglio provare ancora a perfezionare l'attuale perchè credo che comunque possa già questo portarmi a buone stampe, per il mio livello.
In ogni caso, ho alcune novità: dopo aver scritto all'Anycubic per il firmware, ho chiesto anche se avevano delle impostazioni consigliate per la stampa tramite Cura e me le hanno fornite:
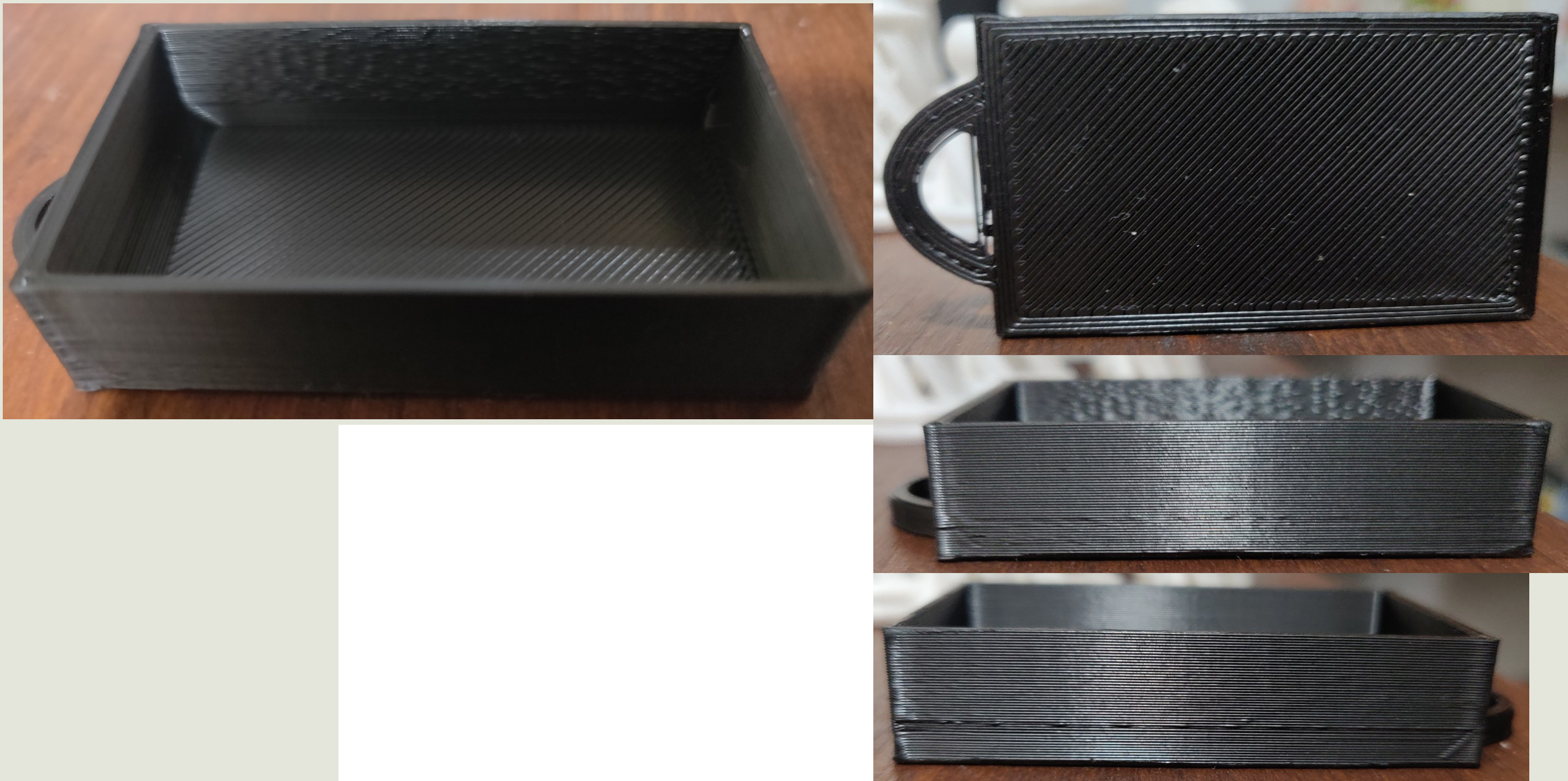
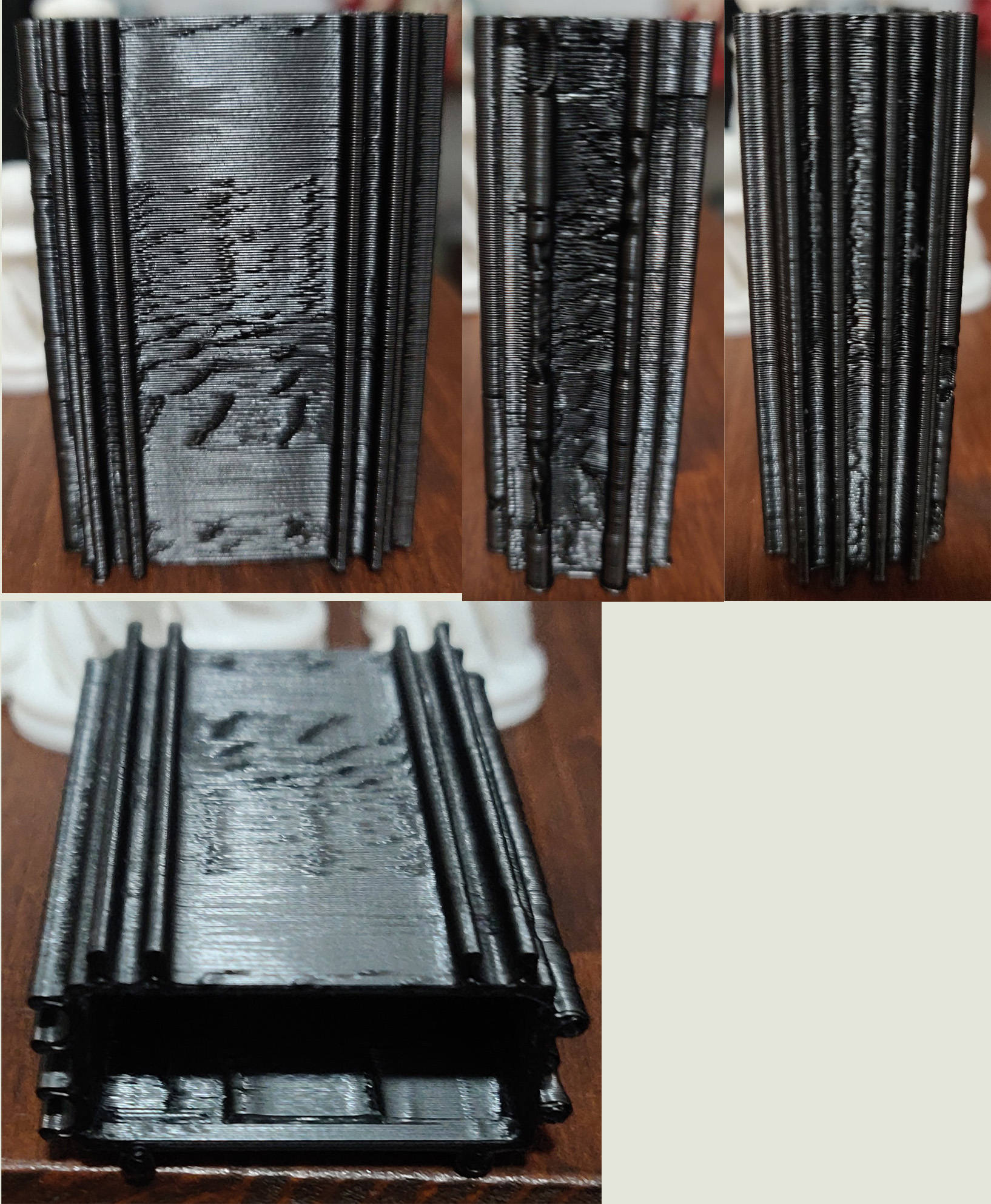
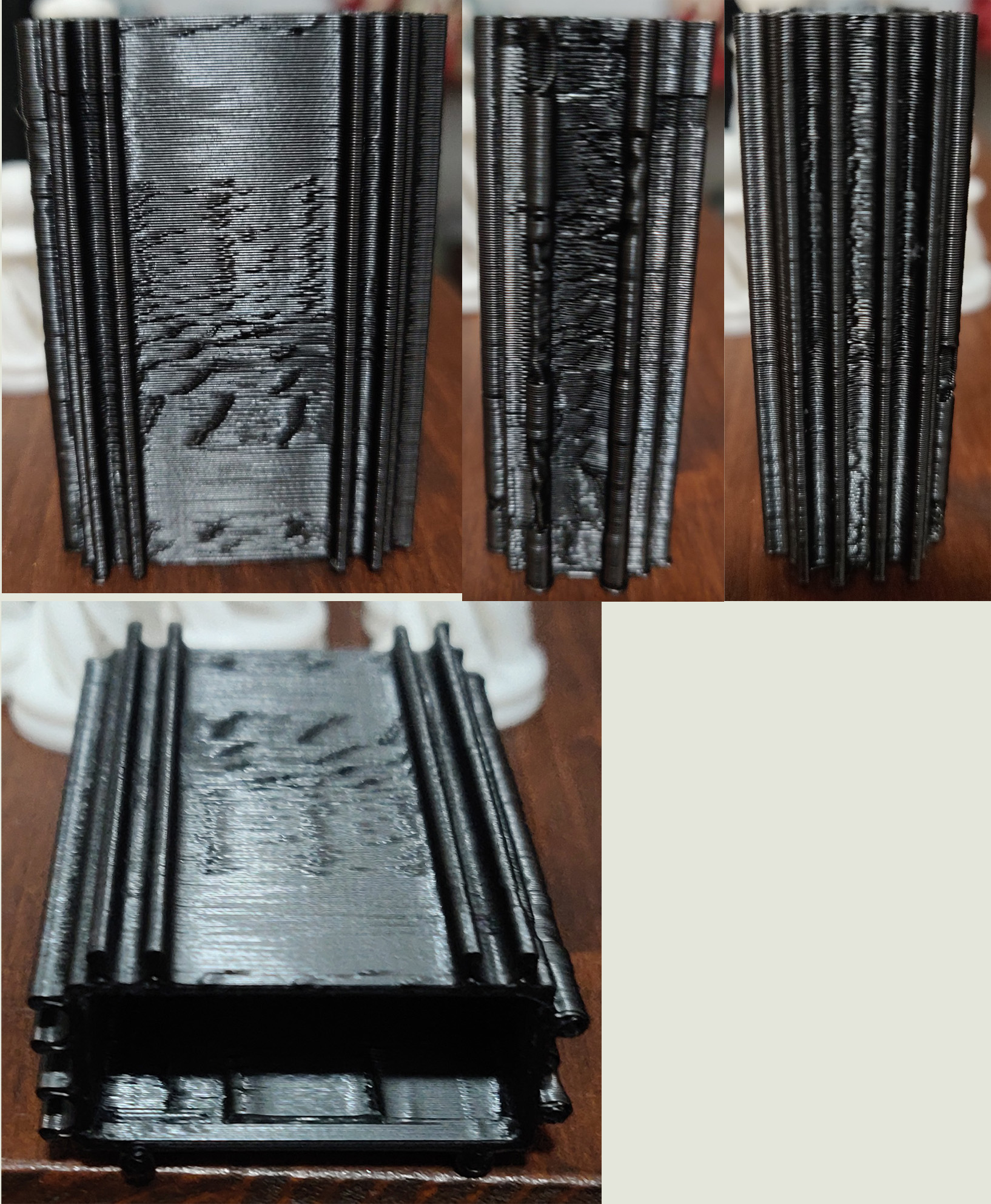
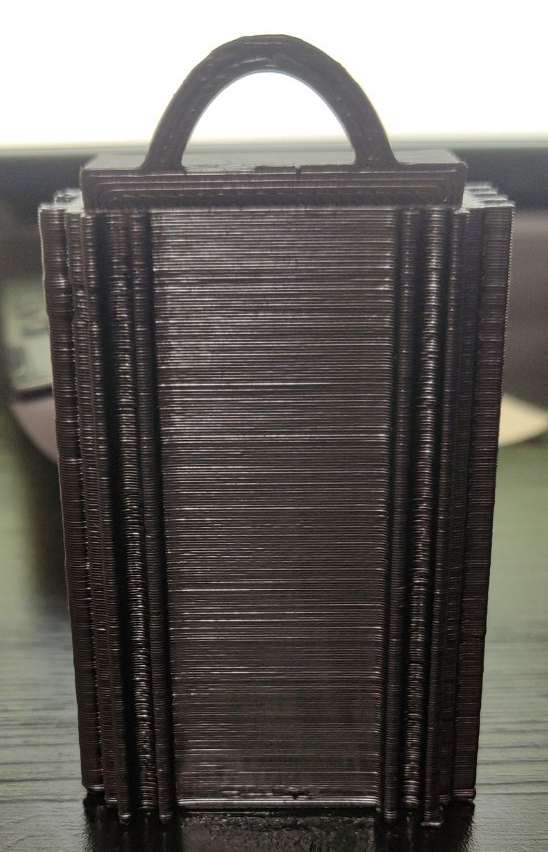
Secondo me i risultati sono sensibilmente migliorati, basta vedere il box che avevo allegato prima, ristampato ora con queste nuove impostazioni,:tutte quelle imperfezioni che si notavano sembrano sparite e, soprattutto, il problema degli angoli a punta e un po' deformati sembra essere migliorato di molto.
Vi allego 3 foto, la prima quella del box, le altre due sono comparative di uno stesso pezzo stampato diverse volte:
- Nella Foto 1 c'è il primo pezzo stampato con le impostazioni di default, il secondo stampato con le impostazioni allegate all'inizio di questo topic e il terzo stampate con le impostazioni consigliate da Anycubic.
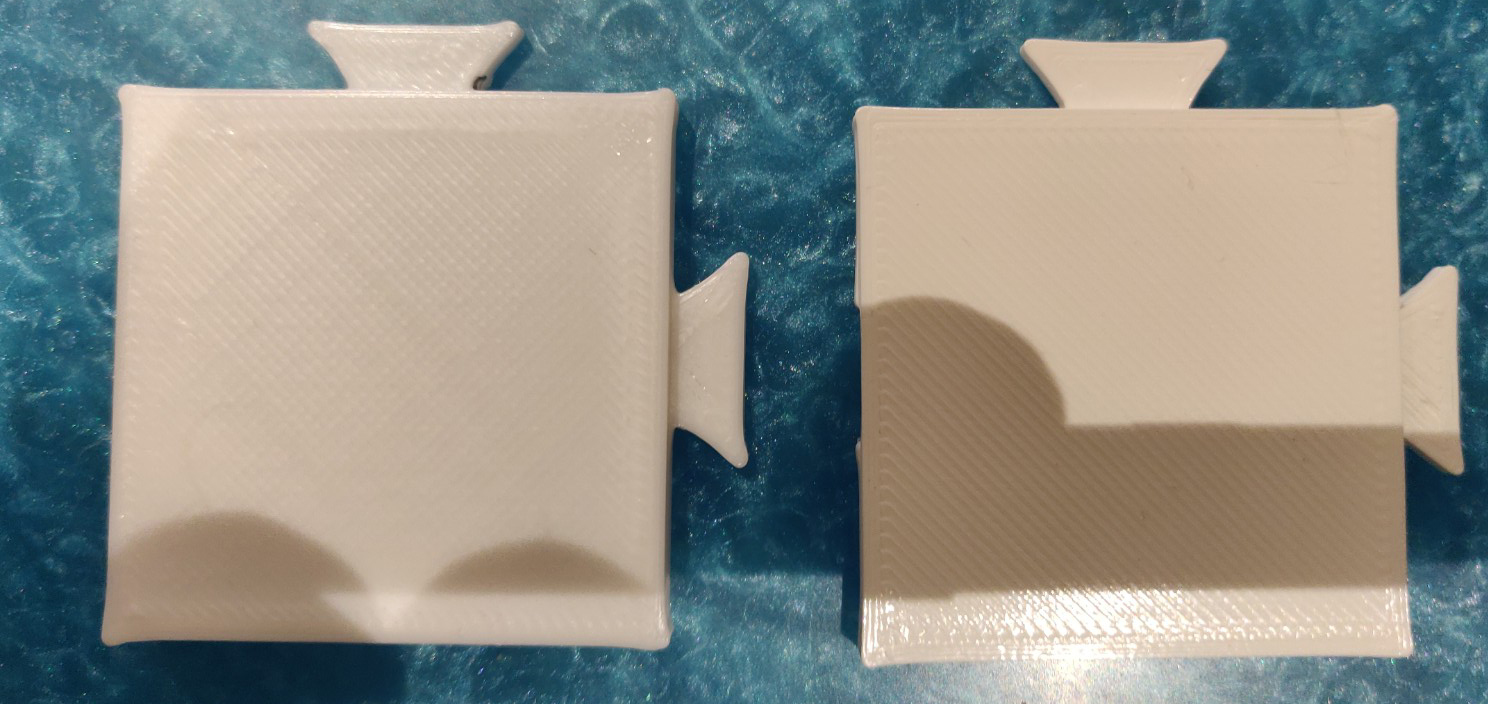
- Nella Foto 2 invece c'è la comparativa più ravvicinata dello stesso pezzo, stampato in bianco: a sinistra quello prima delle correzioni, a destra quello dopo.
Si può sicuramente fare meglio (gli angoli ancora non sono perfetti), ma almeno adesso non ho più i problemi legati alle dimensioni dei pezzi che, non essendo precisi, non riuscivano mai ad entrare negli appositi fori.
Oltre a quelle cha avevo già modificato su consiglio di Bilanciamist, le impostazioni che mi hanno fatto cambiare sono:
- Velocità di spostamento, che come aveva detto Bilanciamist, era troppo alta e infatti ora è impostata a 60mm/s,
- Lo spessore delle pareti dal 0.8mm di default a 1.2mm,
- La retrazione da 9mm a 5mm
- La velocità della parete esterna da 35 a 30
- La velocità di stampa delle pareti superiori/inferiori da 45 a 20
- Mi hanno fatto inserire la "modalità combing" impostata a "Non nel rivestimento" e mi hanno fatto abilitare il check su "Z hop durante la retrazione".
Secondo voi, di tutte quelle elencate, ci sono impostazioni che posso cambiare o disabilitare perchè superflue? E dove devo andare ad agire per migliorare ancora: sempre sulle velocità oppure anche sulle altre impostazioni, di cui ignoravo l'utilità? (tipo modalità combing o lo spessore delle pareti)?
Anche perchè, con questo nuovo profilo, l'unica cosa che non sembra migliorata, sono le sbavature al primo layer che a volte creano problemi anche di adesione al piano di stampa.
Leggendo sul web delle recensioni, ne ho trovata una che consiglia di cambiare l'ugello di base con uno di ottone placcato nichel, in quanto migliora di molto la retrazione, che credo sia il problema di quelle "sbavature", voi che dite? Me lo consigliate?
Grazie ancora a tutti per il supporto che mi state dando!
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
Allora, la scheda che monta questa stampante è una Trigorilla, ora cercherò sul web se c'è qualche guida per installare un firmware diverso da quello di default, anche se prima di cambiare firmware voglio provare ancora a perfezionare l'attuale perchè credo che comunque possa già questo portarmi a buone stampe, per il mio livello.
In ogni caso, ho alcune novità: dopo aver scritto all'Anycubic per il firmware, ho chiesto anche se avevano delle impostazioni consigliate per la stampa tramite Cura e me le hanno fornite:
Secondo me i risultati sono sensibilmente migliorati, basta vedere il box che avevo allegato prima, ristampato ora con queste nuove impostazioni,:tutte quelle imperfezioni che si notavano sembrano sparite e, soprattutto, il problema degli angoli a punta e un po' deformati sembra essere migliorato di molto.
Vi allego 3 foto, la prima quella del box, le altre due sono comparative di uno stesso pezzo stampato diverse volte:
- Nella Foto 1 c'è il primo pezzo stampato con le impostazioni di default, il secondo stampato con le impostazioni allegate all'inizio di questo topic e il terzo stampate con le impostazioni consigliate da Anycubic.
- Nella Foto 2 invece c'è la comparativa più ravvicinata dello stesso pezzo, stampato in bianco: a sinistra quello prima delle correzioni, a destra quello dopo.
Si può sicuramente fare meglio (gli angoli ancora non sono perfetti), ma almeno adesso non ho più i problemi legati alle dimensioni dei pezzi che, non essendo precisi, non riuscivano mai ad entrare negli appositi fori.
Oltre a quelle cha avevo già modificato su consiglio di Bilanciamist, le impostazioni che mi hanno fatto cambiare sono:
- Velocità di spostamento, che come aveva detto Bilanciamist, era troppo alta e infatti ora è impostata a 60mm/s,
- Lo spessore delle pareti dal 0.8mm di default a 1.2mm,
- La retrazione da 9mm a 5mm
- La velocità della parete esterna da 35 a 30
- La velocità di stampa delle pareti superiori/inferiori da 45 a 20
- Mi hanno fatto inserire la "modalità combing" impostata a "Non nel rivestimento" e mi hanno fatto abilitare il check su "Z hop durante la retrazione".
Secondo voi, di tutte quelle elencate, ci sono impostazioni che posso cambiare o disabilitare perchè superflue? E dove devo andare ad agire per migliorare ancora: sempre sulle velocità oppure anche sulle altre impostazioni, di cui ignoravo l'utilità? (tipo modalità combing o lo spessore delle pareti)?
Anche perchè, con questo nuovo profilo, l'unica cosa che non sembra migliorata, sono le sbavature al primo layer che a volte creano problemi anche di adesione al piano di stampa.
Leggendo sul web delle recensioni, ne ho trovata una che consiglia di cambiare l'ugello di base con uno di ottone placcato nichel, in quanto migliora di molto la retrazione, che credo sia il problema di quelle "sbavature", voi che dite? Me lo consigliate?
Grazie ancora a tutti per il supporto che mi state dando!
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 13, 2020 03:19AM |
Registered: 9 years ago Posts: 3,268 |
Quote
dont_go_away
Oltre a quelle cha avevo già modificato su consiglio di Bilanciamist, le impostazioni che mi hanno fatto cambiare sono:
- Velocità di spostamento, che come aveva detto Bilanciamist, era troppo alta e infatti ora è impostata a 60mm/s,
- Lo spessore delle pareti dal 0.8mm di default a 1.2mm,
- La retrazione da 9mm a 5mm
- La velocità della parete esterna da 35 a 30
- La velocità di stampa delle pareti superiori/inferiori da 45 a 20
- Mi hanno fatto inserire la "modalità combing" impostata a "Non nel rivestimento" e mi hanno fatto abilitare il check su "Z hop durante la retrazione".
Come avevo suggerito, i cambiamenti importanti riguardano le velocità. Le stampanti più vanno veloci e minore è la qualità di stampa. In quella stampante per ottenere stampe decenti devi andare piano, quanto piano dipende da te. Fai delle prove. Per questo ti avevo suggerito di fare il test dei cubi.
Quote
dont_go_away
Secondo voi, di tutte quelle elencate, ci sono impostazioni che posso cambiare o disabilitare perchè superflue? E dove devo andare ad agire per migliorare ancora: sempre sulle velocità oppure anche sulle altre impostazioni, di cui ignoravo l'utilità? (tipo modalità combing o lo spessore delle pareti)?
Se ti vanno bene perchè dovresti toglierle? lo zhop alza z ad ogni ritrazione, la modalità combing fa a gli spostamenti attraverso il pezzo, riducendo quindi le ritrazioni. Il tempo di stampa è più o meno uguale.
Alla fine è sempre lo stesso concetto, devi perdere tempo e fare prove su prove.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 13, 2020 03:45AM |
Registered: 9 years ago Posts: 111 |
Quote
bilanciamist
Se ti vanno bene perchè dovresti toglierle? lo zhop alza z ad ogni ritrazione, la modalità combing fa a gli spostamenti attraverso il pezzo, riducendo quindi le ritrazioni. Il tempo di stampa è più o meno uguale.
Alla fine è sempre lo stesso concetto, devi perdere tempo e fare prove su prove.
Era solo perchè non sapevo se avevo attivato delle opzioni magari superflue, che facevano solo aumentare il tempo di stampa, ma da quello che mi hai detto mi conviene tenerle
. Ora l'unico problema che non sembra risolversi è proprio quello del primo layer con le sbavature che, a volte, non fa aderire il pezzo perchè il filamento si ingarbuglia su se stesso. Quello dovrebbe essere un problema relativo proprio alla ritrazione giusto? E' come se quando l'ugello cambia posizione, magari tra un layer e l'altro, non riuscisse a ritrarre il filamento in tempo, creando quelle sbavature.
Secondo te cambiando l'ugello e mettendone uno in ottone laccato nichel, potrei attenuare un po' il problema? O anche sulla ritrazione devo andare ad agire sulle velocità di stampa?
Grazie ancora
Edited 2 time(s). Last edit at 01/13/2020 03:46AM by dont_go_away.
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 13, 2020 04:15AM |
Registered: 9 years ago Posts: 3,268 |
Non si capisce quale sia il problema, che cosa vuol dire "si ingarbuglia su se stesso"? "non fa aderire il pezzo" al vetro a layer su layer?
Nel primo layer non ci sono retrazioni, la maggior parte delle retrazioni le fa tra un layer e il successivo, oppure tra due pezzi non collegati. Se il filamento non attacca al piano non è una questione di ritrazioni.
Di solito se il filamento estruso si arriccia verso l'hotend la temperatura è troppo alta. Fai estrudere a vuoto, se l'estrusione scende creando cerchi concentrici sul piano allora la temp va bene. Sul nozzle non saprei, bisogna capire a cosa è dovuto il tuo problema.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Nel primo layer non ci sono retrazioni, la maggior parte delle retrazioni le fa tra un layer e il successivo, oppure tra due pezzi non collegati. Se il filamento non attacca al piano non è una questione di ritrazioni.
Di solito se il filamento estruso si arriccia verso l'hotend la temperatura è troppo alta. Fai estrudere a vuoto, se l'estrusione scende creando cerchi concentrici sul piano allora la temp va bene. Sul nozzle non saprei, bisogna capire a cosa è dovuto il tuo problema.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 13, 2020 06:16AM |
Registered: 9 years ago Posts: 111 |
Si, hai ragione, non lo riesco a spiegare bene a parole, ti allego una foto così magari è più chiaro quello a cui mi riferisco.
Nella foto vedrai che, nella parte cerchiata in verde, il filamento è alzato, come se non avesse aderito al piano di stampa.
In realtà l'ho osservato mentre stendeva il filamento e mi sono reso conto che non è un problema di adesione, infatti ad un primo passaggio il materiale scorre correttamente, solo che quando l'ugello ci ripassa sopra, avendo il filamento che ancora fuoriesce, "aggancia" quello appena estruso e lo fa alzare.
Questa cosa avviene soprattutto quando ci sono delle porzioni piccole da creare, in quanto passa sullo stesso punto più volte in pochi secondi, come nel caso della creazione della griglia: a volte crea solo delle "sbavature" (che ho cerchiato in rosso), altre invece va proprio ad influire sull'adesione al piano di stampa.
Credo sia un problema di ritrazione, tu che ne pensi?
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
Nella foto vedrai che, nella parte cerchiata in verde, il filamento è alzato, come se non avesse aderito al piano di stampa.
In realtà l'ho osservato mentre stendeva il filamento e mi sono reso conto che non è un problema di adesione, infatti ad un primo passaggio il materiale scorre correttamente, solo che quando l'ugello ci ripassa sopra, avendo il filamento che ancora fuoriesce, "aggancia" quello appena estruso e lo fa alzare.
Questa cosa avviene soprattutto quando ci sono delle porzioni piccole da creare, in quanto passa sullo stesso punto più volte in pochi secondi, come nel caso della creazione della griglia: a volte crea solo delle "sbavature" (che ho cerchiato in rosso), altre invece va proprio ad influire sull'adesione al piano di stampa.
Credo sia un problema di ritrazione, tu che ne pensi?
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 13, 2020 08:40AM |
Registered: 9 years ago Posts: 3,268 |
Il layer nella foto è veramente brutto...
comunque:
Non vedo perchè dovrebbe essere un problema di ritrazione. In quel punto neanche è presente una ritrazione, se hai lo zhop attivo quando fa una ritrazione si alza e si abbassa z, quindi dovresti vederlo facilmente, oppure guarda l'estrusore. Ma anche ci fosse una ritrazione, la plastica è fusa, non può tirarsi dietro la plastica già solida...
Se durante la stesura del secondo layer, si porta dietro il primo, allora semplicemente il primo non ha ben aderito al piano. Idem se durante la stesura di una qualsiasi riga porta via la precedente.
I problemi di ritrazione di solito portano a hotend che sgocciola in giro oppure che crea dei fili sottili sul pezzo.
Controlla che l'altezza del primo layer sia giusta, in cura puoi dirgli di farlo un po più spesso, e che il piano sia livellato. Osserva sempre la stampante in azione e vedi da cosa nasce il problema.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
comunque:
Non vedo perchè dovrebbe essere un problema di ritrazione. In quel punto neanche è presente una ritrazione, se hai lo zhop attivo quando fa una ritrazione si alza e si abbassa z, quindi dovresti vederlo facilmente, oppure guarda l'estrusore. Ma anche ci fosse una ritrazione, la plastica è fusa, non può tirarsi dietro la plastica già solida...
Se durante la stesura del secondo layer, si porta dietro il primo, allora semplicemente il primo non ha ben aderito al piano. Idem se durante la stesura di una qualsiasi riga porta via la precedente.
I problemi di ritrazione di solito portano a hotend che sgocciola in giro oppure che crea dei fili sottili sul pezzo.
Controlla che l'altezza del primo layer sia giusta, in cura puoi dirgli di farlo un po più spesso, e che il piano sia livellato. Osserva sempre la stampante in azione e vedi da cosa nasce il problema.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 13, 2020 09:06AM |
Registered: 10 years ago Posts: 6,409 |
Toglilo lo zhop, peggiora le cose in ritrazione...
Hai tarato l'estrusore. Sicuro che se estrudi 100 mm tira 100 mm di filo?? Falla è una prova che va fatta...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Hai tarato l'estrusore. Sicuro che se estrudi 100 mm tira 100 mm di filo?? Falla è una prova che va fatta...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Angoli imprecisi e bordo irregolare January 13, 2020 09:45AM |
Registered: 9 years ago Posts: 111 |
Quote
bilanciamist
Controlla che l'altezza del primo layer sia giusta, in cura puoi dirgli di farlo un po più spesso, e che il piano sia livellato. Osserva sempre la stampante in azione e vedi da cosa nasce il problema.
Il livellamento l'ho controllato proprio ieri l'ultima volta (lo faccio spesso proprio per tenere sotto controllo l'adesione del primo layer) e mi sembra ok, faccio la prova del foglio sui 5 punti (4 laterali e uno al centro) e il foglio mi sembra avere il giusto attrito in ogni punto.
Oggi magari se riesco faccio un video durante la stampa, così si capisce ancora meglio il problema.
Il fatto che mi suona strano, però, è che se fosse un problema di adesione al piano, dovrebbe presentarsi sempre, invece con stampe (anche grandi, quindi con una base molto ampia) di personaggi in 3D o anche di scacchi, non ho alcun problema.
Quote
MagoKimbra
Toglilo lo zhop, peggiora le cose in ritrazione...
Hai tarato l'estrusore. Sicuro che se estrudi 100 mm tira 100 mm di filo?? Falla è una prova che va fatta...
Giusto! la prova dell'estrusore me l'ero proprio scordata, con il fatto che non stampavo da un annetto mi sono dimenticato quasi tutto

Dopo questo test, faccio pure una stampa di prova togliendo lo Z hop (che ho notato allunga anche un po' il tempo di stampa, quindi se ne posso fare a meno sarebbe ottimo).
Stasera vi aggiorno su tutto, intanto grazie mille!
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.