Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
>
Page 2
Angoli imprecisi e bordo irregolare
Posted by dont_go_away
|
Re: Angoli imprecisi e bordo irregolare January 14, 2020 12:37PM |
Registered: 6 years ago Posts: 1,059 |
Beh un paio di cose di "base", lo spessore delle pareti, non può essere diverso da un multiplo del diametro dell'ugello + lo "schiacciamento del filamento", quando estrudi estrudi un "filo" di diametro pari a quello dell'ugello, però questo filo viene schiacciato dall'ugello sul pezzo altrimenti avresti una adesione solo nel punto in cui i "cerchi" del diametro dei filamenti estrusi si toccano, e l'adesione sarebbe bassa e il pezzo fragile.
in teoria il diametro dell'ugello ti da una misura minima del "spessore minimo della parete", in genere il diametro minimo sarà maggiore del diametro dell'ugello, vado a memoria per un ugello di diametro 0.4 mm dovresti avere uno spessore estruso tra 0.44 e 0.48. sulla larghezza il sistema cerca di sovrapporre le estrusioni per avere anche tra una estrusione adiacente e l'altra una sovrapposione nella parte tonda in modo da avere una buona adesione.
Quindi il diametro delle pareti in pratica dipende anche dal diametro del tuo ugello e da alcune impostazioni dello slicer, (ad esempio nel sito di slic3r ci sono buone introduzioni teoriche sul modo in cui viene estruso il pezzo, sia ad esempio sul problema del "diametro dei fori".
Queste particolarità vanno tenute presenti anche in fase di progettazione del pezzo, infatti alcuni software parametrici ti chiedono a questo proposito il diametro dell'ugello per calcolare in modo corretto il modello 3D da trasformare in file STL)
La taratura dell'altezza del piano deve essere corretta, il "mi sembra che abbia il giusto attrito", è molto spannometrica.
Un foglio di carta A4 con grammatura 80 g/m2 in genere è alto 0,10 mm (un decimo o dieci centesimi di millimetro, come preferisci), se non forza il tuo ugello è a 0,10 dal piano.
Io uso dei fogli di "similoro" (fogli di ottone con spessori da 0,05 mm a 1,0 mm che si trovano in una buona utensileria meccanica) in genere 0,10 e 0,20 vanno bene, in alternativa un buon calibro digitale di permetterà di ottenere ottimi spessori usando le lattine di birra o di bibite che hanno spessori che vanno dagli 0,08 a 0,12 mm (io li uso molto per spessorare in modo preciso), al limite la carta di alluminio da cucina in genere può andare da 0,01 a 0,04 ma per l'uso come "spessimetro" va poco bene perchè si piega e si rompe facilmente, uno spessimetro da meccanico in genere lo trovi da 0,05 a 0,50 nelle versioni più ridotte a quella da 0,05 a 1.00 nella versione più comune (erano molto usate dai meccanici per auto per tarare le valvole senza autoregolazione e lo spessore delle candele), sono fatti in acciaio e in genere resistono bene allìusura, e non dovrebbero costare fortune.
Se nella procedura di tarartura lo spessore forza troppo, le molle del piano o l'elasticità del fissaggio o il folgio stesso e il tuo teorico 0,10 magari ti diventa 0,06 e le misure vanno a farsi benedire, perché hai un errore del 40%.
Molti slicer ti permettono di impostare un offset per lo zero del piano, per cui se tari lo zero a filo con 0,10 di altezza se sei consistente nella misura del piano, e poi giochi con il valore dell'oofset dello slicer riesci a compensare e stabilire bene lo schiacciamento del primo layer per garantire una buona adesione.
Se il filamento che estrudi sopra il primo layer si tira destro il primo layer hai sicuramente un problema di adesione, oppure anche un problema di raffreddamento del layer, se la parte sotto è ancora calda, oppure il nuovo filamento fonde quello vecchio, se è un problema di temperatura, (cioè la parte estrusa nel layer precedente non è abbastanza fredda), ci sono varie possibilità:
1) aumentare il raffreddamento del pezzo, se e fattibile e compatibile con il tipo di filamento che usi
2) ridurre la velocità di stampa, che però è un'arma a doppio taglio, perché se è vero che dai tempo alla "piccola zona problematica" di raffreddarsi, è anche vero che se l'ugello caldo rimane più a lungo nelle vicinanze del piano e del pezzo problematico questo si scalda di più.
3) aggiungere un secondo pezzo da stamper oppure una "torre sacrificale" magari anche lontano dal perimetro del pezzo principale, cioè allungare il tempo che intercorre tra le due passata sul quel punto e permettere il raffreddamento della "zona problematica"
4) migliorare l'adesione magari con lacche, superfici di stampa tecniche, o mezzi più artigianali (del vinavil allungato con poca acqua, oppure la colla in stick sul piano riscaldato, possono essere delle alternative poco costose ma efficaci).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
in teoria il diametro dell'ugello ti da una misura minima del "spessore minimo della parete", in genere il diametro minimo sarà maggiore del diametro dell'ugello, vado a memoria per un ugello di diametro 0.4 mm dovresti avere uno spessore estruso tra 0.44 e 0.48. sulla larghezza il sistema cerca di sovrapporre le estrusioni per avere anche tra una estrusione adiacente e l'altra una sovrapposione nella parte tonda in modo da avere una buona adesione.
Quindi il diametro delle pareti in pratica dipende anche dal diametro del tuo ugello e da alcune impostazioni dello slicer, (ad esempio nel sito di slic3r ci sono buone introduzioni teoriche sul modo in cui viene estruso il pezzo, sia ad esempio sul problema del "diametro dei fori".
Queste particolarità vanno tenute presenti anche in fase di progettazione del pezzo, infatti alcuni software parametrici ti chiedono a questo proposito il diametro dell'ugello per calcolare in modo corretto il modello 3D da trasformare in file STL)
La taratura dell'altezza del piano deve essere corretta, il "mi sembra che abbia il giusto attrito", è molto spannometrica.
Un foglio di carta A4 con grammatura 80 g/m2 in genere è alto 0,10 mm (un decimo o dieci centesimi di millimetro, come preferisci), se non forza il tuo ugello è a 0,10 dal piano.
Io uso dei fogli di "similoro" (fogli di ottone con spessori da 0,05 mm a 1,0 mm che si trovano in una buona utensileria meccanica) in genere 0,10 e 0,20 vanno bene, in alternativa un buon calibro digitale di permetterà di ottenere ottimi spessori usando le lattine di birra o di bibite che hanno spessori che vanno dagli 0,08 a 0,12 mm (io li uso molto per spessorare in modo preciso), al limite la carta di alluminio da cucina in genere può andare da 0,01 a 0,04 ma per l'uso come "spessimetro" va poco bene perchè si piega e si rompe facilmente, uno spessimetro da meccanico in genere lo trovi da 0,05 a 0,50 nelle versioni più ridotte a quella da 0,05 a 1.00 nella versione più comune (erano molto usate dai meccanici per auto per tarare le valvole senza autoregolazione e lo spessore delle candele), sono fatti in acciaio e in genere resistono bene allìusura, e non dovrebbero costare fortune.
Se nella procedura di tarartura lo spessore forza troppo, le molle del piano o l'elasticità del fissaggio o il folgio stesso e il tuo teorico 0,10 magari ti diventa 0,06 e le misure vanno a farsi benedire, perché hai un errore del 40%.
Molti slicer ti permettono di impostare un offset per lo zero del piano, per cui se tari lo zero a filo con 0,10 di altezza se sei consistente nella misura del piano, e poi giochi con il valore dell'oofset dello slicer riesci a compensare e stabilire bene lo schiacciamento del primo layer per garantire una buona adesione.
Se il filamento che estrudi sopra il primo layer si tira destro il primo layer hai sicuramente un problema di adesione, oppure anche un problema di raffreddamento del layer, se la parte sotto è ancora calda, oppure il nuovo filamento fonde quello vecchio, se è un problema di temperatura, (cioè la parte estrusa nel layer precedente non è abbastanza fredda), ci sono varie possibilità:
1) aumentare il raffreddamento del pezzo, se e fattibile e compatibile con il tipo di filamento che usi
2) ridurre la velocità di stampa, che però è un'arma a doppio taglio, perché se è vero che dai tempo alla "piccola zona problematica" di raffreddarsi, è anche vero che se l'ugello caldo rimane più a lungo nelle vicinanze del piano e del pezzo problematico questo si scalda di più.
3) aggiungere un secondo pezzo da stamper oppure una "torre sacrificale" magari anche lontano dal perimetro del pezzo principale, cioè allungare il tempo che intercorre tra le due passata sul quel punto e permettere il raffreddamento della "zona problematica"
4) migliorare l'adesione magari con lacche, superfici di stampa tecniche, o mezzi più artigianali (del vinavil allungato con poca acqua, oppure la colla in stick sul piano riscaldato, possono essere delle alternative poco costose ma efficaci).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Angoli imprecisi e bordo irregolare January 16, 2020 08:14PM |
Registered: 9 years ago Posts: 111 |
Ciao e grazie anche a te Onekk per i consigli.
Scusate per il ritardo, provo a rispondere a tutti.
Per quanto riguarda il mio "mi sembra che abbia il giusto attrito", l'ho scritto perchè il livellamento che ho eseguito è quello più comune, fatto con il figlio di cartoncino (ho misurato con il calibro digitale e lo spessore del foglio è 0.10mm), e quindi l'attrito che sento del foglio con l'ugello per me è giusto, ma non so se è oggettivamente giusto.
Apparte questo, sarebbe utilissimo il fatto di poter settare l'offset per Z da slicer, soprattutto perchè con il firmware che ho ora (quello fornito dal produttore) non riesco a settare quasi nulla. Ora cerco se c'è un'impostazione su Cura che permette di impostare l'offset.
Per quanto riguarda il consiglio che mi aveva dato MagoKimbra, ho fatto il test dell'estrusore, facendo estrudere 80mm e li ha estrusi correttamente (ho segnato con un pennarello 80mm sul filo e si è fermato esattamente sul punto segnato).
Ora vi aggiorno sui vari aggiustamenti e prove che ho fatto in questi giorni:
- Test 1: Prima di tutto ho eseguito nuovamente il livellamento, in seguito ho provato a stampare il pezzo che mi aveva creato problemi precedentemente, ottimizzato dal produttore (mi aveva chiesto di inviargli il file stl e me lo ha rimandato cambiando alcune impostazioni, per fare il test), ma il risultato non è stato ugualmente buono, ho avuto gli stessi problemi. Vi allego le foto del primo test (test1_1 e test1_2)
- Test 2: Poi, visto che intanto l'avevo acquistato, ho provato a sostituire l'ugello con uno nuovo in ottone placcato nichel. Il produttore di questo ugello consigliava una ritrazione di massimo 2mm con velocità a 20mm, allora ho impostato i valori consigliati, eseguito di nuovo il livellamento e provato a stampare nuovamente il pezzo e il risultato un po' è migliorato, almeno la stampa non ha fallito (l'ho stoppata io questa volta, per farvi vedere il risultato). Certo ci sono sempre quelle che io chiamo "sbavature", pero' l'adesione al piano è stata senz'altro migliore. (test2_1 e test2_2)
- Test 3: Siccome quel pezzo, con le impostazioni correnti, ci metteva circa 3 ore per stamparlo e non avevo tutto quel tempo per seguire anche visivamente il processo, ho stampato un pezzo con un tempo di stampa minore. Essendo quest'ultimo un pezzo lungo, ho potuto testare anche l'adesione in tutto il piatto. Durante la stampa non ho notato problemi, il filamento veniva steso bene in tutte le parti del piano e il risultato mi soddisfa (eccetto quella imperfezione su una parete che ho cerchiato in rosso sulla foto test3_1).
Rimane solo il problema relativo al Test 2...secondo voi è un problema ancora di adesione al piano di stampa? i valori di ritrazioni impostati, possono andare bene, vedendo le foto allegate? Mi consigliate di eseguire un altro livellamento?
Grazie ancora a tutti per l'aiuto, in confronto alle prime stampe, secondo me già si vede un primo miglioramento
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
Scusate per il ritardo, provo a rispondere a tutti.
Per quanto riguarda il mio "mi sembra che abbia il giusto attrito", l'ho scritto perchè il livellamento che ho eseguito è quello più comune, fatto con il figlio di cartoncino (ho misurato con il calibro digitale e lo spessore del foglio è 0.10mm), e quindi l'attrito che sento del foglio con l'ugello per me è giusto, ma non so se è oggettivamente giusto.
Apparte questo, sarebbe utilissimo il fatto di poter settare l'offset per Z da slicer, soprattutto perchè con il firmware che ho ora (quello fornito dal produttore) non riesco a settare quasi nulla. Ora cerco se c'è un'impostazione su Cura che permette di impostare l'offset.
Per quanto riguarda il consiglio che mi aveva dato MagoKimbra, ho fatto il test dell'estrusore, facendo estrudere 80mm e li ha estrusi correttamente (ho segnato con un pennarello 80mm sul filo e si è fermato esattamente sul punto segnato).
Ora vi aggiorno sui vari aggiustamenti e prove che ho fatto in questi giorni:
- Test 1: Prima di tutto ho eseguito nuovamente il livellamento, in seguito ho provato a stampare il pezzo che mi aveva creato problemi precedentemente, ottimizzato dal produttore (mi aveva chiesto di inviargli il file stl e me lo ha rimandato cambiando alcune impostazioni, per fare il test), ma il risultato non è stato ugualmente buono, ho avuto gli stessi problemi. Vi allego le foto del primo test (test1_1 e test1_2)
- Test 2: Poi, visto che intanto l'avevo acquistato, ho provato a sostituire l'ugello con uno nuovo in ottone placcato nichel. Il produttore di questo ugello consigliava una ritrazione di massimo 2mm con velocità a 20mm, allora ho impostato i valori consigliati, eseguito di nuovo il livellamento e provato a stampare nuovamente il pezzo e il risultato un po' è migliorato, almeno la stampa non ha fallito (l'ho stoppata io questa volta, per farvi vedere il risultato). Certo ci sono sempre quelle che io chiamo "sbavature", pero' l'adesione al piano è stata senz'altro migliore. (test2_1 e test2_2)
- Test 3: Siccome quel pezzo, con le impostazioni correnti, ci metteva circa 3 ore per stamparlo e non avevo tutto quel tempo per seguire anche visivamente il processo, ho stampato un pezzo con un tempo di stampa minore. Essendo quest'ultimo un pezzo lungo, ho potuto testare anche l'adesione in tutto il piatto. Durante la stampa non ho notato problemi, il filamento veniva steso bene in tutte le parti del piano e il risultato mi soddisfa (eccetto quella imperfezione su una parete che ho cerchiato in rosso sulla foto test3_1).
Rimane solo il problema relativo al Test 2...secondo voi è un problema ancora di adesione al piano di stampa? i valori di ritrazioni impostati, possono andare bene, vedendo le foto allegate? Mi consigliate di eseguire un altro livellamento?
Grazie ancora a tutti per l'aiuto, in confronto alle prime stampe, secondo me già si vede un primo miglioramento
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 17, 2020 03:33AM |
Registered: 9 years ago Posts: 3,268 |
Sinceramente non ho mai capito perchè si livella il piano a 0,1 mm. La stampante sa a quanto fare il primo layer, ma lo 0,1 aggiuntivo sballa il primo layer. Ad esempio, se si fa un layer da 0,2, per la stampante sarà 0,2, ma nella realtà saranno 0,3.
A me sembra che tu abbia comunque un problema di adesione (almeno sui primi test). Se si stampa pla con lacca su vetro a volte è molto difficile staccare il pezzo, tu hai un piano diverso, ma il pla deve attaccare bene. Il filo dovrebbe essere schiacciato leggermente sul piano, cosa che nel tuo caso nono avviene. prova a partire più basso.
I filamenti che vedi in giro sono un problema di retrazione, durante i movimenti l'hotend non dovrebbe "perdere". A meno che non sia all'interno dell'oggetto, con il combing attivo.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
A me sembra che tu abbia comunque un problema di adesione (almeno sui primi test). Se si stampa pla con lacca su vetro a volte è molto difficile staccare il pezzo, tu hai un piano diverso, ma il pla deve attaccare bene. Il filo dovrebbe essere schiacciato leggermente sul piano, cosa che nel tuo caso nono avviene. prova a partire più basso.
I filamenti che vedi in giro sono un problema di retrazione, durante i movimenti l'hotend non dovrebbe "perdere". A meno che non sia all'interno dell'oggetto, con il combing attivo.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 17, 2020 06:09AM |
Registered: 10 years ago Posts: 6,409 |
Infatti come dice bilanciamist, non deve essere a 0,1 ma a 0 o pochissimo di più, diciamo il foglio di carta di 0,05 può andare bene, ma non di più altrimenti con un primo layer di 0,2 o come si fa di solito di 0,3 ti ritrovi a 0,4 e quindi alto ed è normale con non aderisce bene...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Angoli imprecisi e bordo irregolare January 17, 2020 07:27AM |
Registered: 9 years ago Posts: 111 |
Quote
MagoKimbra
Infatti come dice bilanciamist, non deve essere a 0,1 ma a 0 o pochissimo di più, diciamo il foglio di carta di 0,05 può andare bene, ma non di più altrimenti con un primo layer di 0,2 o come si fa di solito di 0,3 ti ritrovi a 0,4 e quindi alto ed è normale con non aderisce bene...
Si, infatti io come altezza del primo layer ho settato 0.30.
Quindi allora provo a rifare il livellamento, ma questa volta invece di usare il cartoncino da 0.10, uso un foglio di carta normale (misuro lo spessore prima con il calibro e controllo che sia massimo 0.05) e vedo come va.
Appena fatto vi aggiorno

Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 20, 2020 02:08AM |
Registered: 9 years ago Posts: 762 |
Quote
dont_go_away
...uso un foglio di carta normale...
In tutti i Brikocenter vendono, per pochissimi euri, decentissimi spessorimetri... io personalmente quando devo livellare il piano uso la lamella da 0.05 per verificare la coplanarità negli angoli ed al centro, poi "chiedo" d LCD Z0.2, verifico con la lama 0.2mm e se non è perfetta aggiusto la vite dell'endostpo Z fino a che è perfetta.
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: Angoli imprecisi e bordo irregolare January 21, 2020 12:32PM |
Registered: 6 years ago Posts: 1,059 |
Si livella a 0.1 mm perché in genere è lo spessore del foglio da 80g/m2 comunemente usato per le stampanti e le fotocopiatrici, al limite si muisura con un calibro centesimale o un calibro digitale, strumento che accanto alla serie di spessimetri sarebbe bene avere nella cassetta degli attrezzi, con al massimo 30 euro li trovi in giro e possono far risparmiare ben più di quella cifra, dato che possono essere usati anche per misurare il diametro del filamento estruso e il diametro del filamento nuovo, che sono fattori di non secondaria importanza nella taratura della stampante.
Poi possiamo farci sopra la filosofia che vogliamo, ma alcune misure precise e un pochino di cervello fanno molto di più che ore e ore di video su youtube o di giorni di discussioni, prove ed ipotesi.
Agli strumenti aggiungerei una squadra e un righello da 50cm in acciaio da meccanico, con quelli ti levi proprio da tutti i guai perché puoi provare anche la planeicità dei piani usando la squadra e lo spessimetro sulle diagonali del piano.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Poi possiamo farci sopra la filosofia che vogliamo, ma alcune misure precise e un pochino di cervello fanno molto di più che ore e ore di video su youtube o di giorni di discussioni, prove ed ipotesi.
Agli strumenti aggiungerei una squadra e un righello da 50cm in acciaio da meccanico, con quelli ti levi proprio da tutti i guai perché puoi provare anche la planeicità dei piani usando la squadra e lo spessimetro sulle diagonali del piano.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Angoli imprecisi e bordo irregolare January 22, 2020 03:47AM |
Registered: 9 years ago Posts: 3,268 |
Quote
onekk
Si livella a 0.1 mm perché in genere è lo spessore del foglio da 80g/m2 comunemente usato per le stampanti e le fotocopiatrici
Ma che vuol dire? Non è una questione di che cosa si usa per livellare il piano, è il concetto di fondo che è sbagliato. Secondo me è semplicemente un errore che fanno tutti perchè "si è sempre fatto così" e in pochi si sono fermati a ragionarci sopra.
È nello slicer che si decide il primo layer della stampante, in teoria l'ugello a livello di home di Z dovrebbe essere appoggiato sul piano. Se proprio non si ha un piano perfettamente liscio, allora si setta un primo layer più corposo dallo slicer per compensare, ma se si livella con 0,1 e il primo layer è 0,2 la stampante estruderà come un layer da 0,2 ma in realtà il layer sarà il 33% più alto. Non è un differenza di poco, e quindi il layer non attaccherà come dovrebbe.
Se poi si usa un foglio da 80gr piegato in quattro come letto in alcune guide, allora apriti cielo...
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 23, 2020 11:59AM |
Registered: 6 years ago Posts: 1,059 |
Non vedo l'errore di fondo, se setto un "gap" costante sul piano a 0,1 mm l'unico problema che posso avere è se decido di stampare con un'altezza del layer inferiore a 0,1 mm (cosa leggitima in quanto alcuni stampano con 0.05mm di "layer height").
Quando livelli con un sensore di livello è la stessa cosa, il tuo Z probe non è mica lo Z dell'ugello, poi dando l'offset Z rispetto all'ugello lo slicer ne tiene conto e ti calcola tutto quello che vuoi.
In genere il perché si livella a 0,1 mm è più un problema di "tradizione" e di comodità (spessore del foglio di carta), che altro, al limite se hai il piano perfetto puoi anche livellare a 0, però poi se si stara sicuramente l'ugello toccherà il piano e coma fai a vedere se tocca, diciamo di 0.02 o 0.03 mm, ammesso che poi tu riesca a misurare quello spessore, (per inciso un foglio di alluminio per cucina di qualità standard sei vicino a quegli spessori).
Una volta livellato a 0,10 mm poi dici allo slicer ti tenere conto che lo Z 0 della stampante è invece Z +0.1 e lui fa i calcoli al posto tuo.
Ad esempio MaK4duo ti permette di stampare anche a Z negativo perché dopo il G28 non controlla più gli endstop e puoi anche premerli ed andare a sbattere sul piano se credi, ma solo in stampa, mi pare che puoi puoi attivare i soft limit che fanno il loro lavoro, il Mago lo aveva detto in un post giustificando il comportamento che testare ad ogni mossa gli endstop portava via tempo prezioso per altri calcoli del firmware.
Venendo dalla CNC lo Z0 assoluto non esiste è tutto relativo al pezzo da lavorare e poi vai sempre in Z negativo, usi le coordinate di lavoro per settare i vari XYZ a seconda del bisogno e delle configurazioni.
Poi al solito "i gusti non si discutono".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Quando livelli con un sensore di livello è la stessa cosa, il tuo Z probe non è mica lo Z dell'ugello, poi dando l'offset Z rispetto all'ugello lo slicer ne tiene conto e ti calcola tutto quello che vuoi.
In genere il perché si livella a 0,1 mm è più un problema di "tradizione" e di comodità (spessore del foglio di carta), che altro, al limite se hai il piano perfetto puoi anche livellare a 0, però poi se si stara sicuramente l'ugello toccherà il piano e coma fai a vedere se tocca, diciamo di 0.02 o 0.03 mm, ammesso che poi tu riesca a misurare quello spessore, (per inciso un foglio di alluminio per cucina di qualità standard sei vicino a quegli spessori).
Una volta livellato a 0,10 mm poi dici allo slicer ti tenere conto che lo Z 0 della stampante è invece Z +0.1 e lui fa i calcoli al posto tuo.
Ad esempio MaK4duo ti permette di stampare anche a Z negativo perché dopo il G28 non controlla più gli endstop e puoi anche premerli ed andare a sbattere sul piano se credi, ma solo in stampa, mi pare che puoi puoi attivare i soft limit che fanno il loro lavoro, il Mago lo aveva detto in un post giustificando il comportamento che testare ad ogni mossa gli endstop portava via tempo prezioso per altri calcoli del firmware.
Venendo dalla CNC lo Z0 assoluto non esiste è tutto relativo al pezzo da lavorare e poi vai sempre in Z negativo, usi le coordinate di lavoro per settare i vari XYZ a seconda del bisogno e delle configurazioni.
Poi al solito "i gusti non si discutono".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Angoli imprecisi e bordo irregolare January 23, 2020 07:22PM |
Registered: 9 years ago Posts: 111 |
Ciao a tutti,
vi aggiorno un po' sugli ultimi sviluppi.
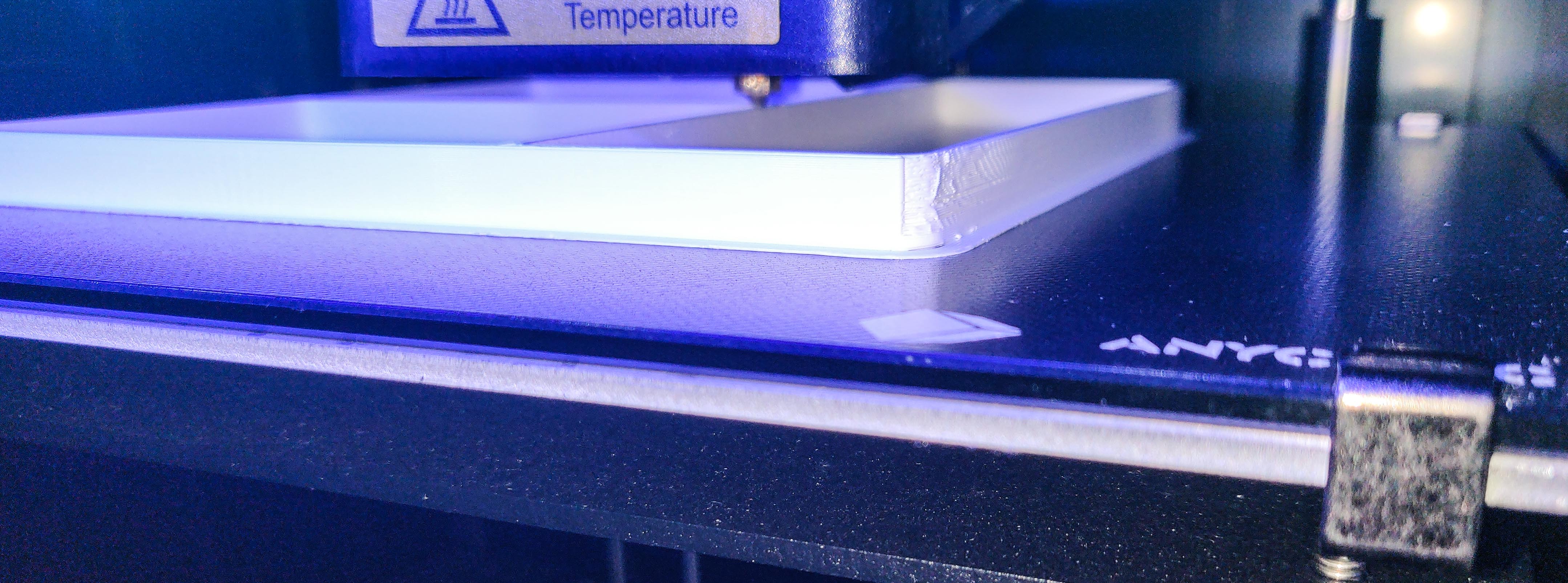
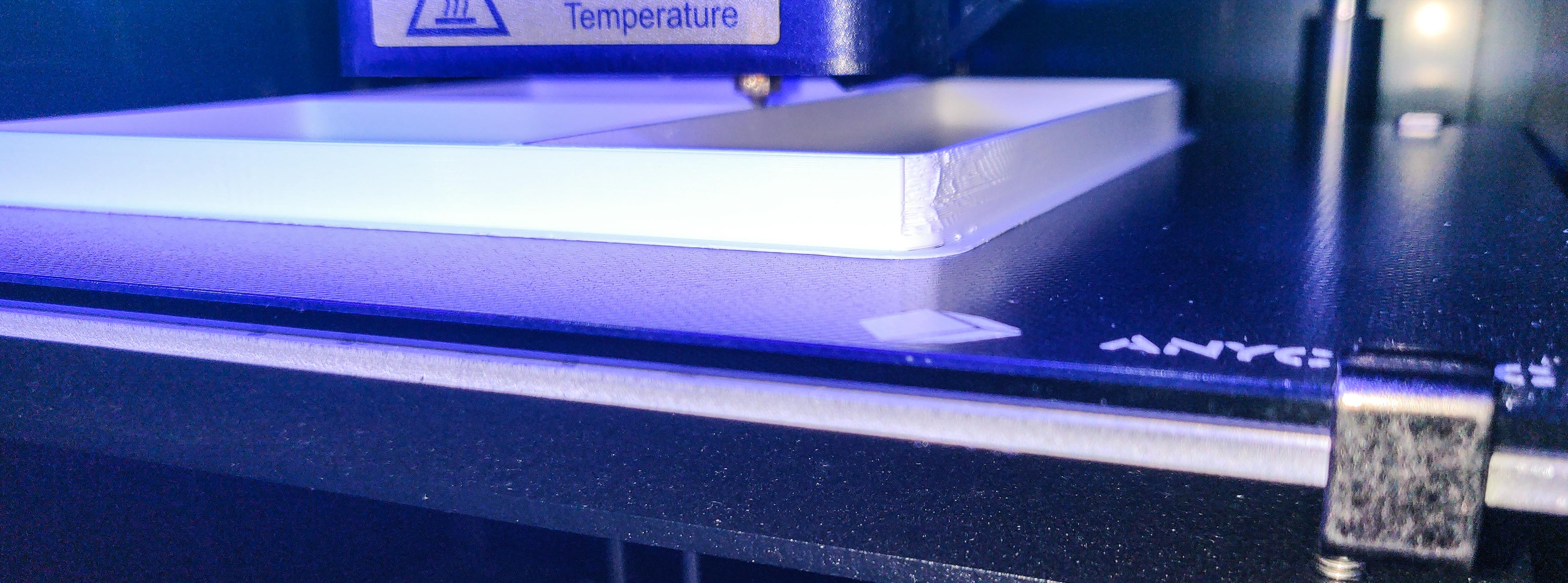
Ho livellato nuovamente usando questa volta un foglio di carta normale (di 0.08mm, questo weekend invece, avendo più tempo a disposizione acquisterò anche lo spessimetro) e ho provato a fare diversi test e stampe: ho stampato dei pezzi grandi e ampi e non ho avuto problemi di adesione, il primo layer aderiva bene e anche come dimensioni, ci siamo, tutti i pezzi combaciano ed entrano negli incastri, quindi su quell'aspetto ho notato un netto miglioramento.
Però rimangono principalmente 2 tipi di problemi, che sono riuscito ad individuare grazie ai vostri consigli:
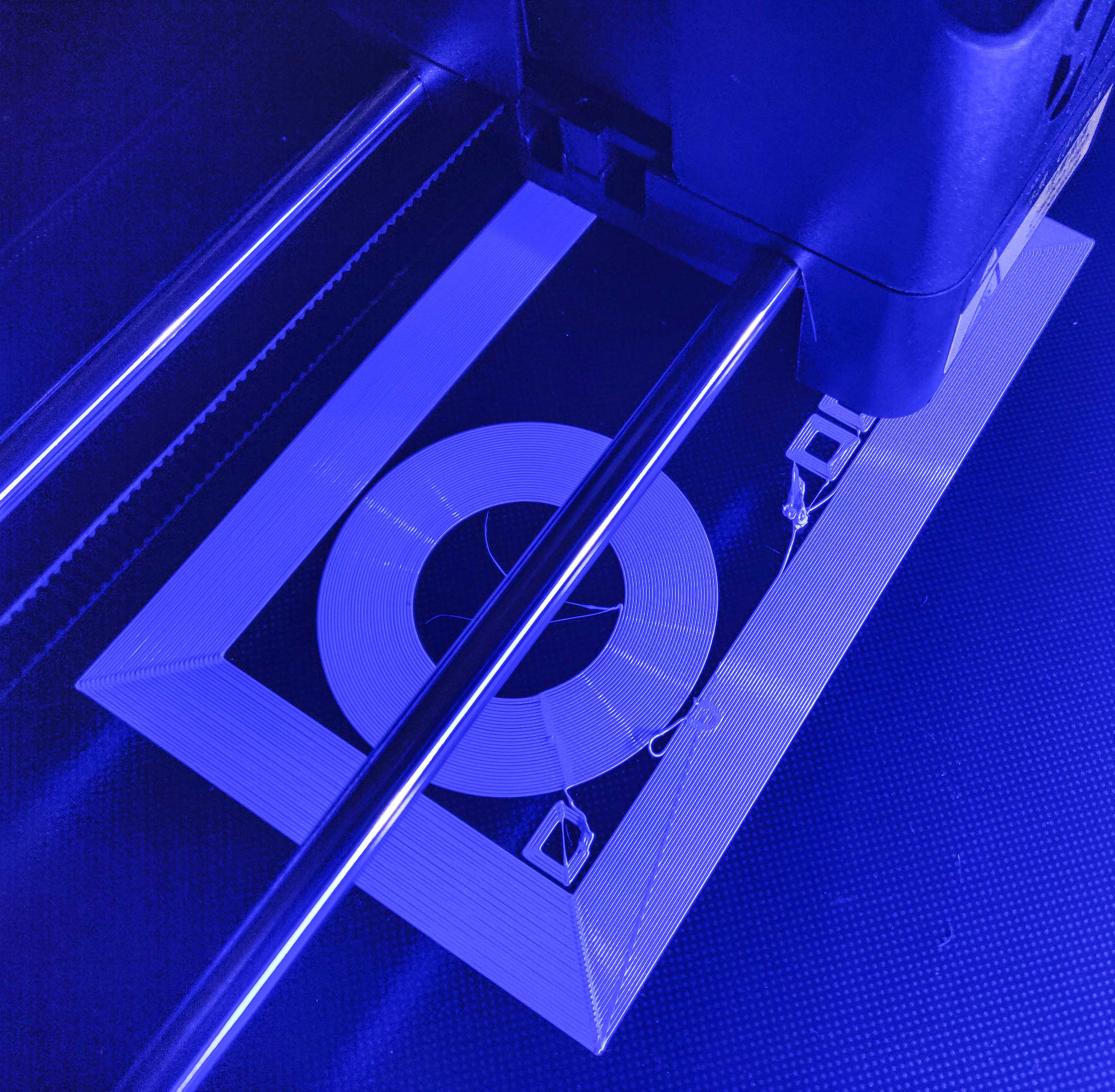
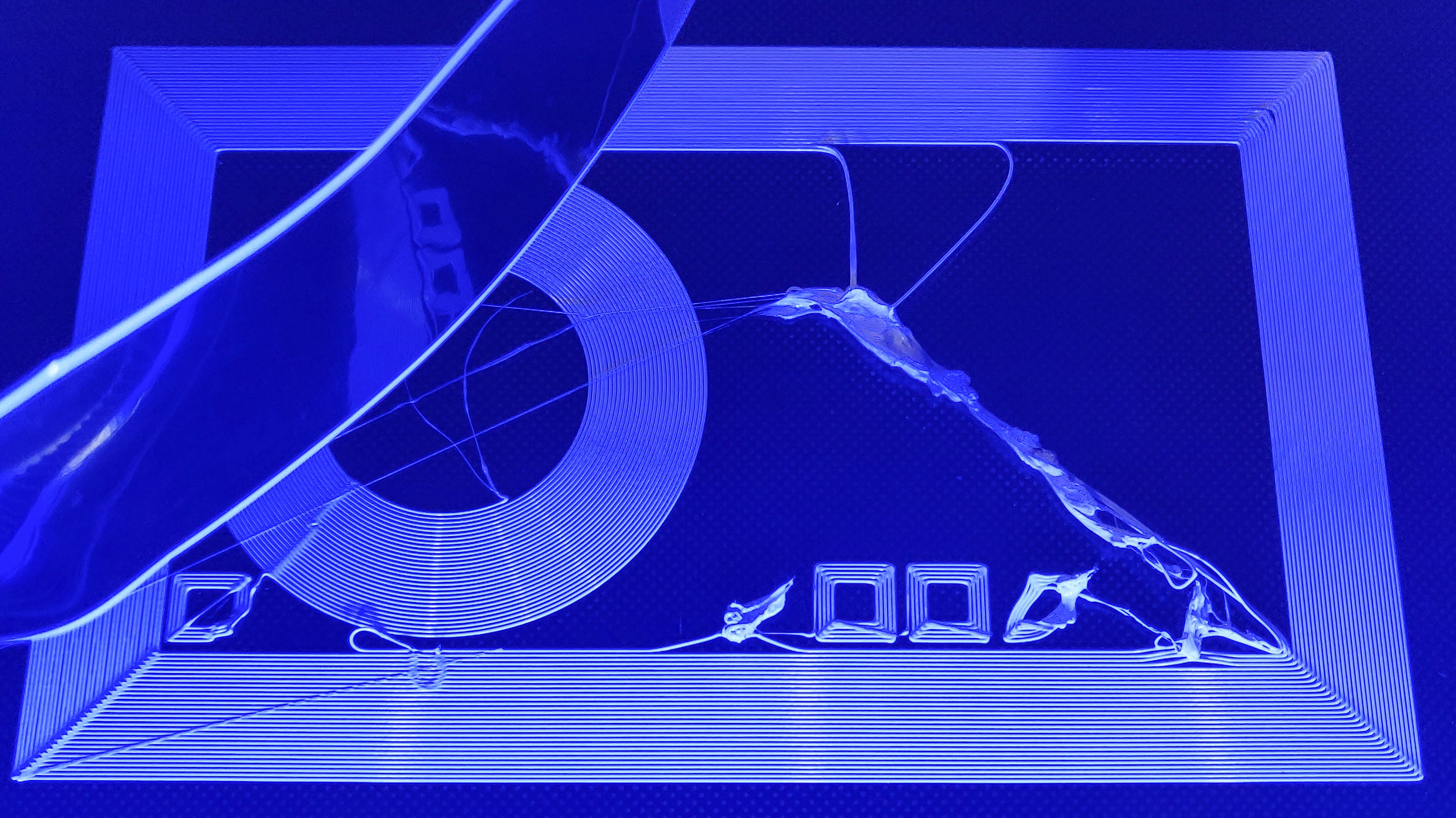
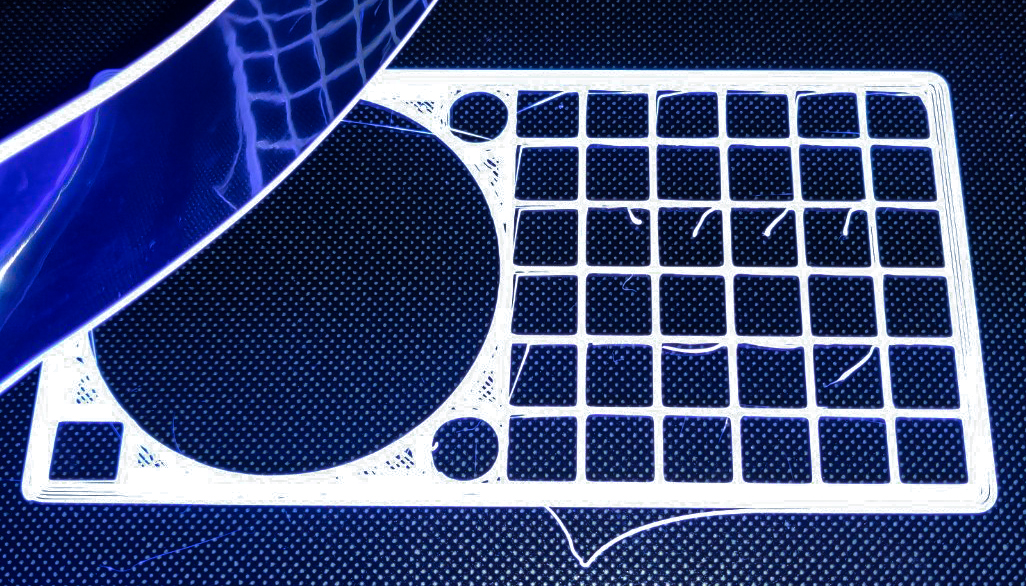
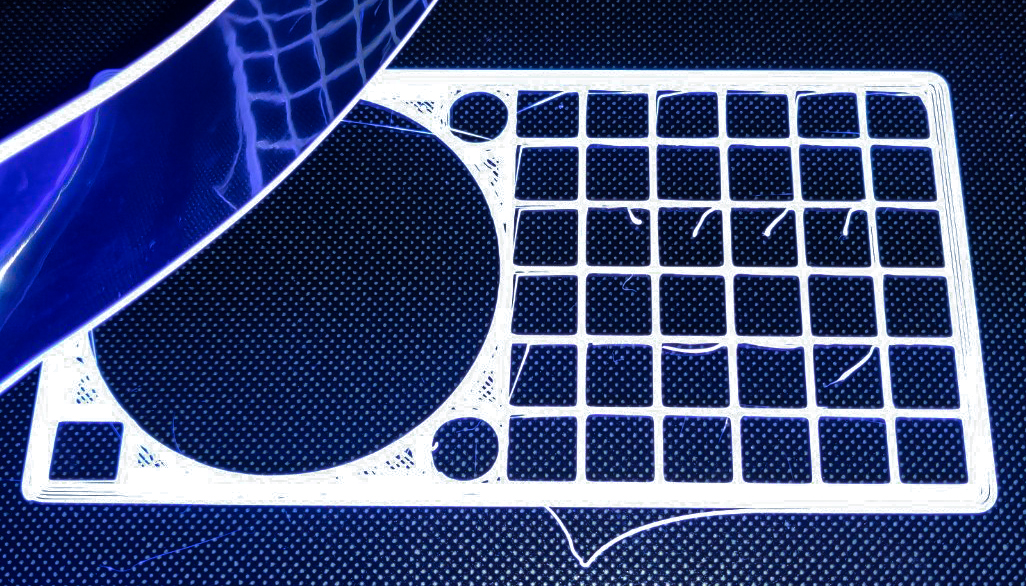
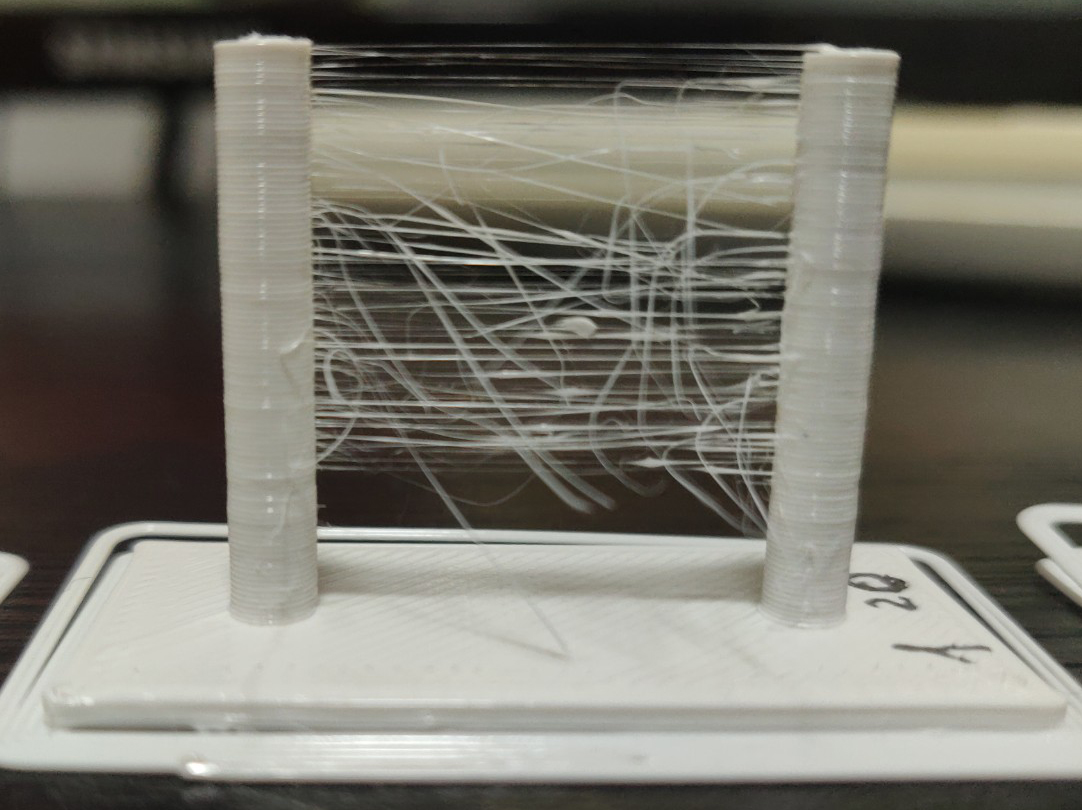
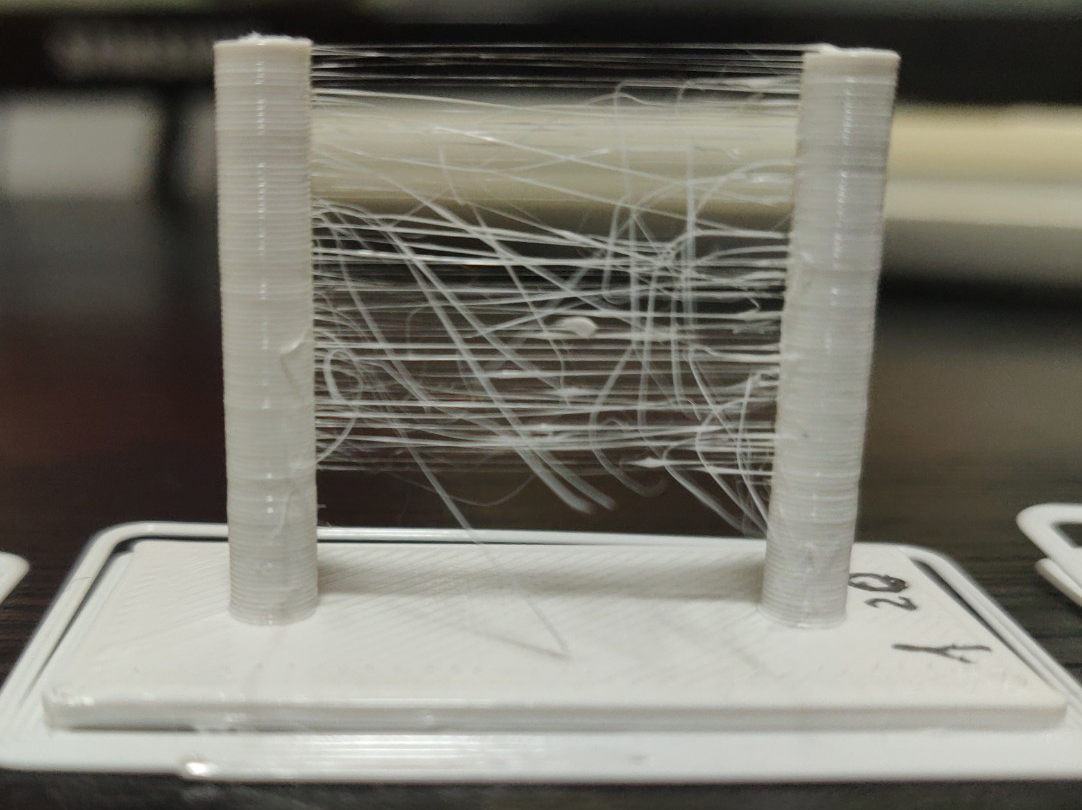
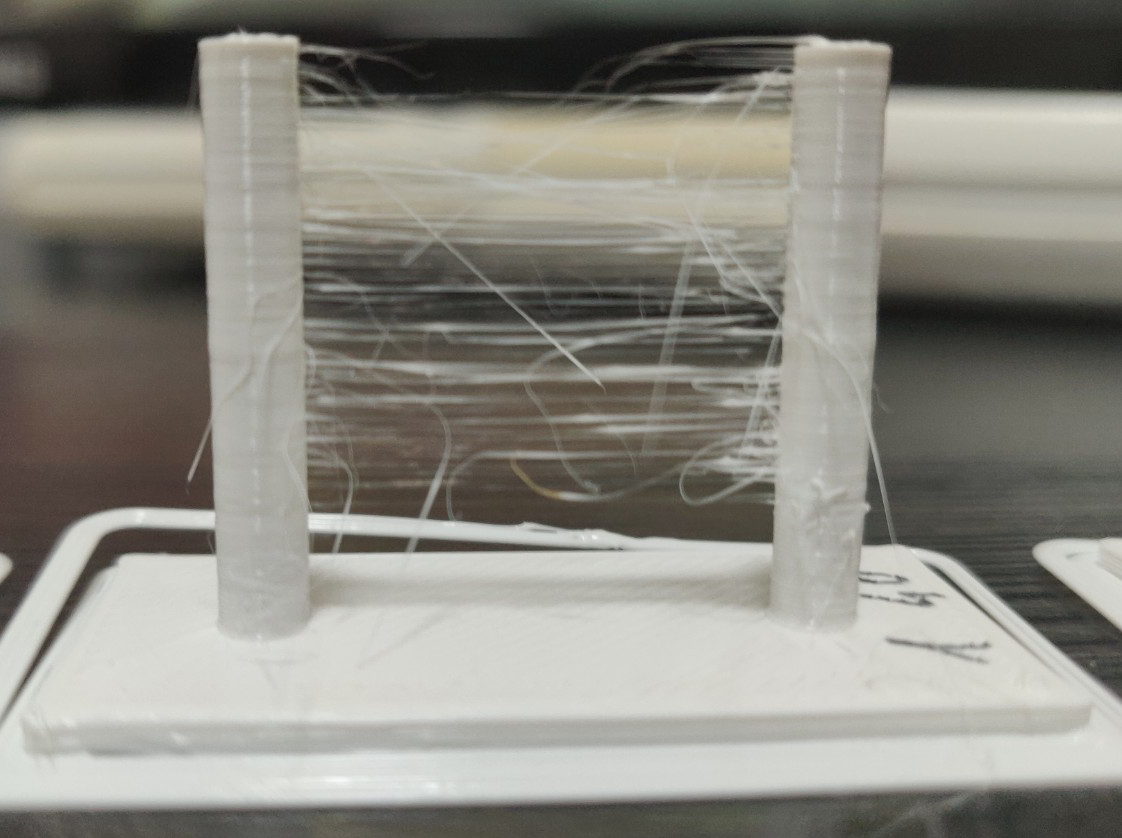
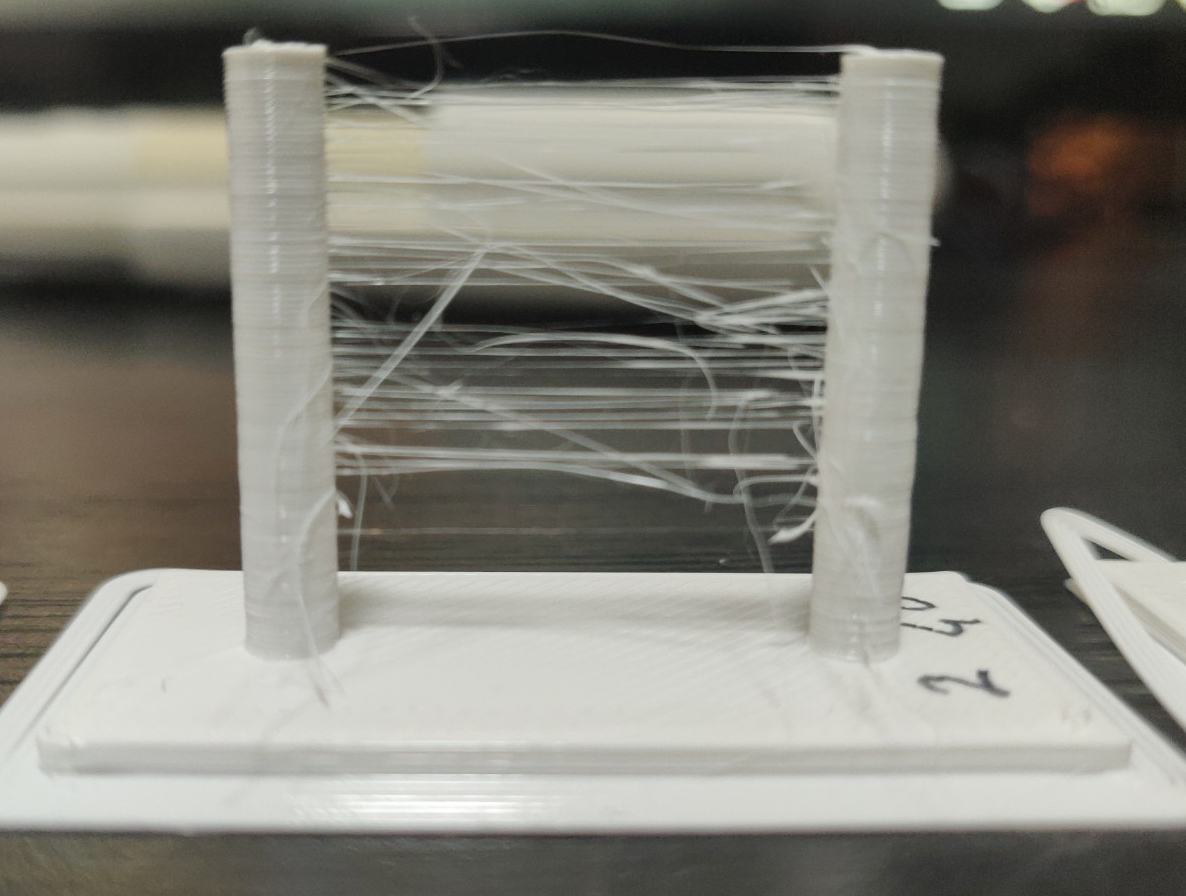
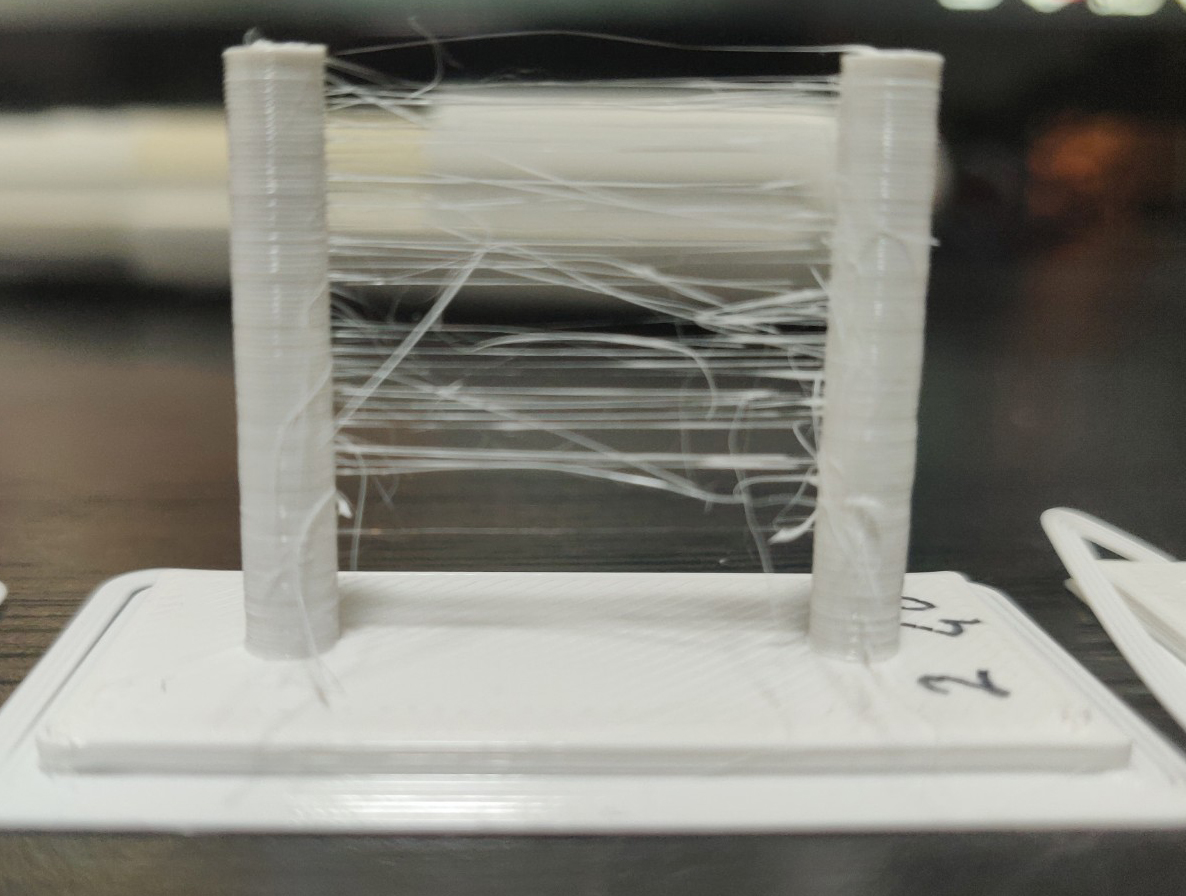
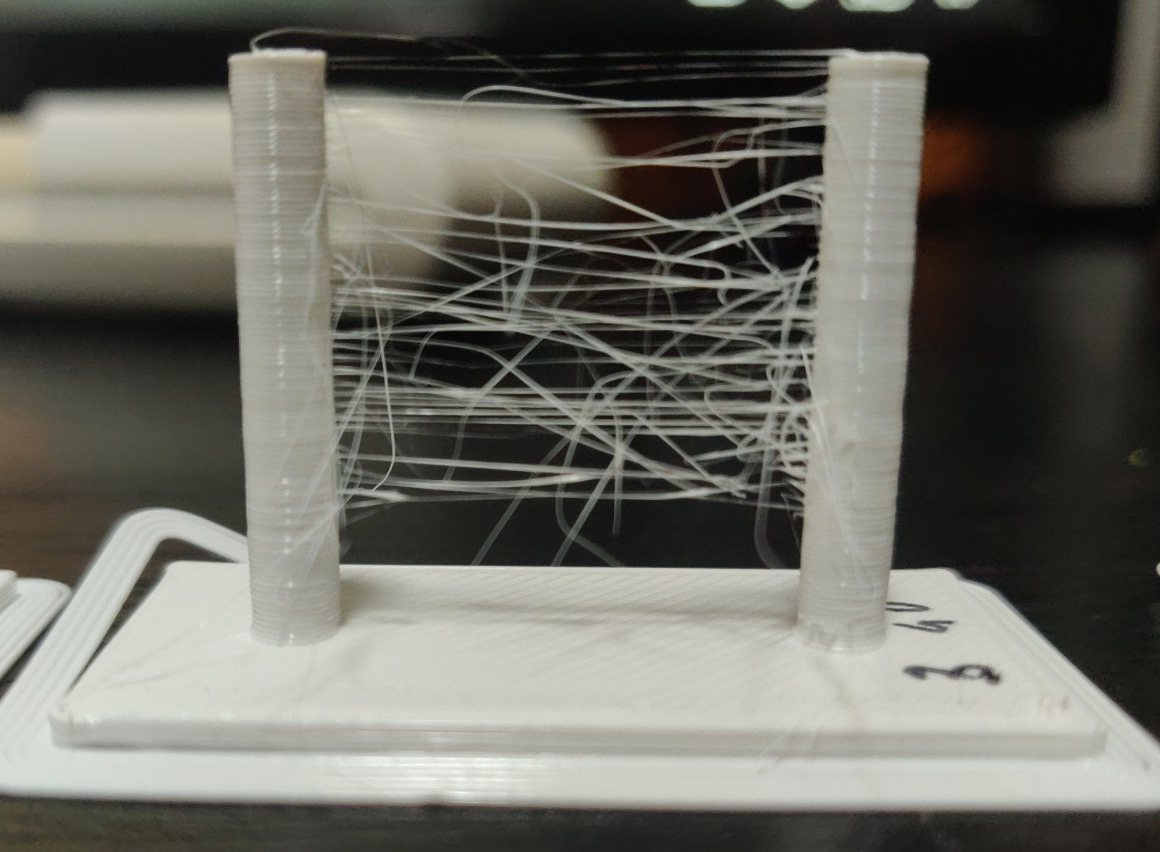
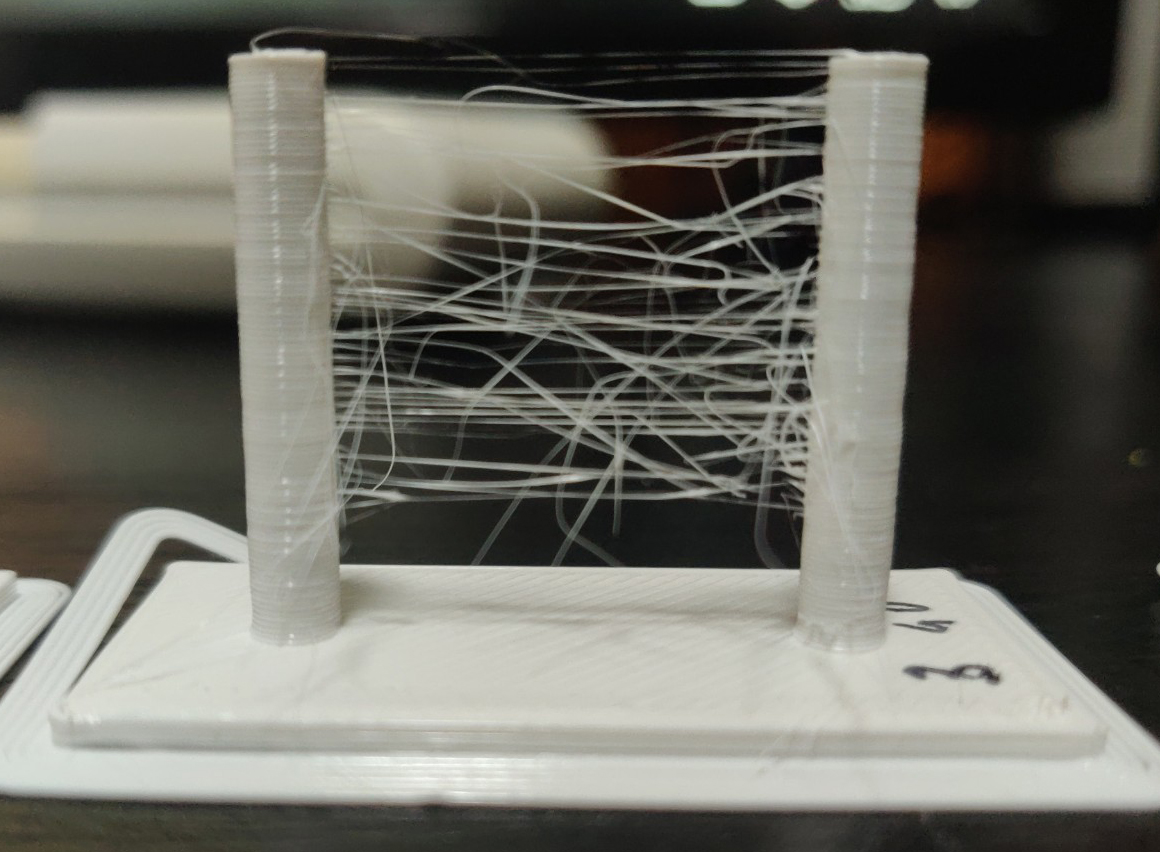
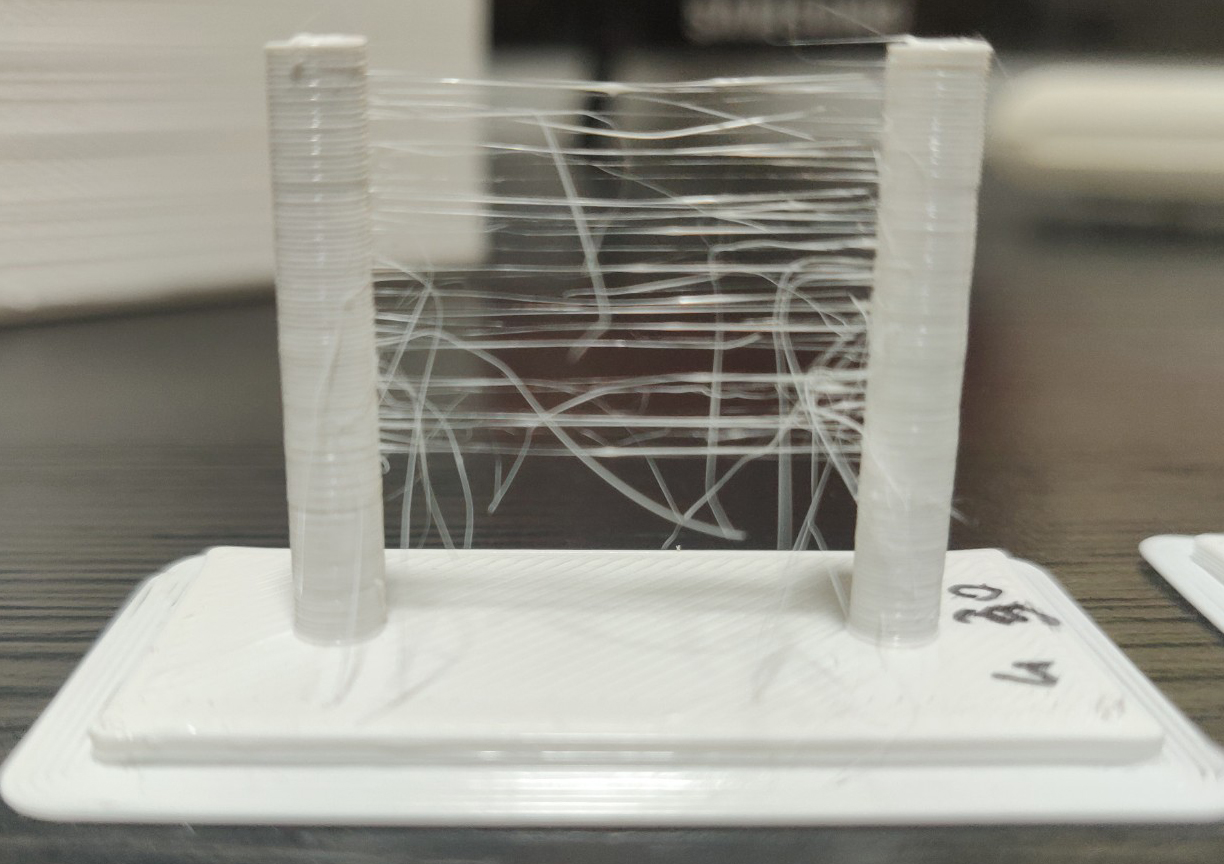
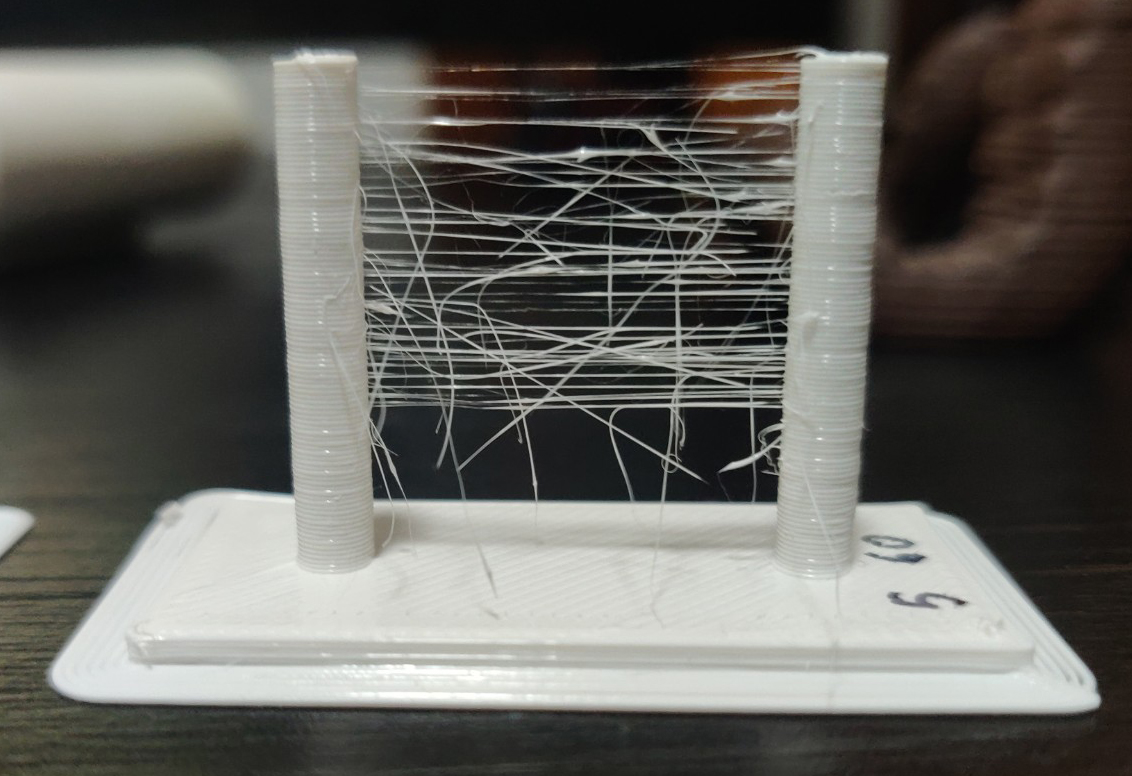
1. Problema di ritrazione, visibile dai test che vi allego. Ho provato a impostare diverse lunghezze e velocità di ritrazione, ma i risultati mi sembrano tutti molto simili e pessimi, nel dettaglio i settaggi sono:
- 1mm di ritrazione con 20mm/s di velocità di ritrazione (1-2mm di ritrazione con 20mm/s di velocità sono i settaggi consigliati dal produttore dell'ugello che ho installato)
- 1mm con 40mm/s
- 2mm con 40mm/s
- 3mm con 40mm/s
- 4mm con 30mm/s
- 5mm con 60mm/s (settaggi consigliati dalla Anycubic)
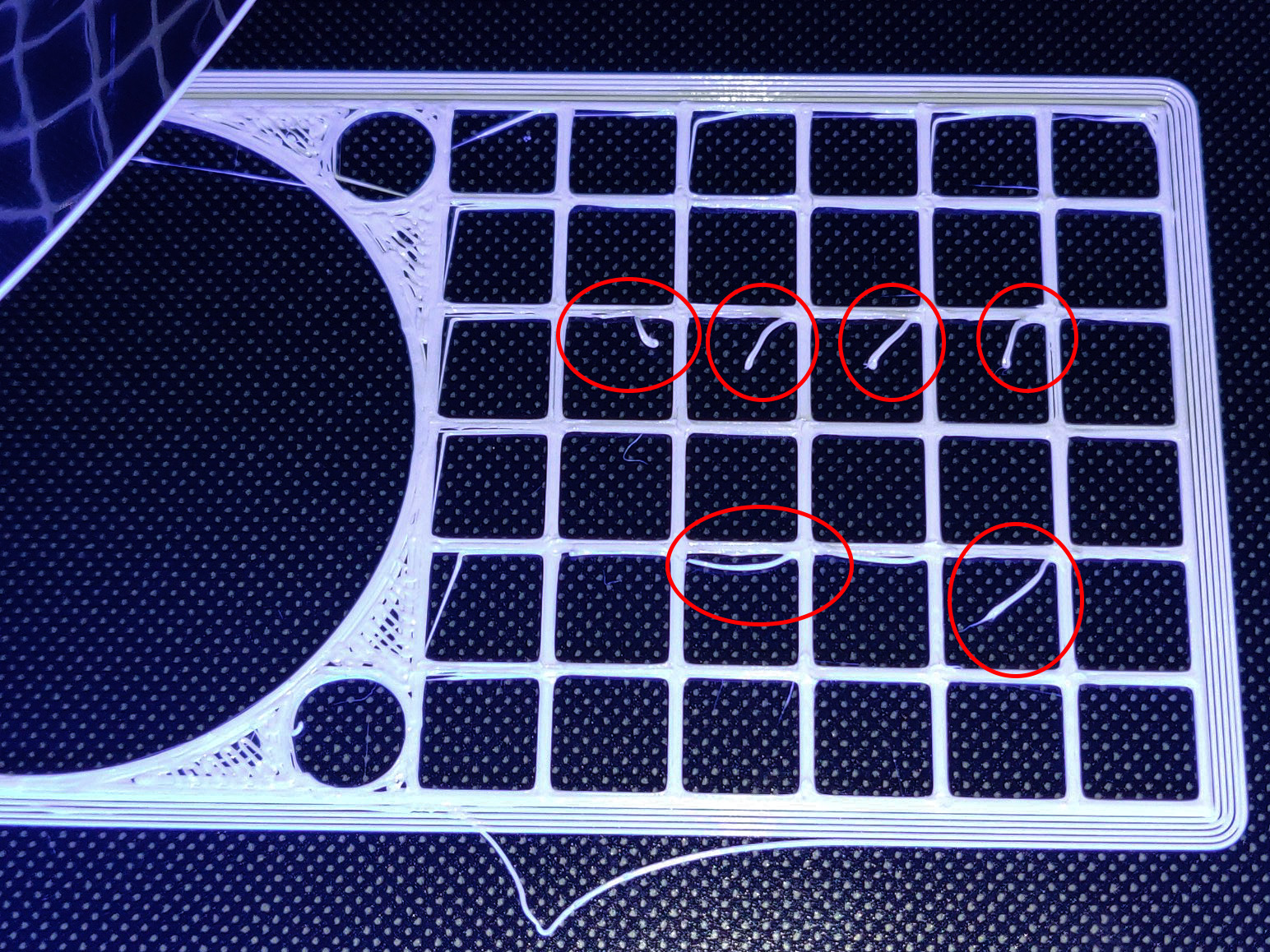
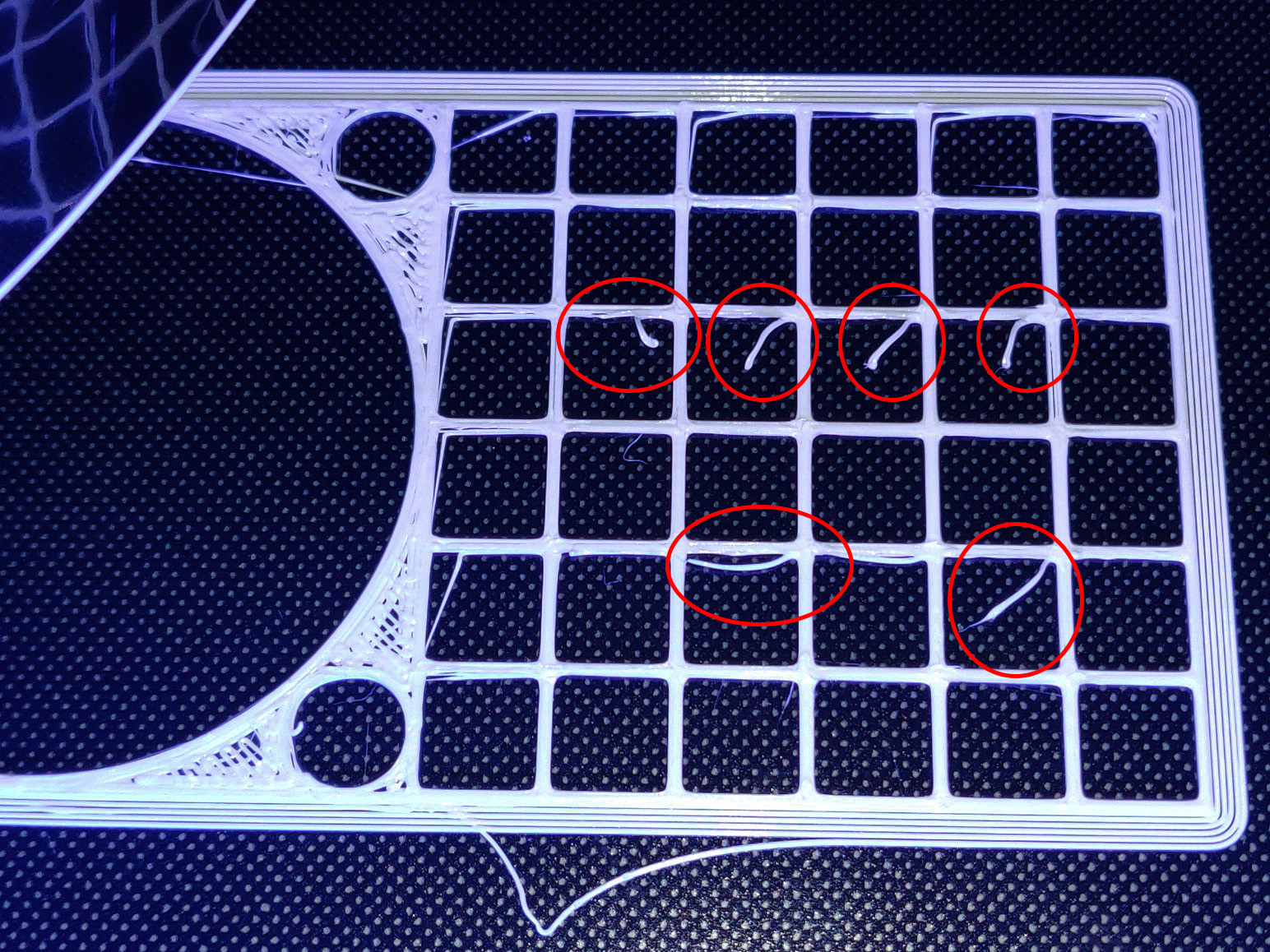
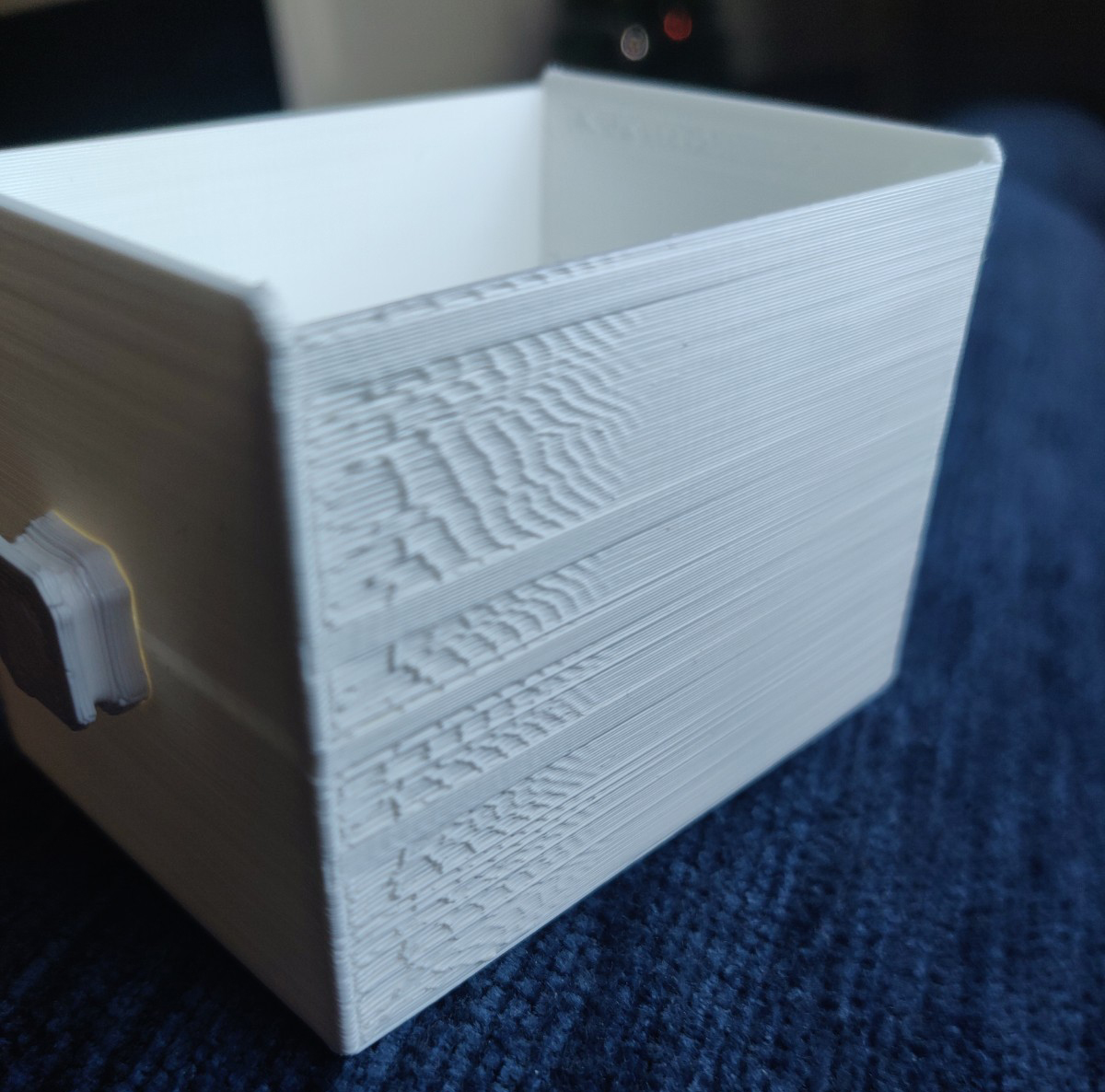
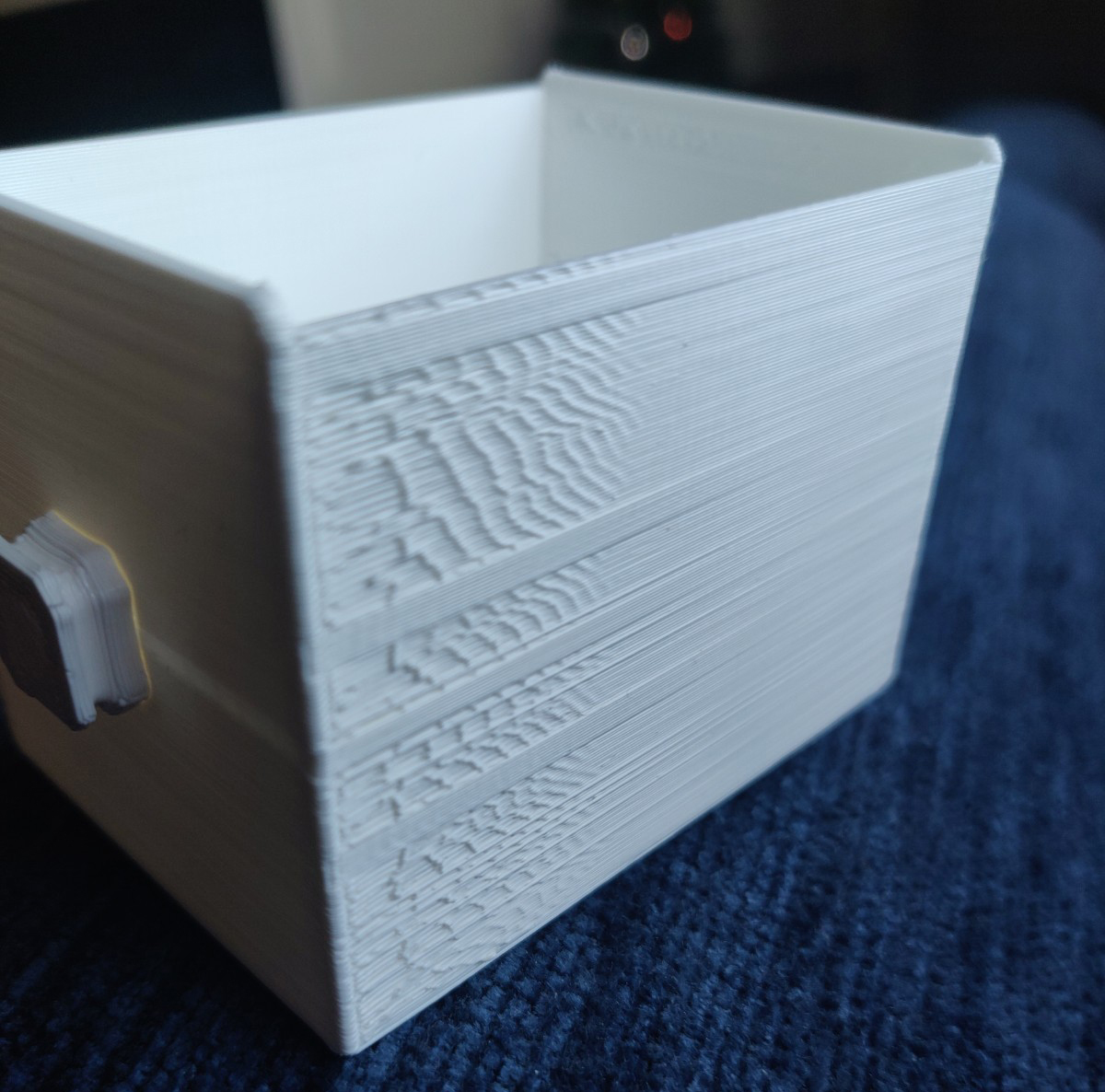
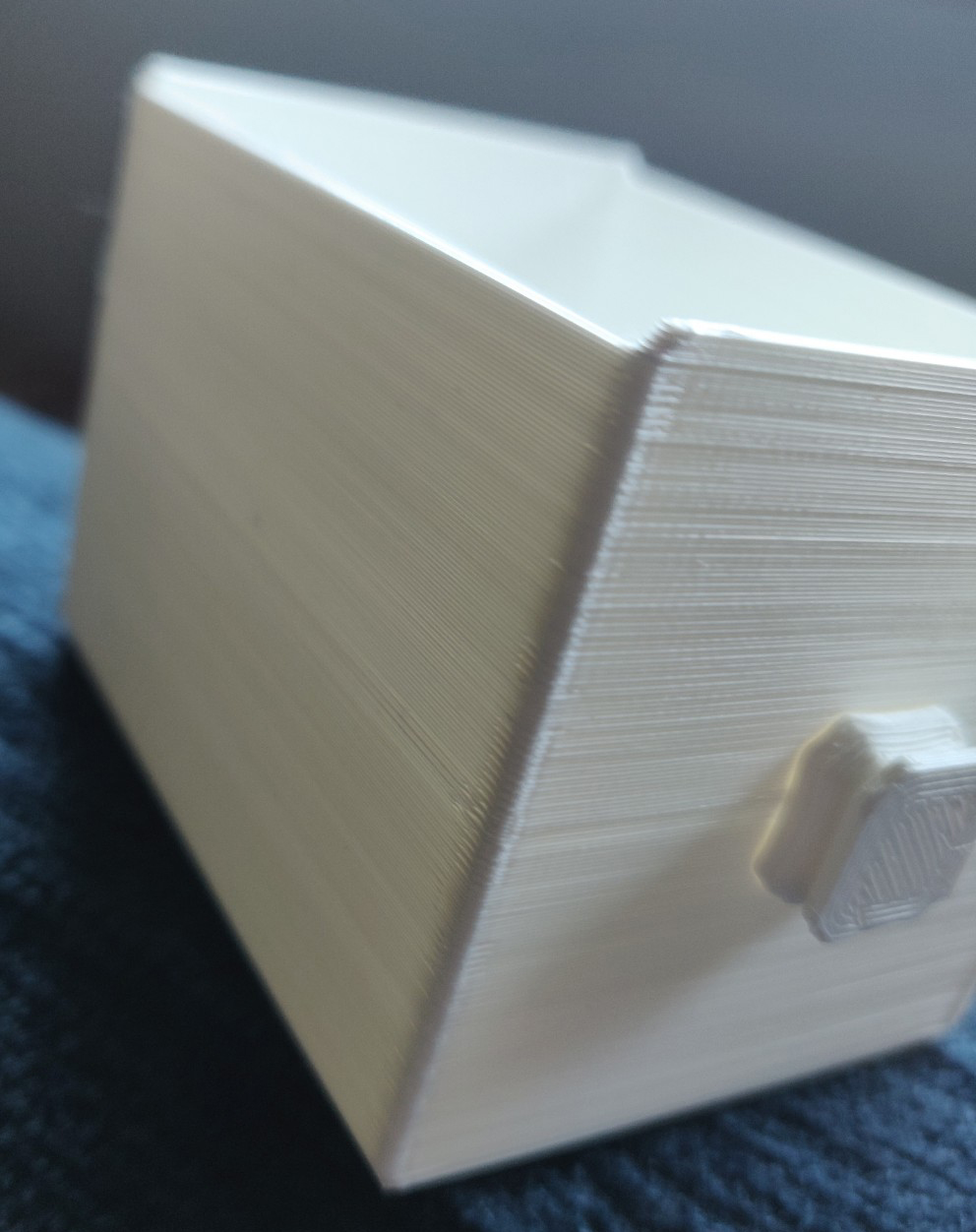
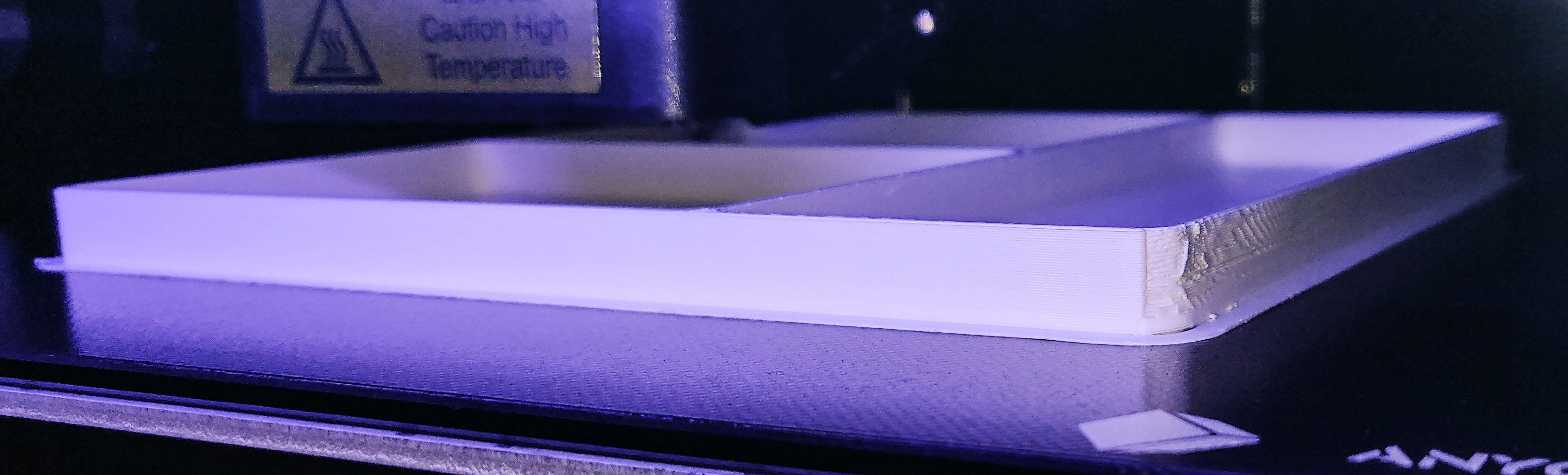
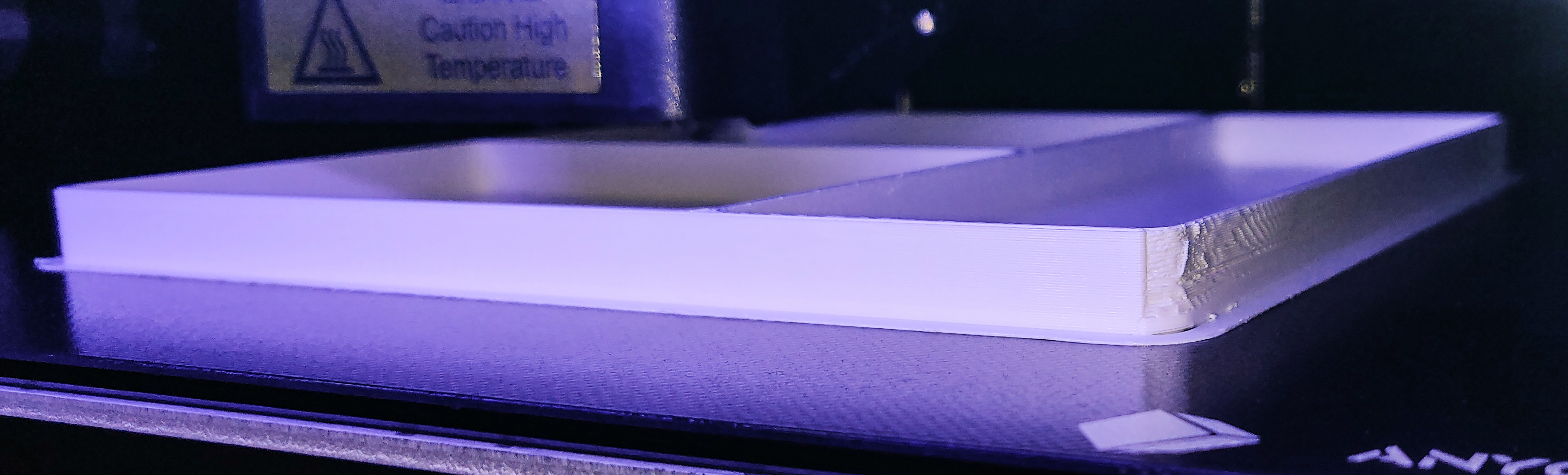
2. Ho notato che per ogni stampa che faccio la parete destra viene sempre stampata male. Se vedete le foto lo noterete chiaramente, sembra come se si facessero delle palline che vanno poi a creare quell'effetto visibilissimo sulla parete esterna. Non so se è un problema di poco filamento estruso oppure di velocità troppo alta (è impostata a 40mm/s) ma è strano che capiti solo all'inizio della parete destra, l'altra parete non ha alcun problema (potete vedere tutto questo nelle Foto1, Foto2, Foto3, Foto4). Queste stampe sono state fatte con ritrazione 2mm e velocità di ritrazione a 20mm/s.
Per quanto riguarda il primo problema, il "meno peggio" mi sembra quello stampato con 4mm di ritrazione e 30mm/s di velocità di ritrazione, ma al mio occhio sembrano tutti piu' o meno uguali. Ormai non so proprio piu' dove sbattere la testa, non so se voi potete consigliarmi qualche altra cosa da fare...
Per il secondo problema invece, secondo voi è corretta la mia analisi? Cioè è un problema di poca estrusione e/o velocità troppo alta? Nel caso lo fosse però, perchè capita solo in quella parte di tutte le stampe?
Come al solito grazie per tutto l'aiuto che mi state dando
Edited 1 time(s). Last edit at 01/23/2020 07:23PM by dont_go_away.
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
vi aggiorno un po' sugli ultimi sviluppi.
Ho livellato nuovamente usando questa volta un foglio di carta normale (di 0.08mm, questo weekend invece, avendo più tempo a disposizione acquisterò anche lo spessimetro) e ho provato a fare diversi test e stampe: ho stampato dei pezzi grandi e ampi e non ho avuto problemi di adesione, il primo layer aderiva bene e anche come dimensioni, ci siamo, tutti i pezzi combaciano ed entrano negli incastri, quindi su quell'aspetto ho notato un netto miglioramento.
Però rimangono principalmente 2 tipi di problemi, che sono riuscito ad individuare grazie ai vostri consigli:
1. Problema di ritrazione, visibile dai test che vi allego. Ho provato a impostare diverse lunghezze e velocità di ritrazione, ma i risultati mi sembrano tutti molto simili e pessimi, nel dettaglio i settaggi sono:
- 1mm di ritrazione con 20mm/s di velocità di ritrazione (1-2mm di ritrazione con 20mm/s di velocità sono i settaggi consigliati dal produttore dell'ugello che ho installato)
- 1mm con 40mm/s
- 2mm con 40mm/s
- 3mm con 40mm/s
- 4mm con 30mm/s
- 5mm con 60mm/s (settaggi consigliati dalla Anycubic)
2. Ho notato che per ogni stampa che faccio la parete destra viene sempre stampata male. Se vedete le foto lo noterete chiaramente, sembra come se si facessero delle palline che vanno poi a creare quell'effetto visibilissimo sulla parete esterna. Non so se è un problema di poco filamento estruso oppure di velocità troppo alta (è impostata a 40mm/s) ma è strano che capiti solo all'inizio della parete destra, l'altra parete non ha alcun problema (potete vedere tutto questo nelle Foto1, Foto2, Foto3, Foto4). Queste stampe sono state fatte con ritrazione 2mm e velocità di ritrazione a 20mm/s.
Per quanto riguarda il primo problema, il "meno peggio" mi sembra quello stampato con 4mm di ritrazione e 30mm/s di velocità di ritrazione, ma al mio occhio sembrano tutti piu' o meno uguali. Ormai non so proprio piu' dove sbattere la testa, non so se voi potete consigliarmi qualche altra cosa da fare...
Per il secondo problema invece, secondo voi è corretta la mia analisi? Cioè è un problema di poca estrusione e/o velocità troppo alta? Nel caso lo fosse però, perchè capita solo in quella parte di tutte le stampe?
Come al solito grazie per tutto l'aiuto che mi state dando
Edited 1 time(s). Last edit at 01/23/2020 07:23PM by dont_go_away.
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
Attachments:
open | download - 1mm_20mms.jpg (376.4 KB)
open | download - 1mm_40mms.jpg (261.1 KB)
open | download - 2mm_40mms.jpg (455.1 KB)
open | download - 3mm_40mms.jpg (460.8 KB)
open | download - 4mm_30mms.jpg (455.4 KB)
open | download - 5mm_60mms.jpg (419.8 KB)
open | download - Foto1.jpg (440.1 KB)
open | download - Foto2.jpg (311.4 KB)
open | download - Foto3.jpg (897.2 KB)
open | download - Foto4.jpg (842 KB)
open | download - 1mm_20mms.jpg (376.4 KB)
open | download - 1mm_40mms.jpg (261.1 KB)
open | download - 2mm_40mms.jpg (455.1 KB)
open | download - 3mm_40mms.jpg (460.8 KB)
open | download - 4mm_30mms.jpg (455.4 KB)
open | download - 5mm_60mms.jpg (419.8 KB)
open | download - Foto1.jpg (440.1 KB)
open | download - Foto2.jpg (311.4 KB)
open | download - Foto3.jpg (897.2 KB)
open | download - Foto4.jpg (842 KB)
|
Re: Angoli imprecisi e bordo irregolare January 24, 2020 07:11AM |
Registered: 9 years ago Posts: 3,268 |
Quote
onekk
Una volta livellato a 0,10 mm poi dici allo slicer ti tenere conto che lo Z 0 della stampante è invece Z +0.1 e lui fa i calcoli al posto tuo.
Certo, se metti uno z offset allora puoi livellare con qualunque spessore, ma quanti di quelli che livellano a 0,1 sanno anche solo che esiste lo z offset? tutte le guide che ho visto in cui è consigliato di livellare a 0,1mm non parlano mai di z offset, quindi il primo layer sarà sempre 0,1mmm più alto di quanto la stampante pensa.
@dont_go_away
una prova che potresti fare è comprare un pla di qualità migliore, perchè i test di retrazione sembrano tutti uguali, come se non avessi modificato nulla. L'effetto della foto 2 a volte lo vedo, in maniera minore, sul petg, ma mai sul pla.
La stampante ha una ventola per la stampa? è accesa al 100% (magari dopo 3-4 layer)?
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 24, 2020 02:29PM |
Registered: 9 years ago Posts: 111 |
Quote
bilanciamist
una prova che potresti fare è comprare un pla di qualità migliore, perchè i test di retrazione sembrano tutti uguali, come se non avessi modificato nulla. L'effetto della foto 2 a volte lo vedo, in maniera minore, sul petg, ma mai sul pla.
La stampante ha una ventola per la stampa? è accesa al 100% (magari dopo 3-4 layer)?
Per quanto riguarda la ritrazione, anche io non trovo alcuna differenza, se non quasi impercettibili, tra i vari test. Non so se è possibile scriverlo qui sul forum , ma hai dei filamenti buoni da consigliarmi? Io finora ho usato solo filamenti di Filoalfa e Filoprint.
Per quell'effetto strano sul lato destro dei pezzi che stampo, ti confermo la presenza della ventola ed è settata sempre al 100% per tutta la durata della stampa.
Non credi sia un problema di estrusione del filamento? Guardando la stampante in azione, mi sembra come se all'inizio di quel tratto, estrudesse dei piccoli pallini e poi inizia ad estrudere bene...infatti all'inizio la parete ha quell'effetto strano, poi risulta regolare. Quello pero' che non riesco a spiegarmi è: perchè sempre quando inizia ad estrudere la parte destra di un pezzo?
Stampante: Anycubic 4Max Pro --- Estrusore diretto --- Nozzle: 0,4 --- Software: Cura 4.4.1 --- Materiale: PLA 1,75mm
|
Re: Angoli imprecisi e bordo irregolare January 24, 2020 04:32PM |
Registered: 9 years ago Posts: 3,268 |
Filoalfa lo uso anch'io e il pla mi è sempre sembrato buono, quindi se stai usando quello va bene, pensavo ne stessi usando uno fornito con la stampante.
Tutti quei fili non dovrebbero esserci, se hai un diretto puoi provare ad aumentare la velocità di retraction finché non spariscono (se ci sono dei buchi nel pezzo hai esagerato). Controlla se quando fa la ritrazione slitta o se c'è qualche altro problema che impedisce la retrazione. La distanza di ritrazione già mi sembra alta, di solito 3mm bastano.
Puoi provare ad abbassare un po' la temperatura per rendere il materiale leggermente più viscoso.
Per il problema devi capire dove fa la ritrazione. Se stampi un pezzo vuoto, ne fa una per layer. Devi capire se il difetto lo fa ad inizio layer (quindi appena dopo una ritrazione) oppure alla fine (prima di una ritrazione).
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Tutti quei fili non dovrebbero esserci, se hai un diretto puoi provare ad aumentare la velocità di retraction finché non spariscono (se ci sono dei buchi nel pezzo hai esagerato). Controlla se quando fa la ritrazione slitta o se c'è qualche altro problema che impedisce la retrazione. La distanza di ritrazione già mi sembra alta, di solito 3mm bastano.
Puoi provare ad abbassare un po' la temperatura per rendere il materiale leggermente più viscoso.
Per il problema devi capire dove fa la ritrazione. Se stampi un pezzo vuoto, ne fa una per layer. Devi capire se il difetto lo fa ad inizio layer (quindi appena dopo una ritrazione) oppure alla fine (prima di una ritrazione).
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Angoli imprecisi e bordo irregolare January 27, 2020 12:15PM |
Registered: 6 years ago Posts: 1,059 |
X bilanciamist
Hai perfettamente ragione, però il problema è che oramai la gente vuole soluzioni fatte e pronte, magari in un video, dimenticandosi di quello che sta dietro alla stampa, e soprattutto le differenze tra valori "teorici" e valori "reali", e qui in genere questo non si spiega abbastanza, ahime ci sono poche spiegazioni teoriche in italiano, anche se sul sito di Slic3R ci sono ottime spiegazioni con figure sui concetti base della stampa 3D come l'altezza del layer e lo "schiacciamento del salsicciotto del filamento estruso" che dovrebbero essere la base per qualsiasi discussione.
ad esempio:
Errori dimensionali
La matematica del flusso (lo schiacciamento del salsicciotto))
X don't go away
In genere le palline sono causate da un eccesso di estrusione, o da una "pressione in camera" troppo alta, con conseguente fuoriuscita del filamento quando la stampa si ferma alla "cucitura del perimetro".
problema delicato da risolvere tarando in modo maniacale gli step per mm (a volte trovato il valore può essere utile modificarlo di pochi step in più o in meno per trovare il migliore compromesso).
Tutto il gioco si regge perché lo slicer calcola che avanzando di tot passi e con un gello di tot diametro escono tot mm3 (o frazioni di filo), nel calcolo teorico entrano in gioco alcuni fattori che possono variare da stampante a stampante.
In pratica è il vecchio problema di matematica:
"ho una vasca in cui entrano dal rubinetto (il filamento e gli step per mm) 10 litri di acqua al minuto ed escono dallo scarico 5 litri di acqua al minuto se riempio per 3 minuti la vasca quanto tempo ci mette a svotarsi.
tu ovviamente fai 10 litri x 3 minuti = 30 litri e poi 30 / 5 litri = 6 minuti.
poi dal rubinetto ne entrano 9 litri e dallo scarico ne escono 4.5 e il conto non torna.
Il volume della camera dell'ugello non ti interessa, pero se 1mm di filamento da 1.75mm sono tot mm3 di filamento, il volume di entrata è dato, dall'ugello di 0.4mm ne possono uscire tot mm3 al minuto.
se il filamento perà è 1.735 o 1.756 ovviamente la quantità che entra non è più quella teorica, e se l'ugello è da 0.37 o da 0.42 quella che esce nemmeno.
Nel calcolo tu puoi intervenire solo sulla varibile "step per mm" dell'estrusore modificandola e adeguandola per ottenere un valore reale vicino a quello teorico.
Spero di non aver complicato il ragionamento con gli esempi.
Il calibro torna buono per misurare il filamento e impostare un valore di "step per mm" più vicino al reale.
Nel gioco però devi tenere conto che gli "step per mm" dipendono anche dal diametro della ruota dell'estrusore dove viene spinto il filamento, ma il diamtero non è quello reale della ruota ma quello virtuale dato dallo schiacciamento del filamento dovuto alla molla dell'estrusore, e qui il gioco si complica perchè se il filamento viene schiacciato poco (ad esempio il PLA è più rigido dell'ABS) tot giri danno tot mm se viene schiacciato tanto il diametro reale diminuisce .
Tu però solo sugli "step per mm" puo intervenire e sempre lì il gioco diventa interessante, io ho trovato sperimentalmente un valore per il filamento PLA e un valore per il filamento ABS (che uso di solito) e imposto quelli nell'header dello slicer in funzione del filamento, poi aggiusto quel valore al limite nel file gcode durante le prove sendo dover rifare tutta la trafila dello slicing e della generazione.
Ovviamente il firmware deve poter modificare il valore in corsa, ma mi pare che tutti i firmware lo permettano.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Hai perfettamente ragione, però il problema è che oramai la gente vuole soluzioni fatte e pronte, magari in un video, dimenticandosi di quello che sta dietro alla stampa, e soprattutto le differenze tra valori "teorici" e valori "reali", e qui in genere questo non si spiega abbastanza, ahime ci sono poche spiegazioni teoriche in italiano, anche se sul sito di Slic3R ci sono ottime spiegazioni con figure sui concetti base della stampa 3D come l'altezza del layer e lo "schiacciamento del salsicciotto del filamento estruso" che dovrebbero essere la base per qualsiasi discussione.
ad esempio:
Errori dimensionali
La matematica del flusso (lo schiacciamento del salsicciotto))
X don't go away
In genere le palline sono causate da un eccesso di estrusione, o da una "pressione in camera" troppo alta, con conseguente fuoriuscita del filamento quando la stampa si ferma alla "cucitura del perimetro".
problema delicato da risolvere tarando in modo maniacale gli step per mm (a volte trovato il valore può essere utile modificarlo di pochi step in più o in meno per trovare il migliore compromesso).
Tutto il gioco si regge perché lo slicer calcola che avanzando di tot passi e con un gello di tot diametro escono tot mm3 (o frazioni di filo), nel calcolo teorico entrano in gioco alcuni fattori che possono variare da stampante a stampante.
In pratica è il vecchio problema di matematica:
"ho una vasca in cui entrano dal rubinetto (il filamento e gli step per mm) 10 litri di acqua al minuto ed escono dallo scarico 5 litri di acqua al minuto se riempio per 3 minuti la vasca quanto tempo ci mette a svotarsi.
tu ovviamente fai 10 litri x 3 minuti = 30 litri e poi 30 / 5 litri = 6 minuti.
poi dal rubinetto ne entrano 9 litri e dallo scarico ne escono 4.5 e il conto non torna.
Il volume della camera dell'ugello non ti interessa, pero se 1mm di filamento da 1.75mm sono tot mm3 di filamento, il volume di entrata è dato, dall'ugello di 0.4mm ne possono uscire tot mm3 al minuto.
se il filamento perà è 1.735 o 1.756 ovviamente la quantità che entra non è più quella teorica, e se l'ugello è da 0.37 o da 0.42 quella che esce nemmeno.
Nel calcolo tu puoi intervenire solo sulla varibile "step per mm" dell'estrusore modificandola e adeguandola per ottenere un valore reale vicino a quello teorico.
Spero di non aver complicato il ragionamento con gli esempi.
Il calibro torna buono per misurare il filamento e impostare un valore di "step per mm" più vicino al reale.
Nel gioco però devi tenere conto che gli "step per mm" dipendono anche dal diametro della ruota dell'estrusore dove viene spinto il filamento, ma il diamtero non è quello reale della ruota ma quello virtuale dato dallo schiacciamento del filamento dovuto alla molla dell'estrusore, e qui il gioco si complica perchè se il filamento viene schiacciato poco (ad esempio il PLA è più rigido dell'ABS) tot giri danno tot mm se viene schiacciato tanto il diametro reale diminuisce .
Tu però solo sugli "step per mm" puo intervenire e sempre lì il gioco diventa interessante, io ho trovato sperimentalmente un valore per il filamento PLA e un valore per il filamento ABS (che uso di solito) e imposto quelli nell'header dello slicer in funzione del filamento, poi aggiusto quel valore al limite nel file gcode durante le prove sendo dover rifare tutta la trafila dello slicing e della generazione.
Ovviamente il firmware deve poter modificare il valore in corsa, ma mi pare che tutti i firmware lo permettano.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Angoli imprecisi e bordo irregolare January 28, 2020 02:30AM |
Registered: 8 years ago Posts: 32 |
comprova anche un fattore spesso trascurato, ho imparato a mie spese sulla mia replicator2x, controlla con un termometro (meglio se buono) magari con la stessa sonda usata sull'estrusore se dopo aver portato l'estrusore a temperatura (magari con un preheat) se effettivamente la temperatura raggiunta dall'estrusore in punta è la stessa di quella che il firmware rileva. spesso ti trovi con temperature diverse anche di una 20° di gradi, dipendendo dalla qualità del blocchetto scaldante, sonda, gola ecc. se calcoli che per trovare i giusti setting dei filamenti fai prove a salti di 5°, puoi immaginare che succede quando sei fuori di un 20ina di gradi, vai letteralmente alla neuro.
|
Re: Angoli imprecisi e bordo irregolare January 28, 2020 01:38PM |
Registered: 6 years ago Posts: 1,059 |
Non dipende dalla qualità. ma dal fatto che usando un sensore NTC hai insito una deriva che in genere nei modelli "blasonati" viene risolta all'origine selezionando un NTC che si discosti poco dal valore teorico.
La cosa si risolve facilmente ad esempio con MK4duo settando un sensore utente e calcolandosi a mano il beta reale del sensore in uso, almeno nell'intorno delle temperature di lavoro.
Il problema in genere è presente nei modelli autocostruiti o quando acquisti sensori (sonda di temperatura NTC) generici, il problema non è un problema, è solo questione di costo, io ho comprato per 3 euro una manciata di NTC che poi linearizzo al bisogno, sensza spendere anche 10 o 20 Euro per un sensore blasonato, è solo questione di prezzo e di conoscenza dei "segreti di produzione" che in genere non sono segreti ma solo delle belle genialate condite con molta molta pubblicità.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
La cosa si risolve facilmente ad esempio con MK4duo settando un sensore utente e calcolandosi a mano il beta reale del sensore in uso, almeno nell'intorno delle temperature di lavoro.
Il problema in genere è presente nei modelli autocostruiti o quando acquisti sensori (sonda di temperatura NTC) generici, il problema non è un problema, è solo questione di costo, io ho comprato per 3 euro una manciata di NTC che poi linearizzo al bisogno, sensza spendere anche 10 o 20 Euro per un sensore blasonato, è solo questione di prezzo e di conoscenza dei "segreti di produzione" che in genere non sono segreti ma solo delle belle genialate condite con molta molta pubblicità.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.