Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
problema adesione pezzo 10x15 cm
Posted by popeye
|
problema adesione pezzo 10x15 cm February 27, 2020 06:39AM |
Registered: 10 years ago Posts: 19 |
Ciao,
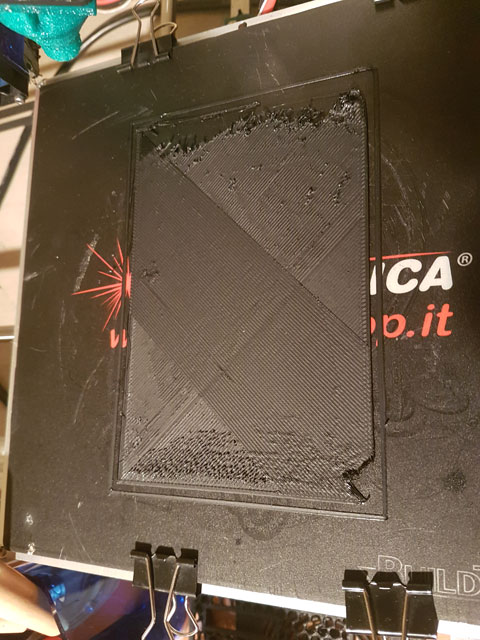
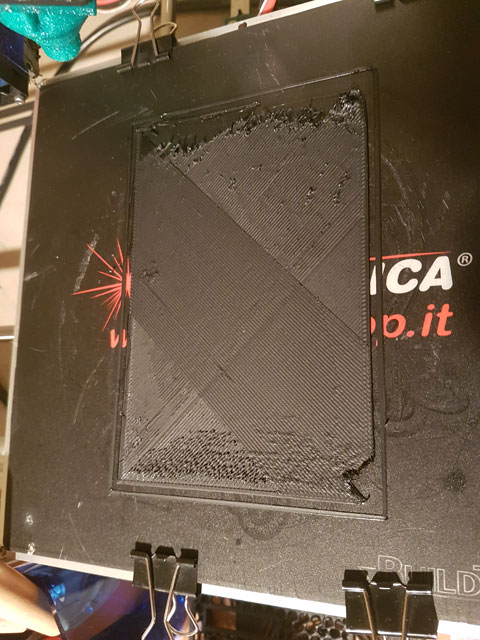
secondo voi a cosa è dovuto il difetto di stampa di cui alla foto allegata?
Sono i primi due layer di un pezzo che ha base 10x15 centimentri; io avevo pensato anche a un problema di livellamento del piatto (non ho l'ABL, tra l'altro) ma in quel caso credo non avrebbe dovuto aderire neppure lo skirt
Sto stampando PETG a 245°, su piatto MK3 a 80° con lastra di vetro 3mm e Buildtak, ed è la prima volta che stampo un pezzo così grande con questo materiale.
grazie
secondo voi a cosa è dovuto il difetto di stampa di cui alla foto allegata?
Sono i primi due layer di un pezzo che ha base 10x15 centimentri; io avevo pensato anche a un problema di livellamento del piatto (non ho l'ABL, tra l'altro) ma in quel caso credo non avrebbe dovuto aderire neppure lo skirt
Sto stampando PETG a 245°, su piatto MK3 a 80° con lastra di vetro 3mm e Buildtak, ed è la prima volta che stampo un pezzo così grande con questo materiale.
grazie
{kind=link}
{kind=link}
|
Re: problema adesione pezzo 10x15 cm February 27, 2020 10:47AM |
Registered: 6 years ago Posts: 211 |
|
Re: problema adesione pezzo 10x15 cm February 27, 2020 11:31AM |
Registered: 10 years ago Posts: 19 |
Ti ringrazio per l'interessamento
La stampante è una 3Drag un pò modificata, ma comunque col piatto che si muove in X e in Y mentre l'estrusore solo in Z
Velocità:
stampa 60mm/s
spostamento 95mm/s
primo layer 35mm/s
perimetro esterno 65mm/s
perimetro interno 55mm/s
Ho comunque il sospetto di estrudere un pò troppo caldo, voglio provare a scendere sui 240° o magari anche 235°
Edited 1 time(s). Last edit at 02/27/2020 11:31AM by popeye.
La stampante è una 3Drag un pò modificata, ma comunque col piatto che si muove in X e in Y mentre l'estrusore solo in Z
Velocità:
stampa 60mm/s
spostamento 95mm/s
primo layer 35mm/s
perimetro esterno 65mm/s
perimetro interno 55mm/s
Ho comunque il sospetto di estrudere un pò troppo caldo, voglio provare a scendere sui 240° o magari anche 235°
Edited 1 time(s). Last edit at 02/27/2020 11:31AM by popeye.
|
Re: problema adesione pezzo 10x15 cm February 27, 2020 01:26PM |
Registered: 9 years ago Posts: 3,268 |
il petg è molto viscoso, e va stampato lento, riducendo la ritrazione rispetto al pla (ad esempio), o almeno questa è la mia esperienza.
Direi anch'io che la stampa è troppo veloce, e semmai proverei ad alzare la temperatura per rendere il petg un po' meno viscoso, ma prima ti conviene stampare una torre delle temperature per capire qual'è il range di temperature corretto.
Dovresti anche vedere cosa succede mentre stampa, se non estrude più, come pare, o se non attacca bene il filo estruso.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Direi anch'io che la stampa è troppo veloce, e semmai proverei ad alzare la temperatura per rendere il petg un po' meno viscoso, ma prima ti conviene stampare una torre delle temperature per capire qual'è il range di temperature corretto.
Dovresti anche vedere cosa succede mentre stampa, se non estrude più, come pare, o se non attacca bene il filo estruso.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: problema adesione pezzo 10x15 cm February 28, 2020 02:45AM |
Registered: 9 years ago Posts: 762 |
Quote
popeye
...Ho comunque il sospetto di estrudere un pò troppo caldo... fatti una torre delle temperature con quel filo
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: problema adesione pezzo 10x15 cm February 28, 2020 08:23AM |
Registered: 10 years ago Posts: 19 |
Quote
bilanciamist
il petg è molto viscoso, e va stampato lento, riducendo la ritrazione rispetto al pla (ad esempio), o almeno questa è la mia esperienza.
Direi anch'io che la stampa è troppo veloce, e semmai proverei ad alzare la temperatura per rendere il petg un po' meno viscoso
bilanciamist sei un grande, ci hai preso in pieno: ho dimezzato la velocità di stampa e aumentato di 5° la temperatura e il problema è sparito!
la ritrazione ce l'ho di 2mm a 40mm/s di velocità, cosa ne pensi?
grazie ancora
|
Re: problema adesione pezzo 10x15 cm February 28, 2020 12:00PM |
Registered: 9 years ago Posts: 3,268 |
Non sono stato l'unico a dire di ridurre le velocità, chiunque abbia stampato il petg penso abbia notato questo problema (dato credo dalla sua viscosità) , forse è l'unico difetto che ha il petg ma secondo me è veramente limitante.
La ritrazione dipende molto dal pezzo che intendi stampare. Se devi stampare un pezzo "pieno", senza attraversamenti fuori dal pezzo che possono creare filamenti puoi tenere una retraction molto bassa perchè eventuale oozing o stringing rimane dentro il pezzo. In questo caso ho usato anche 1mm e 20 mm/s, perchè eventuali perdite non danno problemi, mentre con valori di retraction alti e un materiale così viscoso l'hotend ci mette un po a riprendere a stampare, rischiando di lasciare spazi vuoti nel pezzo (quindi conta anche la velocità di stampa).
Se usi il combing di Cura o simili le ritrazioni sono ridotte al minimo e fatte nella parte interna, quindi la retraction è quasi ininfluente, nel caso di un pezzo come il precedente.
Se invece il pezzo è complicato, oppure hai più pezzi in giro allora per evitare fili in giro ti consiglio di fare dei test per trovare la giusta proporzione tra retraction, velocità e temperatura.
Se la retraction è troppo alta hai dei vuoti nel pezzo, se è bassa hai oozing e stringing, più è alta la temperatura è più il materiale è fluido (ed è un vantaggio), ma se è troppo alta hai di nuovo oozing e stringing. La velocità di movimento puoi tenerla alta, ma quella di stampa non puoi alzarla più di tanto perchè il materiale non lo consente.
Su thingiverse trovi vari test da stampare, oltre ad una torre delle temperature. La torre serve per capire a quale range la tua stampante può stampare quel materiale, poiché i termistori possono "sbagliare" la temperatura anche di 5°.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
La ritrazione dipende molto dal pezzo che intendi stampare. Se devi stampare un pezzo "pieno", senza attraversamenti fuori dal pezzo che possono creare filamenti puoi tenere una retraction molto bassa perchè eventuale oozing o stringing rimane dentro il pezzo. In questo caso ho usato anche 1mm e 20 mm/s, perchè eventuali perdite non danno problemi, mentre con valori di retraction alti e un materiale così viscoso l'hotend ci mette un po a riprendere a stampare, rischiando di lasciare spazi vuoti nel pezzo (quindi conta anche la velocità di stampa).
Se usi il combing di Cura o simili le ritrazioni sono ridotte al minimo e fatte nella parte interna, quindi la retraction è quasi ininfluente, nel caso di un pezzo come il precedente.
Se invece il pezzo è complicato, oppure hai più pezzi in giro allora per evitare fili in giro ti consiglio di fare dei test per trovare la giusta proporzione tra retraction, velocità e temperatura.
Se la retraction è troppo alta hai dei vuoti nel pezzo, se è bassa hai oozing e stringing, più è alta la temperatura è più il materiale è fluido (ed è un vantaggio), ma se è troppo alta hai di nuovo oozing e stringing. La velocità di movimento puoi tenerla alta, ma quella di stampa non puoi alzarla più di tanto perchè il materiale non lo consente.
Su thingiverse trovi vari test da stampare, oltre ad una torre delle temperature. La torre serve per capire a quale range la tua stampante può stampare quel materiale, poiché i termistori possono "sbagliare" la temperatura anche di 5°.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: problema adesione pezzo 10x15 cm February 29, 2020 04:04AM |
Registered: 10 years ago Posts: 19 |
Ti ringrazio per i suggerimenti, cercherò di farne tesoro.
Questa è la mia prima bobina di PETG, finora ho stampato solamente PLA, e per adesso io ne sono pienamente soddisfatto: ho iniziato con delle "stampe ignoranti" utilizzando velocità e settings del PLA (a parte le temperature) ottenendo risultati come quello qui allegato, e mi sono trovato in difficoltà solo quando ho affrontato quel pezzo da 10x15 centimetri di base.
Grazie ancora per le dritte, e buone stampe
Questa è la mia prima bobina di PETG, finora ho stampato solamente PLA, e per adesso io ne sono pienamente soddisfatto: ho iniziato con delle "stampe ignoranti" utilizzando velocità e settings del PLA (a parte le temperature) ottenendo risultati come quello qui allegato, e mi sono trovato in difficoltà solo quando ho affrontato quel pezzo da 10x15 centimetri di base.
Grazie ancora per le dritte, e buone stampe
{kind=link}
{kind=link}
|
Re: problema adesione pezzo 10x15 cm February 29, 2020 10:03AM |
Registered: 9 years ago Posts: 3,268 |
Ovviamente quella esposta sopra è la mia opinione, ma io preferisco il pla anche se è meno resistente e meno flessibile. Non che i pezzi in petg vengano male ma, mi sembra, che per ottenere pezzi di qualità simile a quelli in pla bisogna stampare molto più lentamente, soprattutto i pezzi grossi. Per questo uso il petg che ho solo per i pezzi che devono reggere sollecitazioni particolari.
Penso che la prossima bobina che comprerò sarà un pla "caricato" o qualcosa di simile.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Penso che la prossima bobina che comprerò sarà un pla "caricato" o qualcosa di simile.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Sorry, only registered users may post in this forum.