Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
Problemi su Problemi T_T
Posted by Kanon
|
Problemi su Problemi T_T March 02, 2021 04:50PM |
Registered: 3 years ago Posts: 14 |
Sera a tutti!
allora, finito di montare la mia Geeetech prusa i3 pro w (non senza bestemmie) e dopo giorni di "livellamenti" sembra si muova tutto bene.
sembra infatti, inizio a fare prove di stampa con PLA Geeetech nuovo di pacca e, ovviamente, iniziano i problemi.. sovraestrusione!
allora calibro E, imposto il risultato calcolato e sembra andar meglio.. stampo classico cubo X-Y-Z e viene storto, e ancora più sovraestruso con problema di wobble..
smonto, metto bene le barre trapezie e pare che il wobble sia sparito (stampando la temp tower mi pare non ci sia).
rifaccio calibrazione di E e i nuovi parametri sono uguali agli originali che avevo(93.10) estrude bene i famosi 150mm sia a "vuoto" che in estrusione vera.
seguendo guide ho calcolato il flusso con un thin wall, ma il calcolo mi viene esattamente 100%..
e niente ad oggi qualsiasi cosa stampo sembra che "cola" e con oltre a venire uno schifo..nozzle 0.4 \ 190 gradi e 65 il piatto( anche impostando da Cura le impostazioni raccomandate) non so più dove sbattere la testa
vi allego qualche immagine e i parametri Originali da repetier sperando possa esservi di aiuto
allora, finito di montare la mia Geeetech prusa i3 pro w (non senza bestemmie) e dopo giorni di "livellamenti" sembra si muova tutto bene.
sembra infatti, inizio a fare prove di stampa con PLA Geeetech nuovo di pacca e, ovviamente, iniziano i problemi.. sovraestrusione!
allora calibro E, imposto il risultato calcolato e sembra andar meglio.. stampo classico cubo X-Y-Z e viene storto, e ancora più sovraestruso con problema di wobble..
smonto, metto bene le barre trapezie e pare che il wobble sia sparito (stampando la temp tower mi pare non ci sia).
rifaccio calibrazione di E e i nuovi parametri sono uguali agli originali che avevo(93.10) estrude bene i famosi 150mm sia a "vuoto" che in estrusione vera.
seguendo guide ho calcolato il flusso con un thin wall, ma il calcolo mi viene esattamente 100%..
e niente ad oggi qualsiasi cosa stampo sembra che "cola" e con oltre a venire uno schifo..nozzle 0.4 \ 190 gradi e 65 il piatto( anche impostando da Cura le impostazioni raccomandate) non so più dove sbattere la testa
vi allego qualche immagine e i parametri Originali da repetier sperando possa esservi di aiuto
Attachments:
open | download - IMG_20210225_182130.thumb.jpg.769782b0b5df2346a50dc222b1c8f276.jpg (56.9 KB)
open | download - IMG_20210302_174653.thumb.jpg.76857f5953f54b0f3325e45002334bc5.jpg (34.1 KB)
open | download - IMG_20210302_174600.thumb.jpg.7b13e9fcb49e5c435cb00f465920bcb6.jpg (28.4 KB)
open | download - IMG_20210302_174512.thumb.jpg.28c12ab4fa5874a1532c3a6d188d5db7.jpg (27.2 KB)
open | download - IMG_20210225_182130.thumb.jpg.769782b0b5df2346a50dc222b1c8f276.jpg (56.9 KB)
open | download - IMG_20210302_174653.thumb.jpg.76857f5953f54b0f3325e45002334bc5.jpg (34.1 KB)
open | download - IMG_20210302_174600.thumb.jpg.7b13e9fcb49e5c435cb00f465920bcb6.jpg (28.4 KB)
open | download - IMG_20210302_174512.thumb.jpg.28c12ab4fa5874a1532c3a6d188d5db7.jpg (27.2 KB)
|
Re: Problemi su Problemi T_T March 03, 2021 04:28AM |
Registered: 7 years ago Posts: 143 |
Ciao Kanon,
prima cosa ti direi di abbassare la temperatura del piatto: il PLA in genere a 70..80° si piega come gomma e a 65° non penso sia stabile. Io agli inizi stampavo a piatto freddo, ora lo metto a 40° che quando si raffredda mi aiuta a staccare i pezzi grandi. Secondo non ti fidare troppo delle temperature che indicano le stampanti perchè non sempre i sensori sono affidabili. Ti consiglio di fare una verifica con un termometro a contatto appena puoi.
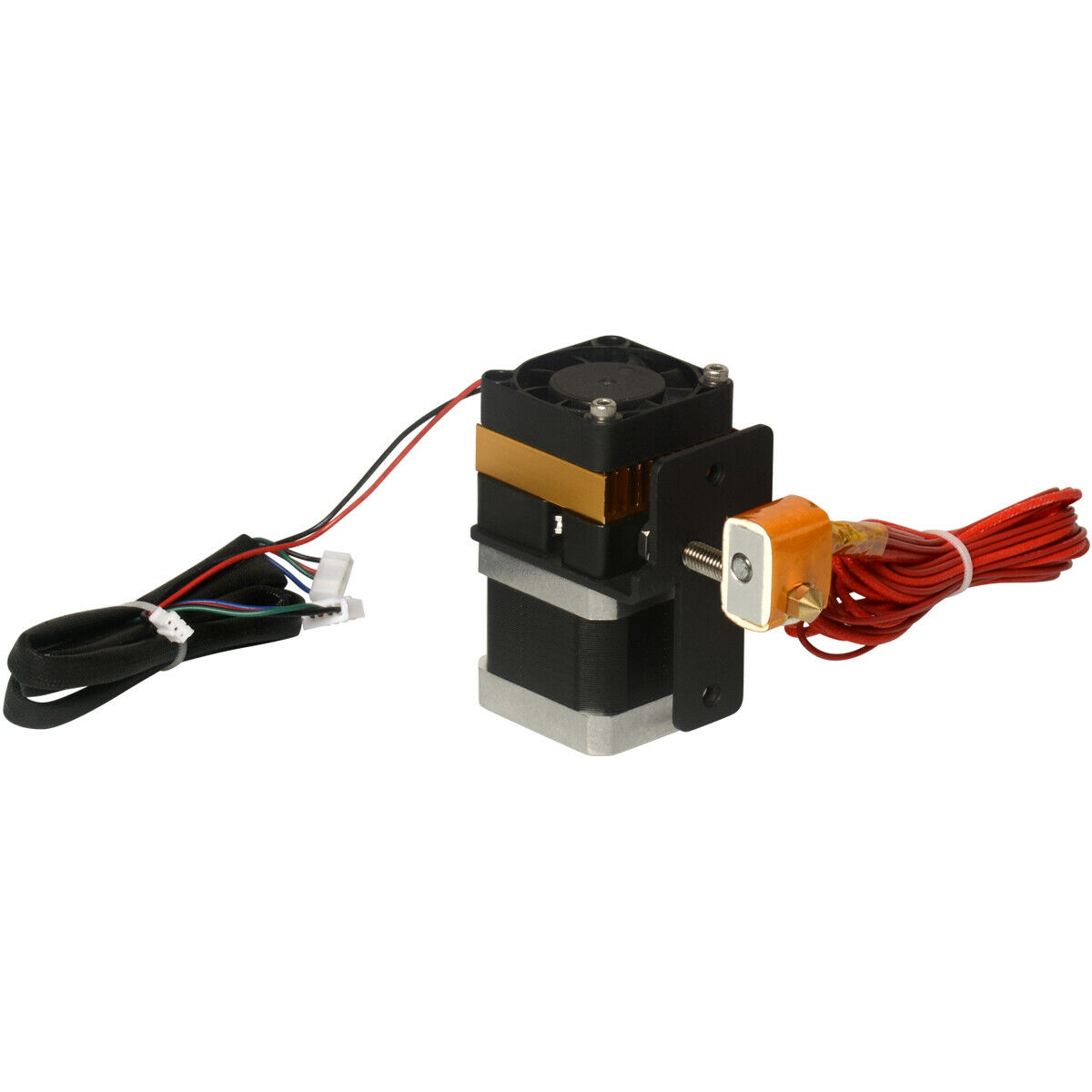
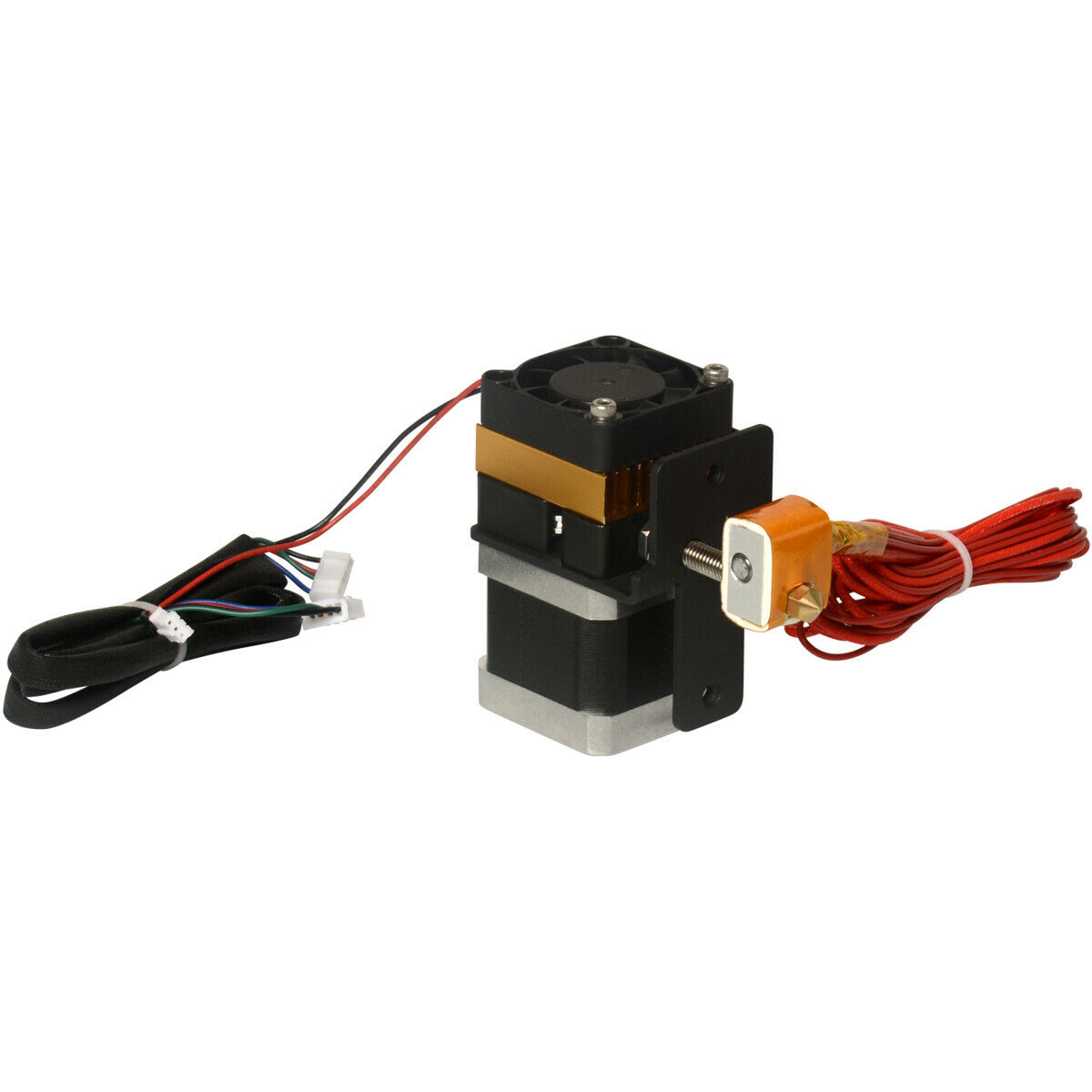
Poi essendo PLA per stampare bene ti servirà sicuramente un raffreddamento appena fuori dal nozle.
Qualcosa tipo questo:
Edited 1 time(s). Last edit at 03/03/2021 04:29AM by truck64.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
prima cosa ti direi di abbassare la temperatura del piatto: il PLA in genere a 70..80° si piega come gomma e a 65° non penso sia stabile. Io agli inizi stampavo a piatto freddo, ora lo metto a 40° che quando si raffredda mi aiuta a staccare i pezzi grandi. Secondo non ti fidare troppo delle temperature che indicano le stampanti perchè non sempre i sensori sono affidabili. Ti consiglio di fare una verifica con un termometro a contatto appena puoi.
Poi essendo PLA per stampare bene ti servirà sicuramente un raffreddamento appena fuori dal nozle.
Qualcosa tipo questo:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Edited 1 time(s). Last edit at 03/03/2021 04:29AM by truck64.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
|
Re: Problemi su Problemi T_T March 03, 2021 05:09AM |
Registered: 3 years ago Posts: 14 |
|
Re: Problemi su Problemi T_T March 04, 2021 07:00AM |
Registered: 3 years ago Posts: 14 |
|
Re: Problemi su Problemi T_T March 04, 2021 09:45AM |
Registered: 7 years ago Posts: 143 |
Per esperienza è impossibile.
Facciamo ordine: se non sbaglio hai il controller GT2560 e firmware Marlin. Riesci a collegare la stampante ad un PC e usare Pronterface (o uno degli altri software di controllo stampanti) per dargli i comandi via USB?
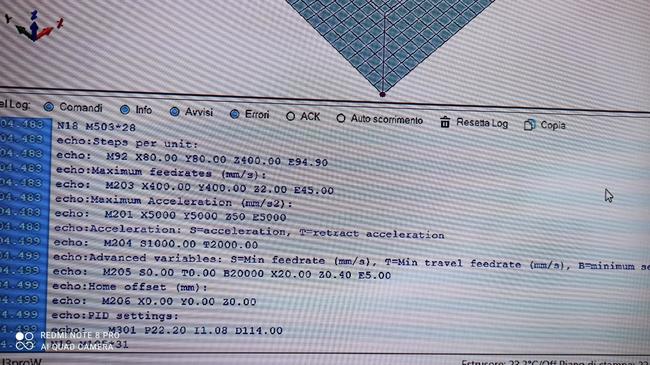
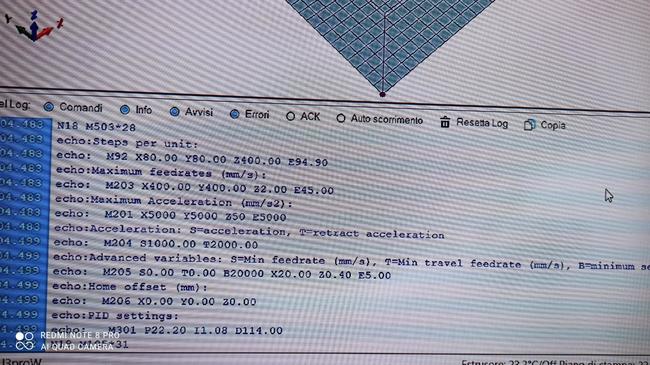
Se si quando colleghi la stampante dovrebbe datri il resoconto dei parametri, altrimenti dagli il comando M503.
Cerca la riga M92 e vedi cosa dice di E, perchè se quando cambi step/mm vedi il cambiamento anche li OK, altrimenti ovviamente non troverai differenze di estrusione tra prima e dopo la modifica dei passi
E comunque si comincia con prove di avanzamento filamento a vuoto ma sbaglio o il tuo estrusore è diretto? Hai smontato il motore per fare prove a vuoto?
Se non sai come istallare Pronterface vedi quì: Pronterface
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
Facciamo ordine: se non sbaglio hai il controller GT2560 e firmware Marlin. Riesci a collegare la stampante ad un PC e usare Pronterface (o uno degli altri software di controllo stampanti) per dargli i comandi via USB?
Se si quando colleghi la stampante dovrebbe datri il resoconto dei parametri, altrimenti dagli il comando M503.
Cerca la riga M92 e vedi cosa dice di E, perchè se quando cambi step/mm vedi il cambiamento anche li OK, altrimenti ovviamente non troverai differenze di estrusione tra prima e dopo la modifica dei passi
E comunque si comincia con prove di avanzamento filamento a vuoto ma sbaglio o il tuo estrusore è diretto? Hai smontato il motore per fare prove a vuoto?
Se non sai come istallare Pronterface vedi quì: Pronterface
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
|
Re: Problemi su Problemi T_T March 04, 2021 11:25AM |
Registered: 3 years ago Posts: 14 |
Quote
truck64
Per esperienza è impossibile.
Facciamo ordine: se non sbaglio hai il controller GT2560 e firmware Marlin. Riesci a collegare la stampante ad un PC e usare Pronterface (o uno degli altri software di controllo stampanti) per dargli i comandi via USB?
Se si quando colleghi la stampante dovrebbe datri il resoconto dei parametri, altrimenti dagli il comando M503.
Cerca la riga M92 e vedi cosa dice di E, perchè se quando cambi step/mm vedi il cambiamento anche li OK, altrimenti ovviamente non troverai differenze di estrusione tra prima e dopo la modifica dei passi
E comunque si comincia con prove di avanzamento filamento a vuoto ma sbaglio o il tuo estrusore è diretto? Hai smontato il motore per fare prove a vuoto?
Se non sai come istallare Pronterface vedi quì: Pronterface
Allora, giusto, in preda allo sconforto ho dimenticato i dati sorry

Dunque, esattamente Marlin 2 all'ultima versione e scheda GT2560.
Poi si, do i comandi usb tramite Repetier, con M503 i valori di E vengono cambiati a come li salvo:
questi son gli originali, dopo l'aggiornamento a Marlin2 (ho solo rimesso E a 105, il resto non l'ho toccato)
echo: M92 x78.74 y78.74 z2560.00 e105.00
-ovviamente se da lcd imposto il nuovo valore, su M503 mi viene cambiato
il motore l'ho smontato per vedere se era li il problema, ma sempre a cavi staccati..
qui vi metto il log di M503 Originale, adesso ricalcolo e poi posto
Edited 4 time(s). Last edit at 03/04/2021 12:00PM by Kanon.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problemi su Problemi T_T March 04, 2021 01:12PM |
Registered: 3 years ago Posts: 14 |
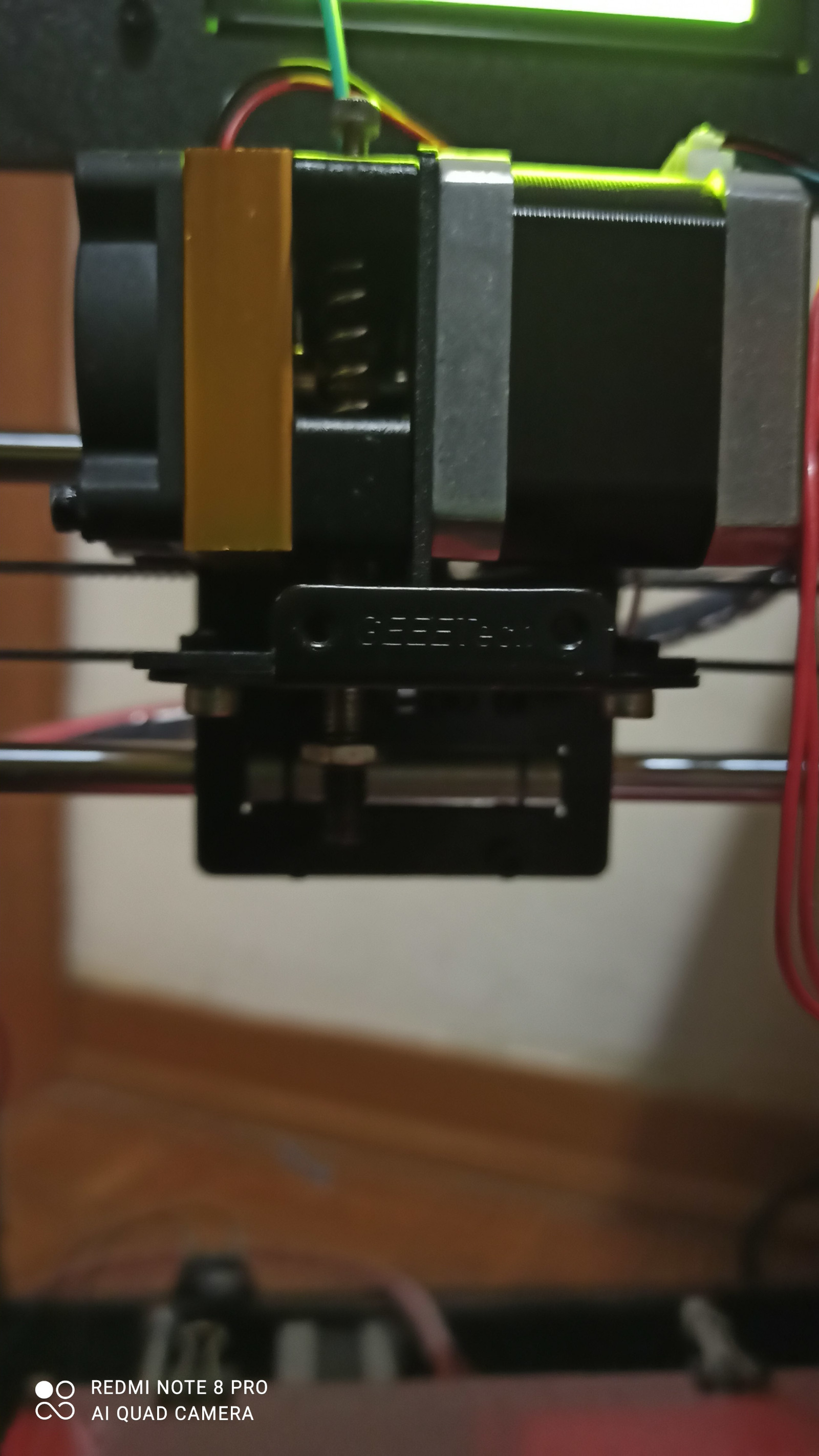
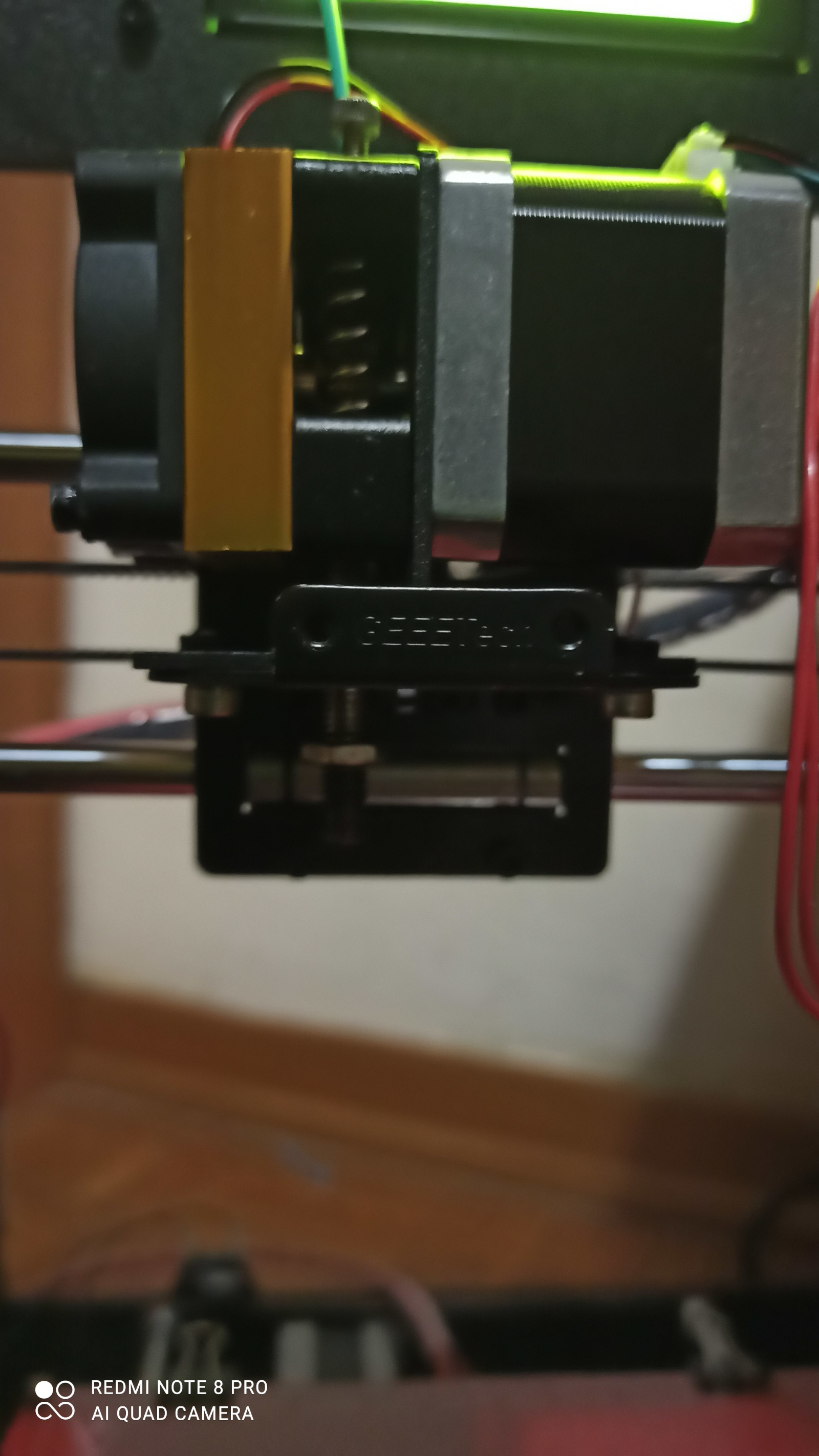
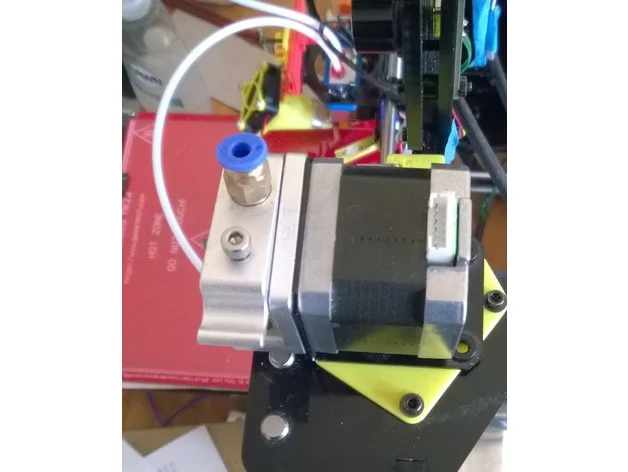
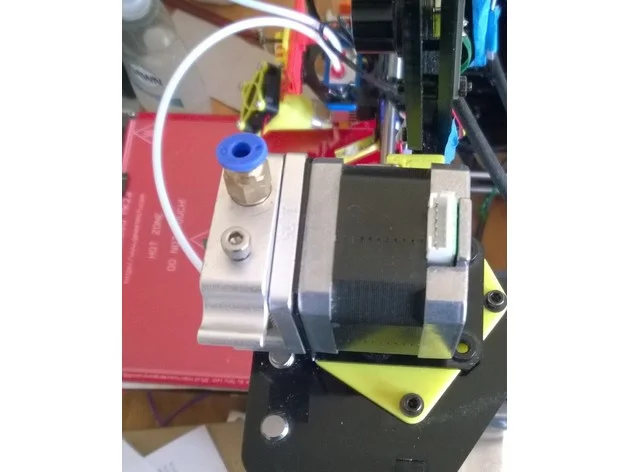
dunque la procedura a vuoto è così senza termistore e ugello giusto?
filamento a filo della vite con il teflon in fondo(fig1), e la tacca da 150mm la segno partendo dall'imbocco di teflon(fig2)
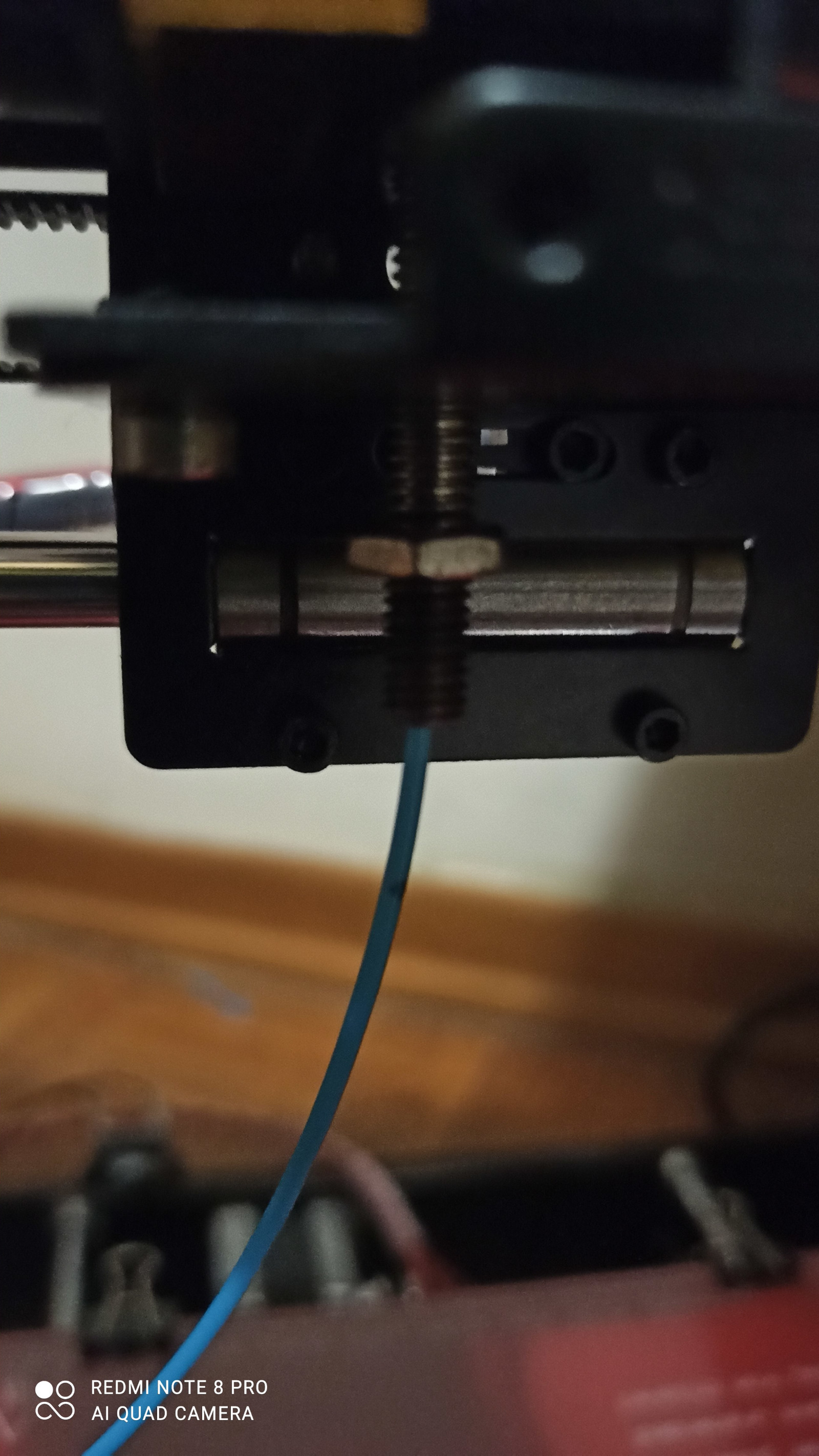
faccio G1 E150 F200 da Repetier, e così estrude 10mm in più.. (fig3)
attendo vostre risposte per procedere.
filamento a filo della vite con il teflon in fondo(fig1), e la tacca da 150mm la segno partendo dall'imbocco di teflon(fig2)
faccio G1 E150 F200 da Repetier, e così estrude 10mm in più.. (fig3)
attendo vostre risposte per procedere.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problemi su Problemi T_T March 05, 2021 05:35AM |
Registered: 7 years ago Posts: 143 |
Ciao Kanon,
io non ho mai messo mano a quel tipo di estrusore ma per l'esperienza che mi sono fatto su V6 e affini smontare l'assieme nozle/hotend/heatberak è un evento fortemente critico, da evitare quando non indispensabile. Se non sbaglio dovresti poter svitare la "vite" dal gruppo motore con la stessa facilità e quello non è un accoppiamento critico.
Detto questo se tu hai per esempio il segno a 150mm dall'ingresso del estrusore come nell'immagine allegata e dai G1 E150 F200 il segno deve arrivare fino all'ingresso dell'estrusore, non attraversarlo e uscire dall'altra parte. Quello che va oltre è l'errore che devi correggere.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
io non ho mai messo mano a quel tipo di estrusore ma per l'esperienza che mi sono fatto su V6 e affini smontare l'assieme nozle/hotend/heatberak è un evento fortemente critico, da evitare quando non indispensabile. Se non sbaglio dovresti poter svitare la "vite" dal gruppo motore con la stessa facilità e quello non è un accoppiamento critico.
Detto questo se tu hai per esempio il segno a 150mm dall'ingresso del estrusore come nell'immagine allegata e dai G1 E150 F200 il segno deve arrivare fino all'ingresso dell'estrusore, non attraversarlo e uscire dall'altra parte. Quello che va oltre è l'errore che devi correggere.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
{kind=link}
{kind=link}
|
Re: Problemi su Problemi T_T March 06, 2021 02:31PM |
Registered: 3 years ago Posts: 14 |
Quote
truck64
Ciao Kanon,
io non ho mai messo mano a quel tipo di estrusore ma per l'esperienza che mi sono fatto su V6 e affini smontare l'assieme nozle/hotend/heatberak è un evento fortemente critico, da evitare quando non indispensabile. Se non sbaglio dovresti poter svitare la "vite" dal gruppo motore con la stessa facilità e quello non è un accoppiamento critico.
Detto questo se tu hai per esempio il segno a 150mm dall'ingresso del estrusore come nell'immagine allegata e dai G1 E150 F200 il segno deve arrivare fino all'ingresso dell'estrusore, non attraversarlo e uscire dall'altra parte. Quello che va oltre è l'errore che devi correggere.
Ho risolto!!
praticamente mi si intasavano quei mm che mi mancavano nella vite col teflon.. ho cambiato la vite e per sicurezza pure la vite godronata
e ho fatto la calibrazione di E perfetta, adesso estrude 150mm in 3 prove che ho fatto!!
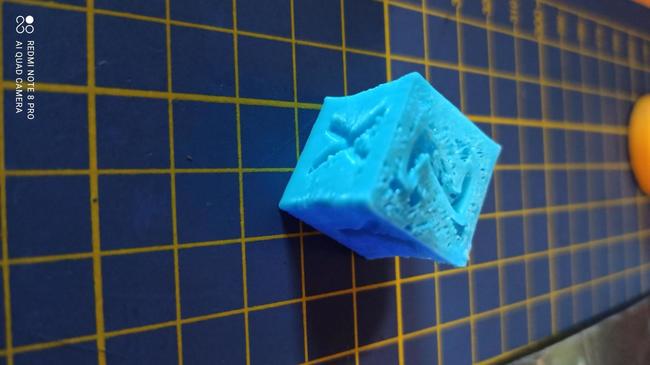
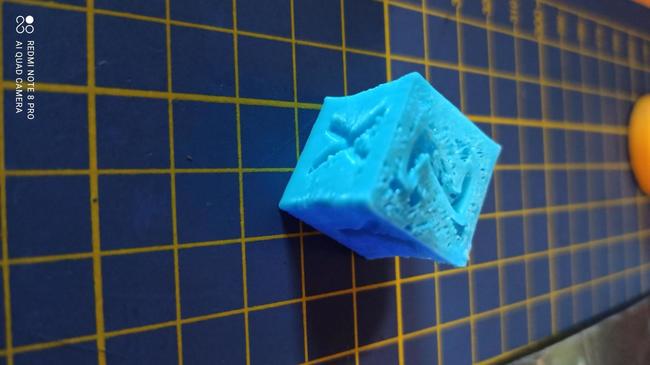
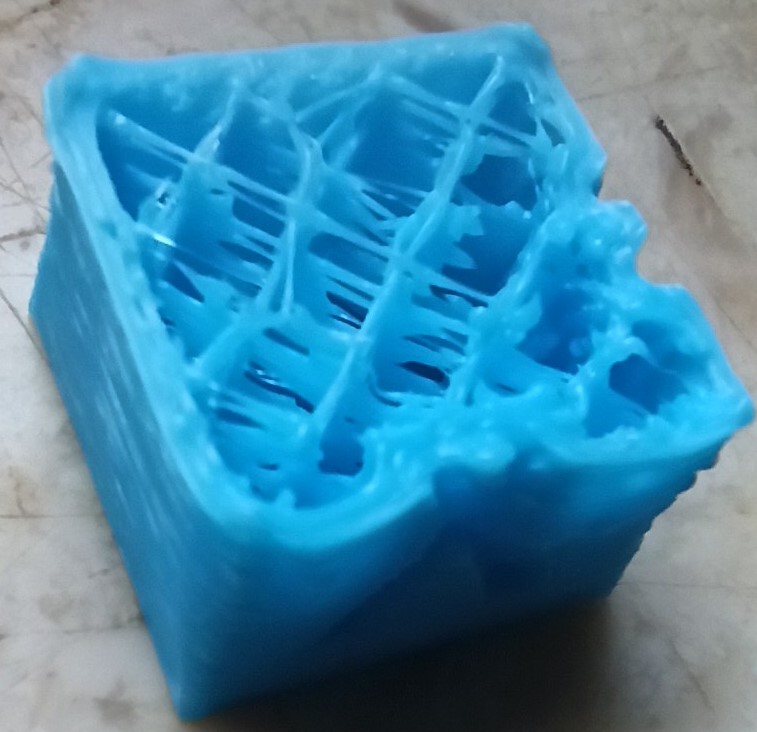
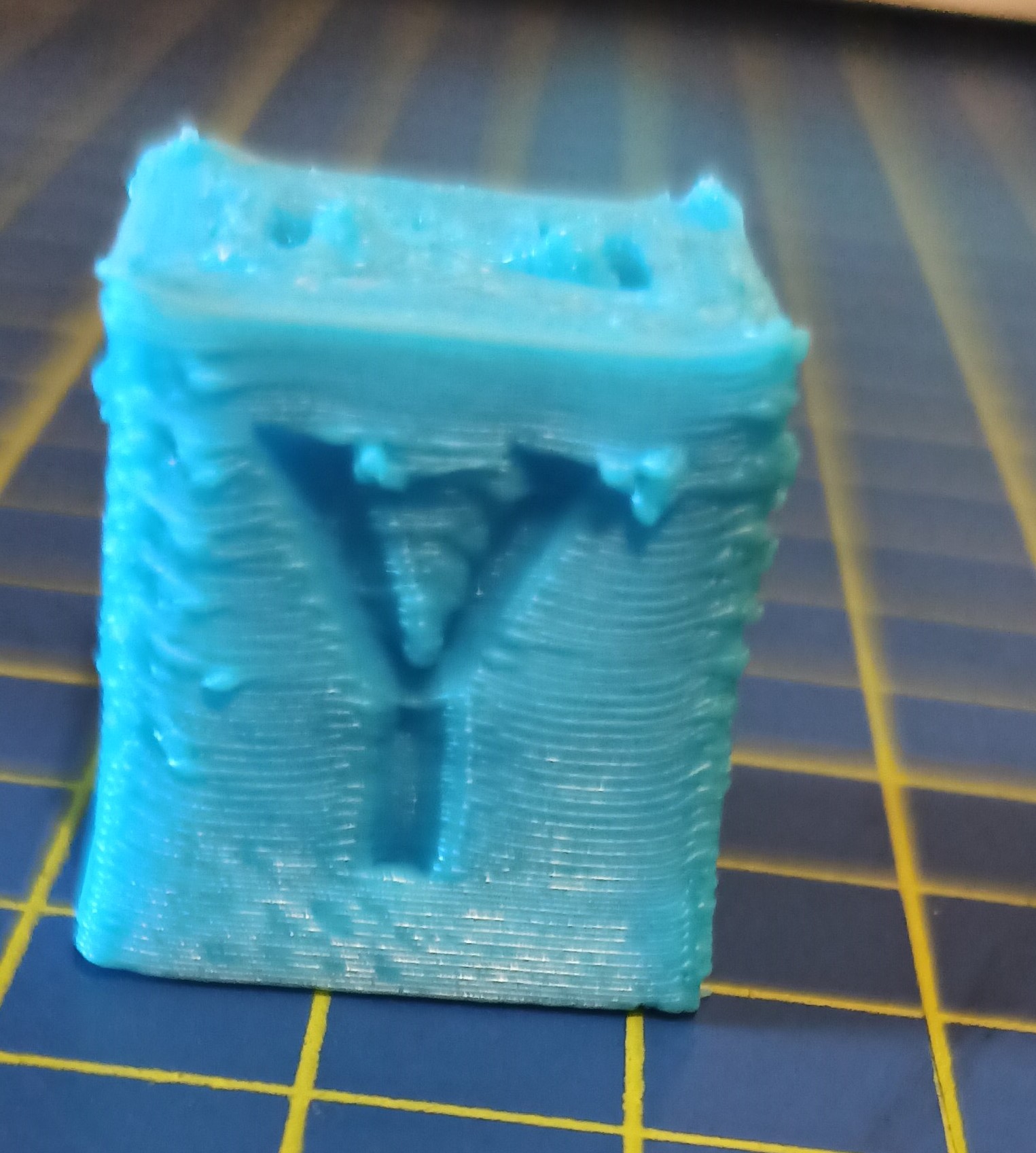
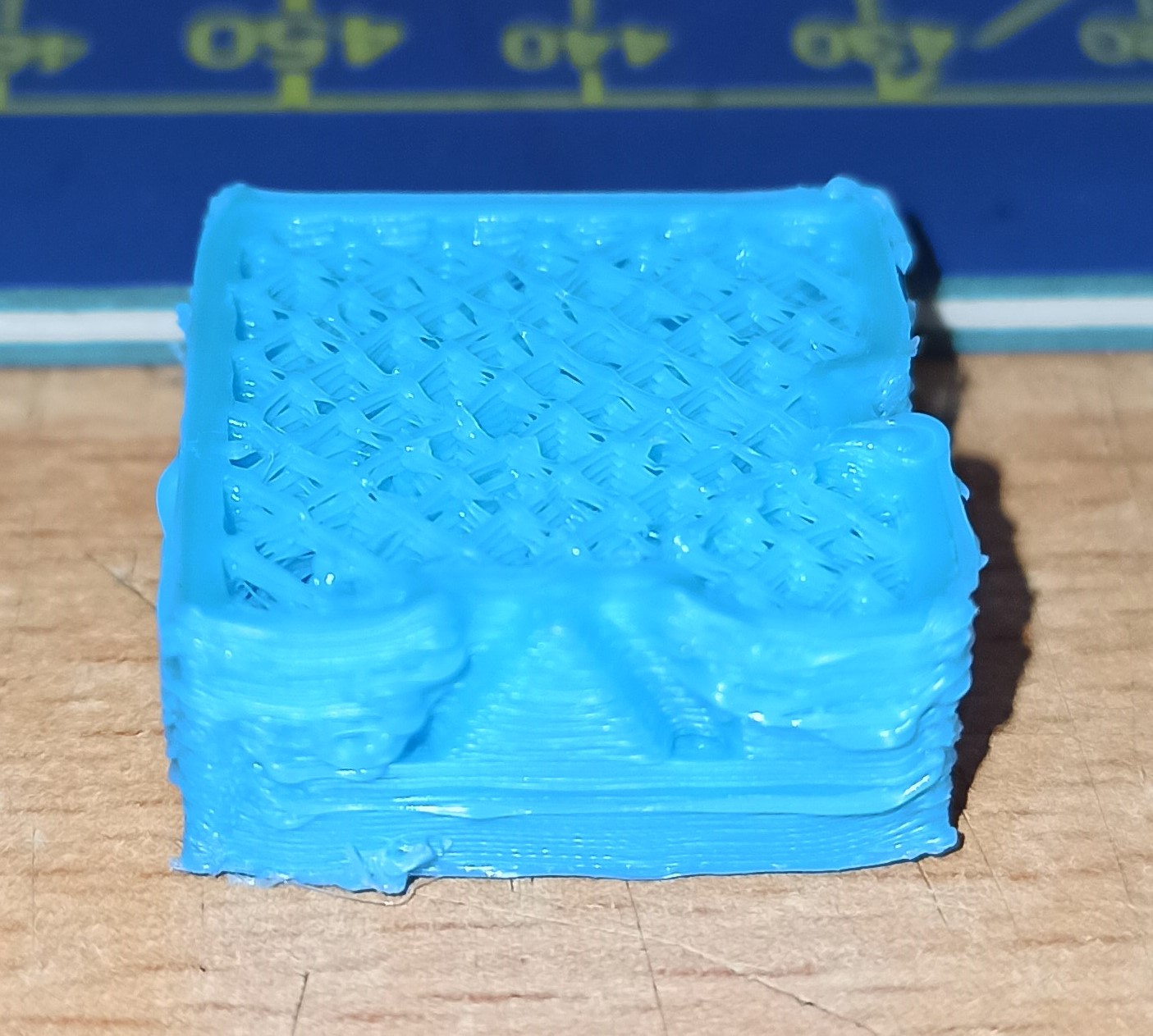
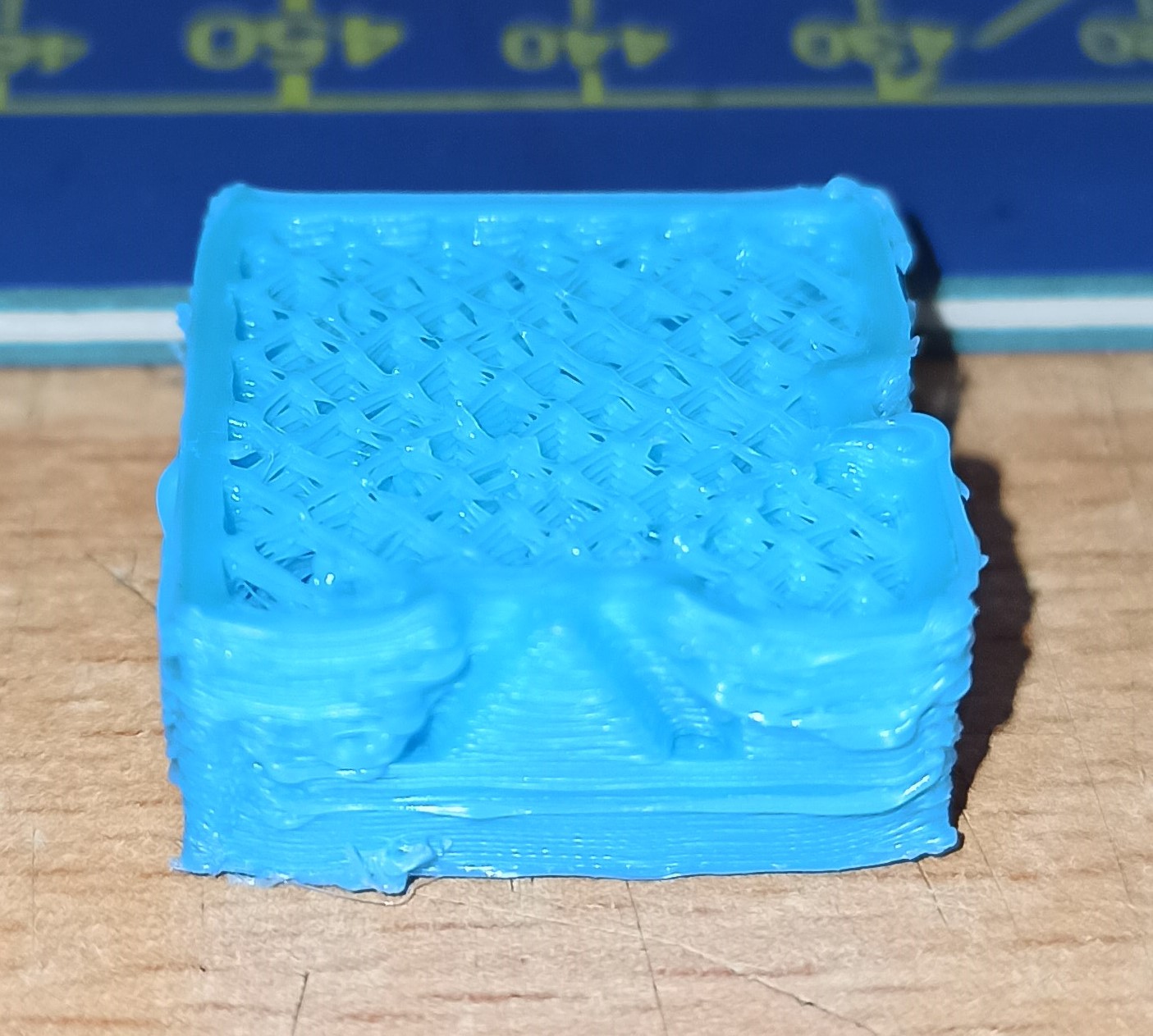
il problema adesso sono gli altri assi ahah, ho stampato il classico cubo X-Y-Z e i primi strati vengono bene, ma a fine stampa esce tipo così --> )__(

|
Re: Problemi su Problemi T_T March 06, 2021 05:00PM |
Registered: 7 years ago Posts: 143 |
Un passo avanti è positivo.
Una deformazione a clessidra, se non ho capito male, può essere causata da una serie di cose. Comincerei con temperatura e flusso. Ho stampato il PLA Geeetech (bianco traslucido) ed era un materiale nervoso: tendeva a wrappare quasi o più del PETG. Prova ad abbassare la velocità e rifare il thin wall test per regolare il flusso (se non sai come fare puoi vedere quì: Regolazione flusso).
Non so che slicer usi ma di base la procedura funziona con tutti i software.
Io però di solito faccio un oggetto un po più grande, un quadrato alto 10mm di 50mm per lato con un foro quadrato da 25mm, così faccio contemporaneamente anche un cotrollo dimensionale.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
Una deformazione a clessidra, se non ho capito male, può essere causata da una serie di cose. Comincerei con temperatura e flusso. Ho stampato il PLA Geeetech (bianco traslucido) ed era un materiale nervoso: tendeva a wrappare quasi o più del PETG. Prova ad abbassare la velocità e rifare il thin wall test per regolare il flusso (se non sai come fare puoi vedere quì: Regolazione flusso).
Non so che slicer usi ma di base la procedura funziona con tutti i software.
Io però di solito faccio un oggetto un po più grande, un quadrato alto 10mm di 50mm per lato con un foro quadrato da 25mm, così faccio contemporaneamente anche un cotrollo dimensionale.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
|
Re: Problemi su Problemi T_T March 07, 2021 12:19PM |
Registered: 3 years ago Posts: 14 |
Quote
truck64
Un passo avanti è positivo.
Una deformazione a clessidra, se non ho capito male, può essere causata da una serie di cose. Comincerei con temperatura e flusso. Ho stampato il PLA Geeetech (bianco traslucido) ed era un materiale nervoso: tendeva a wrappare quasi o più del PETG. Prova ad abbassare la velocità e rifare il thin wall test per regolare il flusso (se non sai come fare puoi vedere quì: Regolazione flusso).
Non so che slicer usi ma di base la procedura funziona con tutti i software.
Io però di solito faccio un oggetto un po più grande, un quadrato alto 10mm di 50mm per lato con un foro quadrato da 25mm, così faccio contemporaneamente anche un cotrollo dimensionale.
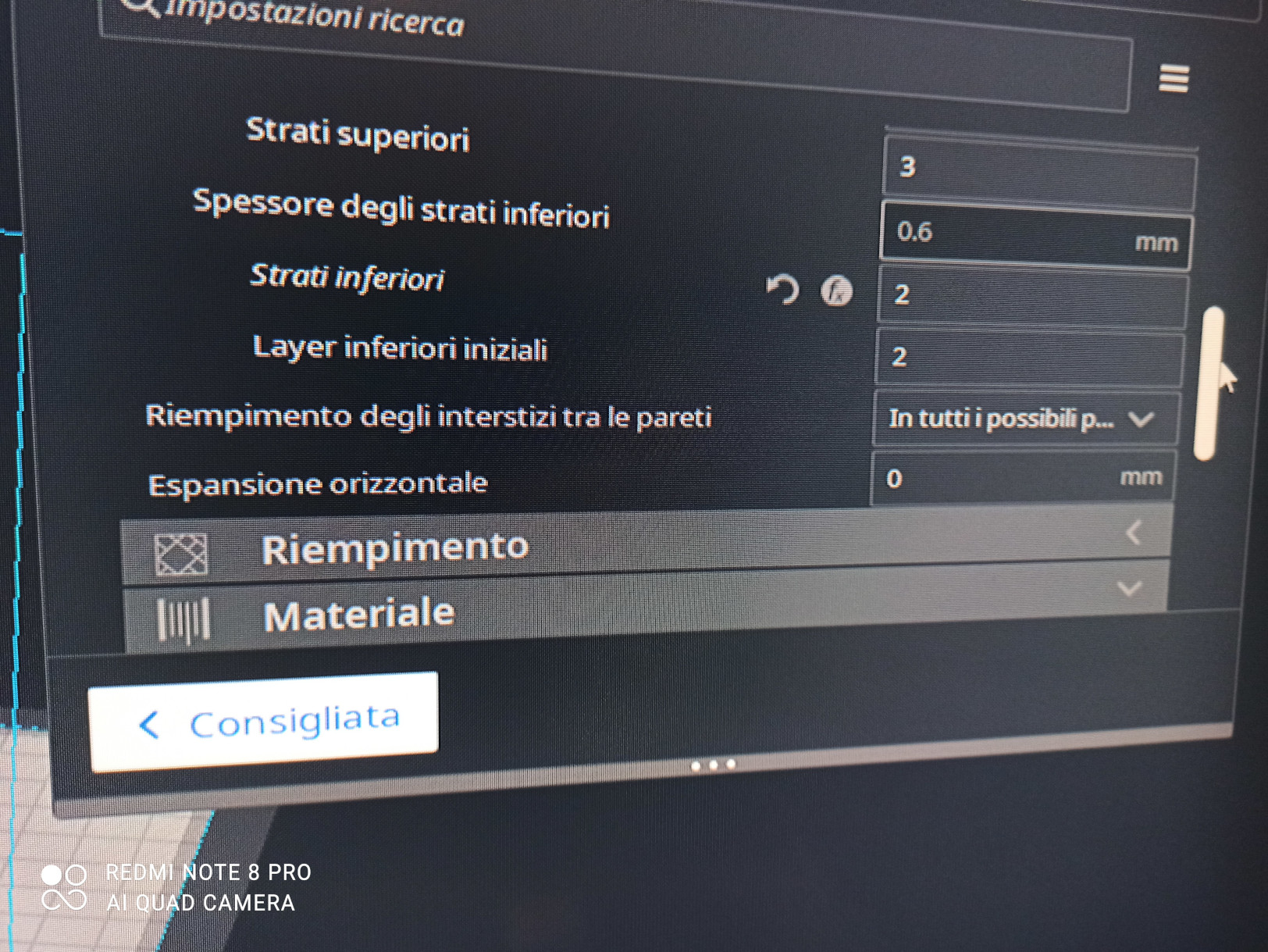
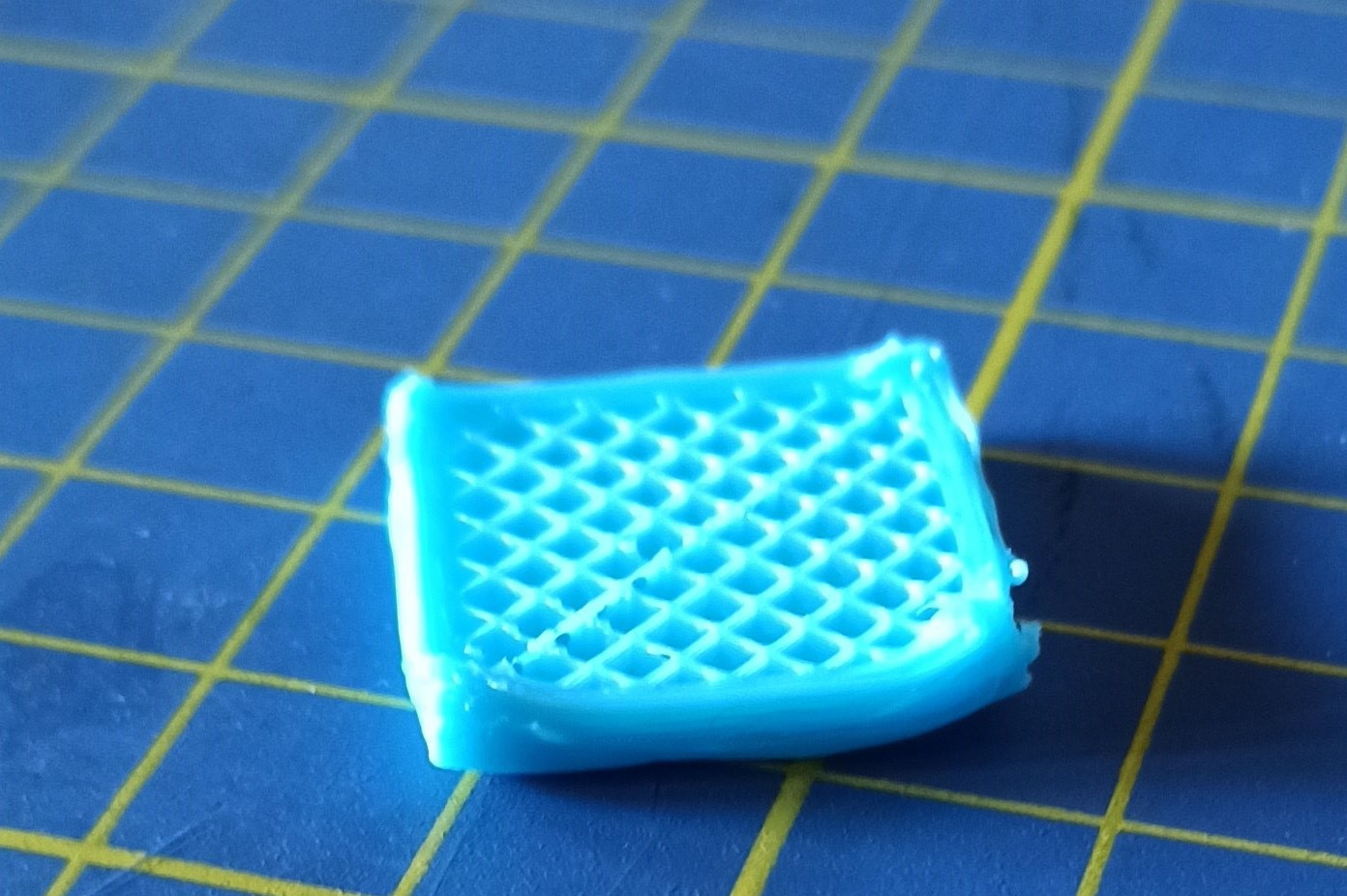
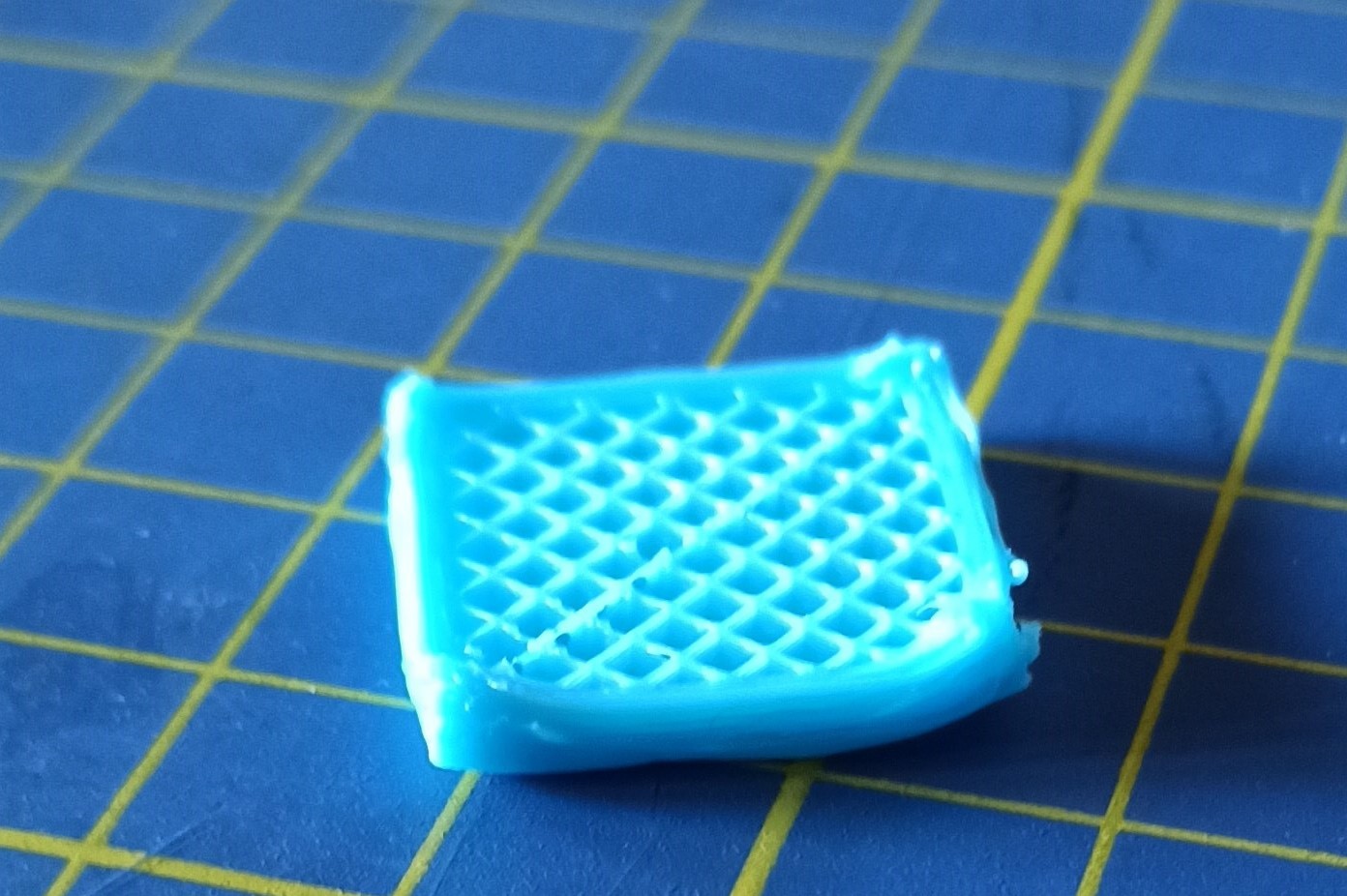
ho fatto il thin wall, possibile che sia venuto già giusto? con flusso a 100% da Cura..
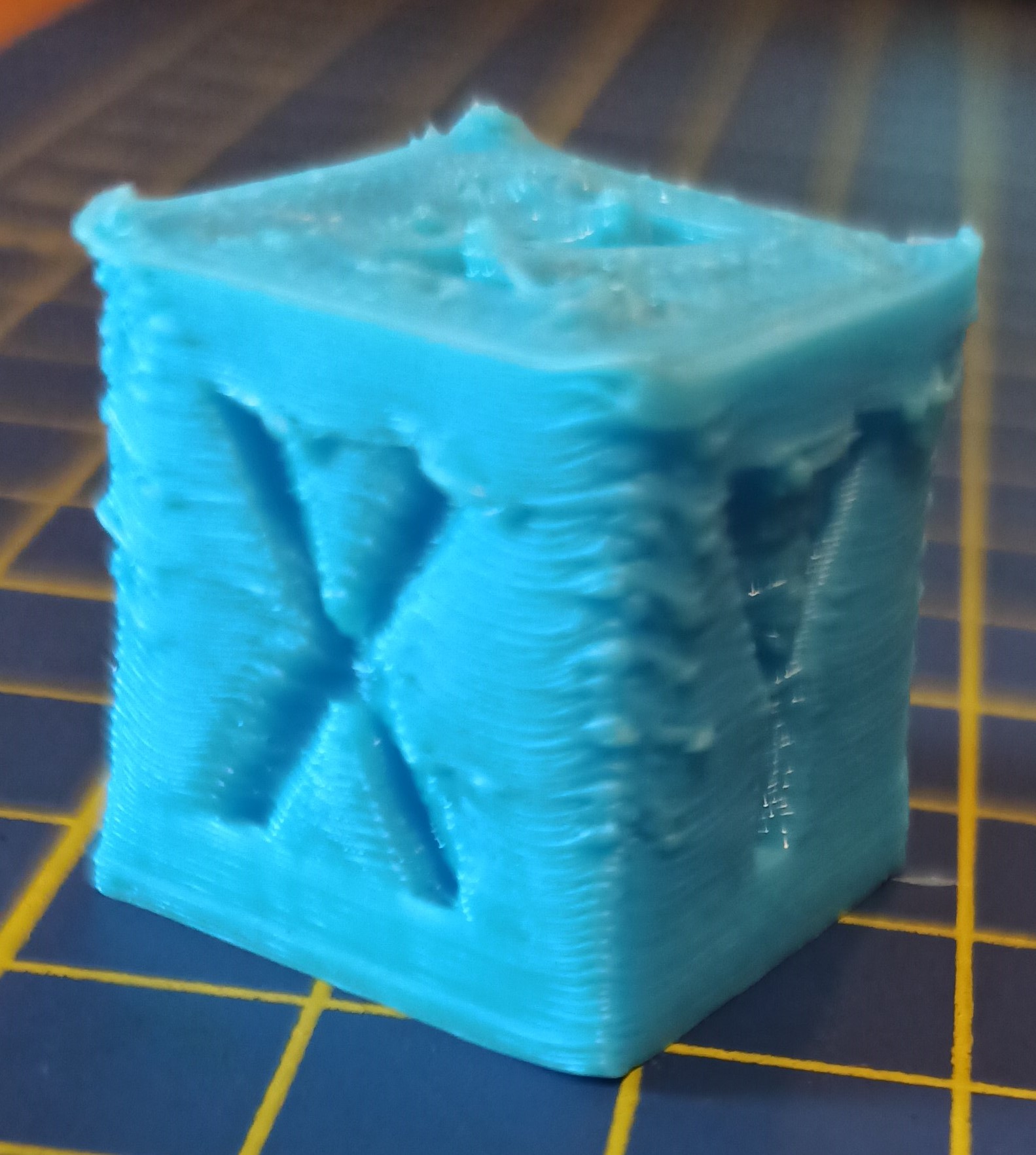
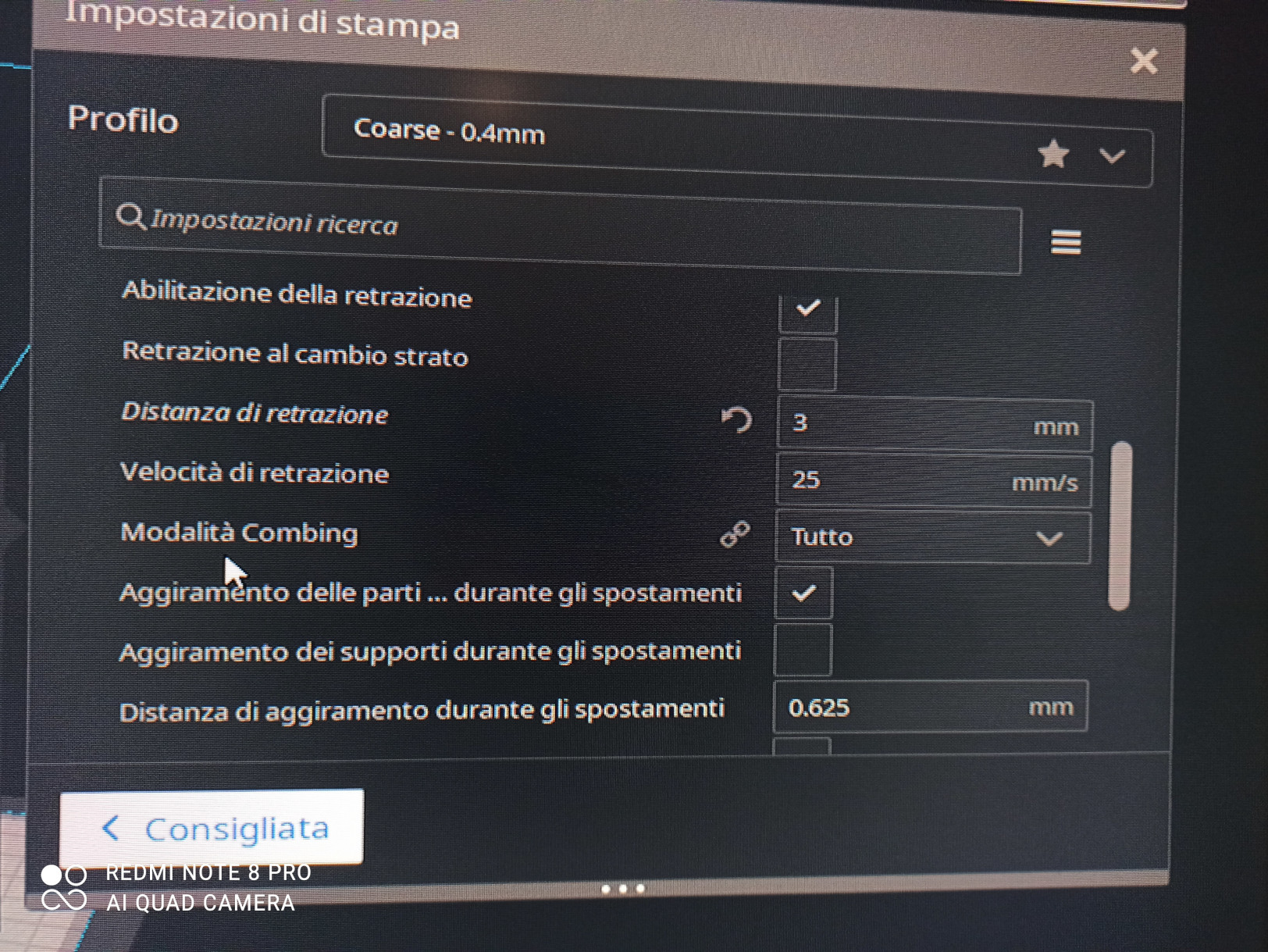
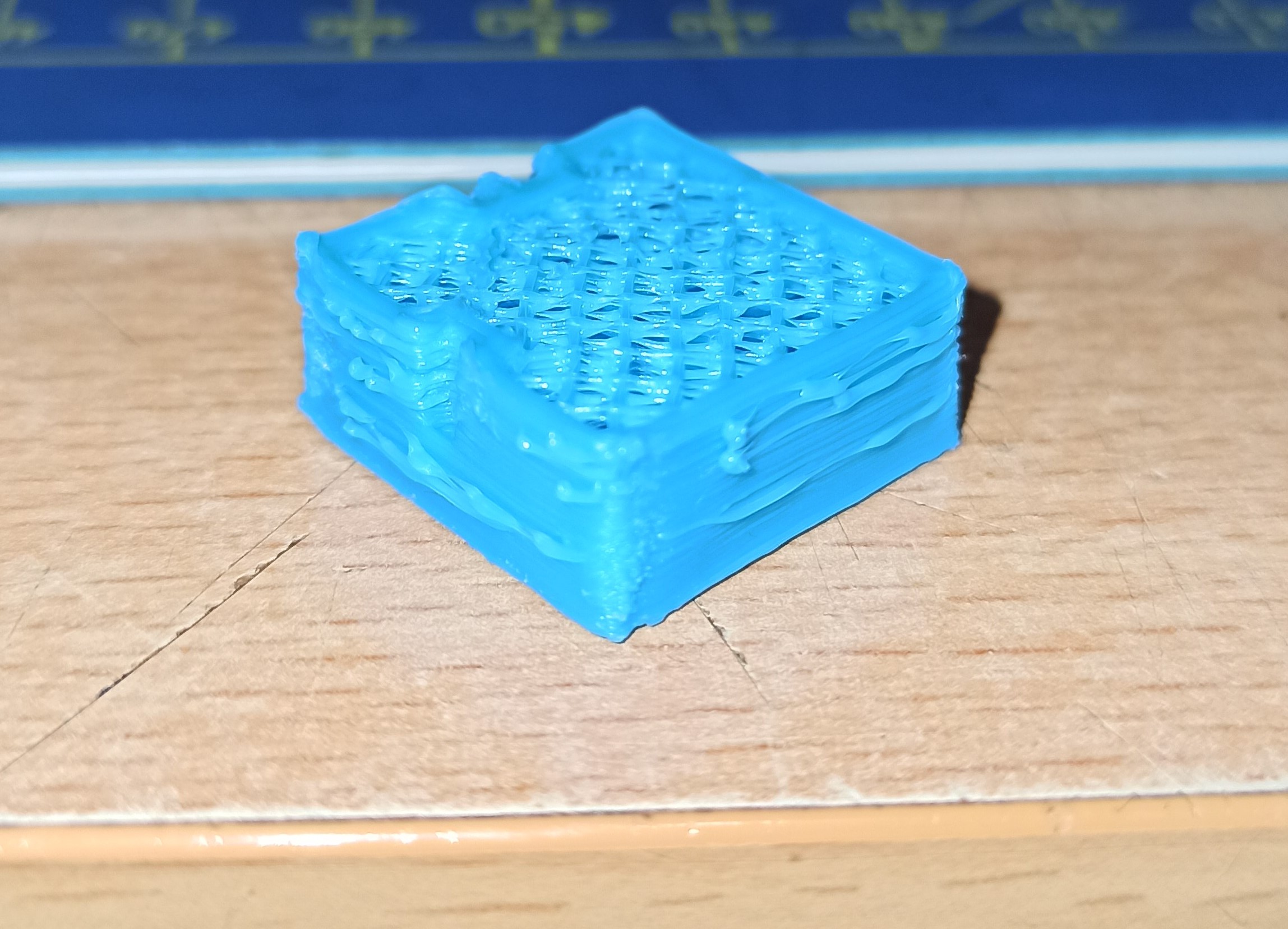
poi ho fatto il cubo X-Y-Z, allego immagini.. di nuovo a "clessidra".. la prima foto noto che l'infill si perde layer e "sgocciola", allora ho cambiato
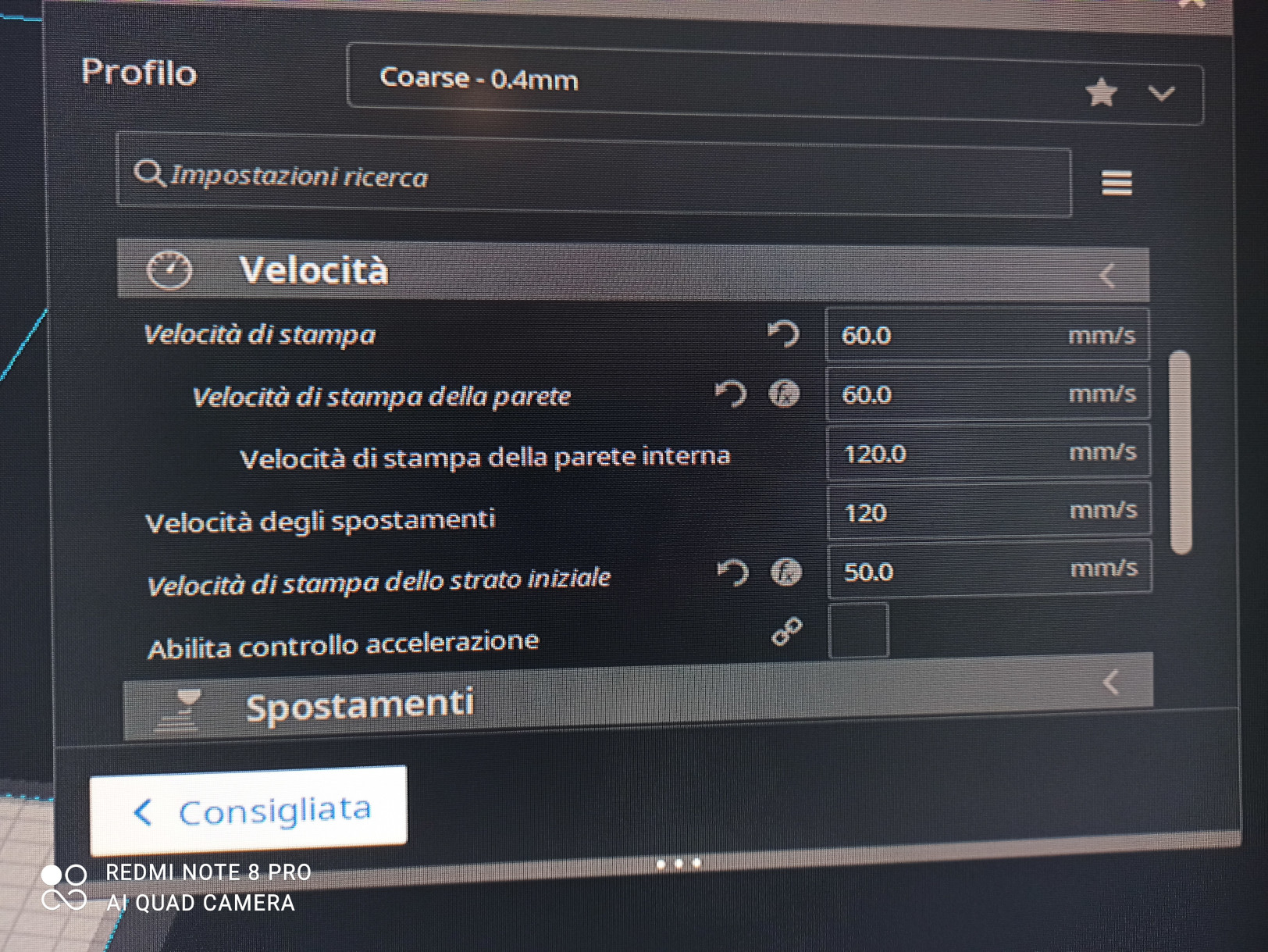
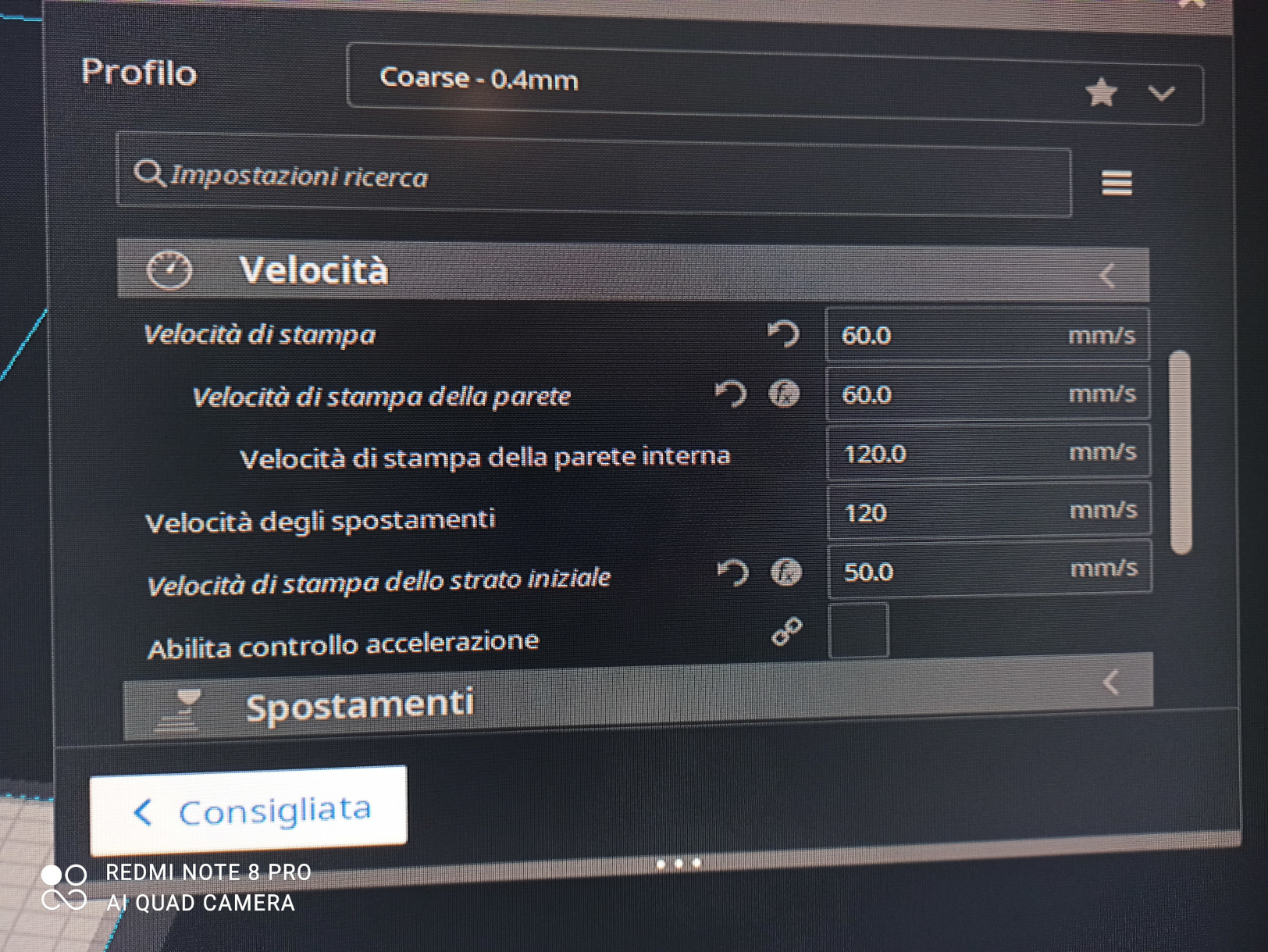
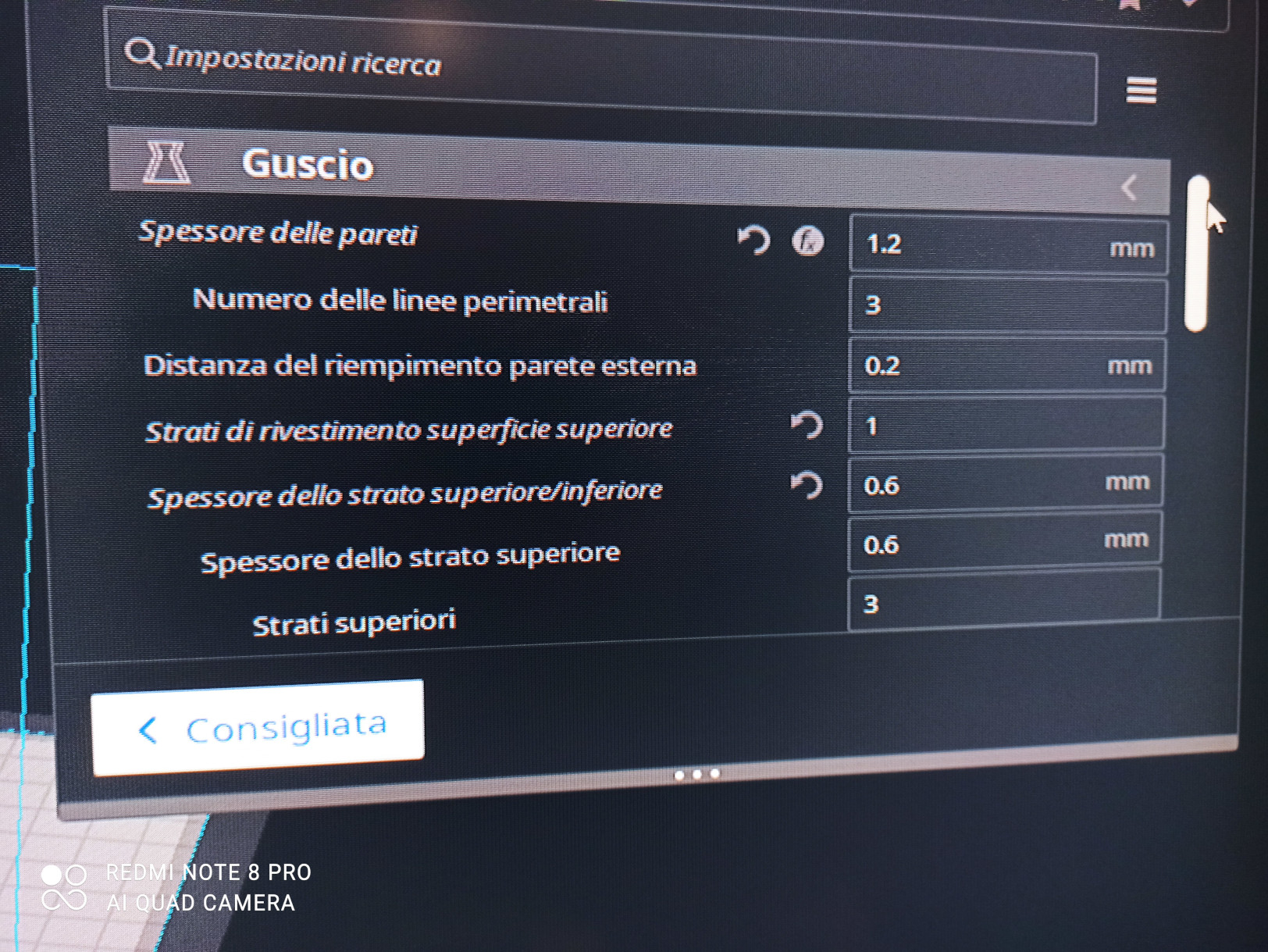
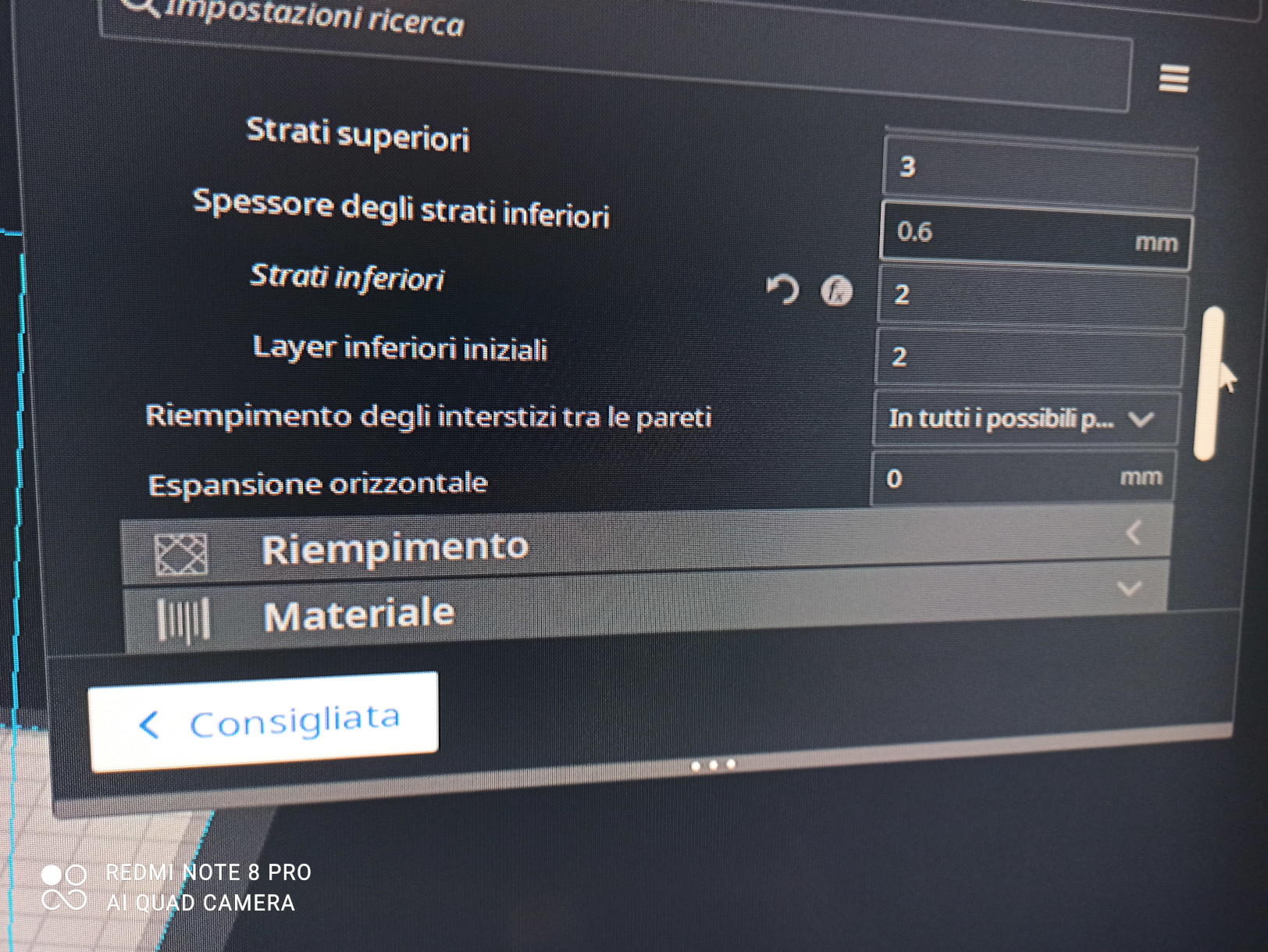
i parametri di velocità e retrazione(con flusso abbassato a 97% per vedere se cambiava).. cambiato nulla.. allego i parametri di Cura.
PS. grazie che mi aiuti Truck64
 l'avrei già fatta volare ahah
l'avrei già fatta volare ahah
Attachments:
open | download - IMG_20210307_174447.jpg (112.7 KB)
open | download - IMG_20210307_175938.jpg (402.7 KB)
open | download - IMG_20210307_175948.jpg (398.8 KB)
open | download - IMG_20210307_175959.jpg (403.4 KB)
open | download - IMG_20210307_175444.jpg (619.6 KB)
open | download - IMG_20210307_175455.jpg (612.6 KB)
open | download - IMG_20210307_175531.jpg (589.2 KB)
open | download - IMG_20210307_175542.jpg (563.5 KB)
open | download - IMG_20210307_174447.jpg (112.7 KB)
{kind=link}
{kind=link}
open | download - IMG_20210307_175938.jpg (402.7 KB)
{kind=link}
{kind=link}
open | download - IMG_20210307_175948.jpg (398.8 KB)
{kind=link}
{kind=link}
open | download - IMG_20210307_175959.jpg (403.4 KB)
{kind=link}
{kind=link}
open | download - IMG_20210307_175444.jpg (619.6 KB)
{kind=link}
{kind=link}
open | download - IMG_20210307_175455.jpg (612.6 KB)
{kind=link}
{kind=link}
open | download - IMG_20210307_175531.jpg (589.2 KB)
{kind=link}
{kind=link}
open | download - IMG_20210307_175542.jpg (563.5 KB)
{kind=link}
{kind=link}
|
Re: Problemi su Problemi T_T March 07, 2021 12:50PM |
Registered: 7 years ago Posts: 143 |
Prima cosa: con un un nozle da 0,4mm è MOLTO difficile stampare layer da 0,4mm! Se non sei regolato più che perfettamente ti sbrodola da tutte le parti, specialmente senza raffreddamento. Comincia col fare una prova con altezza layer 0,2 (io stampo quasi sempre così) magari mettendo un 0,3mm sul primo layer. E a 60mm/s ci arriverai, magari anche oltre, ma per ora abbassa a 40mm/s, 60mm/s per le pareti interne.
Riprova e fammi sapere.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
Riprova e fammi sapere.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
|
Re: Problemi su Problemi T_T March 08, 2021 03:29AM |
Registered: 6 years ago Posts: 1,059 |
Una delle regole base e che non si può stampare con un nozzle dello stesso diametro dell'altezza del layer, per un motivo geometrico:
il salsicciotto che esce dal nozzle deve essere schiacciato su quello sottostante, e ovviamente se provi a disegnare due cerchi vedi che l'area di contatto è minima, per cui quando stampi con un nozzle da 0.4 un layer da 0.4mm ovviamente verrà una schifezza e sicuramente sarà fragile.
c'è in giro sul forum di reprap oppure nelle istruzioni di slic3r (quello originale non la Prusa edition) un bell'articolo introduttivo sull'altezza del layer che spiega molto bene i concetti geometrici e matematici dietro a questa regola empirica.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
il salsicciotto che esce dal nozzle deve essere schiacciato su quello sottostante, e ovviamente se provi a disegnare due cerchi vedi che l'area di contatto è minima, per cui quando stampi con un nozzle da 0.4 un layer da 0.4mm ovviamente verrà una schifezza e sicuramente sarà fragile.
c'è in giro sul forum di reprap oppure nelle istruzioni di slic3r (quello originale non la Prusa edition) un bell'articolo introduttivo sull'altezza del layer che spiega molto bene i concetti geometrici e matematici dietro a questa regola empirica.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problemi su Problemi T_T March 09, 2021 04:48AM |
Registered: 3 years ago Posts: 14 |
Quote
truck64
Prima cosa: con un un nozle da 0,4mm è MOLTO difficile stampare layer da 0,4mm! Se non sei regolato più che perfettamente ti sbrodola da tutte le parti, specialmente senza raffreddamento. Comincia col fare una prova con altezza layer 0,2 (io stampo quasi sempre così) magari mettendo un 0,3mm sul primo layer. E a 60mm/s ci arriverai, magari anche oltre, ma per ora abbassa a 40mm/s, 60mm/s per le pareti interne.
Riprova e fammi sapere.
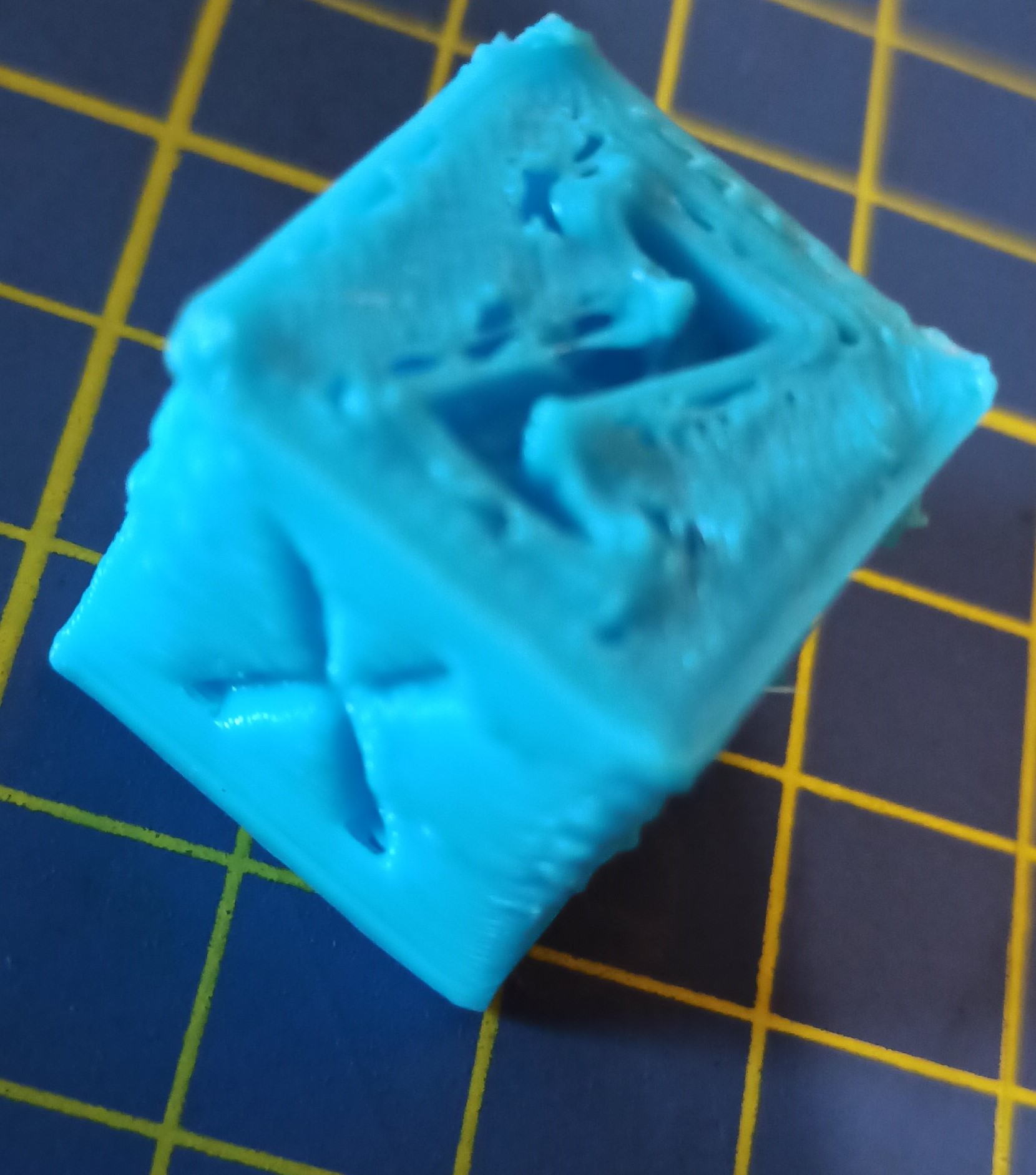
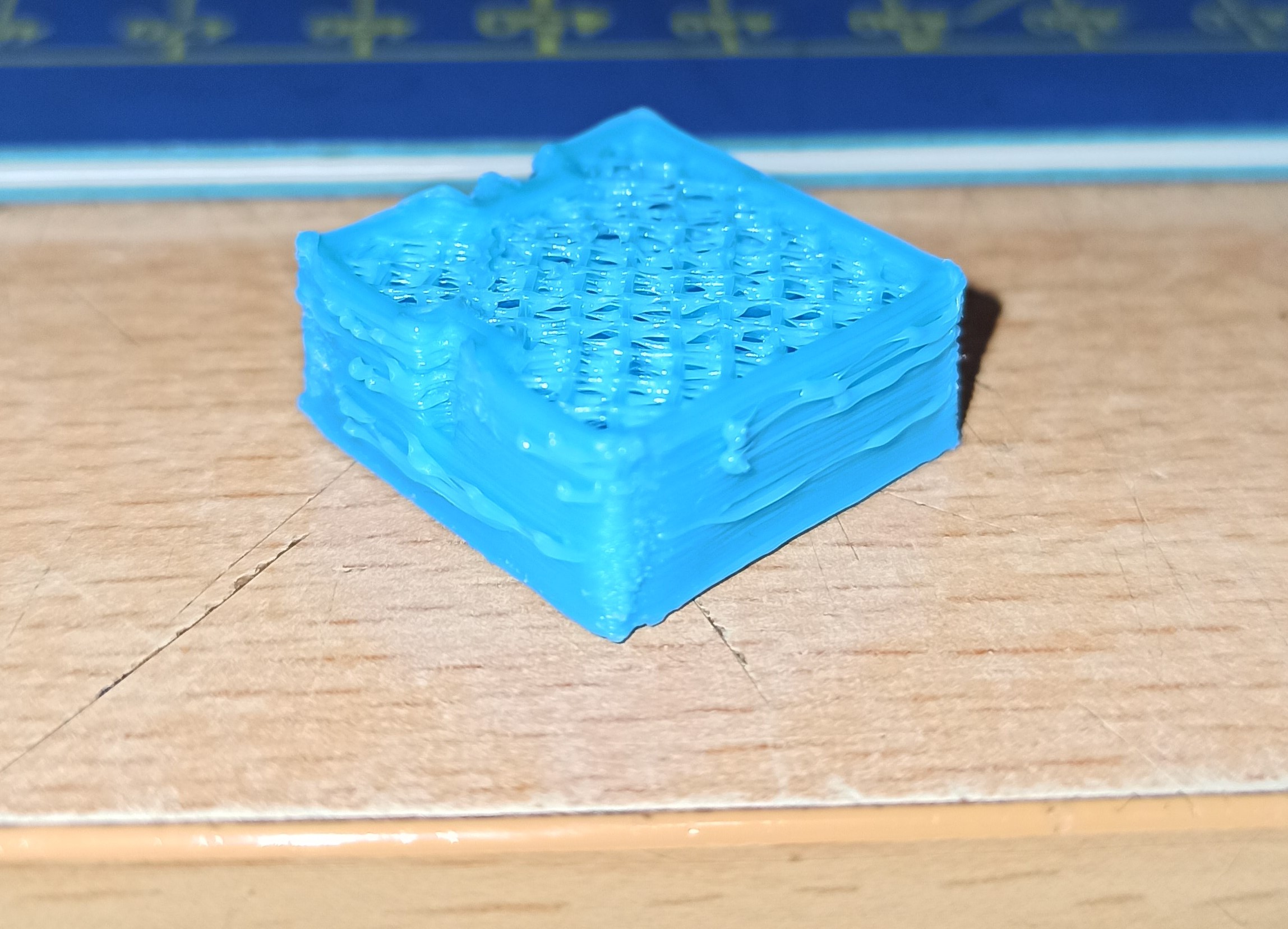
ok, impostato come mi hai detto, và meglio ma c'è qualcosa che non và... (la griglia dell'infill adesso non è male, ad occhio.. il fuori invece fa pietà
 )
)allego immagini.
Quote
onekk
Una delle regole base e che non si può stampare con un nozzle dello stesso diametro dell'altezza del layer, per un motivo geometrico:
il salsicciotto che esce dal nozzle deve essere schiacciato su quello sottostante, e ovviamente se provi a disegnare due cerchi vedi che l'area di contatto è minima, per cui quando stampi con un nozzle da 0.4 un layer da 0.4mm ovviamente verrà una schifezza e sicuramente sarà fragile.
c'è in giro sul forum di reprap oppure nelle istruzioni di slic3r (quello originale non la Prusa edition) un bell'articolo introduttivo sull'altezza del layer che spiega molto bene i concetti geometrici e matematici dietro a questa regola empirica.
Saluti
Carlo D.
ok grazie! oggi spulcio un pò al riguardo

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problemi su Problemi T_T March 10, 2021 07:35AM |
Registered: 7 years ago Posts: 143 |
Ciao Kanon,
continuo a pensare che strai estrudendo troppo, e forse a temperatura troppo alta. I settaggi di temperatura possono essere giusti ma quella letta dalla sonda dell'hotend può non essere corretta. E anche il flusso o la larghezza di etrusione. Non so come funziona con Cura, io all'inizio usavo CuraEngine (lo slicer integrato in Repetier Host) ora PrusaSlic3r e in entrambi la larghezza di estrusione la dichiari esplicitamente. Purtoppo è tutto legato (altezza layer, flusso e velocità estrusione, larghezza estrusione, temperatura hotend) ed è una delle cose che bisogna imparare a regolare per ogni tipo di materiale e per ogni stampante.
Prima di stampare cose complesse come un cubo ti suggerirei di fare tipo i primi due layer solidi, riducendo il flusso fino a che le linee non sono separate, poi aumenti di un 10% e prova nuovamente il cubo. Comunque e scendi sotto all 80% di flusso c'è qualcosa che non va negli step-min dell'estrusore on nella larghezza di estrusione. Magari potresti provare a usare con CuraEngine, che almeno agli inizi mi è sembrato molto più intuitivo. Se vuoi stasera posto i settaggi che usavo io.
Onek ha giustamente citato una serie di pagine web che ricordo di aver studiato a fondo prima di iniziare, ma alcune non le trovo più. Riguardo a Slic3r vedi questa Flow Math che ti può chiarire in generale come ragiona uno slicer, anche Cura. Forse il discorso della larghezza di stampa ti sarà più chiaro leggendo questa pagina Extrusion Width o questa Extrusion widith
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
continuo a pensare che strai estrudendo troppo, e forse a temperatura troppo alta. I settaggi di temperatura possono essere giusti ma quella letta dalla sonda dell'hotend può non essere corretta. E anche il flusso o la larghezza di etrusione. Non so come funziona con Cura, io all'inizio usavo CuraEngine (lo slicer integrato in Repetier Host) ora PrusaSlic3r e in entrambi la larghezza di estrusione la dichiari esplicitamente. Purtoppo è tutto legato (altezza layer, flusso e velocità estrusione, larghezza estrusione, temperatura hotend) ed è una delle cose che bisogna imparare a regolare per ogni tipo di materiale e per ogni stampante.
Prima di stampare cose complesse come un cubo ti suggerirei di fare tipo i primi due layer solidi, riducendo il flusso fino a che le linee non sono separate, poi aumenti di un 10% e prova nuovamente il cubo. Comunque e scendi sotto all 80% di flusso c'è qualcosa che non va negli step-min dell'estrusore on nella larghezza di estrusione. Magari potresti provare a usare con CuraEngine, che almeno agli inizi mi è sembrato molto più intuitivo. Se vuoi stasera posto i settaggi che usavo io.
Onek ha giustamente citato una serie di pagine web che ricordo di aver studiato a fondo prima di iniziare, ma alcune non le trovo più. Riguardo a Slic3r vedi questa Flow Math che ti può chiarire in generale come ragiona uno slicer, anche Cura. Forse il discorso della larghezza di stampa ti sarà più chiaro leggendo questa pagina Extrusion Width o questa Extrusion widith
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
|
Re: Problemi su Problemi T_T March 10, 2021 08:50AM |
Registered: 3 years ago Posts: 14 |
Quote
truck64
Ciao Kanon,
continuo a pensare che strai estrudendo troppo, e forse a temperatura troppo alta. I settaggi di temperatura possono essere giusti ma quella letta dalla sonda dell'hotend può non essere corretta. E anche il flusso o la larghezza di etrusione. Non so come funziona con Cura, io all'inizio usavo CuraEngine (lo slicer integrato in Repetier Host) ora PrusaSlic3r e in entrambi la larghezza di estrusione la dichiari esplicitamente. Purtoppo è tutto legato (altezza layer, flusso e velocità estrusione, larghezza estrusione, temperatura hotend) ed è una delle cose che bisogna imparare a regolare per ogni tipo di materiale e per ogni stampante.
Prima di stampare cose complesse come un cubo ti suggerirei di fare tipo i primi due layer solidi, riducendo il flusso fino a che le linee non sono separate, poi aumenti di un 10% e prova nuovamente il cubo. Comunque e scendi sotto all 80% di flusso c'è qualcosa che non va negli step-min dell'estrusore on nella larghezza di estrusione. Magari potresti provare a usare con CuraEngine, che almeno agli inizi mi è sembrato molto più intuitivo. Se vuoi stasera posto i settaggi che usavo io.
Onek ha giustamente citato una serie di pagine web che ricordo di aver studiato a fondo prima di iniziare, ma alcune non le trovo più. Riguardo a Slic3r vedi questa Flow Math che ti può chiarire in generale come ragiona uno slicer, anche Cura. Forse il discorso della larghezza di stampa ti sarà più chiaro leggendo questa pagina Extrusion Width o questa Extrusion widith
Ciao Truck

come sempre grazie delle risposte!!
putroppo mi si è piegata la staffa che tiene motore-estrusore-ventola su X.. non trovo il pezzo di ricambio da nessuna parte, ho la staffa avvitata tra ventola\estrusore e motore e poi va ad avvitarsi sulla staffa di X (e che arrivi a breve..), inoltre mi sa che proprio il motore di X ha problemi, anche con gli step calcolati come vedi non estrude come dovrebbe o non memorizza i parametri anche se li"salva"
tagliando la testa al toro,sto pensando di passare direttamente al sistema bowden mettendo il motore ecc. in alto sul telaio. ho visto che qualcuno l'ha fatto e con netti miglioramenti.
non è possibile che solo io non riesca a stampare NIENTE nel giro di un mese dai.. è frustante
anche perchè non vorrei dover comprare un altra stampante...
sto cercando i vari pezzi per le modifiche ma non so che staffa mi serva per l'estrusore...
vi aggiorno non appena deciderò il da farsi.
in ogni caso se avete consigli su come montare bowden son ben accetti

Edited 1 time(s). Last edit at 03/10/2021 08:50AM by Kanon.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problemi su Problemi T_T March 16, 2021 09:54AM |
Registered: 3 years ago Posts: 14 |
Rieccomi tornato!
alla fine ho ritrovato il gruppo estrusore per la mia, quindi niente modifiche!
rimontato ieri e ricalcolato gli e-step che ora sono a posto!
i problemi persistono, ma credo di aver capito il perchè..
ho notato che il piatto, o meglio i cuscinetti del piatto, nei movimenti "brevi" fanno tipo TAcTAc come se non scorressero propriamente..
eppure li ho lubrificati a dovere..
ora, ho provato ad allentare la cinghia ma servito a nulla..
oggi provo a vedere se trovo dei cuscinetti in ferramenta e in caso li cambio..
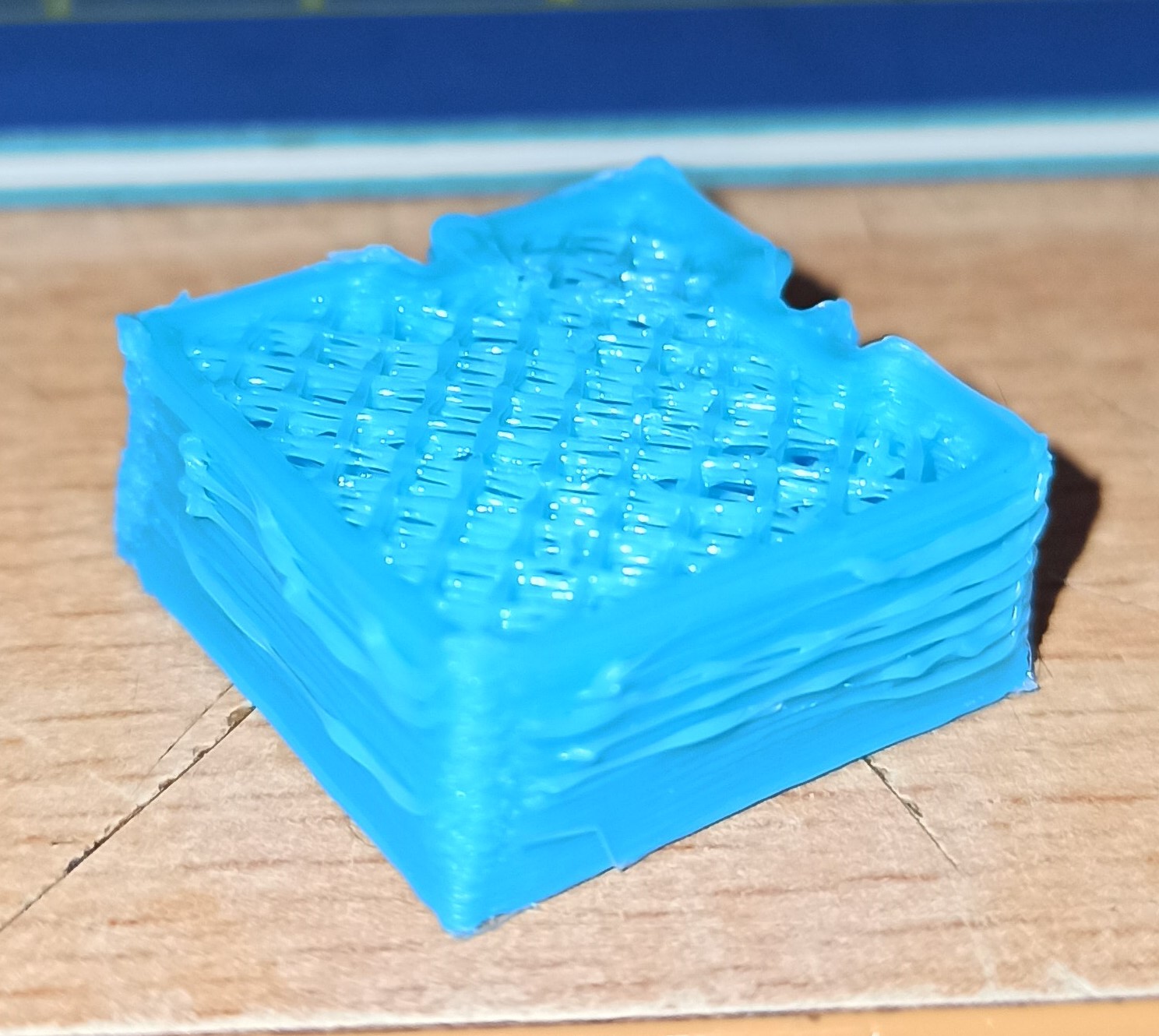
allego foto della prova intanto (che magari non è il piatto..)
alla fine ho ritrovato il gruppo estrusore per la mia, quindi niente modifiche!
rimontato ieri e ricalcolato gli e-step che ora sono a posto!
i problemi persistono, ma credo di aver capito il perchè..
ho notato che il piatto, o meglio i cuscinetti del piatto, nei movimenti "brevi" fanno tipo TAcTAc come se non scorressero propriamente..
eppure li ho lubrificati a dovere..
ora, ho provato ad allentare la cinghia ma servito a nulla..
oggi provo a vedere se trovo dei cuscinetti in ferramenta e in caso li cambio..
allego foto della prova intanto (che magari non è il piatto..)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problemi su Problemi T_T March 17, 2021 03:54PM |
Registered: 9 years ago Posts: 3,268 |
Non vorrei smontarti, ma anche tu avessi enormi problemi nel movimento del piano di stampa (Y), con conseguente perdita di passi, avresti come risultato una stampa a scalini lungo quell'asse (cerca skipping step), e non una sovraestrusione come si vede nelle foto.
Inoltre non riesco a capire come tu possa aver deformato una staffa in metallo (alluminio?).
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Inoltre non riesco a capire come tu possa aver deformato una staffa in metallo (alluminio?).
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problemi su Problemi T_T March 17, 2021 04:52PM |
Registered: 3 years ago Posts: 14 |
Quote
bilanciamist
Non vorrei smontarti, ma anche tu avessi enormi problemi nel movimento del piano di stampa (Y), con conseguente perdita di passi, avresti come risultato una stampa a scalini lungo quell'asse (cerca skipping step), e non una sovraestrusione come si vede nelle foto.
Inoltre non riesco a capire come tu possa aver deformato una staffa in metallo (alluminio?).
non lo so le sto provando tutte ormai guarda.. mi sto convincendo di non farla in mille pezzi e farla volare dalla finestra!!
un mese e mezzo e non ho stampato nulla di nulla, una bobina solo per prove e cubi "colati"(quando stampa..)
o sono io che son capra, o non fa per me, o c'è qualcosa che non riesco a mettere a posto...
la staffa si è di alluminio, tra smonta e rimonta e triga mi si è piegata e stava storto l'estrusore nel suo alloggiamento..
ora che l'estrusore è nuovo non capisco il problema (questa volta gli step\mm di E sono buoni, non sicuro, su 2metri di filamento estrude la stessa quantità)
Sorry, only registered users may post in this forum.