Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
Problema di Stampa con flsun q5 DELTA
Posted by sc.marco77
|
Problema di Stampa con flsun q5 DELTA March 04, 2022 12:14PM |
Registered: 2 years ago Posts: 2 |
Buongiorno a tutti , piacere marco,
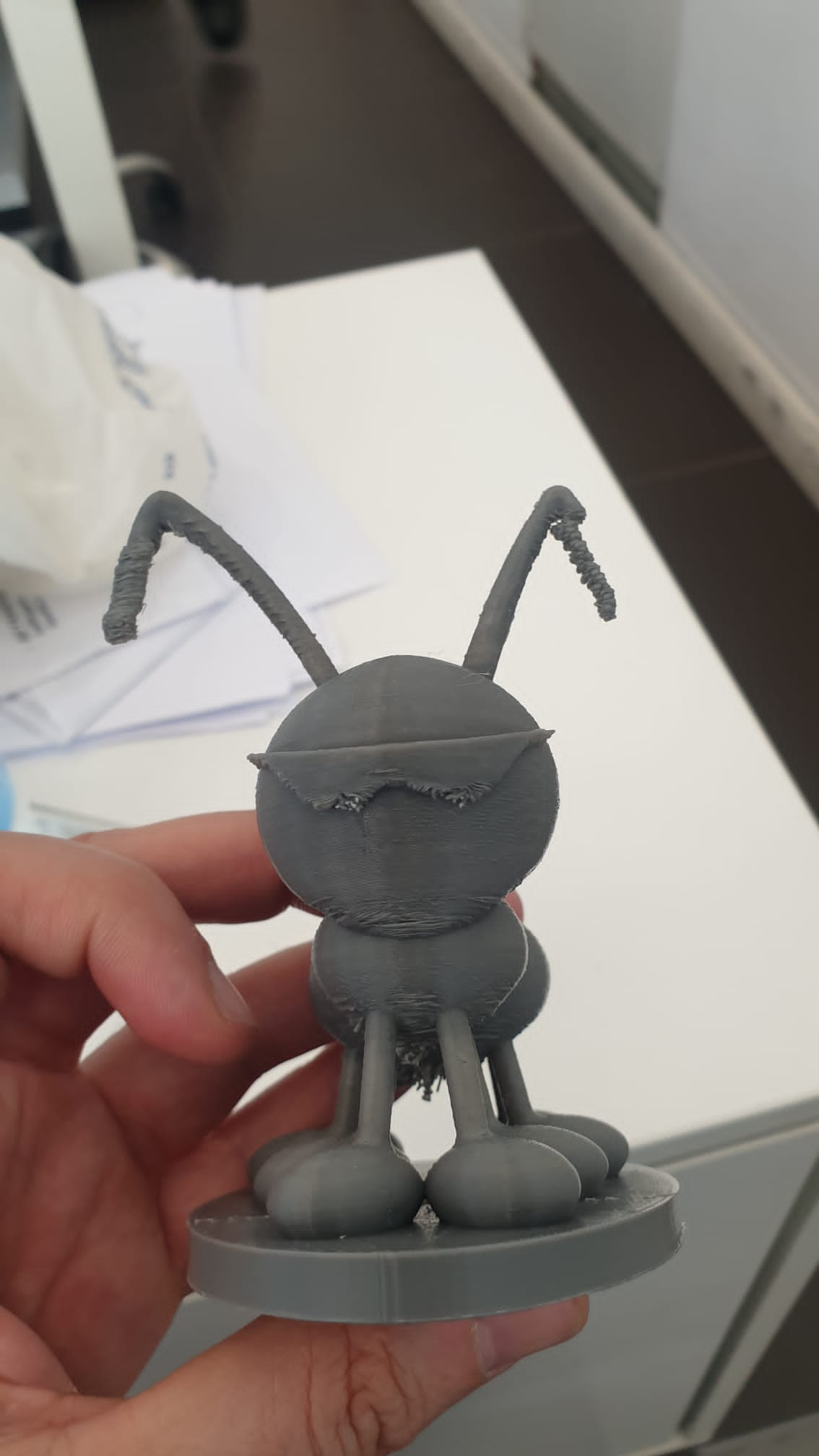
Sono nuovo di questo mondo della stampa 3d. Ho acquistato di recente una fantastica FLSUN Q5 DELTA , e PLA sunlu da 1kg . Come software utilizzo Ultimaker cura , lo trovo molto pratico. Ho settato il file di stampa seguendo alcune guide su youtube, molto dettagliate e precise. Inizialmente le stampe erano buone (ho cominciato da due giorni a stampare e sempr lo stesso pezzo , ne ho stampati di diverse misure e già dalle prime mi davano problemi di imprecisioni, ma tutto sommato accettabili come stampe, nulla che non si potesse risolvere con lima e stucco. Giro foto per chi se ne intendesse di più del sottoscritto , chiedo perfavore consigli e soluzioni varie
ps. Il filamento sono tre giorni che l'ho lasciato montato aperto ed inserito nella stampante, che lavora senza sosta ovviamente . Ho comprato un box essicatore Sunlu che arriverà a giorni.
. Ho comprato un box essicatore Sunlu che arriverà a giorni.
Grazie anticipatamente a tutti per la cortesia
Sono nuovo di questo mondo della stampa 3d. Ho acquistato di recente una fantastica FLSUN Q5 DELTA , e PLA sunlu da 1kg . Come software utilizzo Ultimaker cura , lo trovo molto pratico. Ho settato il file di stampa seguendo alcune guide su youtube, molto dettagliate e precise. Inizialmente le stampe erano buone (ho cominciato da due giorni a stampare e sempr lo stesso pezzo , ne ho stampati di diverse misure e già dalle prime mi davano problemi di imprecisioni, ma tutto sommato accettabili come stampe, nulla che non si potesse risolvere con lima e stucco. Giro foto per chi se ne intendesse di più del sottoscritto , chiedo perfavore consigli e soluzioni varie
ps. Il filamento sono tre giorni che l'ho lasciato montato aperto ed inserito nella stampante, che lavora senza sosta ovviamente
. Ho comprato un box essicatore Sunlu che arriverà a giorni.Grazie anticipatamente a tutti per la cortesia
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problema di Stampa con flsun q5 DELTA March 05, 2022 04:29AM |
Registered: 7 years ago Posts: 143 |
Buongiorno Marco,
i difetti che mostri sono del tutto normali considerato che stampanti a filamento non stampano in aria. Mediamente l'estruso dovrebbe sovrapporsi almeno per metà della sua larghezza allo strato precedente, se riesci a trovare un buon compromesso tra velocità, flusso e raffreddamento del filamento appena esce dal nozle si può arrivare anche a 2/3, circa 60° rispetto alla verticale. Le parti che sportgono altrimenti vanno supportate da strutture che poi vengono rimosse. Supporti. Immagino che le antenne del tuo modello avessero già dei supporti, non vedo come potresti averle stampate altrimenti, ma ne servono altre anche sotto al corpo e sugli occhiali. E quei supporti saranno poi difficili da rimuovere.
Io i supporti cerco di evitarli anche perchè stampo prevalentemente PETG e non c'è modo, o semplicemente non ho trovato il modo, di avere una separazione pulita. Progetto gli oggetti in modo da poterli stampare senza, magari facendoli in più pezzi. Con il PLA era tutto più seplice. Ti lascio un paio di video se vuoi approfondire sull'argomento:
Supporti
Supporti
Riguardo alla bobina lasciata in aria dipende molto da quata umidità hai dove stampi. C'è gente che non la smonta mai dalla stampante, anche se non la usa. Io le bobine che non uso le ripongo in sacchetti chiusi con i sali igroscopici, e quella in macchina la tolgo a fine stampa. L'essiccatore e comunque una buona scelta.
Edited 1 time(s). Last edit at 03/05/2022 04:32AM by truck64.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
i difetti che mostri sono del tutto normali considerato che stampanti a filamento non stampano in aria. Mediamente l'estruso dovrebbe sovrapporsi almeno per metà della sua larghezza allo strato precedente, se riesci a trovare un buon compromesso tra velocità, flusso e raffreddamento del filamento appena esce dal nozle si può arrivare anche a 2/3, circa 60° rispetto alla verticale. Le parti che sportgono altrimenti vanno supportate da strutture che poi vengono rimosse. Supporti. Immagino che le antenne del tuo modello avessero già dei supporti, non vedo come potresti averle stampate altrimenti, ma ne servono altre anche sotto al corpo e sugli occhiali. E quei supporti saranno poi difficili da rimuovere.
Io i supporti cerco di evitarli anche perchè stampo prevalentemente PETG e non c'è modo, o semplicemente non ho trovato il modo, di avere una separazione pulita. Progetto gli oggetti in modo da poterli stampare senza, magari facendoli in più pezzi. Con il PLA era tutto più seplice. Ti lascio un paio di video se vuoi approfondire sull'argomento:
Supporti
Supporti
Riguardo alla bobina lasciata in aria dipende molto da quata umidità hai dove stampi. C'è gente che non la smonta mai dalla stampante, anche se non la usa. Io le bobine che non uso le ripongo in sacchetti chiusi con i sali igroscopici, e quella in macchina la tolgo a fine stampa. L'essiccatore e comunque una buona scelta.
Edited 1 time(s). Last edit at 03/05/2022 04:32AM by truck64.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
|
Re: Problema di Stampa con flsun q5 DELTA March 05, 2022 06:19AM |
Registered: 2 years ago Posts: 2 |
Ti ringrazio per la gentilissima rispota e i consigli, ancora due cose, attualmente (sempre con cura) stampo a 0,15 credi che sia necessario impostarlo ad un livello minore per avere maggiore qualità ? oppure è semplicemente una questione di impostazione di stampa come da te detto ....e poi se per caso sapresti indicarmi , sapendo cosa utilizzo, i settaggi più o meno esatti di velocità, flusso e raffreddamento ? 
Ti ringrazio ancora di tutti i consigli
Ti ringrazio ancora di tutti i consigli
|
Re: Problema di Stampa con flsun q5 DELTA March 05, 2022 01:28PM |
Registered: 7 years ago Posts: 143 |
Ciao Marco,
se vogliamo l'altezza dei layer è il parametro principale per le stampe 3D. C'è un vincolo di dimensione massima in funzione del diametro del nozle, se non sbaglio il 70%, e in genere con le stampanti a filamento sotto a 0.1mm non si riesce ad andare (questione di pressione tra nozle e modello in primis, ma anche di "bontà" della meccanica delle stampanti). Ovviamente layer di minor spessore presuppongono una definizione maggiore nei dettagli, a scapito però della velocità di stampa anche perchè quando applichi uno strato quello precedente dovrebbe essere già raffreddato abbastanza da non deformarsi, e il PLA si piega già ad 80°. Trovare i parametri giusti è un gioco di compromessi.
Penso che sia meglio che tu ti concentri sul valore attuale di altezza layer e per quanto riguarda i parametri di stampa ogni stampante, materiale, perfino marca e colore fanno storia a se. Ci sono dei test da fare, ma li devi fare sulla tua stampante perchè i risultati diffeirebbero comunque da quelli che ho sulla mia, sospetto che non sarebbero uguali nemmeno a quelli fatti su una stampante uguale alla tua. Quelli per la regolazione meccanica della macchina (squadratura, allinamenti, regolazione passi/mm) purtroppo non li conosco per una delta, Riguardo al profilo di stampa puoi iniziare a verificare se stai estrudendo alla temperatura giusta con una TempTower, poi va regolato il flusso (anche gli step/mm dell'estrusore vanno verificati), e ritrazione.
Fatto questo si può passare a cose più esotiche tipo rafferddamento ecc, ma rriviamoci per gradi.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
se vogliamo l'altezza dei layer è il parametro principale per le stampe 3D. C'è un vincolo di dimensione massima in funzione del diametro del nozle, se non sbaglio il 70%, e in genere con le stampanti a filamento sotto a 0.1mm non si riesce ad andare (questione di pressione tra nozle e modello in primis, ma anche di "bontà" della meccanica delle stampanti). Ovviamente layer di minor spessore presuppongono una definizione maggiore nei dettagli, a scapito però della velocità di stampa anche perchè quando applichi uno strato quello precedente dovrebbe essere già raffreddato abbastanza da non deformarsi, e il PLA si piega già ad 80°. Trovare i parametri giusti è un gioco di compromessi.
Penso che sia meglio che tu ti concentri sul valore attuale di altezza layer e per quanto riguarda i parametri di stampa ogni stampante, materiale, perfino marca e colore fanno storia a se. Ci sono dei test da fare, ma li devi fare sulla tua stampante perchè i risultati diffeirebbero comunque da quelli che ho sulla mia, sospetto che non sarebbero uguali nemmeno a quelli fatti su una stampante uguale alla tua. Quelli per la regolazione meccanica della macchina (squadratura, allinamenti, regolazione passi/mm) purtroppo non li conosco per una delta, Riguardo al profilo di stampa puoi iniziare a verificare se stai estrudendo alla temperatura giusta con una TempTower, poi va regolato il flusso (anche gli step/mm dell'estrusore vanno verificati), e ritrazione.
Fatto questo si può passare a cose più esotiche tipo rafferddamento ecc, ma rriviamoci per gradi.
Luca
CoreXY custom (LF Mark1) 395x360x350 - Mega (clone per ora..) + RAMPS1.4 + 4xA4988 + 4 Nema17 17HS4401 - HotEnd V6 clone con ugello da 0.4mm - RepRapDiscount - Display LCD 2004 Smart Controller - Firmware MK4duo 4.2.9 - Repetier-Host 2.1.6
|
Re: Problema di Stampa con flsun q5 DELTA March 06, 2022 10:26AM |
Registered: 6 years ago Posts: 1,059 |
Ciao, data la natura del tipo di stampa, alcuni buchi sono inevitabili, non puopi ad esempio ottenre pareti cotinue verticali, semplicemente perché tu stai estrudento salsicciotti tondi, che se schiacciati hanno comunque i lati curvi.
Sull'altezza del layer esiste un limite geometrico, ma anche un limite dovuto alla "fluidità del materiale", ovviamente un layer più basso del "diametro dell'ugello" è possibile, ed auspicabile, altrimenti i salsicciotti sarebbero uniti solo per una superficie minima che congiuge i loro diametri.
Ma se scendi troppo con l'altezza, l'estrusore estruderà il suo salsiciotto da 0,30 mm ad esempio la l'altezza del layer sarà di 0,05mm lo dovrà schiacciare sul layer precedente con tutti gli eventuali problemi di riscaldamento del layer precedente e simili.
Oltretutto si genererà una "inevitabile " pressione nella "camera di estrusione" che peggiorerà i bordi dell'estrusione, perché quando la velocità diminiusice o l'ugello di alza per andare in una diversa posizione, la pressione in camera farà fuoriuscire della plastica anche a "motore di estrusione" fermo.
Per cui i parametri da ritoccare sono molteplici, se li hai anche la ritrazione può migliorare le cose, ma avrai comunque dei limiti fisici legati al modo con cui la stampante lavora, indipendentemente dalla marca e modello di stampante.
Il PLA è igroscopico, però altrettanto ovviamente dipende molto dall'umidità ambientale, non è di certo un assorbitore di umidità, per cui a volte il problema è più un problema "indotto" che un problema reale.
Tieni presente che il giro di affari attorno alla stampa 3D ha ormai creato una serie di "falsi miti" e di "informazioni spurie" che rende capire cosa è reale e cosa è "creato ad arte" è difficile.
Putroppo lo sviluppo delle RepRap sembra essersi fermato dopo il successo commerciale "dei cloni" per cui le informazioni derivate da veri test che trovi in giro sono poche e datate.
Dal punto di vista tecnico alcune considerazioni fatte ad esempio sulla meccanica dell'estrusione che trovi sul sito di Slic3r sono impagabili, per cui un'occhiata al manuale di Slic3r è sempre una buona lettura per capire la meccanica e la matematica dietro ai salsicciotti.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Sull'altezza del layer esiste un limite geometrico, ma anche un limite dovuto alla "fluidità del materiale", ovviamente un layer più basso del "diametro dell'ugello" è possibile, ed auspicabile, altrimenti i salsicciotti sarebbero uniti solo per una superficie minima che congiuge i loro diametri.
Ma se scendi troppo con l'altezza, l'estrusore estruderà il suo salsiciotto da 0,30 mm ad esempio la l'altezza del layer sarà di 0,05mm lo dovrà schiacciare sul layer precedente con tutti gli eventuali problemi di riscaldamento del layer precedente e simili.
Oltretutto si genererà una "inevitabile " pressione nella "camera di estrusione" che peggiorerà i bordi dell'estrusione, perché quando la velocità diminiusice o l'ugello di alza per andare in una diversa posizione, la pressione in camera farà fuoriuscire della plastica anche a "motore di estrusione" fermo.
Per cui i parametri da ritoccare sono molteplici, se li hai anche la ritrazione può migliorare le cose, ma avrai comunque dei limiti fisici legati al modo con cui la stampante lavora, indipendentemente dalla marca e modello di stampante.
Il PLA è igroscopico, però altrettanto ovviamente dipende molto dall'umidità ambientale, non è di certo un assorbitore di umidità, per cui a volte il problema è più un problema "indotto" che un problema reale.
Tieni presente che il giro di affari attorno alla stampa 3D ha ormai creato una serie di "falsi miti" e di "informazioni spurie" che rende capire cosa è reale e cosa è "creato ad arte" è difficile.
Putroppo lo sviluppo delle RepRap sembra essersi fermato dopo il successo commerciale "dei cloni" per cui le informazioni derivate da veri test che trovi in giro sono poche e datate.
Dal punto di vista tecnico alcune considerazioni fatte ad esempio sulla meccanica dell'estrusione che trovi sul sito di Slic3r sono impagabili, per cui un'occhiata al manuale di Slic3r è sempre una buona lettura per capire la meccanica e la matematica dietro ai salsicciotti.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Sorry, only registered users may post in this forum.