Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
Creality 3 pro abs fragile
Posted by lupetto8811
|
Creality 3 pro abs fragile May 27, 2022 10:40AM |
Registered: 4 years ago Posts: 18 |
Buongiorno ragazzi,
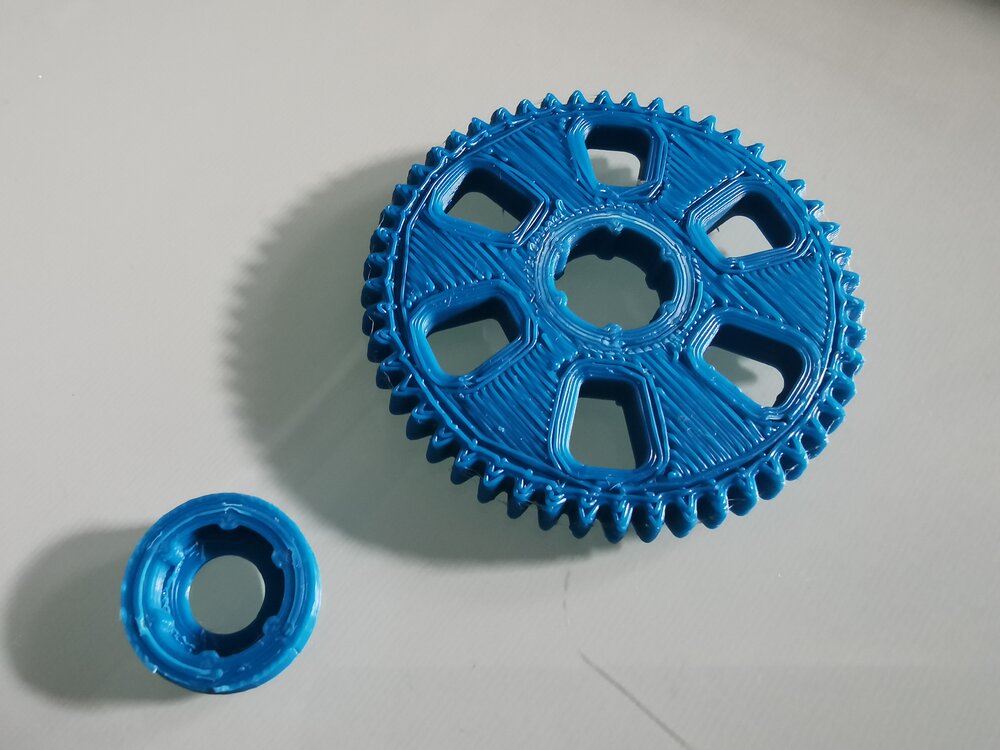
Mi sto cimentando a stampare con abs una ruota dentata del cambio di una macchinina rc ma sto avendo problemi di rottura del pezzo.
Si separano i layer con estrema facilità, addirittura nello staccare il pezzo dalla base della stampante. Come mai?
Ho una ender 3 pro con scheda madre silenziosa e sto stampando con filo abs di marca colido con le temperature :
Nozzle: 235
Bed: 110
Velocita 25
Retroazione 6
Senza raffreddamento
Per il software utilizzo cura, invece i firmware è marlin (era già sulla scheda quando l'ho acquistata)
Come è possibile che sia così fragile.
Inoltre sembra che i layer sotto siano più stretti di quelli di sopra (effetto cono rovesciato)
Avete idee?
Possibili impostazioni della macchina o altro?
Nelle foto da un lato è presente ancora un layer del supporto
Edited 1 time(s). Last edit at 05/27/2022 10:41AM by lupetto8811.
Mi sto cimentando a stampare con abs una ruota dentata del cambio di una macchinina rc ma sto avendo problemi di rottura del pezzo.
Si separano i layer con estrema facilità, addirittura nello staccare il pezzo dalla base della stampante. Come mai?
Ho una ender 3 pro con scheda madre silenziosa e sto stampando con filo abs di marca colido con le temperature :
Nozzle: 235
Bed: 110
Velocita 25
Retroazione 6
Senza raffreddamento
Per il software utilizzo cura, invece i firmware è marlin (era già sulla scheda quando l'ho acquistata)
Come è possibile che sia così fragile.
Inoltre sembra che i layer sotto siano più stretti di quelli di sopra (effetto cono rovesciato)
Avete idee?
Possibili impostazioni della macchina o altro?
Nelle foto da un lato è presente ancora un layer del supporto
Edited 1 time(s). Last edit at 05/27/2022 10:41AM by lupetto8811.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Creality 3 pro abs fragile May 27, 2022 10:51AM |
Registered: 6 years ago Posts: 1,059 |
L'ABS è rognoso, in genere, se è fragile e i layer non si attaccano bene, è un problema di temperatura, in genere troppo bassa.
Però l'ABS da anche problemi dimensionali, nel senso che quando raffredda si contrae per cui alla fine devi fare una serie di prove per trovare la corretta temperatura in modo da ottenere un pezzo decente e poi calcolarti di quanto si "ritira" il pezzo e usare un fattore di scala per avere le corrette dimensioni finali.
Quello che imposti sullo schermo o tramite i parametri non è una "temperatura" ma una "idea della temperatura", non è raro che alla prova dei fatti se misuri la temperatura dell'estrusore (e del piano riscaldato) ti ritrovi con scarti di 20 e rotti gradi all'estrusore (qualcosa meno sul piano riscaldato).
Semplicemente perché ogni sensore NTC ha le sue caratteristiche e la curva non è linearizzata, per cui sono necessarie prove o sensori selezionati per avere poco scarto rispetto ai dati di targa.
Per questo in genere si consiglia di usare una "torre della temperatura" per trovare "empiricamente" il corretto "valore" da impostare nel campo "temperatura".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Però l'ABS da anche problemi dimensionali, nel senso che quando raffredda si contrae per cui alla fine devi fare una serie di prove per trovare la corretta temperatura in modo da ottenere un pezzo decente e poi calcolarti di quanto si "ritira" il pezzo e usare un fattore di scala per avere le corrette dimensioni finali.
Quello che imposti sullo schermo o tramite i parametri non è una "temperatura" ma una "idea della temperatura", non è raro che alla prova dei fatti se misuri la temperatura dell'estrusore (e del piano riscaldato) ti ritrovi con scarti di 20 e rotti gradi all'estrusore (qualcosa meno sul piano riscaldato).
Semplicemente perché ogni sensore NTC ha le sue caratteristiche e la curva non è linearizzata, per cui sono necessarie prove o sensori selezionati per avere poco scarto rispetto ai dati di targa.
Per questo in genere si consiglia di usare una "torre della temperatura" per trovare "empiricamente" il corretto "valore" da impostare nel campo "temperatura".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Sorry, only registered users may post in this forum.