Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Stampa 3D per principianti
>
Topic
PLA si piega nell'hobbed bolt [Risolto]
Posted by ppaolo73
|
PLA si piega nell'hobbed bolt [Risolto] September 02, 2014 04:49PM |
Registered: 9 years ago Posts: 30 |
Buonasera a tutti, sono alle prime stampe e, ovviamente, ai primi problemi.
Ho finito di costruire la mia i3 R2 by Nicola P., hotend IeC da 0.3 e filo da 1.75
Ho già stampato qualcosina con risultati, per me, soddisfacenti.
Vi espongo il primo dei problemi in cui sono incappato:
Quando stampo pezzi con ampie superfici piatte il filo si incastra nell'hobbed bolt. Ho alzato la temperatura e abbassato un pò la velocità e qualcosa ho risolto. Ora stampo il PLA a 200-205 gradi e ho immesso in slic3r velocità di 50 mm/s. Tuttavia ancora su alcuni pezzi si ripropone l'inconveniente con stampe che dopo un'oretta si rovinano.
Su che valori devo intervenire per impedire che l'estrusore giri talmente in fretta da non permettere all'hotend di smaltire tutto il PLA fuso? "Velocità infill"? È proprio quando fa i "nidi d'ape" o altri tipi di riempimenti di ampie superfici che la big gear gira velocemente intasando l'hobbed.
So che questo problema è una stupidaggine per gli esperti, ma per un principiante come me no. Ho cercato nel forum ma una risposta utile non l'ho trovata.
Grazie ìn anticipo a tutti voi.
Paolo
Edited 1 time(s). Last edit at 09/06/2014 03:46AM by Gordie.
Ho finito di costruire la mia i3 R2 by Nicola P., hotend IeC da 0.3 e filo da 1.75
Ho già stampato qualcosina con risultati, per me, soddisfacenti.
Vi espongo il primo dei problemi in cui sono incappato:
Quando stampo pezzi con ampie superfici piatte il filo si incastra nell'hobbed bolt. Ho alzato la temperatura e abbassato un pò la velocità e qualcosa ho risolto. Ora stampo il PLA a 200-205 gradi e ho immesso in slic3r velocità di 50 mm/s. Tuttavia ancora su alcuni pezzi si ripropone l'inconveniente con stampe che dopo un'oretta si rovinano.
Su che valori devo intervenire per impedire che l'estrusore giri talmente in fretta da non permettere all'hotend di smaltire tutto il PLA fuso? "Velocità infill"? È proprio quando fa i "nidi d'ape" o altri tipi di riempimenti di ampie superfici che la big gear gira velocemente intasando l'hobbed.
So che questo problema è una stupidaggine per gli esperti, ma per un principiante come me no. Ho cercato nel forum ma una risposta utile non l'ho trovata.
Grazie ìn anticipo a tutti voi.
Paolo
Edited 1 time(s). Last edit at 09/06/2014 03:46AM by Gordie.
|
Re: PLA si piega nell'hobbed bolt September 02, 2014 05:27PM |
Registered: 12 years ago Posts: 4,555 |
Ciao Paolo, occorrono un bel po di più di informazioni che la velocità di stampa per determinare un problema.
Parti comunque da un presupposto.... hai uno 0.3 X 1.75, quindi una melt zone piuttosto ridotta (19 mm lunghezza x 2.1 di diametro) che può si andare discretamente veloce, ma non in maniera continuativa per ovvi motivi di quantità di materiale e relativo tempo di fusione che non può essere istantaneo all'ingresso nella melt zone.
Questo impone alcuni limiti che, se non sono assolutamente valutabili stampando in alta risoluzione (layer 0.125 o inferiore), cominciano a farsi sentire quando si arriva a limiti di layer "vicini" al 75% del diametro dell'ugello... infatti il layer "tipico" per quel hotend è lo 0.2 mm.
Se anche solo hai il primo layer al 150/200% come fanno molti, rischi di incappare in blocchi determinati appunto dall'incapacità del hotend di estrudere un volume di materiale "oltre specifica", quindi creare poi delle difficoltà al filo che, se non correttamente convogliato, facilmente poi si piega e perde pressione nel hotend portando al blocco della stampa.
Anche grandi superfici da riempire ad alta velocità possono creare problemi nella continuità dell'estrusione, conviene infatti limitare le velocità di infill quando le mesh presentano appunto tali superfici da riempire.
Non ci sono parametri definiti tali da poter dare dei valori assoluti perchè le variabili tra materiale e materiale già sono enormi, si può solo partire "a grandi linee" con appunto delle regole "base" che possano comunque limitare i possibili problemi.
Valori conservativi nel caso del tuo hotend sono
Layer 0.2
Infill 40/120 mm/sec. a seconda appunto delle mesh e di come sono conformate, aree piccole e frammentate valori alti, ampie superfici valori bassi).
Gli altri valori sono necessariamente inferiori al Infill quindi rimanendo in quei valori dovresti avere una corretta estrusione.
Fai comunque delle foto e metti i parametri di stampa che almeno capiamo qualcosa in più
Edited 3 time(s). Last edit at 09/02/2014 05:41PM by immaginaecrea.
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Parti comunque da un presupposto.... hai uno 0.3 X 1.75, quindi una melt zone piuttosto ridotta (19 mm lunghezza x 2.1 di diametro) che può si andare discretamente veloce, ma non in maniera continuativa per ovvi motivi di quantità di materiale e relativo tempo di fusione che non può essere istantaneo all'ingresso nella melt zone.
Questo impone alcuni limiti che, se non sono assolutamente valutabili stampando in alta risoluzione (layer 0.125 o inferiore), cominciano a farsi sentire quando si arriva a limiti di layer "vicini" al 75% del diametro dell'ugello... infatti il layer "tipico" per quel hotend è lo 0.2 mm.
Se anche solo hai il primo layer al 150/200% come fanno molti, rischi di incappare in blocchi determinati appunto dall'incapacità del hotend di estrudere un volume di materiale "oltre specifica", quindi creare poi delle difficoltà al filo che, se non correttamente convogliato, facilmente poi si piega e perde pressione nel hotend portando al blocco della stampa.
Anche grandi superfici da riempire ad alta velocità possono creare problemi nella continuità dell'estrusione, conviene infatti limitare le velocità di infill quando le mesh presentano appunto tali superfici da riempire.
Non ci sono parametri definiti tali da poter dare dei valori assoluti perchè le variabili tra materiale e materiale già sono enormi, si può solo partire "a grandi linee" con appunto delle regole "base" che possano comunque limitare i possibili problemi.
Valori conservativi nel caso del tuo hotend sono
Layer 0.2
Infill 40/120 mm/sec. a seconda appunto delle mesh e di come sono conformate, aree piccole e frammentate valori alti, ampie superfici valori bassi).
Gli altri valori sono necessariamente inferiori al Infill quindi rimanendo in quei valori dovresti avere una corretta estrusione.
Fai comunque delle foto e metti i parametri di stampa che almeno capiamo qualcosa in più
Edited 3 time(s). Last edit at 09/02/2014 05:41PM by immaginaecrea.
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: PLA si piega nell'hobbed bolt September 02, 2014 06:48PM |
Registered: 10 years ago Posts: 1,714 |
Oltre a quello che ha detto Davide, aggiungo che il difetto si presenta anche per l'area molto ampia tra la hobbedbolt e l'imbocco del canale dell'estrusore: il wade prevedeva un cuscineto 608zz e ho mantenuto quello; nella versione 2 dell'estrusore R2 ho modificato l'idler per montare un cuscinetto 624zz che riduce questo problema. L'unico modo per ora è ridurre le velocità come dice Davide: infill sopra i 50 sono anche critici per la qualità di stampa, abbassali sensibilmente, e tienili a 40mm/sec, soprattutto se usi honeycomb, che shekera molto la stampante.
Altro modo per scaricare un po la pressione di un nozzle da 0.3 è inserire lo z lift sulle retraction, ma non risolve su layer molto ampi.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]

Altro modo per scaricare un po la pressione di un nozzle da 0.3 è inserire lo z lift sulle retraction, ma non risolve su layer molto ampi.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: PLA si piega nell'hobbed bolt September 03, 2014 06:32AM |
Registered: 9 years ago Posts: 30 |
Grazie Davide e Nicola, ora sto stampando a layer 0.2 con primo a 0.25 (il problema lo faceva anche a layer 015 e 020).
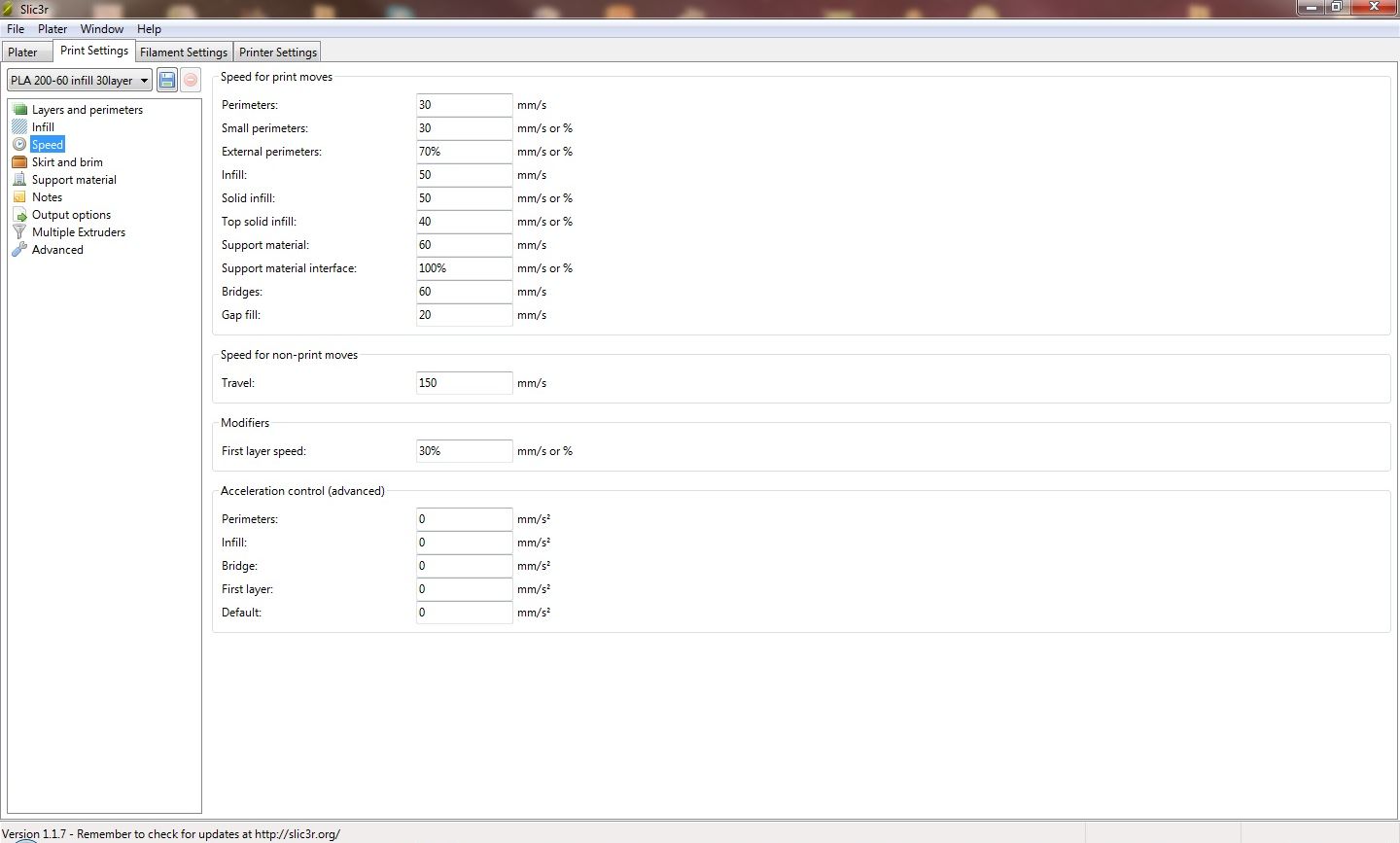
Comunque effettivamente il problema saranno le velocità... allego un'immagine delle impostazioni di velocità di slic3r...
Un'altra domandina : è da intervenire anche nel firmware? Sulle accelerazioni (2000,2000,50,2000) e sul feedrate (500,500,5,25)?
: è da intervenire anche nel firmware? Sulle accelerazioni (2000,2000,50,2000) e sul feedrate (500,500,5,25)?
Grazie ancora
Comunque effettivamente il problema saranno le velocità... allego un'immagine delle impostazioni di velocità di slic3r...
Un'altra domandina
: è da intervenire anche nel firmware? Sulle accelerazioni (2000,2000,50,2000) e sul feedrate (500,500,5,25)?Grazie ancora
|
Re: PLA si piega nell'hobbed bolt September 03, 2014 10:28AM |
Registered: 10 years ago Posts: 1,714 |
La scia stare il fw e modifica il sw: prova con infill e solid infill a 45 e vedi se lo fa ancora.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: PLA si piega nell'hobbed bolt September 03, 2014 12:05PM |
Registered: 9 years ago Posts: 30 |

|
Re: PLA si piega nell'hobbed bolt September 05, 2014 06:22AM |
Registered: 9 years ago Posts: 30 |


{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.