Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Stampa 3D per principianti
>
Topic
Pulizia hotend e hotbed
Posted by felixv
|
Pulizia hotend e hotbed January 05, 2015 07:06AM |
Registered: 9 years ago Posts: 37 |
Buongiorno a tutti,
un pò di tempo fà ho aperto un post poichè avevo problemi con le dimensioni del piano di stampa che ho risolto, poi ho avuto problemi con l'hotend ed l'hotbed che ho cmq risolto leggendo le discussioni varie, per il piatto ho risolto prima capovolgendolo con i contatti all'insù e poi ho messo al massimo l'uscita dell'alimentatore, per l'hotend invece l'ho portato a 250/255° prima lo avevo impostato a 230/235. Con qs impostazioni la stampa non è niente male, ora però siccome uso l'ABS sul piatto ho messo la lacca per una maggiore aderenza del primo layer, non so quante volte la devo mettere, al momento la sto mettendo ogni volta che stampo e non so con cosa pulire il piano di fibra di vetro. Poi non so come pulire l'hotend dall'abs che è rimasto un pò appiccicato e si è scurito, leggevo che si potrebbe usare l'acetone ma non ho capito se ce lo devo immergere o cosa. Ah!!! al momento sto usando il filamento a pezzetti nel senso che in base a quanto me ne occorre per una stampa prendo la misura ci aggiungo una decina di cm e lo taglio, secondo voi può andar bene così o ci devo lasciare il rotolo intero sempre attaccato? Grazie a tutti per ogni suggerimento che potrete darmi.
La stampante è una prusa i3 rework, hotend J-Head per filamento di 3 mm, estrusione 0,4mm
un pò di tempo fà ho aperto un post poichè avevo problemi con le dimensioni del piano di stampa che ho risolto, poi ho avuto problemi con l'hotend ed l'hotbed che ho cmq risolto leggendo le discussioni varie, per il piatto ho risolto prima capovolgendolo con i contatti all'insù e poi ho messo al massimo l'uscita dell'alimentatore, per l'hotend invece l'ho portato a 250/255° prima lo avevo impostato a 230/235. Con qs impostazioni la stampa non è niente male, ora però siccome uso l'ABS sul piatto ho messo la lacca per una maggiore aderenza del primo layer, non so quante volte la devo mettere, al momento la sto mettendo ogni volta che stampo e non so con cosa pulire il piano di fibra di vetro. Poi non so come pulire l'hotend dall'abs che è rimasto un pò appiccicato e si è scurito, leggevo che si potrebbe usare l'acetone ma non ho capito se ce lo devo immergere o cosa. Ah!!! al momento sto usando il filamento a pezzetti nel senso che in base a quanto me ne occorre per una stampa prendo la misura ci aggiungo una decina di cm e lo taglio, secondo voi può andar bene così o ci devo lasciare il rotolo intero sempre attaccato? Grazie a tutti per ogni suggerimento che potrete darmi.
La stampante è una prusa i3 rework, hotend J-Head per filamento di 3 mm, estrusione 0,4mm
|
Re: Pulizia hotend e hotbed January 06, 2015 07:11AM |
Registered: 10 years ago Posts: 2,239 |
Per il piatto in fibra di vetro aspetta qualcuno che sappia cosa fare;
Per l'hotend puoi smontarlo tutto e pulire pezzo per pezzo, te lo conbsiglio, non serve farlo tutte le volte, basta una volta ogni tanto o quando lo vedi sporco. Non pulirlo quando è caldo che rovini il nozzle e il tubicino in PTFE (ma che hotend hai?)
Per il filamento lascia la bobina che i software sono estremamente imprecisi, rischi di arrivare alla fine e buttare via tutto perchè non hai più materiale. Lascia su la bobina e toglila a lavoro finito se hai paura di rovinarla.
Per l'hotend puoi smontarlo tutto e pulire pezzo per pezzo, te lo conbsiglio, non serve farlo tutte le volte, basta una volta ogni tanto o quando lo vedi sporco. Non pulirlo quando è caldo che rovini il nozzle e il tubicino in PTFE (ma che hotend hai?)
Per il filamento lascia la bobina che i software sono estremamente imprecisi, rischi di arrivare alla fine e buttare via tutto perchè non hai più materiale. Lascia su la bobina e toglila a lavoro finito se hai paura di rovinarla.
|
Re: Pulizia hotend e hotbed January 06, 2015 07:57AM |
Registered: 10 years ago Posts: 3,268 |
Io non uso la fibra di vetro ma un piano in vetro. la lacca la metto prima di ogni stampa e per levarla basta l'acqua calda. Nei casi peggiori la lascio a bagno e si leva facilmente.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Pulizia hotend e hotbed January 06, 2015 12:10PM |
Registered: 9 years ago Posts: 37 |
Grazie per il vostro supporto, però ho bisogno di sapere con più precisione dopo averlo smontato pezzo pezzo come e con cosa pulirlo, l'hotend che ho è il J-Head per filamento di 3 mm, estrusione 0,4mm.
Ora mi è sorto un ulteriore problema, ho lanciato la stampa dei supporti per agganciare il rotolo del filamento che per il primo pezzo ci doveva mettere 2 ore e 20 min però ho dovuto bloccarla in quanto ad un certo punto, al 10 layer di 149, l'abs mi si è sollevato dal piatto da una parte, a cosa potrebbe essere dovuto? ci ho messo poca lacca in quel punto?
Ora mi è sorto un ulteriore problema, ho lanciato la stampa dei supporti per agganciare il rotolo del filamento che per il primo pezzo ci doveva mettere 2 ore e 20 min però ho dovuto bloccarla in quanto ad un certo punto, al 10 layer di 149, l'abs mi si è sollevato dal piatto da una parte, a cosa potrebbe essere dovuto? ci ho messo poca lacca in quel punto?
|
Re: Pulizia hotend e hotbed January 07, 2015 07:52AM |
Registered: 10 years ago Posts: 447 |
L'angolo dell'abs imbarcato è nel tuo caso potrebbe essere dovuto a :
- poca lacca
- piano (o angolo del piano) troppo freddo
- differenza di temperatura tra stampa e ambiente circostante troppo alto
Specie in inverno, una temperatura esterna troppo bassa e magari con delle correnti d'aria velocizza troppo il raffreddamento disomogeno del pezzo (base calda, intermezzo più freddo, ultimo layer caldo).
Prova con un po' di lacca in più, ma non esagerare altrimenti non stacchi più il pezzo e rovini il piano.
Altrimenti ci sono altri modi per aumentare l'adesione, in funzione del tipo di piano che utilizzi.
C'è chi usa vinavil e piano freddo...
Per la temperatura esterna può aiutare un box, che sicuramente limita le correnti ed eventualmente se fatto bene con materiali termicamente isolanti ti può diventare una pseudo-camera calda.
Se te lo puoi permettere in funzione del tipo e della qualità del pezzo, utilizza nello slicer il brim fino anche a 10mmm, che poi scontornerai a mano a pezzo ultimato.
Alcuni invece di usare il brim dello slicer si fanno il brim su misura dentro il modello 3D, aggiungendo dei cerchi di alti uno o due layer solo e tutto attorno alle zone potenzialmente critiche (angoli di pezzi grossi e parti lunghe e sottili in XY ma sufficientemente alte in Z).
Così mantieni la maggior parte dei lati puliti e devi staccare il brim solo dove serve.
La testina o nozzle dell'hotend lo puoi pulire dall'ABS con acetone, ma dovresti almeno togliere il filamento (che altrimenti si impregna anche quello di acetone) se non smontare l'intero l'hotend. Ma questo richiede più tempo, inclusa eventuale ri-taratura dell'asse Z.
Pezzetti bruciacchiati molto piccoli non danno nessun problema alla stampa se non toccano il materiale depositato; sono solo un fattore estetico.
Quelli più grandi io di solito li tolgo con una pinzetta da elettronica ad hotend caldo.
Per la bobina ti consiglio infine uno degli infiniti porta-bobina che trovi in rete.
Eventualmente inserito in un box ad-hoc semi-stagno, con sali disidratanti e opaco.
Così puoi anche lasciare il filamento nell'hotend e l'unica parte che ti si potrebbe degradare a causa di luce ed umidità sono quei cm di filamento esposti tra box stesso e hotend (che alla stampa successiva puoi spurgare e/o usare per fare brim/raft/skirt).
- poca lacca
- piano (o angolo del piano) troppo freddo
- differenza di temperatura tra stampa e ambiente circostante troppo alto
Specie in inverno, una temperatura esterna troppo bassa e magari con delle correnti d'aria velocizza troppo il raffreddamento disomogeno del pezzo (base calda, intermezzo più freddo, ultimo layer caldo).
Prova con un po' di lacca in più, ma non esagerare altrimenti non stacchi più il pezzo e rovini il piano.
Altrimenti ci sono altri modi per aumentare l'adesione, in funzione del tipo di piano che utilizzi.
C'è chi usa vinavil e piano freddo...
Per la temperatura esterna può aiutare un box, che sicuramente limita le correnti ed eventualmente se fatto bene con materiali termicamente isolanti ti può diventare una pseudo-camera calda.
Se te lo puoi permettere in funzione del tipo e della qualità del pezzo, utilizza nello slicer il brim fino anche a 10mmm, che poi scontornerai a mano a pezzo ultimato.
Alcuni invece di usare il brim dello slicer si fanno il brim su misura dentro il modello 3D, aggiungendo dei cerchi di alti uno o due layer solo e tutto attorno alle zone potenzialmente critiche (angoli di pezzi grossi e parti lunghe e sottili in XY ma sufficientemente alte in Z).
Così mantieni la maggior parte dei lati puliti e devi staccare il brim solo dove serve.
La testina o nozzle dell'hotend lo puoi pulire dall'ABS con acetone, ma dovresti almeno togliere il filamento (che altrimenti si impregna anche quello di acetone) se non smontare l'intero l'hotend. Ma questo richiede più tempo, inclusa eventuale ri-taratura dell'asse Z.
Pezzetti bruciacchiati molto piccoli non danno nessun problema alla stampa se non toccano il materiale depositato; sono solo un fattore estetico.
Quelli più grandi io di solito li tolgo con una pinzetta da elettronica ad hotend caldo.
Per la bobina ti consiglio infine uno degli infiniti porta-bobina che trovi in rete.
Eventualmente inserito in un box ad-hoc semi-stagno, con sali disidratanti e opaco.
Così puoi anche lasciare il filamento nell'hotend e l'unica parte che ti si potrebbe degradare a causa di luce ed umidità sono quei cm di filamento esposti tra box stesso e hotend (che alla stampa successiva puoi spurgare e/o usare per fare brim/raft/skirt).
|
Re: Pulizia hotend e hotbed January 08, 2015 04:31AM |
Registered: 9 years ago Posts: 37 |
Grazie a tutti per le dritte,
ieri sono stato preso dallo sconforto in quanto ho girato mezza città (leroy merlin, ikea e ferramenta vari) e non sono riuscito a trovare niente, ero in cerca di un foglio di sughero di 5 mm di spessore ma avevano solo rotoli giganteschi, vetri o specchi di 20x20 cm di dimensione ... niente, cercavo anche dei bulloni m3x60 (di quelli lunghi che sono sopra l'hotend perchè uno dei due che ho è difettato che non ha gli intagli per il cacciavite) per questo ho risolto prendendo una barra filettata di 3mm e lo tagliata e come testa ci ho messo due bolloncini con in mezzo una rondella per bloccarli ... cmq preso dallo sconforto ieri non ho fatto niente.
Comunque le impostazioni che ho nella stampante per quanto riguarda le temperature sono per il piano 115° il primo layer ed i successivi a 110°, mentre per l'hotend il primo layer a 255° e successivi a 250°. Ho provato ad applicarci più lacca ma ha retto fino al 15° layer poi da una parte si è alzato dal piano di stampa e quindi ho bloccato tutto (qs l'ho fatto domenica). Proverò con il vinavil ed una domanda, facciamo 2 o 3, sorge spontanea ... dopo averlo di steso sul piano lo devo, diciamo, lasciar asciugare o devo lanciare subito la stampa? l'altra domanda che mi viene, siccome il vinal presuppone che il piatto sia freddo, devo impostare da repeteir host la temperatura a 0°?, potrei fare un box provvisorio composto da 2 cartoni con in mezzo del polistirolo ed il tutto avvolto in foglio di alluminio da cucina?
ieri sono stato preso dallo sconforto in quanto ho girato mezza città (leroy merlin, ikea e ferramenta vari) e non sono riuscito a trovare niente, ero in cerca di un foglio di sughero di 5 mm di spessore ma avevano solo rotoli giganteschi, vetri o specchi di 20x20 cm di dimensione ... niente, cercavo anche dei bulloni m3x60 (di quelli lunghi che sono sopra l'hotend perchè uno dei due che ho è difettato che non ha gli intagli per il cacciavite) per questo ho risolto prendendo una barra filettata di 3mm e lo tagliata e come testa ci ho messo due bolloncini con in mezzo una rondella per bloccarli ... cmq preso dallo sconforto ieri non ho fatto niente.
Comunque le impostazioni che ho nella stampante per quanto riguarda le temperature sono per il piano 115° il primo layer ed i successivi a 110°, mentre per l'hotend il primo layer a 255° e successivi a 250°. Ho provato ad applicarci più lacca ma ha retto fino al 15° layer poi da una parte si è alzato dal piano di stampa e quindi ho bloccato tutto (qs l'ho fatto domenica). Proverò con il vinavil ed una domanda, facciamo 2 o 3, sorge spontanea ... dopo averlo di steso sul piano lo devo, diciamo, lasciar asciugare o devo lanciare subito la stampa? l'altra domanda che mi viene, siccome il vinal presuppone che il piatto sia freddo, devo impostare da repeteir host la temperatura a 0°?, potrei fare un box provvisorio composto da 2 cartoni con in mezzo del polistirolo ed il tutto avvolto in foglio di alluminio da cucina?
|
Re: Pulizia hotend e hotbed January 08, 2015 04:16PM |
Registered: 10 years ago Posts: 447 |
Per il vinavil segui la guida di Ivan o cerca sul forum. Va steso a freddo in più passate e poi puoi tenere il piatto freddo.
Per il sughero ho avuto gli stessi problemi e poi l'ho trovato a prezzi ragionevoli da bricoman a quadrati 30x30 da 2 mm, poi usati multistrato tipo sandwich con alluminio e carta assorbente.
Ricordati di abbondare con il brim che aiuta.
Poi i problemi nel reperire bulloni o viti m3 lunghe per l'estrusore li ho trovati pure io: a mio avviso andrebbero cambiati molti progetti per usare altre soluzioni con m4 e galletti o sgancio rapidi da non ricalibrare ogni volta (e i filetti ringrazierebbero)
Per il sughero ho avuto gli stessi problemi e poi l'ho trovato a prezzi ragionevoli da bricoman a quadrati 30x30 da 2 mm, poi usati multistrato tipo sandwich con alluminio e carta assorbente.
Ricordati di abbondare con il brim che aiuta.
Poi i problemi nel reperire bulloni o viti m3 lunghe per l'estrusore li ho trovati pure io: a mio avviso andrebbero cambiati molti progetti per usare altre soluzioni con m4 e galletti o sgancio rapidi da non ricalibrare ogni volta (e i filetti ringrazierebbero)
|
Re: Pulizia hotend e hotbed January 11, 2015 02:55PM |
Registered: 9 years ago Posts: 37 |
ciao a tutti,
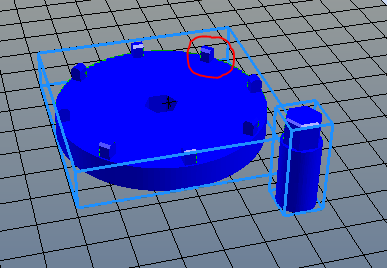
ho fatto un paio di prove di stampa, 1 sempre con la lacca e l'altra con il vinavil e con entrambe ho avuto problemi. Per la prima ho provato a stampare il solito pezzo di supporto per il filamento che è lungo 15,5cm (prima prova.png) mentre per la seconda, sempre un pezzo di supporto per il filamento ma un altro composto in realtà da 2 pezzi uno piccolo ed alto 2,5cm (una sorta di bullone/vite) e l'altro pezzo un affare rotondo di 5,7cm di diametro ed alto 7/11 mm (7mm la base grande + altri 4mm dei piedini - seconda prova.png e seconda prova b.png). Allego le immagini per farmi capire meglio.
Nella prima prova (con la lacca), l'ho spruzzata su tutta la superfice ed ho aggiunto un brim di 10mm, ero quasi contento perchè vedevo che stava andando tutto liscio fino al 30° layer e stavo tifando (forza che ce la fai :-) ) ma inesorabilmente ha iniziato a staccarsi, sicchè ho bloccato tutto. Messo a mollo il piano di fibra di vetro lavato e pulito sono passato al vinavil.
Questa stampa è riuscita a terminarla erano 84 layer e li ha fatti tutti ma aimè è andato storto qualcosa perchè anche con il vinavil ad un certo punto ha iniziato a sollevarsi ma ha retto fino alla fine. Qui, come una fava, ho diminuito il brim a 3mm e può darsi che per questo si sia staccato (quello più grande, per quello piccino non ci sono stati problemi), però ... c'è sempre un però!!!!... ho riscontrato un'anomalia comune in entrambe le prove.
Sia il pezzo lungo (prima prova) e sia il rocchetto (quello grande di seconda prova) hanno delle parti quelle più esterne "più pressate" mentre quelle interne sono, non so come dire, sono più alte ma sono attaccate per bene.
Poi nella seconda prova è successo che quei piedini che si vedono nell'immagine "seconda prova b.png" di cui ne ho cerchiato uno in rosso, li ha fatti si, ma li ha fatti proprio male perchè se ne sono venuti via con un non nulla.
Quindi le mie domande sono:
1)da cosa dipende il fatto che i pezzi sono agli estremi più "pressati" ed al centro più "bombati"?
2)quale potrebbe essere la causa dei piedini fatti male?
3)se stampo un pezzo eccessivamente lungo (181/19 cm) come posso ovviare al problema del brimm?
4)Una cosa che è successa utilizzando il vinavil ( ho dato sul piano 2 strati, 1 orizzontale ed uno verticale) è che nell'attesa che si riscaldasse l'hotend lo strato bianco di vinavil andava scomparendo e a fine stampa era già sparito del tutto da un pezzo, la domanda è: è normale che faccia così? e poi ... ogni quante stampe, + o -, devo fare la piluzia del piano e riapplicare il vinavil?
5)le immagini che stampate ve le fate voi o le scaricate da internet? se ve le fate voi che software utilizzate?
io al momento sto usando a seconda di quello che vorrei stampare o blender o sketchup.
una piccola parentesi che potrebbe esservi utile.
Una piccola dritta che posso darvi per fare dei print screen o parti di esso del desktop su windows 7 ( partendo almeno dalla versione home premium) è il software gratuito che si chiama "SnippingTool" e potete crearvi un collegamento sul desktop con il seguente percorso: %windir%\system32\SnippingTool.exe
Edited 2 time(s). Last edit at 01/12/2015 09:14AM by felixv.
ho fatto un paio di prove di stampa, 1 sempre con la lacca e l'altra con il vinavil e con entrambe ho avuto problemi. Per la prima ho provato a stampare il solito pezzo di supporto per il filamento che è lungo 15,5cm (prima prova.png) mentre per la seconda, sempre un pezzo di supporto per il filamento ma un altro composto in realtà da 2 pezzi uno piccolo ed alto 2,5cm (una sorta di bullone/vite) e l'altro pezzo un affare rotondo di 5,7cm di diametro ed alto 7/11 mm (7mm la base grande + altri 4mm dei piedini - seconda prova.png e seconda prova b.png). Allego le immagini per farmi capire meglio.
Nella prima prova (con la lacca), l'ho spruzzata su tutta la superfice ed ho aggiunto un brim di 10mm, ero quasi contento perchè vedevo che stava andando tutto liscio fino al 30° layer e stavo tifando (forza che ce la fai :-) ) ma inesorabilmente ha iniziato a staccarsi, sicchè ho bloccato tutto. Messo a mollo il piano di fibra di vetro lavato e pulito sono passato al vinavil.
Questa stampa è riuscita a terminarla erano 84 layer e li ha fatti tutti ma aimè è andato storto qualcosa perchè anche con il vinavil ad un certo punto ha iniziato a sollevarsi ma ha retto fino alla fine. Qui, come una fava, ho diminuito il brim a 3mm e può darsi che per questo si sia staccato (quello più grande, per quello piccino non ci sono stati problemi), però ... c'è sempre un però!!!!... ho riscontrato un'anomalia comune in entrambe le prove.
Sia il pezzo lungo (prima prova) e sia il rocchetto (quello grande di seconda prova) hanno delle parti quelle più esterne "più pressate" mentre quelle interne sono, non so come dire, sono più alte ma sono attaccate per bene.
Poi nella seconda prova è successo che quei piedini che si vedono nell'immagine "seconda prova b.png" di cui ne ho cerchiato uno in rosso, li ha fatti si, ma li ha fatti proprio male perchè se ne sono venuti via con un non nulla.
Quindi le mie domande sono:
1)da cosa dipende il fatto che i pezzi sono agli estremi più "pressati" ed al centro più "bombati"?
2)quale potrebbe essere la causa dei piedini fatti male?
3)se stampo un pezzo eccessivamente lungo (181/19 cm) come posso ovviare al problema del brimm?
4)Una cosa che è successa utilizzando il vinavil ( ho dato sul piano 2 strati, 1 orizzontale ed uno verticale) è che nell'attesa che si riscaldasse l'hotend lo strato bianco di vinavil andava scomparendo e a fine stampa era già sparito del tutto da un pezzo, la domanda è: è normale che faccia così? e poi ... ogni quante stampe, + o -, devo fare la piluzia del piano e riapplicare il vinavil?
5)le immagini che stampate ve le fate voi o le scaricate da internet? se ve le fate voi che software utilizzate?
io al momento sto usando a seconda di quello che vorrei stampare o blender o sketchup.
una piccola parentesi che potrebbe esservi utile.
Una piccola dritta che posso darvi per fare dei print screen o parti di esso del desktop su windows 7 ( partendo almeno dalla versione home premium) è il software gratuito che si chiama "SnippingTool" e potete crearvi un collegamento sul desktop con il seguente percorso: %windir%\system32\SnippingTool.exe
Edited 2 time(s). Last edit at 01/12/2015 09:14AM by felixv.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Pulizia hotend e hotbed January 12, 2015 04:18PM |
Registered: 10 years ago Posts: 90 |
Secondo me hai il piano calibrato male.
Fai così: vai su www.tinkercad.com registrati e usa il cad online per fare un parallelepipedo spesso 1 mm e con lati minimo 10 cm x10 cm e mettilo in stampa... Mentre stampa il primo layer osserva la plastica che lascia sul piatto, deve essere bella spiaccicata, se invece lascia il cordoncino appena appoggiato,metti in pausa la stampa e regola l'altezza del piano aumentando di un quarto di giro alla volta l'angolo piú vicino... Se facendo ripartire la stampa ti rendi conto che è troppo spiaccicata( il giro successivo di plastica si sovrappone al precedente e vedi un eccesso di plastica) torna un pò indietro e riprendi. Scopo del gioco, avere un piano di plastica il più uniforme possibile. Quando hai questo, se si solleva ancora la stampa, troverai qualcuno che ti aiuta...( io ancora non stampo ABS e non credo inizierò presto...la stampante sta nella stanza dei gatti, e l'idea di affumicarli con effluivi tossici non mi aggrada)
Custom CoreXY + IEC HotEnd 4.0 + Ramps 1.4 + 12864 LCD RepRapDiscount
Fai così: vai su www.tinkercad.com registrati e usa il cad online per fare un parallelepipedo spesso 1 mm e con lati minimo 10 cm x10 cm e mettilo in stampa... Mentre stampa il primo layer osserva la plastica che lascia sul piatto, deve essere bella spiaccicata, se invece lascia il cordoncino appena appoggiato,metti in pausa la stampa e regola l'altezza del piano aumentando di un quarto di giro alla volta l'angolo piú vicino... Se facendo ripartire la stampa ti rendi conto che è troppo spiaccicata( il giro successivo di plastica si sovrappone al precedente e vedi un eccesso di plastica) torna un pò indietro e riprendi. Scopo del gioco, avere un piano di plastica il più uniforme possibile. Quando hai questo, se si solleva ancora la stampa, troverai qualcuno che ti aiuta...( io ancora non stampo ABS e non credo inizierò presto...la stampante sta nella stanza dei gatti, e l'idea di affumicarli con effluivi tossici non mi aggrada)
Custom CoreXY + IEC HotEnd 4.0 + Ramps 1.4 + 12864 LCD RepRapDiscount
|
Re: Pulizia hotend e hotbed January 12, 2015 05:30PM |
Registered: 9 years ago Posts: 37 |
|
Re: Pulizia hotend e hotbed January 14, 2015 02:00AM |
Registered: 10 years ago Posts: 447 |
concordo con lo ZIOLele.
Non ricordo se in un thread sul forum o su qualche altro sito c'era un ottimo esempio con foto riguardo come dovrebbe apparire un singolo tracciato del primo layer ben aderito: nè troppo schiacciato e spiattellato nè troppo poco.
Visto che stai mirando a stampe a tutto piatto, questa calibrazione deve essere efficace su tutto il piano. Quindi o utilizzi un oggetto di test ampio, o ripeti il test in varie zone e angoli del piatto.
E se poi con le regolazioni di allineamento non ce la fai a risolvere perchè ti ritrovi il piatto con gobbe o cunette localizzate, allora o ti accontenti di stampare distante da queste zone, spostando l'oggetto o ruotandolo, o trovi un piatto più piano.
Poi non dimenticare MAI e poi MAI il brim alto per le stampe di grosse dimensioni.
Personalmente non ho mai provato, ma dovrebbe essere possibile ed aumentare l'aderenza usare del brim dello spessore di 2-4 layer, invece che di uno solo.
Il vinavil è normale che scompaia se sono poche mani sottili.
Puoi provare a metterne di più, ma per questo chiedi a chi lo usa attivamente.
Le immagini mi le disegno con Autocad o Openscad, oppure qualcosa lo scarico da Thingiverse.
Non ricordo se in un thread sul forum o su qualche altro sito c'era un ottimo esempio con foto riguardo come dovrebbe apparire un singolo tracciato del primo layer ben aderito: nè troppo schiacciato e spiattellato nè troppo poco.
Visto che stai mirando a stampe a tutto piatto, questa calibrazione deve essere efficace su tutto il piano. Quindi o utilizzi un oggetto di test ampio, o ripeti il test in varie zone e angoli del piatto.
E se poi con le regolazioni di allineamento non ce la fai a risolvere perchè ti ritrovi il piatto con gobbe o cunette localizzate, allora o ti accontenti di stampare distante da queste zone, spostando l'oggetto o ruotandolo, o trovi un piatto più piano.
Poi non dimenticare MAI e poi MAI il brim alto per le stampe di grosse dimensioni.
Personalmente non ho mai provato, ma dovrebbe essere possibile ed aumentare l'aderenza usare del brim dello spessore di 2-4 layer, invece che di uno solo.
Il vinavil è normale che scompaia se sono poche mani sottili.
Puoi provare a metterne di più, ma per questo chiedi a chi lo usa attivamente.
Le immagini mi le disegno con Autocad o Openscad, oppure qualcosa lo scarico da Thingiverse.
|
Re: Pulizia hotend e hotbed January 16, 2015 06:18AM |
Registered: 10 years ago Posts: 346 |
secondo me potresti anche avere il piano "non piano" ... controlla con una squadretta che in effetti non abbia deformazioni... se non le hai ricontrolla che la distanza dal nozzle al piano sia costante ai 4 angoli e al centro del piatto. se no trovi il sughero puoi usare il materiale che si usa per isolare il retro dei termosifoni, si trova in ferramenta e costa poco.da leroy marlin hanno un set di 5 vetri 20x20 a pochi euro, io uso quelli. i bulloni 3x60 li trovi nei negozi di modellismo dinamico.
ps per pulire il nozzle, dopo averlo smontato, serve dell'acetone puro non quello per le unghie che è diluito.
Edited 1 time(s). Last edit at 01/16/2015 06:19AM by giggi.
[www.3deasy.it]
[www.facebook.com]
[www.instagram.com]
i2 hotend IeC 0.4mm - 3 mm - Repetier-Host - MarlinKimbra - Megatronics v2 - A4988
3deasy.1 hotend IeC V.4 0.4mm (bowden) - 3 mm - Repetier-Host - MarlinKimbra - RAMPS 1.4 + Arduino - DRV8825
3deasy.2 hotend IeC V.4 0.4mm (bowden) - 1.75 mm - Repetier-Host - MarlinKimbra - RAMPS 1.4 + Arduino - DRV8825
ps per pulire il nozzle, dopo averlo smontato, serve dell'acetone puro non quello per le unghie che è diluito.
Edited 1 time(s). Last edit at 01/16/2015 06:19AM by giggi.
[www.3deasy.it]
[www.facebook.com]
[www.instagram.com]
i2 hotend IeC 0.4mm - 3 mm - Repetier-Host - MarlinKimbra - Megatronics v2 - A4988
3deasy.1 hotend IeC V.4 0.4mm (bowden) - 3 mm - Repetier-Host - MarlinKimbra - RAMPS 1.4 + Arduino - DRV8825
3deasy.2 hotend IeC V.4 0.4mm (bowden) - 1.75 mm - Repetier-Host - MarlinKimbra - RAMPS 1.4 + Arduino - DRV8825
|
Re: Pulizia hotend e hotbed January 20, 2015 11:10AM |
Registered: 9 years ago Posts: 37 |
Ciao e di nuovo grazie infinite a tutti per i consigli che mi avete dato, il piano che uso è piano, nel senso che è fatto di vetro resina, il problema stava nel fatto che c'era un pò più di distanza dall'estrusore sulla sinistra del piano, ho quindi regolato l'altezza ed ora c'è la medesima distanza dall'estrusore su tutta la superficie del piano. Ho stampato il supporto del filamento, lungo 19 cm, con un brim di 1 cm e nessuno skirt e la stampa è riuscita a farla tutta e solo da una parte si è un pò imbarcato, forse dovuto al fatto che gli ho dato poca colla su quel punto.
Un altro difetto che però è uscito, è che nella parte opposta di questo supporto devono essere fatti 2 buchi, li ha fatti si, però la parete esterna l'ha fatta male, nel senso che quando estrudeva, estrudeva male. Successivamente, ho disegnato dei cilindri bucati dentro da 6,7,8 e 9 mm di altezza con un diametro di 2,5mm ... no ne ha fatto nemmeno uno, mentre osservavo la stampa sembrava come se non riuscisse a estrudere il materiale che serviva, ho pensato che forse era successo qualcosa mentre stampavo il supporto così ho lanciato un'altra stampa, un cubetto, ma questa l'ha fatta, ho riprovato con i cilindretti e niente solita storia.
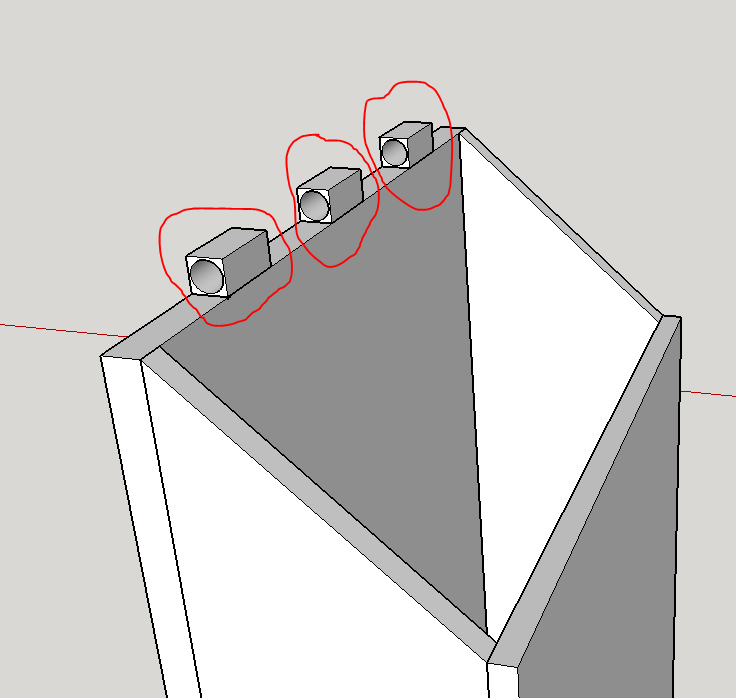
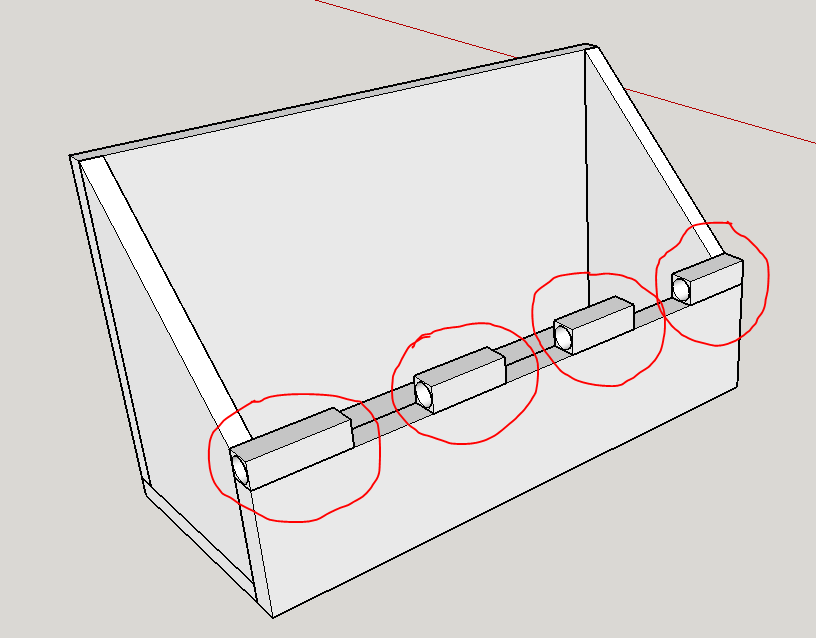
Ho poi disegnato un pacchetto di sigarette in due pezzi, una base ed una testa che si agganciano tramite dei cubetti bucati all'interno di 2x2mm e lunghi o 4 o 6 mm in cui va messo un cilindro di 43 mm per fargli fare il gioco di apertura e chiusura del pacchetto. Ha stampato sia la base che la testa ma per entrambi le giunture (i cubetti) non le ha fatte. Anche qui ho notato che non riusciva ad estrudere la quantità necessaria. Allego le immagini per farmi intendere. Sapreste indicarmi a cosa è dovuto quest'altro problema?
Ah!!! un'altra cosa, non sono riuscito a trovare in slic3r dove impostare l'altezza del brim
Edited 1 time(s). Last edit at 01/20/2015 11:15AM by felixv.
Prusa I3 rework - J-Head per filamento di 3 mm, estrusione 0,4mm - Heatbed Mk2B - Arduino Mega2560 R3 - Ramps 1.4 e 4 stepsticks A4988 - Alim 400W 33A 12V DC (110V o 220V) - Motori NEMA 17
Un altro difetto che però è uscito, è che nella parte opposta di questo supporto devono essere fatti 2 buchi, li ha fatti si, però la parete esterna l'ha fatta male, nel senso che quando estrudeva, estrudeva male. Successivamente, ho disegnato dei cilindri bucati dentro da 6,7,8 e 9 mm di altezza con un diametro di 2,5mm ... no ne ha fatto nemmeno uno, mentre osservavo la stampa sembrava come se non riuscisse a estrudere il materiale che serviva, ho pensato che forse era successo qualcosa mentre stampavo il supporto così ho lanciato un'altra stampa, un cubetto, ma questa l'ha fatta, ho riprovato con i cilindretti e niente solita storia.
Ho poi disegnato un pacchetto di sigarette in due pezzi, una base ed una testa che si agganciano tramite dei cubetti bucati all'interno di 2x2mm e lunghi o 4 o 6 mm in cui va messo un cilindro di 43 mm per fargli fare il gioco di apertura e chiusura del pacchetto. Ha stampato sia la base che la testa ma per entrambi le giunture (i cubetti) non le ha fatte. Anche qui ho notato che non riusciva ad estrudere la quantità necessaria. Allego le immagini per farmi intendere. Sapreste indicarmi a cosa è dovuto quest'altro problema?
Ah!!! un'altra cosa, non sono riuscito a trovare in slic3r dove impostare l'altezza del brim
Edited 1 time(s). Last edit at 01/20/2015 11:15AM by felixv.
Prusa I3 rework - J-Head per filamento di 3 mm, estrusione 0,4mm - Heatbed Mk2B - Arduino Mega2560 R3 - Ramps 1.4 e 4 stepsticks A4988 - Alim 400W 33A 12V DC (110V o 220V) - Motori NEMA 17
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Pulizia hotend e hotbed January 20, 2015 05:57PM |
Registered: 10 years ago Posts: 447 |
Prima di mandare in stampa dai sempre un occhio al tracciato in 3D del gcode con repetier-host, nei punti e layer critici. Così eviti di buttare stampe se i parametri di slicing o il modello di partenza non sono del tutto corretti.
Ad occhio le pareti verticali del foro hanno zone troppo sottili.
Tieni sempre conto che i muri sottili (thin wall) devono sempre avere spessore almeno pari al diametro del nozzle, e devi assicurarti di aver l'opzione thin wall abilitata nello slicer se presente.
Ad occhio le pareti verticali del foro hanno zone troppo sottili.
Tieni sempre conto che i muri sottili (thin wall) devono sempre avere spessore almeno pari al diametro del nozzle, e devi assicurarti di aver l'opzione thin wall abilitata nello slicer se presente.
|
Re: Pulizia hotend e hotbed January 21, 2015 02:38PM |
Registered: 9 years ago Posts: 37 |
Ciao lion, ho fatto come mi hai suggerito, hai un buon occhio, ho guardato la vecchia anteprima nei punti critici che non aveva stampato ed in effetti gli mancavano dei layer, non ho controllato il gcode perchè ci capisco veramente poco, ho misurato con il programma di disegno lo spessore del bordo ed in effetti era 0,12... mm il che era impossibile da stampare, così l'ho modificato mettendolo al minimo, cioè a 0,4mm (lo stesso del diametro del nozzle) ma purtroppo anche a sto giro niente da fare, ha lasciato solo dei filini di filamento, prima di lanciare qs stampa però ho controllato nello slic3r la storia del thin wall e la voce "detect thin wall" è spuntata. Anche i precedenti cilindri bucati dentro da 6,7,8 e 9 mm di altezza che avevo disegnato, ho visto, hanno uno spessore di 1mm. Come posso risolvere qs problema?
Prusa I3 rework - J-Head per filamento di 3 mm, estrusione 0,4mm - Heatbed Mk2B - Arduino Mega2560 R3 - Ramps 1.4 e 4 stepsticks A4988 - Alim 400W 33A 12V DC (110V o 220V) - Motori NEMA 17
Prusa I3 rework - J-Head per filamento di 3 mm, estrusione 0,4mm - Heatbed Mk2B - Arduino Mega2560 R3 - Ramps 1.4 e 4 stepsticks A4988 - Alim 400W 33A 12V DC (110V o 220V) - Motori NEMA 17
|
Re: Pulizia hotend e hotbed January 22, 2015 01:37PM |
Registered: 10 years ago Posts: 447 |
Altro consiglio con i thin wall è essere sicuro sul funzionamento della ritrazione.
Se fai la ritrazione spesso, è molto probabile che prima di un thin wall avvenga una ritrazione. Se hai un nozzle che si svuota troppo causa una ritrazione non perfettamente calibrata il filamento non inizia ad uscire nella quantità desiderata (o non esce proprio) all'inizio del thin wall. Se poi il thin wall è corto, te lo puoi perdere del tutto.
Idem per i casi di riempimento non uniforme in zone molto piccole. Se hai la ritrazione abilitata e sballata fai più danni e ti trovi dei vuoti. A mio parere, meglio in quei casi non usarla, e trovarsi qualche grumo sui perimetri in più.
Fossi in te affetterei il modello nei soli layer critici più qualche layer di base, e farei delle prove per capire perché non deposita o lo fa nel modo sbagliato, non come vedi in repetier-host.
Con una parete da 1mm un nozzle da 0.4mm dovrebbe fare due passate, con eventualmente dello spazio in mezzo.
Fossi in te regolerei il modello che hai mostrati per garantire pareti "portanti" dei cardini, quindi soggette a sforzi che tendono a delaminare, larghe almeno 1.2mm, ovvero 3 passate sul piano xy.
Se invece vuoi tenere le pareti meno spesse, per garantire non ti si aprano i cardini, devi stampare il pezzo ruotato su x (o y) di 90°. Con tutto quello che ne consegue in termini di sottosquadri e materiale di supporto e debolezze in altre zone.
Se fai la ritrazione spesso, è molto probabile che prima di un thin wall avvenga una ritrazione. Se hai un nozzle che si svuota troppo causa una ritrazione non perfettamente calibrata il filamento non inizia ad uscire nella quantità desiderata (o non esce proprio) all'inizio del thin wall. Se poi il thin wall è corto, te lo puoi perdere del tutto.
Idem per i casi di riempimento non uniforme in zone molto piccole. Se hai la ritrazione abilitata e sballata fai più danni e ti trovi dei vuoti. A mio parere, meglio in quei casi non usarla, e trovarsi qualche grumo sui perimetri in più.
Fossi in te affetterei il modello nei soli layer critici più qualche layer di base, e farei delle prove per capire perché non deposita o lo fa nel modo sbagliato, non come vedi in repetier-host.
Con una parete da 1mm un nozzle da 0.4mm dovrebbe fare due passate, con eventualmente dello spazio in mezzo.
Fossi in te regolerei il modello che hai mostrati per garantire pareti "portanti" dei cardini, quindi soggette a sforzi che tendono a delaminare, larghe almeno 1.2mm, ovvero 3 passate sul piano xy.
Se invece vuoi tenere le pareti meno spesse, per garantire non ti si aprano i cardini, devi stampare il pezzo ruotato su x (o y) di 90°. Con tutto quello che ne consegue in termini di sottosquadri e materiale di supporto e debolezze in altre zone.
Sorry, only registered users may post in this forum.