Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Stampa 3D per principianti
>
Topic
Non stampa al centro del piatto
Posted by bebbbo
|
Non stampa al centro del piatto January 19, 2019 06:00PM |
Registered: 9 years ago Posts: 22 |
Ciao,
stampante auto costruita su base Prusa R2.
Piatto 20x20.
Sto usando Repetier come software di stampa ma quando lancio la stampa di un oggetto che a monitor è collocato al centro del piatto di stampa in realtà me lo stampa quasi vicino al bordo.
Suppongo quindi che devo solo impostare un parametro del software per gestire l'offset.
Al momento è impostato cosi:
stampante auto costruita su base Prusa R2.
Piatto 20x20.
Sto usando Repetier come software di stampa ma quando lancio la stampa di un oggetto che a monitor è collocato al centro del piatto di stampa in realtà me lo stampa quasi vicino al bordo.
Suppongo quindi che devo solo impostare un parametro del software per gestire l'offset.
Al momento è impostato cosi:


|
Re: Non stampa al centro del piatto January 20, 2019 05:32AM |
Registered: 6 years ago Posts: 1,059 |
In genere la posizione della stampa è stabilita dallo slicer e non dal software di host, però Repetieter non lo conosco, e non so se funzioni anche come slicer, o che si affidi ad uno slicer esterno.
Dalle schermate che posti non vedo controlli di posizione di stampa o di settaggi per la stampa, per cui magari ci sono altre schermate che non hai postato oppure il problema è altrove.
Io in genere uso Slic3R come slicer e scrivo il file risultante su una SD e poi lo mando in stampa.
Vantaggi:
1) il controllo del processo di stampa è più "fine" cioè Slic3R anche se è considerato uno dei più complicati permette di controllare in modo molto "granulare" il processo di stampa (Non a caso è stato scelto da Prusa come porgramma per le sue stampanti e ne sta sviluppando una versione "brandizzata" per le sue stampanti con qualche funzione in più rispetto alla versione originale)
2) puoi controllare il file GCode generato e capire se qualche cosa non va in modo "relativamente semplice da lì" cioè ad esempio se ti fa qualche movimento strano prima di una stampa controlli i codici generati:
Da qui comincia la stampa e vedi che imposta la posizione attorno a X 58 e Y 68
3) eviti di tenere acceso un intero computer per tutto il tempo della stampa.
Svantaggi:
1) Ci devi lavorare un pochino sopra per ottenere un buon risultato, cioè devi capire l'impatto dei vari parametri sulla stampa, in pratica devi "studiare"
2) La stampante è autonoma e non puoi "controllarla a distanza", c'è gente che giura che questa è la cosa più importante perché se succede qualcosa lo vedi dalla telecamera e "intervieni".
La vera utilità del controllo a distanza secondo me è sulla "breve distanza" (magari hai la stampante in cantina e la controlli da casa) come misura di sicurezza per stampe lunghe e non controllate, se qualcosa va a fuoco al massimo spegni la stampante da "remoto", ma a meno che tu non abbia anche un sistema antincendio comandabile appunto da remoto, al massimo chiami il 118.
3) Fa "poco figo"
Poi come al solito è solo il mio parere.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Dalle schermate che posti non vedo controlli di posizione di stampa o di settaggi per la stampa, per cui magari ci sono altre schermate che non hai postato oppure il problema è altrove.
Io in genere uso Slic3R come slicer e scrivo il file risultante su una SD e poi lo mando in stampa.
Vantaggi:
1) il controllo del processo di stampa è più "fine" cioè Slic3R anche se è considerato uno dei più complicati permette di controllare in modo molto "granulare" il processo di stampa (Non a caso è stato scelto da Prusa come porgramma per le sue stampanti e ne sta sviluppando una versione "brandizzata" per le sue stampanti con qualche funzione in più rispetto alla versione originale)
2) puoi controllare il file GCode generato e capire se qualche cosa non va in modo "relativamente semplice da lì" cioè ad esempio se ti fa qualche movimento strano prima di una stampa controlli i codici generati:
; generated by Slic3r 1.3.0 on 2018-05-26 at 16:20:58 ; external perimeters extrusion width = 0.44mm (3.38mm^3/s) ; perimeters extrusion width = 0.48mm (7.54mm^3/s) ; infill extrusion width = 0.48mm (10.05mm^3/s) ; solid infill extrusion width = 0.48mm (5.03mm^3/s) ; top infill extrusion width = 0.33mm (1.20mm^3/s) ; support material extrusion width = 0.44mm (6.76mm^3/s) M190 S100 ; set bed temperature and wait for it to be reached M104 S245 ; set temperature G28 ; home all axes M420 S1 ; activate Mesh Bed Levelling with saved value G1 Z5 F5000 ; lift nozzle G1 X10 Y10 ; move to a safe positionin the bed to avoid the nuts ; Filament gcode M92 E296 T0 M109 S245 ; set temperature and wait for it to be reached G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 ; reset extrusion distance G1 Z0.270 F18000.000 ; move to next layer (0) G1 E-4.00000 F48000.00000 ; retract extruder 0 G92 E0 ; reset extrusion distance G1 Z0.420 F18000.000 ; lift Z G1 X57.266 Y69.122 F18000.000 ; move to first skirt point G1 Z0.270 F18000.000 ; restore layer Z G1 E4.00000 F48000.00000 ; unretract extruder 0 G1 F1800
Da qui comincia la stampa e vedi che imposta la posizione attorno a X 58 e Y 68
G1 X58.888 Y68.269 E4.17167 ; skirt G1 X59.856 Y68.122 E4.26336 ; skirt G1 X71.299 Y67.715 E5.33574 ; skirt G1 X98.520 Y67.717 E7.88526 ; skirt G1 X114.311 Y68.119 E9.36467 ; skirt G1 X116.091 Y68.560 E9.53635 ; skirt G1 X117.928 Y70.321 E9.77477 ; skirt
3) eviti di tenere acceso un intero computer per tutto il tempo della stampa.
Svantaggi:
1) Ci devi lavorare un pochino sopra per ottenere un buon risultato, cioè devi capire l'impatto dei vari parametri sulla stampa, in pratica devi "studiare"
2) La stampante è autonoma e non puoi "controllarla a distanza", c'è gente che giura che questa è la cosa più importante perché se succede qualcosa lo vedi dalla telecamera e "intervieni".
La vera utilità del controllo a distanza secondo me è sulla "breve distanza" (magari hai la stampante in cantina e la controlli da casa) come misura di sicurezza per stampe lunghe e non controllate, se qualcosa va a fuoco al massimo spegni la stampante da "remoto", ma a meno che tu non abbia anche un sistema antincendio comandabile appunto da remoto, al massimo chiami il 118.
3) Fa "poco figo"
Poi come al solito è solo il mio parere.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Non stampa al centro del piatto January 20, 2019 12:28PM |
Registered: 9 years ago Posts: 22 |
|
Re: Non stampa al centro del piatto January 25, 2019 12:56PM |
Registered: 6 years ago Posts: 1,059 |
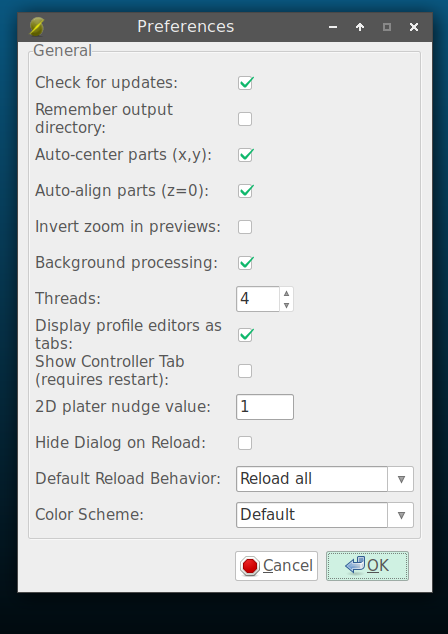
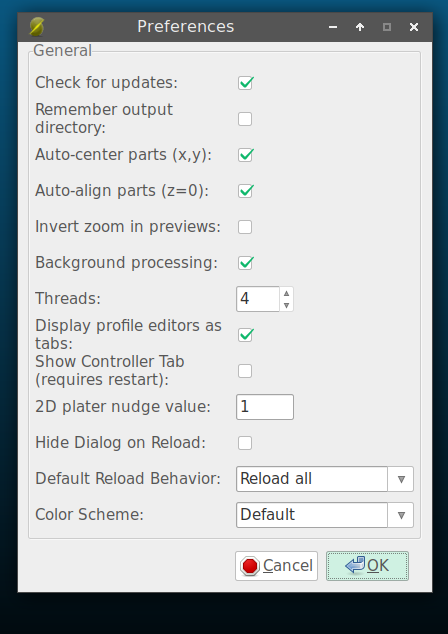
Nelle preferenze c'è un opzione per autocentrare in X e Y e ovviamente nelle impostazioni della stampante (di Slic3R) devi settare gli ingombri corretti del piatto.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.