Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Estrusori, Hotends, Heated bed, Filamenti, etc.
>
Topic
Rapporto tra diametro nozzle e minime width raggiungibili.
Posted by lion_heart78
|
Rapporto tra diametro nozzle e minime width raggiungibili. April 10, 2014 05:22PM |
Registered: 10 years ago Posts: 447 |
Nel tentativo di stampare oggetti molto dettagliati, anche con muri sottili, mi è sorto questo dubbio.
Che rapporto c'è tra il diametro del foro del nozzle e le width minime ottenibili?
Con un diametro di 0,4 mm ha senso impostare le width dei perimetri a 0,1 mm o meno?
E come fisicamente si ottiene una width inferiore al diametro del foro di estrusione?
Forse perché il filamento si attacca e quindi viene "stirato" contemporaneamente, e quindi il suo diametro si riduce?
Che rapporto c'è tra il diametro del foro del nozzle e le width minime ottenibili?
Con un diametro di 0,4 mm ha senso impostare le width dei perimetri a 0,1 mm o meno?
E come fisicamente si ottiene una width inferiore al diametro del foro di estrusione?
Forse perché il filamento si attacca e quindi viene "stirato" contemporaneamente, e quindi il suo diametro si riduce?
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 10, 2014 05:26PM |
Registered: 10 years ago Posts: 6,409 |
Esattamente... E' un gioco tra quanto filo viene estruso e il movimento dell'hotend sugli assi x/y per stirarlo a quella dimensione.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 10, 2014 05:42PM |
Registered: 10 years ago Posts: 447 |
Direi a cui aggiungere il fattore adesione e fluidità (legato anche alla temperatura) per evitare che nello stiramento si spezzi.
Ma tornando alla domanda iniziale ha senso scendere molto in width per aumentare i dettagli sul piano x/y?
Mi son trovato che con l'abs a 250°C, perimetri a 0.1 mm, nozzle da 0.4 mm mi impastava tutto.
Credo per via delle passate dei perimetri adiacenti che tiravano/staccavano il materiale già depositato.
Mentre nelle stesse condizioni con perimetri da 0.2 mm tutto funzionava...
Invece l'infill a 0.15 mm sembra funzionare sempre.
mi farebbe comodo una width molto ridotta per un muro sottile (quindi 1 solo "perimetro" che perimetro non è) o per i dettagli e nella stessa stampa però usare una width maggiore per i perimetri normali...
Ma tornando alla domanda iniziale ha senso scendere molto in width per aumentare i dettagli sul piano x/y?
Mi son trovato che con l'abs a 250°C, perimetri a 0.1 mm, nozzle da 0.4 mm mi impastava tutto.
Credo per via delle passate dei perimetri adiacenti che tiravano/staccavano il materiale già depositato.
Mentre nelle stesse condizioni con perimetri da 0.2 mm tutto funzionava...
Invece l'infill a 0.15 mm sembra funzionare sempre.
mi farebbe comodo una width molto ridotta per un muro sottile (quindi 1 solo "perimetro" che perimetro non è) o per i dettagli e nella stessa stampa però usare una width maggiore per i perimetri normali...
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 11, 2014 03:52AM |
Registered: 10 years ago Posts: 1,714 |
In linea teorica lo stiramento dell'estruso avviene, ma non ho mai sentito di nessun algoritmo che tenesse conto di questo fattore( poi magari mi sbaglio)
La prova è appunto quello che hai rilevato tu Lion, sotto un certo valore si impasta tutto, perchè il materiale estruso non riesce più ad occupare spazi tra due linee di estrusione, che essendo a sezione ovoidale tendono a lasciare spazi vuoti tra una e l'altra( si vede spesso nel first layer).
In pratica per conoscere il limite bisognae calcolare l'area del cerchio (foro del nozzle), dividerla per laltezza del layer ed il risultato che si ottiene e la width massima che si dovrebbe calcolare in fase di progetto per ottenere valori reali in estrusione: al di sopra si ha un rigonfiamento della larghezza dei perimetri, al di sotto si ha un perimetro non completamente pieno ( situazione prossima alla normalità) ed è per questo motivo che i pezzi stampati con questa tecnologia non possono avere caratteristiche meccaniche del tutto uguali a un pezzo stampato a iniezione.
Detto questo lo stiramento dell'estruso avviene e se ne può tener conto , ma a scapito della resistenza.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]

La prova è appunto quello che hai rilevato tu Lion, sotto un certo valore si impasta tutto, perchè il materiale estruso non riesce più ad occupare spazi tra due linee di estrusione, che essendo a sezione ovoidale tendono a lasciare spazi vuoti tra una e l'altra( si vede spesso nel first layer).
In pratica per conoscere il limite bisognae calcolare l'area del cerchio (foro del nozzle), dividerla per laltezza del layer ed il risultato che si ottiene e la width massima che si dovrebbe calcolare in fase di progetto per ottenere valori reali in estrusione: al di sopra si ha un rigonfiamento della larghezza dei perimetri, al di sotto si ha un perimetro non completamente pieno ( situazione prossima alla normalità) ed è per questo motivo che i pezzi stampati con questa tecnologia non possono avere caratteristiche meccaniche del tutto uguali a un pezzo stampato a iniezione.
Detto questo lo stiramento dell'estruso avviene e se ne può tener conto , ma a scapito della resistenza.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 11, 2014 04:47AM |
Admin Registered: 11 years ago Posts: 954 |
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 11, 2014 01:05PM |
Registered: 10 years ago Posts: 132 |
Ciao Gordie, ho letto l'articolo che hai suggerito, ma non ho capito cosa sia il "die swell" che va a sommare con il diametro del nozzle anche quel simpaticone di google translator lo traduce in italiano con die swell...... moooolto illuminante. Come si traduce die swell ?
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 11, 2014 01:26PM |
Registered: 10 years ago Posts: 313 |
Quote
Davide (Aqua Dulza)
Ciao Gordie, ho letto l'articolo che hai suggerito, ma non ho capito cosa sia il "die swell" che va a sommare con il diametro del nozzle anche quel simpaticone di google translator lo traduce in italiano con die swell...... moooolto illuminante. Come si traduce die swell ?
Wikipedia
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 12, 2014 03:29AM |
Registered: 10 years ago Posts: 447 |
Quindi come dice Nicola, se ho capito bene, semplifichi ipotizzando tracce depositate a sezione pseudo-rettangolari con area di sezione pari all'area del foro del nozzle.
Queste sezioni hanno una altezza pari al layer height impostata e una larghezza pari alla width impostata (per quel tipo di tratto).
Ma non sarebbe già lo slicer a fare questi calcoli, andando ad ottimizzare la distanza tra le tracce in funzione della loro larghezza? E questo non dovrebbe già evitare che ci siano rigonfiamenti o vuoti?
O è la reale sezione ellittica delle tracce depositate che li crea?
Ma la domanda base rimane la stessa.
Come fa a depositare una traccia con larghezza di 0.2 mm quando il diametro del foro di trafilatura è 0.4 mm?
Per di più considerando l'effetto di rigonfiamento detto poco sopra (il die swell)...
Queste sezioni hanno una altezza pari al layer height impostata e una larghezza pari alla width impostata (per quel tipo di tratto).
Ma non sarebbe già lo slicer a fare questi calcoli, andando ad ottimizzare la distanza tra le tracce in funzione della loro larghezza? E questo non dovrebbe già evitare che ci siano rigonfiamenti o vuoti?
O è la reale sezione ellittica delle tracce depositate che li crea?
Ma la domanda base rimane la stessa.
Come fa a depositare una traccia con larghezza di 0.2 mm quando il diametro del foro di trafilatura è 0.4 mm?
Per di più considerando l'effetto di rigonfiamento detto poco sopra (il die swell)...
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 12, 2014 03:37PM |
Registered: 10 years ago Posts: 1,714 |
Semplicemente perchè estrudi troppo poco materiale rispetto alla velocità del nozzle quindi l'estrusione si stira e si assottilia.
Inutile dire che non va bene.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
Inutile dire che non va bene.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 14, 2014 12:45PM |
Registered: 10 years ago Posts: 447 |
Perdonami Nicola, ma secondo questo tuo ragionamento non si potrebbero usare width inferiori al diametro del foro di trafilatura.
E invece mi risulta il contrario viste le stampe che tutti fanno e le width calcolate "ottimizzate" degli slicer a partire al parametro diametro del nozzle.
O mi sbaglio?
E invece mi risulta il contrario viste le stampe che tutti fanno e le width calcolate "ottimizzate" degli slicer a partire al parametro diametro del nozzle.
O mi sbaglio?
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 14, 2014 12:59PM |
Registered: 10 years ago Posts: 1,714 |
Ti dico che stò andando a ragionamento e non mi baso su teroemi: poichè la sezione del nozzle è parallela ai layer, il diametro del nozzle dovrebbe essere la misura minima che si riesce ad ottenere perchè il materiale viene schiacciato sul layer sottostante e pertanto non dovrebbe essere possibile "stirare" ovvero assottiliarre il materiale; diverso sarebbe se la sezione del foro del nozzle fosse perpendicolare o inclinata rispetto ai layer: in quel caso il materiale non verrebbe schiacciato e quindi si riuscirebbe a stirare...ma non è il nostro caso.
Ritengo anche sia il motivo per cui con diametro nozzle inferiore si riescono ad ottenere risoluzioni maggiori: non mi riferisco solo all'altezza layer, ma alla capacità di un nozzle molto piccolo di riprodurre piccoli particolari come cuspidi, spigoli ecc; porta tutto all'eccesso nel senso opposto, prova a pensare di fare un cubo 20 per 20 con un nozzle da 2mm: ovviamente non ho mai provato ma non credo ci siano dubbi che lo spigolo , passatemi l'assurdità, sarà arrotondato.
Spero di aver espresso decentemente il mio pensiero.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
Ritengo anche sia il motivo per cui con diametro nozzle inferiore si riescono ad ottenere risoluzioni maggiori: non mi riferisco solo all'altezza layer, ma alla capacità di un nozzle molto piccolo di riprodurre piccoli particolari come cuspidi, spigoli ecc; porta tutto all'eccesso nel senso opposto, prova a pensare di fare un cubo 20 per 20 con un nozzle da 2mm: ovviamente non ho mai provato ma non credo ci siano dubbi che lo spigolo , passatemi l'assurdità, sarà arrotondato.
Spero di aver espresso decentemente il mio pensiero.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 14, 2014 01:45PM |
Registered: 10 years ago Posts: 447 |
Sì, sei chiarissimo!
Volevo vedere se ci fosse qualcun altro in giro che mi spiegasse nel dettaglio come e perché alcune width fossero inferiori al diametro del nozzle.
Si vede che nessuno lo sa.
Tu Nicola in genere che width minime per i perimetri useresti per un nozzle da 0.4 mm?
Immagino tu non lasci il calcolo automatico ma le imposti manualmente di caso in caso.
Volevo vedere se ci fosse qualcun altro in giro che mi spiegasse nel dettaglio come e perché alcune width fossero inferiori al diametro del nozzle.
Si vede che nessuno lo sa.
Tu Nicola in genere che width minime per i perimetri useresti per un nozzle da 0.4 mm?
Immagino tu non lasci il calcolo automatico ma le imposti manualmente di caso in caso.
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 14, 2014 03:14PM |
Registered: 10 years ago Posts: 1,714 |
Normalmente io le aumento sempre: dalla taratura di massima, che mi porta sempre a ridurre leggermente il flowrate (gli step sono a pasto), aumento le width in base a necessità, e uso sempre i valori in percentuale quindi non so nemmeno che valori assoluti hanno, perchè in realtà mi interessano poco; l'unico che ho ridotto è il solid infill perchè tende sempre a impastarsi...e comunque no, non li regolo quasi mai, anche perchè diversamente diventerei cianotico a trovare le impostazioni tutte le volte!
Considera che sia con lo 0.5 che con lo 0.4 ho i perimetri a 110% e uno stà stampando PLA, l'altro ABS.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
Considera che sia con lo 0.5 che con lo 0.4 ho i perimetri a 110% e uno stà stampando PLA, l'altro ABS.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 14, 2014 04:48PM |
Registered: 12 years ago Posts: 4,555 |
Quote
lion_heart78
Volevo vedere se ci fosse qualcun altro in giro che mi spiegasse nel dettaglio come e perché alcune width fossero inferiori al diametro del nozzle.
Si vede che nessuno lo sa.
.
Ti dico sinceramente che non ne ho capito fino in fondo le dinamiche, probabilmente "riducendo" la quantità di "emesso" in proporzione alla velocità, un certo stiramento avviene....
In Slic3r è possibile controllare, in "Advanced", parametri che dovrebbero restituire valori che vengono definiti nella stesura iniziale del file.... da li a dirti che sono valori reali ne passa... nel senso che non sono in grado di misurarne i risultati, ma solitamente mi vengono restituiti risultati piuttosto "scarsi" in termini di qualità di stampa nel momento in cui tento di "scendere" sotto il valore dell'hotend....... lo dice il fatto che, normalmente, pongo a 0 (default) i valori, a meno che non stia utilizzando un hotend particolarmente "ridotto" (0.25, 0.3 mm), a quel punto ho qualche risultato "plausibile"....... altrimenti... da prove fatte a tutt'oggi.... no....
Ovviamente non sono "ne un oracolo" ne "il maggiormente in grado di fare valutazioni"... c'è gente ben più qualificata di me per il software nel forum...... mi sento più "meccanico"....
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 02:21AM |
Registered: 10 years ago Posts: 447 |
Quindi mi sono infilato in un ginepraio a provare a inserire dei valori assoluti nelle width Advanced di slic3r... 
Son conscio del fatto che poi dal settaggio alla larghezza reale realizzata ce ne passa.
Però continua a suonarmi sospetto che i valori proposti in automatico da slic3r (il vostro settaggio 0) siano tanto piccoli.
Per di più in slic3r, quando si usano i valori percentuali, la width di riferimento per la scalatura diventa il valore di layer height.
Visto che usate nozzle da 0.4mm e non immagino stampiate con layer di 0.4 mm, con un perimetro messo al 110% con layer height di 0.2 mm state settando manualmente una width di 0.22 mm (che slic3r riporta commentata all'inizio del gcode).
Son conscio del fatto che poi dal settaggio alla larghezza reale realizzata ce ne passa.
Però continua a suonarmi sospetto che i valori proposti in automatico da slic3r (il vostro settaggio 0) siano tanto piccoli.
Per di più in slic3r, quando si usano i valori percentuali, la width di riferimento per la scalatura diventa il valore di layer height.
Visto che usate nozzle da 0.4mm e non immagino stampiate con layer di 0.4 mm, con un perimetro messo al 110% con layer height di 0.2 mm state settando manualmente una width di 0.22 mm (che slic3r riporta commentata all'inizio del gcode).
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 04:44AM |
Registered: 10 years ago Posts: 1,714 |
Come al solito Lion mi costringe a ragionare, cosa che normalmente evito : l'asservazione che hai fatto è corretta e mi era venuto il dubbio subito dopo aver postato e (grazie Lion) non ci ho dormito...
Una risposta non l'ho trovata ma ho trovato un fattore che non avevo considerato: il foro del nozzle (perpendicolare ai layer) ha sì un diametro che determina la larghezza della traccia estrusa, ma ha anche un dimensione in senso longitudinale alla traccia, non è una fessura; ne risulta che al centro del nozzle, quindi nel centro della traccaia, la quantità di materiale estruso è maggiore di quello ai bordi perchè si somma al precedente; ne deriva che per fare una traccia larga 0.4 con nozzle da 0.4 bisogna estrudere meno materiale (quanto non lo so) perchè lo schiacciamento del materiale al centro va a depositarsi verso il bordi, quindi probabilmente il valore da impostare come larghezza di traccia per avere un valore corretto è inferiore al valore reale.
Lo so non risponde alla domanda iniziale, e non si capisce perchè allora si debba impostare un valore assoluto in mm, sarebbe stato più corretto lascire solo il valore in percentuale: per il fatto che dica che il valore in percentuale è calcolato sul layer high, non necessariamente significa che sia la percentuale del layer high; potrebbe essere un algoritmo che si basa sul layer high e che modifichi in percentuale...
...te l'avevo detto che evito di ragionare...quarda che casino mi hai messo in testa...
Chiedi lumi a Ranellucci che magari ci toglie qualche dubbio
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
: l'asservazione che hai fatto è corretta e mi era venuto il dubbio subito dopo aver postato e (grazie Lion) non ci ho dormito...Una risposta non l'ho trovata ma ho trovato un fattore che non avevo considerato: il foro del nozzle (perpendicolare ai layer) ha sì un diametro che determina la larghezza della traccia estrusa, ma ha anche un dimensione in senso longitudinale alla traccia, non è una fessura; ne risulta che al centro del nozzle, quindi nel centro della traccaia, la quantità di materiale estruso è maggiore di quello ai bordi perchè si somma al precedente; ne deriva che per fare una traccia larga 0.4 con nozzle da 0.4 bisogna estrudere meno materiale (quanto non lo so) perchè lo schiacciamento del materiale al centro va a depositarsi verso il bordi, quindi probabilmente il valore da impostare come larghezza di traccia per avere un valore corretto è inferiore al valore reale.
Lo so non risponde alla domanda iniziale, e non si capisce perchè allora si debba impostare un valore assoluto in mm, sarebbe stato più corretto lascire solo il valore in percentuale: per il fatto che dica che il valore in percentuale è calcolato sul layer high, non necessariamente significa che sia la percentuale del layer high; potrebbe essere un algoritmo che si basa sul layer high e che modifichi in percentuale...
...te l'avevo detto che evito di ragionare...quarda che casino mi hai messo in testa...
Chiedi lumi a Ranellucci che magari ci toglie qualche dubbio
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 05:38AM |
Registered: 11 years ago Posts: 1,865 |
ciao,
vi segnalo questo post. [forums.reprap.org]
non è perfettamente aderente al tema e tratta di un problema spinodo come la dimensione interna dei fori, ma dà degli spunti utili al ragionamento.
Tra l'altro interviene anche alessandro inpersona, in alcuni punti.
una domanda, dato che non mi è mai capitato, dove usereste spessori inferiori agli 0.35 mm, ad esempio?
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
vi segnalo questo post. [forums.reprap.org]
non è perfettamente aderente al tema e tratta di un problema spinodo come la dimensione interna dei fori, ma dà degli spunti utili al ragionamento.
Tra l'altro interviene anche alessandro inpersona, in alcuni punti.
una domanda, dato che non mi è mai capitato, dove usereste spessori inferiori agli 0.35 mm, ad esempio?
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 08:45AM |
Registered: 10 years ago Posts: 1,714 |
Mai usati: tanto è vero che i supporti che creo io li divo fare da 0.4 se no non me li stampa: anzi, a proposito, come mai Cura non me li vede nemmeno negli sliceing? me li salta proprio.
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
R2 Evo-Prometeo-Poseidon-Titan0
Multiextruder NPr3-WR4
[www.3dmakerlab.it]
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 09:40AM |
Registered: 11 years ago Posts: 1,865 |
Nelle versioni precedeti era cura gestiva gli spessori sottili e slic3r no.
Adesso è il contrario.
Immagino che abbiano modificato l'lagoritmo
Ciao
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
Adesso è il contrario.
Immagino che abbiano modificato l'lagoritmo
Ciao
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 03:13PM |
Registered: 10 years ago Posts: 6,409 |
Grazie Enrico, quel post mi ha fatto capire molte cose che mi erano oscure...
Primo le parole di Sound (che credo sia Alessandro):
E questo disegno:
Edited 1 time(s). Last edit at 04/15/2014 04:33PM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Primo le parole di Sound (che credo sia Alessandro):
Quote
To be more exact than my previous message, Slic3r model works this way:
when width >= (nozzle_diameter + layer_height), the model is equal to a rectangle with two half circles at the sides (hence layer_height/2 on each side)
when width < (nozzle_diameter + layer_height), a similar shape is assumed: a rectangle below the nozzle with two shrunk half circles at its sides (each one being (width-nozzle_diameter)/2 wide)
when width == nozzle_diameter the half circles are completely compressed so there's only a rectangle below the nozzle (w*h)
the last formula (w*h) is also applied when width < nozzle_diameter, but using such a width is not recommended and never happens automatically
E questo disegno:

Edited 1 time(s). Last edit at 04/15/2014 04:33PM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 05:09PM |
Registered: 10 years ago Posts: 447 |
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 15, 2014 05:21PM |
Registered: 12 years ago Posts: 4,555 |
il problema nel caso di estrusioni "inferiori" al diametro del nozzle è che, non avendo una "canalizzazione" che "trafila" il materiale durante l'uscita (ipotizzo io), almeno da quanto ho potuto constatare da prove effettuate, le superfici degli oggetti mostravano una rugosità maggiore che mantenendo il valore del nozzle......
Per questo ho "ipotizzato" una non perfetta erogazione del materiale proprio determinata dalla mancata "trafilatura".....
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Per questo ho "ipotizzato" una non perfetta erogazione del materiale proprio determinata dalla mancata "trafilatura".....
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 16, 2014 01:51AM |
Registered: 10 years ago Posts: 447 |
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 16, 2014 05:18PM |
Registered: 10 years ago Posts: 756 |
Provato fino a stasera, senza successo.
Stampando il classico 0.5mm thin wall in "vase" cosi' fa un solo layer e misurando, che ci metti meno del default o che ci lasci 0, comunque mi fa dei perimetri spessi 0.36-0.37 (ho un nozzle 0.35 j-head reprapworld).
Considerando la precisione del foro che non posso sapere, e la tolleranza del calibrio che è 0,01 non posso derivare di piu'.
Prima avevo perimetri a 0.41-0.42 su un teorico di 0.28, ora appunto siamo in differenze di 0.02...L'esercizio sembra sia stato comunque utile, ora ho un numero di step che mi sembra piu' corretto.
Se vinci la battaglia sul top infill fammi sapere
Disclaimer: io ce la metto tutta a darti consigli sensati, sta a te non incendiare nulla :-)
CoreXY HyperCube. [www.thingiverse.com] | Cerchi test? Make: test set: [www.thingiverse.com]
Stampando il classico 0.5mm thin wall in "vase" cosi' fa un solo layer e misurando, che ci metti meno del default o che ci lasci 0, comunque mi fa dei perimetri spessi 0.36-0.37 (ho un nozzle 0.35 j-head reprapworld).
Considerando la precisione del foro che non posso sapere, e la tolleranza del calibrio che è 0,01 non posso derivare di piu'.
Prima avevo perimetri a 0.41-0.42 su un teorico di 0.28, ora appunto siamo in differenze di 0.02...L'esercizio sembra sia stato comunque utile, ora ho un numero di step che mi sembra piu' corretto.
Se vinci la battaglia sul top infill fammi sapere
Disclaimer: io ce la metto tutta a darti consigli sensati, sta a te non incendiare nulla :-)
CoreXY HyperCube. [www.thingiverse.com] | Cerchi test? Make: test set: [www.thingiverse.com]
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 20, 2014 05:16AM |
Registered: 10 years ago Posts: 447 |
Ho provato il top infill sullo stesso pezzo a 0.4 mm e mi è venuto meno regolare che con 0.2 mm.
Penso che comunque ci sia da separare molto i casi di thin wall, di perimetri e di top infill.
Forse perché con un top infill scarso, tra stiramento e spiattellamento la superficie risulta più piatta.
Penso che comunque ci sia da separare molto i casi di thin wall, di perimetri e di top infill.
Forse perché con un top infill scarso, tra stiramento e spiattellamento la superficie risulta più piatta.
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 20, 2014 05:21AM |
Registered: 12 years ago Posts: 4,555 |
se riesci a fare delle foto che evidenziano la differenza proviamo a fare valutazioni magari comparative e vediamo di capire qualcosa in più... vista la mia abissale ignoranza sugli algoritmi che gestiscono il materiale estruso....
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 21, 2014 05:49PM |
Registered: 10 years ago Posts: 447 |
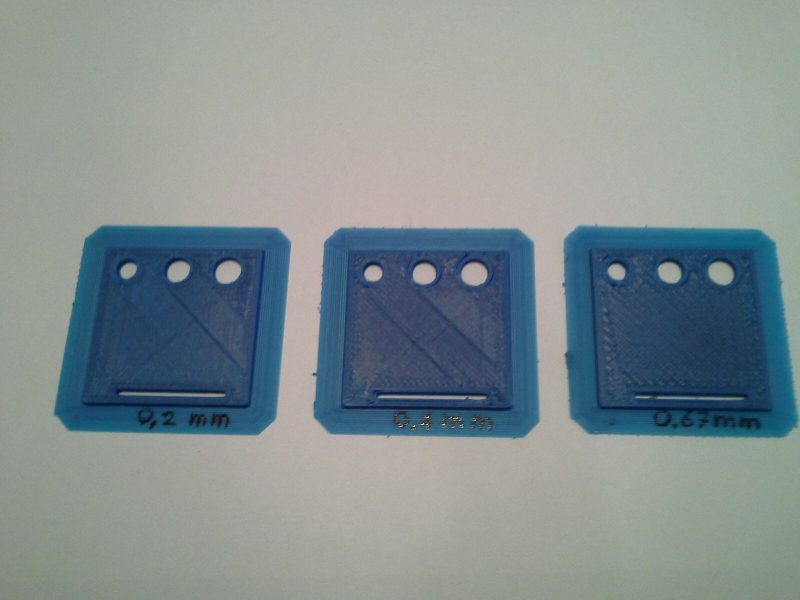
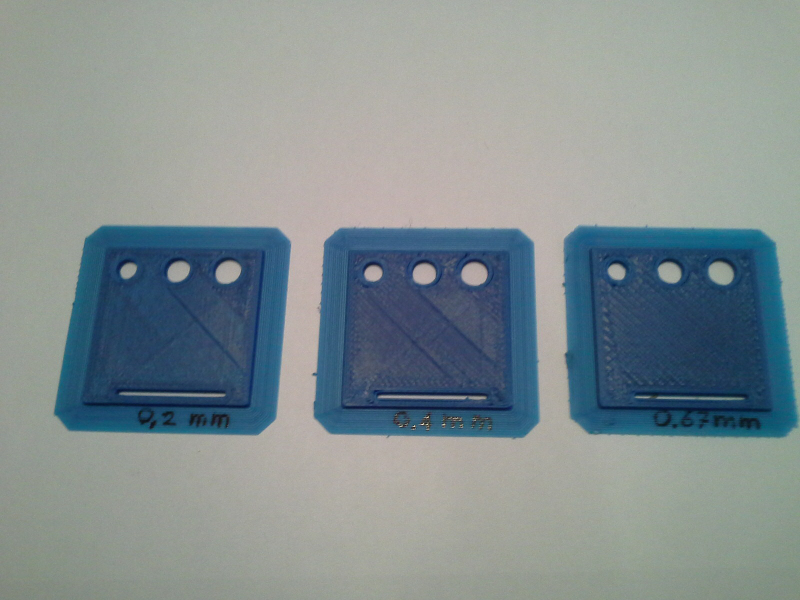
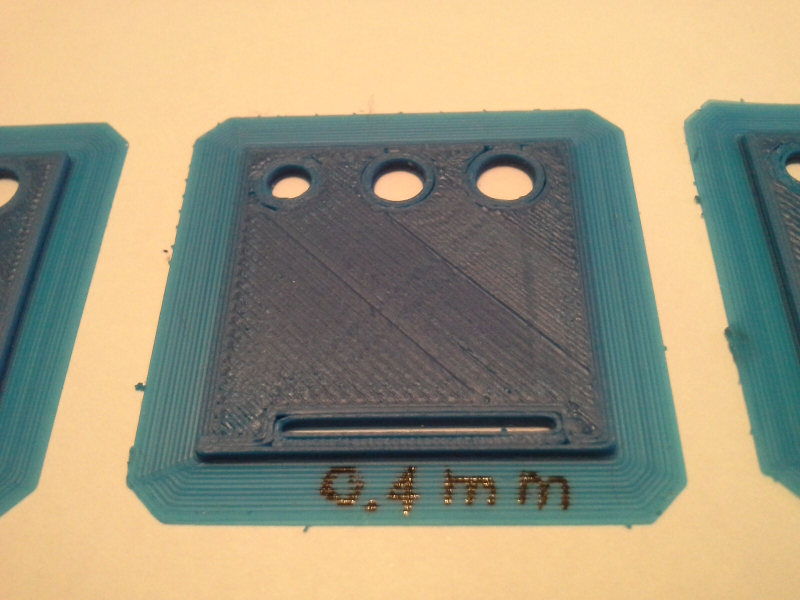
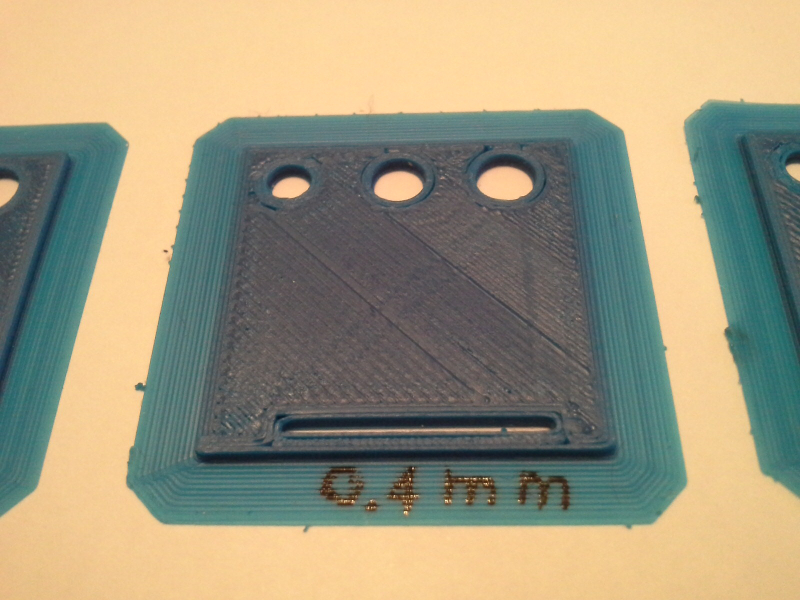
Ecco le foto.
Stesso pezzo da 3x3 cm, altezza 1.6 cm.
Slicing con slic3r rc2 con layer da 0.2 e settaggio di 3 layer di top e bottom.
Slic3r di default proponeva top solid infill e solid infill da 0.67.
Ho provato anche con valori manuali di 0.4 e 0.2, dato un nozzle magma da 0.4.
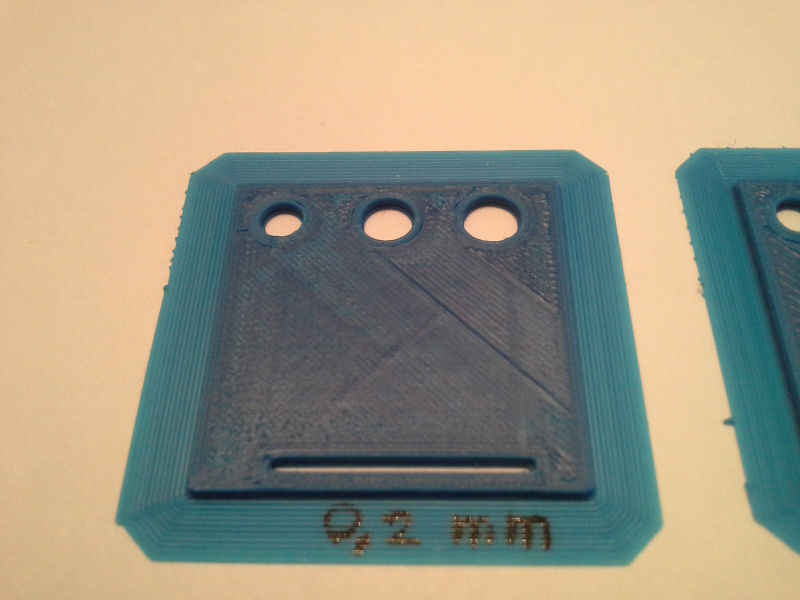
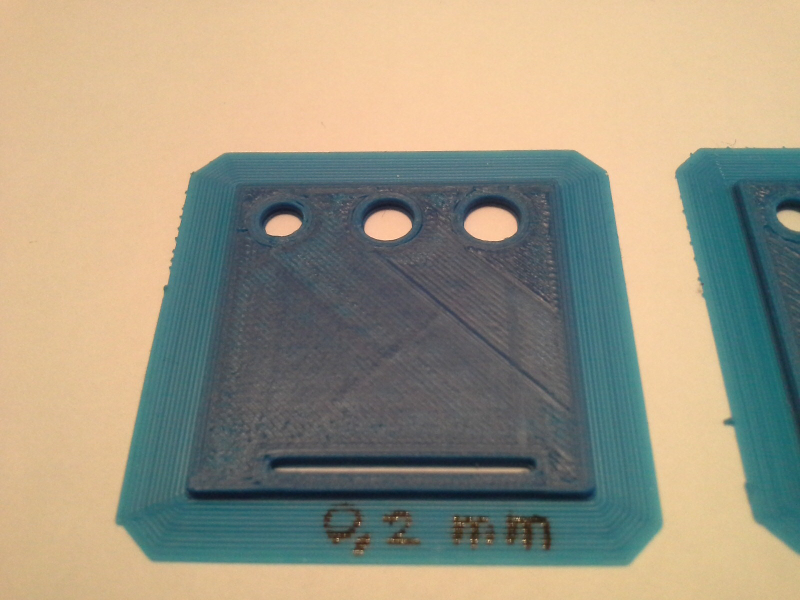
Da vicino, sulle superfici larghe, il top solid infill da 0.2 sembra il più pulito.
Prusa i3 Einstein rework ALU Frame - Arduino Mega 2560 + Ramps 1.4 - Stepsticks A4988 - Nema 17 - mechanical endstops - Wade's Extruder con Magma Hotend / 0.4mm nozzle - Hotbed con vetro e Kapton - Smart LCD 20x4 con rotary encoder
Stesso pezzo da 3x3 cm, altezza 1.6 cm.
Slicing con slic3r rc2 con layer da 0.2 e settaggio di 3 layer di top e bottom.
Slic3r di default proponeva top solid infill e solid infill da 0.67.
Ho provato anche con valori manuali di 0.4 e 0.2, dato un nozzle magma da 0.4.
Da vicino, sulle superfici larghe, il top solid infill da 0.2 sembra il più pulito.
Prusa i3 Einstein rework ALU Frame - Arduino Mega 2560 + Ramps 1.4 - Stepsticks A4988 - Nema 17 - mechanical endstops - Wade's Extruder con Magma Hotend / 0.4mm nozzle - Hotbed con vetro e Kapton - Smart LCD 20x4 con rotary encoder
Attachments:
open | download - tmp_comparazione top solid infill-918934146.jpg (391.9 KB)
open | download - tmp_top solid infill 0.2 mm-2092718637.jpg (394.4 KB)
open | download - tmp_top solid infill 0.4 mm-1187180161.jpg (414.7 KB)
open | download - tmp_top solid infill 0.67 mm237789182.jpg (424.9 KB)
open | download - tmp_comparazione top solid infill-918934146.jpg (391.9 KB)
{kind=link}
{kind=link}
open | download - tmp_top solid infill 0.2 mm-2092718637.jpg (394.4 KB)
{kind=link}
{kind=link}
open | download - tmp_top solid infill 0.4 mm-1187180161.jpg (414.7 KB)
{kind=link}
{kind=link}
open | download - tmp_top solid infill 0.67 mm237789182.jpg (424.9 KB)
{kind=link}
{kind=link}
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 21, 2014 06:35PM |
Registered: 12 years ago Posts: 4,555 |
metti anche l'stl così faccio delle prove con Cura...
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Rapporto tra diametro nozzle e minime width raggiungibili. April 22, 2014 02:48AM |
Registered: 10 years ago Posts: 447 |
Sorry, only registered users may post in this forum.