Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Estrusori, Hotends, Heated bed, Filamenti, etc.
>
Topic
Estrusore che si inceppa
Posted by marco97
|
Estrusore che si inceppa January 02, 2017 07:32PM |
Registered: 9 years ago Posts: 124 |
Salve a tutti scusate se apro un post nuovo anche se può essere che c'è già qualcosa che ne parla, ma non ho trovato quello che fa al caso mio..
Ma veniamo al punto, ho comprato dell'ABS plastink e sto avendo dei problemi ma credo che non sia il materiale perché me lo fa anche con l'ABS cinese che usavo prima anche se di scarsa qualità ma ero riuscito ad avere discrete stampe.. adesso però con l'ABS plastink x riuscire a farlo estrudere un po' decente devo mettere una temperatura di 270° invece con l'altro lo usavo a 250 ma riuscivo a stampare.. adesso però con entrambi l'estrusore dopo un po' inizia a grattare il filo e non estrude più nulla.. ho controllato se nel caso spingesse più filo di quanto richiesto, ma ho potuto accertarmi che se chiedo 50mm me ne spinge 50 dato che comunque poco tempo fa avevo sistemato sul firmware che mi spingeva un po' più materiale..
Ho provato ad alzare un po' la temperatura e nulla
Ho abbassato su cura la percentuale di filo da estrudere e nulla
Ho pulito l'ingranaggio che spinge il filo non so che altro provare datemi una mano.. è andato peggiorando comunque ho potuto notare questo perché prima stampava meglio e poi ha peggiorato man mano che alla fine adesso mi è diventato impossibile dato che dopo un po' non estrude più nulla.
PS: appena accendo il computer vi metto qualche foto con le stampe di prima nel durante e adesso
Edited 1 time(s). Last edit at 01/02/2017 07:42PM by marco97.
stampante 3d prusa i3- firmware marlin- arduino mega 2560 e ramps 1.4 con drv8825-alimentatore 20A- estrusore IEC - piatto di stampa geckotek- materiale PLA
Ma veniamo al punto, ho comprato dell'ABS plastink e sto avendo dei problemi ma credo che non sia il materiale perché me lo fa anche con l'ABS cinese che usavo prima anche se di scarsa qualità ma ero riuscito ad avere discrete stampe.. adesso però con l'ABS plastink x riuscire a farlo estrudere un po' decente devo mettere una temperatura di 270° invece con l'altro lo usavo a 250 ma riuscivo a stampare.. adesso però con entrambi l'estrusore dopo un po' inizia a grattare il filo e non estrude più nulla.. ho controllato se nel caso spingesse più filo di quanto richiesto, ma ho potuto accertarmi che se chiedo 50mm me ne spinge 50 dato che comunque poco tempo fa avevo sistemato sul firmware che mi spingeva un po' più materiale..
Ho provato ad alzare un po' la temperatura e nulla
Ho abbassato su cura la percentuale di filo da estrudere e nulla
Ho pulito l'ingranaggio che spinge il filo non so che altro provare datemi una mano.. è andato peggiorando comunque ho potuto notare questo perché prima stampava meglio e poi ha peggiorato man mano che alla fine adesso mi è diventato impossibile dato che dopo un po' non estrude più nulla.
PS: appena accendo il computer vi metto qualche foto con le stampe di prima nel durante e adesso
Edited 1 time(s). Last edit at 01/02/2017 07:42PM by marco97.
stampante 3d prusa i3- firmware marlin- arduino mega 2560 e ramps 1.4 con drv8825-alimentatore 20A- estrusore IEC - piatto di stampa geckotek- materiale PLA
|
Re: Estrusore che si inceppa January 03, 2017 04:27AM |
Registered: 12 years ago Posts: 4,555 |
Hai provato ad estrudere a vuoto... cioè in aria, per vedere se l'erogazione è regolare e a che temperatura?
Stai usando il nostro hotend? che versione?
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Stai usando il nostro hotend? che versione?
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Estrusore che si inceppa January 03, 2017 05:02AM |
Registered: 9 years ago Posts: 124 |
Si l'ho fatto estrudere a vuoto una decina di cm, con quello che avevo prima a 250c° non scatta, sembra abbastanza fluido invece quello plastink a meno di 270 lo sento che fa troppa pressione come se fosse ancora troppo freddo..
Si ho il vostro hotend.. non ricordo il nome della versione ma comunque è l'ultimo prima che poi facevi il nuovo progetto
Si ho il vostro hotend.. non ricordo il nome della versione ma comunque è l'ultimo prima che poi facevi il nuovo progetto
|
Re: Estrusore che si inceppa January 03, 2017 11:31AM |
Registered: 12 years ago Posts: 4,555 |
se ha l'attacco E3D è il 4.0....
Che temperature ti richiede il produttore per quel filo?
Hai provato ad andare oltre i 270°, visto che potrebbe anche esserci una discrepanza con la temperatura?
L'abs normalmente lo stampo dai 245° ai 260°, fermo restando che, ad esempio, ora ho un abs in uso che va da 260° a 280°..... ed in effetti a 270° non è il massimo della fluidità... ma è proprio il materiale che richiede temperature superiori.
Se hai il limite dei 275° nel firmware modificalo a 300°, tempertura entro la quale quel hotend può tranquillamente lavorare fermo restando che il ventolino di raffreddamento deve essere funzionale e "funzionante"......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Che temperature ti richiede il produttore per quel filo?
Hai provato ad andare oltre i 270°, visto che potrebbe anche esserci una discrepanza con la temperatura?
L'abs normalmente lo stampo dai 245° ai 260°, fermo restando che, ad esempio, ora ho un abs in uso che va da 260° a 280°..... ed in effetti a 270° non è il massimo della fluidità... ma è proprio il materiale che richiede temperature superiori.
Se hai il limite dei 275° nel firmware modificalo a 300°, tempertura entro la quale quel hotend può tranquillamente lavorare fermo restando che il ventolino di raffreddamento deve essere funzionale e "funzionante"......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Estrusore che si inceppa January 03, 2017 01:51PM |
Registered: 9 years ago Posts: 124 |
ciao davide allora ti allego la foto così sei sicuro di quale modello sia..
se ricordi poco tempo fa abbiamo sostituito il tubicino interno e l'ugello che abbiamo messo lo 0.4 in inox perchè quello in ottone si sfondava sempre..
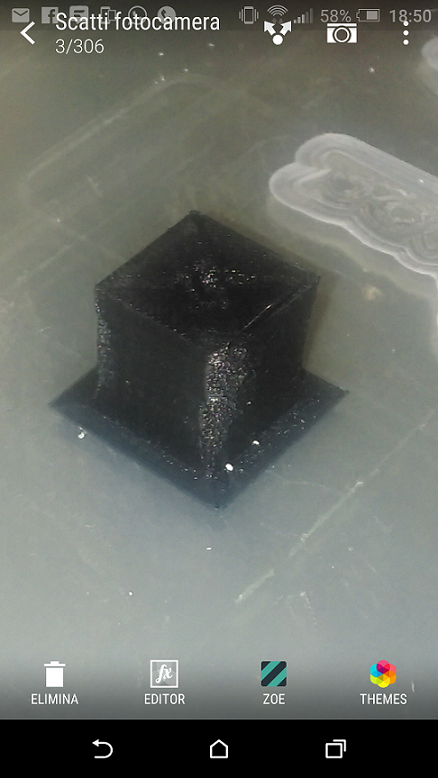
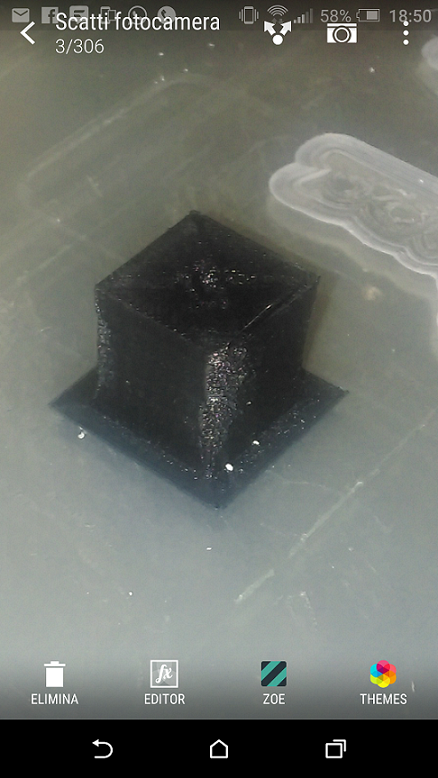
comunque credo sia un problema di cura perchè adesso sto stampando un cubo con il materiale che usavo prima e sembra che non mi da problemi che sgrana,
però ho generato il gcode con cura la versione precedente al cambiamento radicale.. appena finisce con questo cubo provo anche con il bianco che è quello plastink e vedo come si comporta.
questo lo sto stampando a 240C° di solito lo usavo sui 250.. comunque il negozio dove ho preso il materiale plastink mi ha detto che loro lo usano a 240C° e questo che mi hanno spedito a me fa parte di rocchetti che loro hanno usato e stanno usando e va perfettamente senza problemi quindi il materiale è da escludere,
sicuramente e la temperatura si dovrebbe anche abbassare di un sacco in confronto a quella che ho usato io visto che l'ho provato a 270, ma vedendo che era troppo duro da estrudere ho alzato la temperatura.. avevo i miei buoni motivi..
comunque ti allego le foto di come veniva prima e adesso con le diverse versioni di cura
ti allego anche i profili che ho usato così puoi capire se c'è qualcosa che non va che ha potuto crearmi il problema
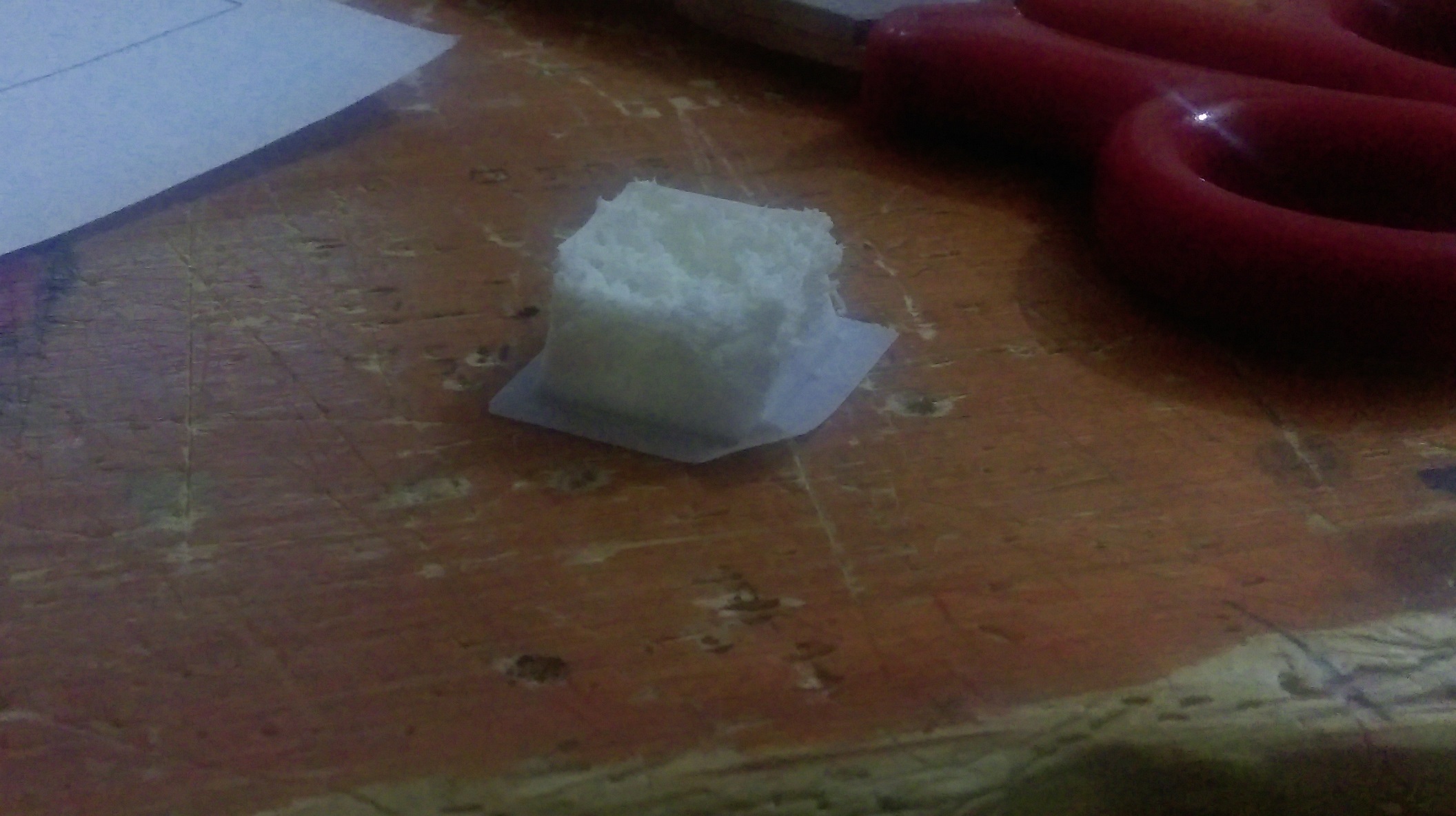
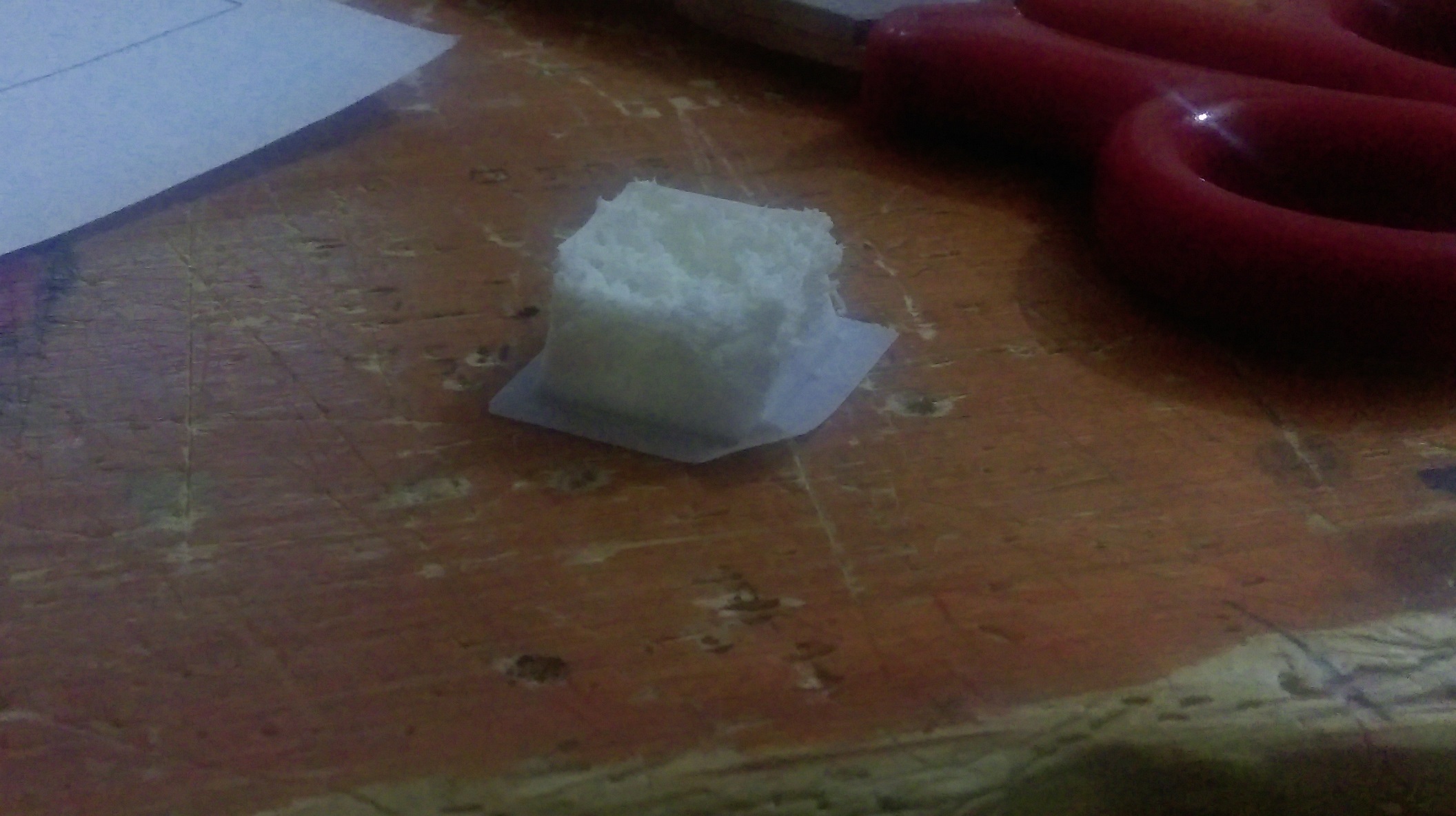
l'abs bianco che sarebbe il plastink mi da più problemi però mi combina un macello come si vede dalle foto
se ricordi poco tempo fa abbiamo sostituito il tubicino interno e l'ugello che abbiamo messo lo 0.4 in inox perchè quello in ottone si sfondava sempre..
comunque credo sia un problema di cura perchè adesso sto stampando un cubo con il materiale che usavo prima e sembra che non mi da problemi che sgrana,
però ho generato il gcode con cura la versione precedente al cambiamento radicale.. appena finisce con questo cubo provo anche con il bianco che è quello plastink e vedo come si comporta.
questo lo sto stampando a 240C° di solito lo usavo sui 250.. comunque il negozio dove ho preso il materiale plastink mi ha detto che loro lo usano a 240C° e questo che mi hanno spedito a me fa parte di rocchetti che loro hanno usato e stanno usando e va perfettamente senza problemi quindi il materiale è da escludere,
sicuramente e la temperatura si dovrebbe anche abbassare di un sacco in confronto a quella che ho usato io visto che l'ho provato a 270, ma vedendo che era troppo duro da estrudere ho alzato la temperatura.. avevo i miei buoni motivi..
comunque ti allego le foto di come veniva prima e adesso con le diverse versioni di cura
ti allego anche i profili che ho usato così puoi capire se c'è qualcosa che non va che ha potuto crearmi il problema
l'abs bianco che sarebbe il plastink mi da più problemi però mi combina un macello come si vede dalle foto
Attachments:
open | download - cura versione vecchia.ini (10.9 KB)
open | download - cura nuovo.curaprofile (304 bytes)
open | download - IMAG0305.jpg (532.8 KB)
open | download - IMAG0306.jpg (408.2 KB)
open | download - IMAG0309.jpg (400.5 KB)
open | download - IMAG0315.jpg (421.1 KB)
open | download - Screenshot_20170103-185033.png (533.1 KB)
open | download - IMAG0318.jpg (467.5 KB)
open | download - IMAG0319.jpg (449.4 KB)
open | download - cura versione vecchia.ini (10.9 KB)
open | download - cura nuovo.curaprofile (304 bytes)
open | download - IMAG0305.jpg (532.8 KB)
{kind=link}
{kind=link}
open | download - IMAG0306.jpg (408.2 KB)
{kind=link}
{kind=link}
open | download - IMAG0309.jpg (400.5 KB)
{kind=link}
{kind=link}
open | download - IMAG0315.jpg (421.1 KB)
{kind=link}
{kind=link}
open | download - Screenshot_20170103-185033.png (533.1 KB)
{kind=link}
{kind=link}
open | download - IMAG0318.jpg (467.5 KB)
{kind=link}
{kind=link}
open | download - IMAG0319.jpg (449.4 KB)
{kind=link}
{kind=link}
|
Re: Estrusore che si inceppa January 03, 2017 05:46PM |
Registered: 9 years ago Posts: 124 |
sapete dirmi come mai mi crea questi macelli solo con questo abs con quello che avevo prima no.. non viene benissimo ma almeno una specie di forma la prende invece con questo abs nulla da fare ho provato a giostrarmi sulle temperature ma a meno di 240 è impossibile estruderlo però quando mi inizia a fare questo problema toccando il pezzo è morbido..
da che può dipendere questa cosa?
da che può dipendere questa cosa?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Estrusore che si inceppa January 04, 2017 03:25AM |
Registered: 12 years ago Posts: 4,555 |
Eccomi.... allora.... hai una versione un pelino datata del hotend, ma non è un problema.
Il fatto che hai una sotto estrusione di quel tipo significa solo che il materiale erogato è insufficiente, ma non te ne indica le cause..... che per esempio potrebbero essere imputabili al diametro del filo più che alla temperatura
Quindi bisogna andare per gradi a capire.
Partiamo dall'estrusione a vuoto... a che temperatura inizia ad estrudere?
Poi, che diametro di filo usi, 1.75 o 3 mm? hai misurato i diametro esatto?
A seconda della misura che hai ti procuri un perno di 2 mm se hai l'1.75, di 3 mm se usi filo 3, che sia liscio (no viti, no punte trapano, e con la punta arrotondata.
Smonti l'hotend dalla stampante, lo porti in temperatura a 260° e controlli se, inserendo il perno nel condotto per svuotare la melt zone, l'attrito è molto forte... tienilo per il supporto quadro di alluminio mentre premi con il perno.
Visto che ho verìficato che hai la mia email, fatte queste prove mandami una email che vediamo di risolvere in tutti i casi... poi, giusto per non impestare la discussione e farla diventare troppo lunga, metterai la soluzione del problema alla fine della discussione
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Il fatto che hai una sotto estrusione di quel tipo significa solo che il materiale erogato è insufficiente, ma non te ne indica le cause..... che per esempio potrebbero essere imputabili al diametro del filo più che alla temperatura
Quindi bisogna andare per gradi a capire.
Partiamo dall'estrusione a vuoto... a che temperatura inizia ad estrudere?
Poi, che diametro di filo usi, 1.75 o 3 mm? hai misurato i diametro esatto?
A seconda della misura che hai ti procuri un perno di 2 mm se hai l'1.75, di 3 mm se usi filo 3, che sia liscio (no viti, no punte trapano, e con la punta arrotondata.
Smonti l'hotend dalla stampante, lo porti in temperatura a 260° e controlli se, inserendo il perno nel condotto per svuotare la melt zone, l'attrito è molto forte... tienilo per il supporto quadro di alluminio mentre premi con il perno.
Visto che ho verìficato che hai la mia email, fatte queste prove mandami una email che vediamo di risolvere in tutti i casi... poi, giusto per non impestare la discussione e farla diventare troppo lunga, metterai la soluzione del problema alla fine della discussione
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Sorry, only registered users may post in this forum.