Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Estrusori, Hotends, Heated bed, Filamenti, etc.
>
Topic
dubbio su pulizia ugello microswiss mk10
Posted by losco
|
dubbio su pulizia ugello microswiss mk10 August 16, 2018 03:10PM |
Registered: 6 years ago Posts: 20 |
salve,
sono possessore da qualche mese di una cr10 su cui mi sono divertito a fare un po di lavoretti, principalmente per migliorare la parte meccanica.
nel mezzo dei lavori ho deciso di liberarmi del tubo in ptfe (che ogni tanto tendeva a gonfiare) in favore del taglio termico all metal mk10 marca microswiss con ugello in ottone 360 nichelato diametro 0.4 ecc...
montato il condotto con 2 fresatine e una maschiata a dissipatore e blocchetto, alla prima stampa con pla e parametri antecedenti alla modifica, dopo mezzora di stampa inizia a saltare ogni tanto il motore dell'estrusore per poi intasarsi del tutto dopo un'altra mezzora.
probabile causa dell'episodio bobina marcia umida/sporca di polvere, layer da 0.06 a velocità molto bassa non aiutavano probabilmente, forse poca aria sul dissipatore (penso si chiami heat creep ho letto...) morale smonto l'ugello lo pulisco sul fornello come ho sempre fatto con quelli mk8(penso si chiamino cosi col filetto da m6) in ottone, controllo le impostazioni dello slicer, soffio la bobina la inforno 2 ore, modifico il portaventola per sparare aria anche leggemente piu in basso del dissipatore colpendo anche la gola, e riprovo.
a questo punto l'estrusore si blocca al layer2 quasi sistematicamente con poche eccezioni... dopo svariate prove mi accorgo che facendo i primi layer di un pezzo (ingranaggio) passava piu volte dove aveva già depositato plastica.
con i vecchi ugelli, anche di diametri diversi, ho sempre utilizzato in cura un valore di ''larghezza della linea'' circa in linea rispetto a quello calcolato moltiplicando il diametro del foro x 1.2 (0.46 47 per ugello da .4) con risultati passabili diciamo...
con questo da 0.4 mk10 nichelato ho dovuto incrementare la ''larghezza linea'' a 0.59 0.58 per ottenere un risultato passabile...
mi viene da chiedere se possono avermi inviato un ugello da .5 non da .4 come riportato in etichetta e stampigliato sull'ugello o se è normale con questa combinazione di taglio termico e ugello avere valori cosi larghi rispetto agli altri...
oppure posso aver rovinato la nichelatura pulendo l'ugello con la fiamma del fornello?
50 60 micron di nichelatura mi sembra uno strato bello cafone ma essedo fatto per filamenti abrasivi potrebbero magari avere abbondato...
grazie dei consgli
sono possessore da qualche mese di una cr10 su cui mi sono divertito a fare un po di lavoretti, principalmente per migliorare la parte meccanica.
nel mezzo dei lavori ho deciso di liberarmi del tubo in ptfe (che ogni tanto tendeva a gonfiare) in favore del taglio termico all metal mk10 marca microswiss con ugello in ottone 360 nichelato diametro 0.4 ecc...
montato il condotto con 2 fresatine e una maschiata a dissipatore e blocchetto, alla prima stampa con pla e parametri antecedenti alla modifica, dopo mezzora di stampa inizia a saltare ogni tanto il motore dell'estrusore per poi intasarsi del tutto dopo un'altra mezzora.
probabile causa dell'episodio bobina marcia umida/sporca di polvere, layer da 0.06 a velocità molto bassa non aiutavano probabilmente, forse poca aria sul dissipatore (penso si chiami heat creep ho letto...) morale smonto l'ugello lo pulisco sul fornello come ho sempre fatto con quelli mk8(penso si chiamino cosi col filetto da m6) in ottone, controllo le impostazioni dello slicer, soffio la bobina la inforno 2 ore, modifico il portaventola per sparare aria anche leggemente piu in basso del dissipatore colpendo anche la gola, e riprovo.
a questo punto l'estrusore si blocca al layer2 quasi sistematicamente con poche eccezioni... dopo svariate prove mi accorgo che facendo i primi layer di un pezzo (ingranaggio) passava piu volte dove aveva già depositato plastica.
con i vecchi ugelli, anche di diametri diversi, ho sempre utilizzato in cura un valore di ''larghezza della linea'' circa in linea rispetto a quello calcolato moltiplicando il diametro del foro x 1.2 (0.46 47 per ugello da .4) con risultati passabili diciamo...
con questo da 0.4 mk10 nichelato ho dovuto incrementare la ''larghezza linea'' a 0.59 0.58 per ottenere un risultato passabile...
mi viene da chiedere se possono avermi inviato un ugello da .5 non da .4 come riportato in etichetta e stampigliato sull'ugello o se è normale con questa combinazione di taglio termico e ugello avere valori cosi larghi rispetto agli altri...
oppure posso aver rovinato la nichelatura pulendo l'ugello con la fiamma del fornello?
50 60 micron di nichelatura mi sembra uno strato bello cafone ma essedo fatto per filamenti abrasivi potrebbero magari avere abbondato...
grazie dei consgli
|
Re: dubbio su pulizia ugello microswiss mk10 August 16, 2018 04:59PM |
Registered: 6 years ago Posts: 211 |
Domanda stupida, con il nuovo hotend hai cambiato anche il sensore di temperatura?
Ho avuto problemi simili e poi con una termocoppia mi sono reso conto che la temperatura reale era 170 gradi circa..... Pochini per pla che estrudevo a 195....
Sistemato le temperature, problema svanito
Edited 1 time(s). Last edit at 08/16/2018 04:59PM by whitedavil.
Ho avuto problemi simili e poi con una termocoppia mi sono reso conto che la temperatura reale era 170 gradi circa..... Pochini per pla che estrudevo a 195....
Sistemato le temperature, problema svanito
Edited 1 time(s). Last edit at 08/16/2018 04:59PM by whitedavil.
|
Re: dubbio su pulizia ugello microswiss mk10 August 17, 2018 05:28AM |
Registered: 6 years ago Posts: 20 |
Si sensore di temperatura e cartuccia riscaldanti sono le stesse, ho forato il dissipatore e forato/maschiato m7 il blocchetto creality per alloggiare il condotto mk10; Non le ho proprio estratte, ho schiavizzato la mia ragazza a tenere i fili mentre facevo il lavoro...
Ti posso chiedere se hai effettuato la misura sull’esterno dell’ugello o all’interno calando una sonda nel condotto?
Io volevo tentare di vedere cosa succedeva con più o meno aria sulla gola ma purtroppo non ho a disposizione una sonda così sottile
Stasera tento di stampare un provino a temperature elevate a vedere se la linea si stringe...
Per dare 2 dati empirici stampo pla filoalfa attorno a 190 195 di solito; a temp 175 posso già spingerlo a mano fuori dall’ugello (anche Se con molta fatica) a 215 va giù “da solo” senza quasi spingerlo gocciolando e squirtando come una grondaia... a circa 190 non gocciola e posso spingerlo agevolmente senza troppa fatica, ho sempre lavorato circa lì (abbassando un po’ per layer da .06 e alzando un po’ per layer da .18 per questo motivo...
Grazie 1000 aggiorno appena effettuo la prova
Ti posso chiedere se hai effettuato la misura sull’esterno dell’ugello o all’interno calando una sonda nel condotto?
Io volevo tentare di vedere cosa succedeva con più o meno aria sulla gola ma purtroppo non ho a disposizione una sonda così sottile
Stasera tento di stampare un provino a temperature elevate a vedere se la linea si stringe...
Per dare 2 dati empirici stampo pla filoalfa attorno a 190 195 di solito; a temp 175 posso già spingerlo a mano fuori dall’ugello (anche Se con molta fatica) a 215 va giù “da solo” senza quasi spingerlo gocciolando e squirtando come una grondaia... a circa 190 non gocciola e posso spingerlo agevolmente senza troppa fatica, ho sempre lavorato circa lì (abbassando un po’ per layer da .06 e alzando un po’ per layer da .18 per questo motivo...
Grazie 1000 aggiorno appena effettuo la prova
|
Re: dubbio su pulizia ugello microswiss mk10 August 17, 2018 06:15AM |
Registered: 10 years ago Posts: 2,239 |
|
Re: dubbio su pulizia ugello microswiss mk10 August 17, 2018 07:46AM |
Registered: 6 years ago Posts: 1,059 |
Per la pulizia dell'ugello, il fornello va bene, ma poi magari devi spingere fuori i residui carbonizzati con qualcosa che non sia PLA, al limite, con uno scovolino anche fatto artigianalmente con del filo di rame e qualche filo di cotone.
Prendi del filo di rame da 0.2, 0.3 mm lo pieghi in due e ci metti sopra del filo di cotone, poi infili i due capi in un trapano a batteria e attorcigli i fili di rame che intrappolano i fili di cotone (al limite una striscetta di tessuto) dovresti ottenere uno scovolino con un diametro circa 2.5 volte quello del filo di rame e con i bordi in cotone giocando un piochino con lo spessore del cotone dovresti poter fare in modo che lo scovolo vada dentro il condotto da 2mm leggermente forzato in modo da pulire l'interno, però se scaldi troppo sul fornello, la nickelatura potrebbe rovinarsi, e rendere troppo rugosa la superifice rendendo il condotto peggiore di prima.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Prendi del filo di rame da 0.2, 0.3 mm lo pieghi in due e ci metti sopra del filo di cotone, poi infili i due capi in un trapano a batteria e attorcigli i fili di rame che intrappolano i fili di cotone (al limite una striscetta di tessuto) dovresti ottenere uno scovolino con un diametro circa 2.5 volte quello del filo di rame e con i bordi in cotone giocando un piochino con lo spessore del cotone dovresti poter fare in modo che lo scovolo vada dentro il condotto da 2mm leggermente forzato in modo da pulire l'interno, però se scaldi troppo sul fornello, la nickelatura potrebbe rovinarsi, e rendere troppo rugosa la superifice rendendo il condotto peggiore di prima.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: dubbio su pulizia ugello microswiss mk10 August 17, 2018 07:50AM |
Registered: 6 years ago Posts: 211 |
Io la temperatura l'ho presa inserendo la termocoppia nel buco della vite che ferma il sensore, per cui poco sopra l'alloggiamento del sensore.
Se l'ugello si intoppa così, è probabile che raffreddi poco il dissipatore. Il calore sale e il pla si squaglia dove non deve causando l'intoppo.
Come suggerito, rifai l'autotune e regola di nuovo il flusso.
Stampando cosi "basso" se esce troppo pla del dovuto, l'ugello si occlude
Se l'ugello si intoppa così, è probabile che raffreddi poco il dissipatore. Il calore sale e il pla si squaglia dove non deve causando l'intoppo.
Come suggerito, rifai l'autotune e regola di nuovo il flusso.
Stampando cosi "basso" se esce troppo pla del dovuto, l'ugello si occlude
|
Re: dubbio su pulizia ugello microswiss mk10 August 17, 2018 09:16AM |
Registered: 6 years ago Posts: 20 |
Grazie per i consigli,
allora pid/autotune (sono la stessa cosa o sbaglio?) no mai fatto... mi documento un attimo perché mi mancava questa parte
Inizialmente si, il pla si scioglieva molto presto nel condotto e si intoppava senza possibilità di riprendere se non estraendo e rimettendo il filo (tagliando 1 cm)
era evidente tirando fuori che era molto molto morbido per quasi 8 10mm (praticamente tutta la gola) tanto che,con l’unghia,per 30 secondi buoni riuscivo a fare una tacca sul filo morbido dopo averlo estratto dall’estrusore.
Modificando un pelo il supporto della ventola (che prima sparava da Metà della prima aletta del dissipatore fino sopra al pezzo di tubo in ptfe che esce) per fare arrivare un po’ di aria anche sulla gola, il problema mi è sembrato risolto; non si intasa più in maniera pesate e estraendo il filo rimane fusa solo la puntina da 2 3mm (anche lasciando il filo dentro senza estruderlo per qualche minuto).
Arrivato a questo punto il motore saltava ogni tanto durante la stampa in maniera poco casuale (lanciando 3 volte la stessa stampa scattava sempre dopo lo stesso tempo) ma una sola volta(un solo tak del motore), max 2,per poi riprendere normalmente a estrudere.
Guardando più da vicino mi accorgo che in ogni layer faceva qualche giro di troppo andando a sormontare plastica ad altra già depositata nello stesso layer. Per evitare ciò ho dovuto aumentare la larghezza linea fino a .58 (da .45 che usavo col vecchio ugello, entrambi da .4 come valore nominale); lì è nato il dubbio di avere un ugello da .5 e non da .4 come dichiarato e pagato (basta saperlo gli errori capitano) o ,peggio, la paura di aver fatto saltAre il trattamento superficiale con la pulizia.
Tolgo i residui con uno scovolino cotone e rame morbido che avevo a casa di solito, ma girando a mano...
Step/mm estrusore tarati su 10 cm con prove ripetute 2 o 3 volte per garantire ripetibilità, con estrusore carico e un peso attaccato al filo per opporsi al trascinatore e verificare che tiri anche in condizioni non proprio ottimali.
Ho provato a tenere la linea a .45 e compensare di flusso ma veniva tutto di una magrezza decisamente immonda e scricchiolante (stringendo in mano il pezzo), invece compensando di larghezza linea tutto e’ tornato nella norma.
Dopo le sovracitate modifiche, come detto, il tutto viaggia abbastanza bene ma ero molto curioso di capire perché dovevo usare una linea così grossa, che mi sembra anomala rapportata al diametro del L’ugello.
Senza contare che se ho bruciato la nichelatura superficiale, se provo qualche materiale abrasivo, l’ottone dell’ugello potrebbe non reggere a lungo penso
Grazie ancora a tutti cerco info sul pid
allora pid/autotune (sono la stessa cosa o sbaglio?) no mai fatto... mi documento un attimo perché mi mancava questa parte
Inizialmente si, il pla si scioglieva molto presto nel condotto e si intoppava senza possibilità di riprendere se non estraendo e rimettendo il filo (tagliando 1 cm)
era evidente tirando fuori che era molto molto morbido per quasi 8 10mm (praticamente tutta la gola) tanto che,con l’unghia,per 30 secondi buoni riuscivo a fare una tacca sul filo morbido dopo averlo estratto dall’estrusore.
Modificando un pelo il supporto della ventola (che prima sparava da Metà della prima aletta del dissipatore fino sopra al pezzo di tubo in ptfe che esce) per fare arrivare un po’ di aria anche sulla gola, il problema mi è sembrato risolto; non si intasa più in maniera pesate e estraendo il filo rimane fusa solo la puntina da 2 3mm (anche lasciando il filo dentro senza estruderlo per qualche minuto).
Arrivato a questo punto il motore saltava ogni tanto durante la stampa in maniera poco casuale (lanciando 3 volte la stessa stampa scattava sempre dopo lo stesso tempo) ma una sola volta(un solo tak del motore), max 2,per poi riprendere normalmente a estrudere.
Guardando più da vicino mi accorgo che in ogni layer faceva qualche giro di troppo andando a sormontare plastica ad altra già depositata nello stesso layer. Per evitare ciò ho dovuto aumentare la larghezza linea fino a .58 (da .45 che usavo col vecchio ugello, entrambi da .4 come valore nominale); lì è nato il dubbio di avere un ugello da .5 e non da .4 come dichiarato e pagato (basta saperlo gli errori capitano) o ,peggio, la paura di aver fatto saltAre il trattamento superficiale con la pulizia.
Tolgo i residui con uno scovolino cotone e rame morbido che avevo a casa di solito, ma girando a mano...
Step/mm estrusore tarati su 10 cm con prove ripetute 2 o 3 volte per garantire ripetibilità, con estrusore carico e un peso attaccato al filo per opporsi al trascinatore e verificare che tiri anche in condizioni non proprio ottimali.
Ho provato a tenere la linea a .45 e compensare di flusso ma veniva tutto di una magrezza decisamente immonda e scricchiolante (stringendo in mano il pezzo), invece compensando di larghezza linea tutto e’ tornato nella norma.
Dopo le sovracitate modifiche, come detto, il tutto viaggia abbastanza bene ma ero molto curioso di capire perché dovevo usare una linea così grossa, che mi sembra anomala rapportata al diametro del L’ugello.
Senza contare che se ho bruciato la nichelatura superficiale, se provo qualche materiale abrasivo, l’ottone dell’ugello potrebbe non reggere a lungo penso
Grazie ancora a tutti cerco info sul pid
|
Re: dubbio su pulizia ugello microswiss mk10 August 17, 2018 06:47PM |
Registered: 6 years ago Posts: 1,059 |
Il problema del cattivo raffreddamento può anche essere causato da uno scarso contatto tra la gola (o core oppure heat break che dir si voglia) e il dissipatore, in genere la parte filettata che entra nel dissipatore va montata con una pasta conduttiva tipo quella che si usa nelle CPU dei computer (grigia all'argento) e se hai un dissipatore Cilindrico la ventola va messa con il portaventola sull'aletta più bassa, curando che non ci siano flussi di aria fredda verso il basso che causerebbero un raffreddamento del riscaldatore.
In genere molti problemi sono generati da un cattivo trasferimento termico tra disspatore e aletta di raffreddamento, per questo le "nuove" versioni dei cloni cinesi hanno una filettatura da 7mm anzichè da 6mm proprio nella parte che entra nel disspatore in modo da avere una superficie di contatto maggiore.
Il dissipatore in genere va molto vicino al riscaldatore 2 o 3 mm al massimo, rispetto alle vecchie versioni con filetto da 6mm da ambo i lati in modo da avere una "zona di transizione" minore.
Se hai dovuto rifilettare il dissipatore presumo che tu abbia un tipo vecchio con filetto da 6mm, e in genere rifare la filettatura potrebbe non essere la migliore soluzione, perché se noti la gola ha una parte liscia sopra che dovrebbe aumentare il trasferimento termico, magari comprando un dissipatore di ricambio per il modello nuovo (ne trovi in giro sotto i 10 Euro) e montandolo con la pasta risolvi il problema.
Mi sembra strano però che la gola sia in ottone, in genere sono tutte in acciaio, più o meno rettificate o lucidate o con e senza il tubetto di teflon.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
In genere molti problemi sono generati da un cattivo trasferimento termico tra disspatore e aletta di raffreddamento, per questo le "nuove" versioni dei cloni cinesi hanno una filettatura da 7mm anzichè da 6mm proprio nella parte che entra nel disspatore in modo da avere una superficie di contatto maggiore.
Il dissipatore in genere va molto vicino al riscaldatore 2 o 3 mm al massimo, rispetto alle vecchie versioni con filetto da 6mm da ambo i lati in modo da avere una "zona di transizione" minore.
Se hai dovuto rifilettare il dissipatore presumo che tu abbia un tipo vecchio con filetto da 6mm, e in genere rifare la filettatura potrebbe non essere la migliore soluzione, perché se noti la gola ha una parte liscia sopra che dovrebbe aumentare il trasferimento termico, magari comprando un dissipatore di ricambio per il modello nuovo (ne trovi in giro sotto i 10 Euro) e montandolo con la pasta risolvi il problema.
Mi sembra strano però che la gola sia in ottone, in genere sono tutte in acciaio, più o meno rettificate o lucidate o con e senza il tubetto di teflon.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: dubbio su pulizia ugello microswiss mk10 August 18, 2018 04:47AM |
Registered: 6 years ago Posts: 20 |
Ciao Carlo grazie ancora per le risposte,
il kit che ho montato è quello microswiss con taglio termico alluminio/inox e ugello mk10 in ottone 360 rivestito in TwinClad XT (che ho scoperto essere il nome commerciale di una nichelatura sostanzialmente...), venduto con un tubetto di pasta conduttiva, penso a base Metallica (dal colore). La ho messa dentro tra dissipatore e condotto spalmata con cura...
sia l’ugello che la parte del condotto che si avvita sul blocchetto sono filettate m7, la parte nel dissipatore è liscia e tenuta dal grano sulla parte bassa del dissipatore.
Lo so che questo kit non è proprio definito per la mia stampante ma, a guardare esplosi e quote trovate in giro, mi sembrava che il kit per cr10 (con anche dissipatore e blocchetto) costasse circa 50 euro in più e differisse solo nel filetto m7 e nel diametro interno del dissipatore...
Tento di mettere una foto se riesco, così mi dici se ho fatto cazzate evidenti... (mi diverto a spistolare ma apparte le letture sui forum e la logica del mio cervellino non è che sono ferratissimo in stampaggio... mi barcameno con estrusori e bobine di filo solo da qualche mese).
Se riesco con la foto si vede dissipatore e supporto ventola, ho tagliato la parte bassa del supporto ventola e messo lo scotch sulla parte bassa della ventola in modo da non fare arrivare troppa aria al blocchetto ma incanalarla nella fessura tra dissipatore e blocchetto (e’ provvisoria la cosa si intende, non faccio ste porcate di solito)
Per la taratura pid ho notato che in effetti ogni tanto la temperatura di estrusione si abbassa per un attimo di un grado per poi tornare a regime; non ci avevo fatto caso ma prima del cambio condotto non avveniva. tento di ricalibrare.
Prova termometro sul buco dellla vite del sensore evince un 197 gradi dal termometro contro 195 Impostato (adesso magari controllo anche il termometro almeno a 100 gradi)
Curiosità... microswiss sono cineaste cloni di altro? A occhio sembrava ben rifinito e lucidato, anche i materiali sembrano quelli dichiarati...
Saluti è ancora grazie
il kit che ho montato è quello microswiss con taglio termico alluminio/inox e ugello mk10 in ottone 360 rivestito in TwinClad XT (che ho scoperto essere il nome commerciale di una nichelatura sostanzialmente...), venduto con un tubetto di pasta conduttiva, penso a base Metallica (dal colore). La ho messa dentro tra dissipatore e condotto spalmata con cura...
sia l’ugello che la parte del condotto che si avvita sul blocchetto sono filettate m7, la parte nel dissipatore è liscia e tenuta dal grano sulla parte bassa del dissipatore.
Lo so che questo kit non è proprio definito per la mia stampante ma, a guardare esplosi e quote trovate in giro, mi sembrava che il kit per cr10 (con anche dissipatore e blocchetto) costasse circa 50 euro in più e differisse solo nel filetto m7 e nel diametro interno del dissipatore...
Tento di mettere una foto se riesco, così mi dici se ho fatto cazzate evidenti... (mi diverto a spistolare ma apparte le letture sui forum e la logica del mio cervellino non è che sono ferratissimo in stampaggio... mi barcameno con estrusori e bobine di filo solo da qualche mese).
Se riesco con la foto si vede dissipatore e supporto ventola, ho tagliato la parte bassa del supporto ventola e messo lo scotch sulla parte bassa della ventola in modo da non fare arrivare troppa aria al blocchetto ma incanalarla nella fessura tra dissipatore e blocchetto (e’ provvisoria la cosa si intende, non faccio ste porcate di solito)
Per la taratura pid ho notato che in effetti ogni tanto la temperatura di estrusione si abbassa per un attimo di un grado per poi tornare a regime; non ci avevo fatto caso ma prima del cambio condotto non avveniva. tento di ricalibrare.
Prova termometro sul buco dellla vite del sensore evince un 197 gradi dal termometro contro 195 Impostato (adesso magari controllo anche il termometro almeno a 100 gradi)
Curiosità... microswiss sono cineaste cloni di altro? A occhio sembrava ben rifinito e lucidato, anche i materiali sembrano quelli dichiarati...
Saluti è ancora grazie
{kind=link}
{kind=link}
|
Re: dubbio su pulizia ugello microswiss mk10 August 18, 2018 05:23AM |
Registered: 10 years ago Posts: 2,239 |
La marca microswiss è ok, fa buoni prodotti..
Scusa ma, tu hai tutto intubato così.. riesci a raffreddare abbastanza?
Fai una prova: accendi la stampante a 220 (DOPO aver rifatto il pid) e la lasci ferma un'oretta.. poi torni, apri e tocchi il dissipatore.. se è caldo da non poterci tenere la mano allora devi arieggiare molto di più.. deve essere freddo anche impostando la temperatura a 260°, devi poterlo prendere in mano senza scottarti o sentire troppo caldo
(occhio a non scottarti )
)
Andrea Lillia
Lillia.net
Pagina Facebook
Scusa ma, tu hai tutto intubato così.. riesci a raffreddare abbastanza?
Fai una prova: accendi la stampante a 220 (DOPO aver rifatto il pid) e la lasci ferma un'oretta.. poi torni, apri e tocchi il dissipatore.. se è caldo da non poterci tenere la mano allora devi arieggiare molto di più.. deve essere freddo anche impostando la temperatura a 260°, devi poterlo prendere in mano senza scottarti o sentire troppo caldo
(occhio a non scottarti
)Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: dubbio su pulizia ugello microswiss mk10 August 18, 2018 06:12AM |
Registered: 6 years ago Posts: 20 |
direi di si fino a dove sono arrivato ora, a 195 gradi dopo 26 ore di stampa la parte alta del dissipatore che riesco a toccare era a temperatura ambiente, anche se non mi sono mai spinto cosi in alto per ore. in realtà non si vede bene ma il supporto ventola abbraccia l'esterno del dissipatore e dietro c'e' un po di spazio che permette all'aria di scorrere.
proverò a lasciarlo acceso 1 ora a massima temperatura è una buona prova, in effetti non ci avevo pensato. appena riesco a capire come calibrare i valori del pid provo;sembra che il firmware non abbia una funzione autotune posso solo modificare i valori a mano...
vedo che tutti utilizzano una qualche varia interfaccia per mandare gcode che io non ho.
necessito di implementare qualcosa di simile o posso fare un gcode M303 E0 S200 C5, salvarlo sulla SD e farlo partire come fosse una stampa? (come temperatura meglio arrivare alla massima o a quella di stampa? alcune guide dicono 150 altre 200 altre 220)
ma non capisco la frase delle varie guide ''il comando restituisce i valori''... me li scrive direttamente nel firmware al posto dei vecchi?
adesso mi segno i valori vecchi e provo
Edited 1 time(s). Last edit at 08/18/2018 06:14AM by losco.
proverò a lasciarlo acceso 1 ora a massima temperatura è una buona prova, in effetti non ci avevo pensato. appena riesco a capire come calibrare i valori del pid provo;sembra che il firmware non abbia una funzione autotune posso solo modificare i valori a mano...
vedo che tutti utilizzano una qualche varia interfaccia per mandare gcode che io non ho.
necessito di implementare qualcosa di simile o posso fare un gcode M303 E0 S200 C5, salvarlo sulla SD e farlo partire come fosse una stampa? (come temperatura meglio arrivare alla massima o a quella di stampa? alcune guide dicono 150 altre 200 altre 220)
ma non capisco la frase delle varie guide ''il comando restituisce i valori''... me li scrive direttamente nel firmware al posto dei vecchi?
adesso mi segno i valori vecchi e provo
Edited 1 time(s). Last edit at 08/18/2018 06:14AM by losco.
|
Re: dubbio su pulizia ugello microswiss mk10 August 18, 2018 03:13PM |
Registered: 6 years ago Posts: 20 |
buonasera aggiorno 
eseguita taratura pid grazie a software repetierhost; qualche amorevole improperio con i driver ma alla fine ci sono riuscito... (i pc proprio non mi stanno simpatici)
tramite comandi caricati in sd il ciclo avveniva ma non riuscivo a sovrascriverei valori neanche con comando U1 o X1 alla fine dell'istruzione come consigliato in alcuni tutorial.
aggiornati nuovi valori in cura tramite comando M301 che si sono rivelati abbastanza (penso) diversi dai precedenti nuovi: P23,80 I1,80 D78,75 vecchi: P21.73 I1.54 D76,55
temperatura assolutamente stabile nel range in cui la ho calibrata (210) ma se vado a 245 oscilla +- 1 grado... probabilmente basta calibrare anche a quella temperatura mi viene da pensare.
per la prova consigliatami da alil ho lasciato l'ugello in temperatura a 245 gradi per 45 minuti abbondanti, calato un pezzo di pla velocemente e segnato un riferimento al volo, estratto velocemente si notava 1 cm morbido squagliato dal calore; reinserito il filo di pla 1,2 cm in meno del precedente segno (in modo da trovarmi in teoria al pelo della zona fredda) lo ho lasciato li 10 minuti per vedere cosa succedeva. tirato fuori risultava completamente rigido senza deformazioni da calore.
tolta un attimo la ventola il dissipatore risultava assolutamente toccabile (forse 30gradi, gli stepper che di solito vanno sui 43 45 misurati sono decisamente piu caldi) per diciamo 20 30 secondi poi il calore iniziava a sentirsi abbastanza...
anche con le nuove tarature la larghezza linea non sebra essere stata influenzata... sto stapando ora un provino ma la linea a .58 produce risultati buoni, se la metto a .45 .46 (come consigliato con ugello da .4) un disastro... fa dei giri di troppo e si intasa alla grande come prima.
penso che proverò a stimare il diametro dell'ugello facendo una foto in macro con la reflex, provai con un amico per vedere se c'era differenza sul foro di un ugello cinese e un ugello ''probabilmente un po meno cinese'' diciamo... il primo presentava un foro frastagliato e seghetato il secondo era molto piu preciso.
mi viene in mente che avendo la distanza nota delle 2 facce opposte del dado con cui si avvita l'ugello, si potrebbe fare un rapporto per trovare il diametro del foro...
grazie a tutti dei consigli
saluti
eseguita taratura pid grazie a software repetierhost; qualche amorevole improperio con i driver ma alla fine ci sono riuscito... (i pc proprio non mi stanno simpatici)
tramite comandi caricati in sd il ciclo avveniva ma non riuscivo a sovrascriverei valori neanche con comando U1 o X1 alla fine dell'istruzione come consigliato in alcuni tutorial.
aggiornati nuovi valori in cura tramite comando M301 che si sono rivelati abbastanza (penso) diversi dai precedenti nuovi: P23,80 I1,80 D78,75 vecchi: P21.73 I1.54 D76,55
temperatura assolutamente stabile nel range in cui la ho calibrata (210) ma se vado a 245 oscilla +- 1 grado... probabilmente basta calibrare anche a quella temperatura mi viene da pensare.
per la prova consigliatami da alil ho lasciato l'ugello in temperatura a 245 gradi per 45 minuti abbondanti, calato un pezzo di pla velocemente e segnato un riferimento al volo, estratto velocemente si notava 1 cm morbido squagliato dal calore; reinserito il filo di pla 1,2 cm in meno del precedente segno (in modo da trovarmi in teoria al pelo della zona fredda) lo ho lasciato li 10 minuti per vedere cosa succedeva. tirato fuori risultava completamente rigido senza deformazioni da calore.
tolta un attimo la ventola il dissipatore risultava assolutamente toccabile (forse 30gradi, gli stepper che di solito vanno sui 43 45 misurati sono decisamente piu caldi) per diciamo 20 30 secondi poi il calore iniziava a sentirsi abbastanza...
anche con le nuove tarature la larghezza linea non sebra essere stata influenzata... sto stapando ora un provino ma la linea a .58 produce risultati buoni, se la metto a .45 .46 (come consigliato con ugello da .4) un disastro... fa dei giri di troppo e si intasa alla grande come prima.
penso che proverò a stimare il diametro dell'ugello facendo una foto in macro con la reflex, provai con un amico per vedere se c'era differenza sul foro di un ugello cinese e un ugello ''probabilmente un po meno cinese'' diciamo... il primo presentava un foro frastagliato e seghetato il secondo era molto piu preciso.
mi viene in mente che avendo la distanza nota delle 2 facce opposte del dado con cui si avvita l'ugello, si potrebbe fare un rapporto per trovare il diametro del foro...
grazie a tutti dei consigli
saluti
|
Re: dubbio su pulizia ugello microswiss mk10 August 19, 2018 05:27AM |
Registered: 10 years ago Posts: 2,239 |
Per la differenza tra un cinese e un prodotto di qualità puoi vedere qua, l'ho scritto io facendo rilevazioni con un microscopio 
Domanda che mi viene in mente ora: l'estrusore è calibrato bene? I passi del motore E sono corretti?
Andrea Lillia
Lillia.net
Pagina Facebook
Domanda che mi viene in mente ora: l'estrusore è calibrato bene? I passi del motore E sono corretti?
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: dubbio su pulizia ugello microswiss mk10 August 19, 2018 12:44PM |
Registered: 6 years ago Posts: 1,059 |
La taratura teorica dell'estrusore è un po' un'utopia, il valore di 0.48 non viene dal caso ma è lo 0,40 schiacciato dall'altezza del layer.
Mi spiego, dall'ugello esce un "tondino" di 0,40 mm circolare, ovviamente se tu imposti un layer di 0,10 questo tondino è schiacciato tra il piano e l'ugello e si allarga, diventando una specie di "spianata calabra" se sai di cosa parlo.
la "larghezza linea" in pratica è quello, tu stai dicendo alla stampante quanto questo salsicciotto viene schiacciato, in molti slicer questo valore lo puoi lasciare su auto perché il sistema si fa un calcolo, in altri puoi dare un valore assoluto oppure anche un valore percentuale, mi spiego se tu vedi che il salsicciotto è scarso cioè due linee contigue non si fondono, aumenti quel valore diciamo a 105% e se si fondono correttamente lasci cos', se invece è troppo riduci, aumenti nel caso contrario.
Se dai un valore assoluto come nel tuo caso, poi quando modifichi ad esempio l'altezza del layer devi comunque ritoccarlo perché ovviamente se il layer è a 0,20 al posto di 0,10 il salsicciotto sarà meno schiacciato quindi magari 0,44 al posto del 0,52 di prima (sparo numeri a cosa tanto per farti capire)
Ovviamente tutto il gioco regge specie se usi la funzione auto se l'ugello è veramente 0,40 e non magari 0,38 oppure 0,42.
In uno slicer serio ci sono molti posti dove puoi modificare la quantità del materiale estruso, addirittura alcuni ti permettono di impostare un valore ad esempio 103% proprio per compensare la differenza di diametro dell'ugello senza dover andare a modificare molti parametri, sta a te scegliere dove intervenire.
In genere si consiglia di modificare il valore di compensazione in percentuale per compensare il diametro dell'ugello, e poi regolare di conseguenza il resto.
Una prova che necessita di un calibro centesimale è semplice, estrudi un pezzo di filamento e lo misuri quando si è raffreddato fuori dall'ugello, stando attento a non deformarlo troppo quando lo stacchi, ti da un'idea dell'effettivo spessore del filamento estruso, e metti quello come valore del diametro dell'ugello oppure imposti la percentuale di correzzione del diametro (se il tuo slicer te lo permette).
In seguito aggiusti gli altri valori di conseguenza, ad esempio estrudi un layer a 0,20 e poi compensi la larghezza del layer in percentuale, in giro ci sono delle note, mi pare sul sito di reprap che ti dicono come fare i calcoli di base e se non erro proprio nella sezione sulla taratura della stampante, "triffid hunter calibration guide" se non ricordo male.
Un giro sul wiki di reprap del quale questo forum è figlio è in genere un ottimo aiuto nei casi strani, prima di pensare a cose astruse, partiamo dalle basi, molte volte ti accorgi che a furia di seguire i tutorial (magri quelli video) a volte hai toccato troppe cose che una buona taratura iniziale avrebbe già sistemato a dovere.
Per prima cosa dovresti partire con la taratura degli step per mm dell'estrusore, cosa che dovresti verificare in pratica ad ogni cambio di filamento perché variazioni di diametro del filo o di "rigidità" dello stesso fanno in modo che la lunghezza teorica estrusa non sia quella effettivamente estrusa. Puoi capire che se l'errore parte da lì tutto il resto è ovviamente sbagliato.
Ovviamente la precisione di lavorazione e la cura della spedizione incidono sulla quelità di un ugello, nel link che ha messo Andrea in un ugello c'è visibilmente una deformazione dovuta ad un urto, che ovviamente modifica sia la dimensione che la forma del foro rendendolo non più rotondo, ovviamente queste cose le apprezzi con una buona lente di ingrandimento oppure con un microscopio USB che di questi tempi sempre i soliti cinesi vendono a prezzi bassi.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Mi spiego, dall'ugello esce un "tondino" di 0,40 mm circolare, ovviamente se tu imposti un layer di 0,10 questo tondino è schiacciato tra il piano e l'ugello e si allarga, diventando una specie di "spianata calabra" se sai di cosa parlo.
la "larghezza linea" in pratica è quello, tu stai dicendo alla stampante quanto questo salsicciotto viene schiacciato, in molti slicer questo valore lo puoi lasciare su auto perché il sistema si fa un calcolo, in altri puoi dare un valore assoluto oppure anche un valore percentuale, mi spiego se tu vedi che il salsicciotto è scarso cioè due linee contigue non si fondono, aumenti quel valore diciamo a 105% e se si fondono correttamente lasci cos', se invece è troppo riduci, aumenti nel caso contrario.
Se dai un valore assoluto come nel tuo caso, poi quando modifichi ad esempio l'altezza del layer devi comunque ritoccarlo perché ovviamente se il layer è a 0,20 al posto di 0,10 il salsicciotto sarà meno schiacciato quindi magari 0,44 al posto del 0,52 di prima (sparo numeri a cosa tanto per farti capire)
Ovviamente tutto il gioco regge specie se usi la funzione auto se l'ugello è veramente 0,40 e non magari 0,38 oppure 0,42.
In uno slicer serio ci sono molti posti dove puoi modificare la quantità del materiale estruso, addirittura alcuni ti permettono di impostare un valore ad esempio 103% proprio per compensare la differenza di diametro dell'ugello senza dover andare a modificare molti parametri, sta a te scegliere dove intervenire.
In genere si consiglia di modificare il valore di compensazione in percentuale per compensare il diametro dell'ugello, e poi regolare di conseguenza il resto.
Una prova che necessita di un calibro centesimale è semplice, estrudi un pezzo di filamento e lo misuri quando si è raffreddato fuori dall'ugello, stando attento a non deformarlo troppo quando lo stacchi, ti da un'idea dell'effettivo spessore del filamento estruso, e metti quello come valore del diametro dell'ugello oppure imposti la percentuale di correzzione del diametro (se il tuo slicer te lo permette).
In seguito aggiusti gli altri valori di conseguenza, ad esempio estrudi un layer a 0,20 e poi compensi la larghezza del layer in percentuale, in giro ci sono delle note, mi pare sul sito di reprap che ti dicono come fare i calcoli di base e se non erro proprio nella sezione sulla taratura della stampante, "triffid hunter calibration guide" se non ricordo male.
Un giro sul wiki di reprap del quale questo forum è figlio è in genere un ottimo aiuto nei casi strani, prima di pensare a cose astruse, partiamo dalle basi, molte volte ti accorgi che a furia di seguire i tutorial (magri quelli video) a volte hai toccato troppe cose che una buona taratura iniziale avrebbe già sistemato a dovere.
Per prima cosa dovresti partire con la taratura degli step per mm dell'estrusore, cosa che dovresti verificare in pratica ad ogni cambio di filamento perché variazioni di diametro del filo o di "rigidità" dello stesso fanno in modo che la lunghezza teorica estrusa non sia quella effettivamente estrusa. Puoi capire che se l'errore parte da lì tutto il resto è ovviamente sbagliato.
Ovviamente la precisione di lavorazione e la cura della spedizione incidono sulla quelità di un ugello, nel link che ha messo Andrea in un ugello c'è visibilmente una deformazione dovuta ad un urto, che ovviamente modifica sia la dimensione che la forma del foro rendendolo non più rotondo, ovviamente queste cose le apprezzi con una buona lente di ingrandimento oppure con un microscopio USB che di questi tempi sempre i soliti cinesi vendono a prezzi bassi.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: dubbio su pulizia ugello microswiss mk10 August 20, 2018 05:49AM |
Registered: 6 years ago Posts: 20 |
grazie molte oneek spiegazione veramente esaustiva
confermo che anche con una reflex e un buon obiettivo per fare foto in macro (e uno che sappia usare ste robe) si ottengono risultati simili a quelli col microscopio...
step/mm estrusore calibrati bene su 10 cm di filo effettuando varie prove per confermare la misura fosse giusta e che il trascinatore fosse costante...
il filo in mio possesso oscilla diciamo tra 1.75 1.71 max min, campioni misurati su piu punti (ruotando il filo di 90° per valutarne una eventule ovalizzazione) e anche in 6 7 bobine di diverso colore (stessa marca). nello slicer(cura ver3.2.1) ho impostato 1.73 come diametro del filo facendo la media tra i 2 valori.
la corda che esce dall'estrusore usando il comando da firmware per avere una estrusione piu possibile costante, ha un diametro (preso in piu punti) compreso tra 0.45 e 0.47
per adesso il valore flusso lo ho sempre lasciato a 100% pensado servisse a compensare/regolare di fino gli step/mm estrusore senza agire sul firmware
l'unica prova che ho fatto in passato con larghezza linea a .46 e flusso abbassato a 98% mi ha dato risultati buoni nei primi layer ma i pezzi erano assolutamente magri tanto che sembravano fili sovrapposti non uniti e scricchiolavano a stringere i pezzi in mano...
forse bastava 0.2% al posto di 2% dovrei rifare alcune prove..
lo zoffset lo ho regolato a metà tra lo spalmato nei pori del vetro e il filo che non si attacca in modo da avere una discreta "spianata sarda" (non avrei definizione migliore =)...) che rimane saldamente attaccata alla splendor sul vetro.
purtoppo sto partendo per la montagna e mi vedo costretto a rimandare al finesettimana prossimo (io ci ho provato ma la donna non ne ha voluto sapere di prender su anche la stampante...).
grazie ancora a tutti per i preziosi consigli e spiegazioni... aggiorno appena provato con inea .46 chiudendo il flusso un po per volta
saluti
confermo che anche con una reflex e un buon obiettivo per fare foto in macro (e uno che sappia usare ste robe) si ottengono risultati simili a quelli col microscopio...
step/mm estrusore calibrati bene su 10 cm di filo effettuando varie prove per confermare la misura fosse giusta e che il trascinatore fosse costante...
il filo in mio possesso oscilla diciamo tra 1.75 1.71 max min, campioni misurati su piu punti (ruotando il filo di 90° per valutarne una eventule ovalizzazione) e anche in 6 7 bobine di diverso colore (stessa marca). nello slicer(cura ver3.2.1) ho impostato 1.73 come diametro del filo facendo la media tra i 2 valori.
la corda che esce dall'estrusore usando il comando da firmware per avere una estrusione piu possibile costante, ha un diametro (preso in piu punti) compreso tra 0.45 e 0.47
per adesso il valore flusso lo ho sempre lasciato a 100% pensado servisse a compensare/regolare di fino gli step/mm estrusore senza agire sul firmware
l'unica prova che ho fatto in passato con larghezza linea a .46 e flusso abbassato a 98% mi ha dato risultati buoni nei primi layer ma i pezzi erano assolutamente magri tanto che sembravano fili sovrapposti non uniti e scricchiolavano a stringere i pezzi in mano...
forse bastava 0.2% al posto di 2% dovrei rifare alcune prove..
lo zoffset lo ho regolato a metà tra lo spalmato nei pori del vetro e il filo che non si attacca in modo da avere una discreta "spianata sarda" (non avrei definizione migliore =)...) che rimane saldamente attaccata alla splendor sul vetro.
purtoppo sto partendo per la montagna e mi vedo costretto a rimandare al finesettimana prossimo (io ci ho provato ma la donna non ne ha voluto sapere di prender su anche la stampante...).
grazie ancora a tutti per i preziosi consigli e spiegazioni... aggiorno appena provato con inea .46 chiudendo il flusso un po per volta
saluti
|
Re: dubbio su pulizia ugello microswiss mk10 August 20, 2018 05:55AM |
Registered: 9 years ago Posts: 762 |
Quote
losco
...ma i pezzi erano assolutamente magri tanto che sembravano fili sovrapposti non uniti
Ma la calibrazione dell'extrusion multiplier l'hai fatta, perchè mi pare che stai facendo tanti "voli pindarici" ma le cose base forse non le hai ancora fatte...
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: dubbio su pulizia ugello microswiss mk10 August 20, 2018 10:45AM |
Registered: 6 years ago Posts: 1,059 |
Infatti secondo me il problema è perdersi nei particolari senza aver prima controllato le basi, dall'ultimo post sembra che almeno le basi siano corrette, per quanto riguarda almento la lunghezza teorica del filo estruso, e qui ci siamo.
Ovviamente la lunghezza è solo un parametro in quanto parliamo di "volume" estruso e il volume è dato dalla lunghezza per il diametro del filo.
In genere i primi layer vengono schiacciati dagli slicer per migliorare l'aderenza, per cui magari il comportamento descritto è normale, (primi layer buoni e gli altri magri), per cui beh prima di toccare altro io lavorerei sulla percentuale per ottenere una estrusione buona anche nei layer dopo il primi, che so parti da 100 e aumenta di a 102% stampi qualcosa e poi valuti ecc.
Io in generale, per evitare di ricompilare molte volte lo stesso file gcode, metto un comando nello start gcode in cui setto gli step per/mm dell'estrusore, e poi modifico con un editor di testo quel valore nel file di test, ad esempio
diciamo che ho un valore di step/mm per l'asse E di 295.0 e voglio aumentare del 2% il valore di estrusione faccio 295.0*1.02 = 300.9
e poi metto il valore di default nel gcode finale
Se poi trovo che sia troppo diminuisco il valore iniziale del gcode di prova e trovo un valore corretto, senza modificare il valore nella eeprom (non do nessun comando per memorizzare il valore in EEPROM e riporto il valore di targa alla fine del lavoro)
Lo trovo comodo anche per adattare ad esempio un file generato per il PLA ad uno per l'ABS, modifico i pochi punti dove vengono settate le temperature e gli step per mm dell'estrusore all'inizio per compensare la differenza di rigidità dell'ABS che in genere fa in modo che gli step per mm per ottenere i famosi 10 cm siano diversi da quelli per il PLA.
Però ci sono molti modi per ottenere lo stesso risultato.
Saluti e buone vacanze.
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Ovviamente la lunghezza è solo un parametro in quanto parliamo di "volume" estruso e il volume è dato dalla lunghezza per il diametro del filo.
In genere i primi layer vengono schiacciati dagli slicer per migliorare l'aderenza, per cui magari il comportamento descritto è normale, (primi layer buoni e gli altri magri), per cui beh prima di toccare altro io lavorerei sulla percentuale per ottenere una estrusione buona anche nei layer dopo il primi, che so parti da 100 e aumenta di a 102% stampi qualcosa e poi valuti ecc.
Io in generale, per evitare di ricompilare molte volte lo stesso file gcode, metto un comando nello start gcode in cui setto gli step per/mm dell'estrusore, e poi modifico con un editor di testo quel valore nel file di test, ad esempio
diciamo che ho un valore di step/mm per l'asse E di 295.0 e voglio aumentare del 2% il valore di estrusione faccio 295.0*1.02 = 300.9
M92 E300.9
e poi metto il valore di default nel gcode finale
M92 E295.0
Se poi trovo che sia troppo diminuisco il valore iniziale del gcode di prova e trovo un valore corretto, senza modificare il valore nella eeprom (non do nessun comando per memorizzare il valore in EEPROM e riporto il valore di targa alla fine del lavoro)
Lo trovo comodo anche per adattare ad esempio un file generato per il PLA ad uno per l'ABS, modifico i pochi punti dove vengono settate le temperature e gli step per mm dell'estrusore all'inizio per compensare la differenza di rigidità dell'ABS che in genere fa in modo che gli step per mm per ottenere i famosi 10 cm siano diversi da quelli per il PLA.
Però ci sono molti modi per ottenere lo stesso risultato.
Saluti e buone vacanze.
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: dubbio su pulizia ugello microswiss mk10 August 21, 2018 03:29AM |
Registered: 6 years ago Posts: 20 |
In effetti ha il suo senso quello che dite... un conto è la lunghezza un conto il volume... (non considero per ora il cambio materiale ma grazie del consiglio Carlo, sto aspettando che riapra il mio pusher di materie plastiche volendo provare petg e fili di gomma; ma con calma che prima devo capire bene sta cosa che come dite sembra abbastanza alla base di tutto)
Avevo provato a lavorare sui 4 parametri (flusso, estep/mm, larghezza linea e zoffset) senza troppi risultati buoni.
Pensando che gli estep/mm e il flusso potessero vagamente essere la stessa cosa, ho tarato più preciso che potevo gli estep/mm su 10cm e lasciato il flusso a 100 battezzandolo a posto, andando a lavorare solo su linea e zoffset (per diminuire le variabili in gioco). alzando parecchio la linea alla fine le stampe sono venute ma qualche cosina non mi tornava (quel numero messo su larghezza linea mi pareva inusuale). Un po’ ho seguito qualche tutoria trovato in giro un po’ ci ho ragionato e ho provato a fare come scritto sopra; quasi sicuro qualche pezzetto mi mancava per arrivare in fondo alla questione..
Bellissimo l’articolo su thingivese, grazie 1000, spiega veramente bene tutto il giro.
Appena rientro riprovo mettendo una larghezza linea simile al diametro della corda estrusa in aria (qualche centesimo in più forse considerando che si schiaccia un pelo?) compenso di flusso per avere una parete mono filo dello stesso spessore della larghezza linea, poi mi rigioco in caso lo zoffset per avere un primo layer decente.
Purtroppo il firmware è blindato, uso i comandi nello start gcode di cura per modificare step/mm e i valori del pid.
Grazie ancora dei preziosi consigli
Avevo provato a lavorare sui 4 parametri (flusso, estep/mm, larghezza linea e zoffset) senza troppi risultati buoni.
Pensando che gli estep/mm e il flusso potessero vagamente essere la stessa cosa, ho tarato più preciso che potevo gli estep/mm su 10cm e lasciato il flusso a 100 battezzandolo a posto, andando a lavorare solo su linea e zoffset (per diminuire le variabili in gioco). alzando parecchio la linea alla fine le stampe sono venute ma qualche cosina non mi tornava (quel numero messo su larghezza linea mi pareva inusuale). Un po’ ho seguito qualche tutoria trovato in giro un po’ ci ho ragionato e ho provato a fare come scritto sopra; quasi sicuro qualche pezzetto mi mancava per arrivare in fondo alla questione..
Bellissimo l’articolo su thingivese, grazie 1000, spiega veramente bene tutto il giro.
Appena rientro riprovo mettendo una larghezza linea simile al diametro della corda estrusa in aria (qualche centesimo in più forse considerando che si schiaccia un pelo?) compenso di flusso per avere una parete mono filo dello stesso spessore della larghezza linea, poi mi rigioco in caso lo zoffset per avere un primo layer decente.
Purtroppo il firmware è blindato, uso i comandi nello start gcode di cura per modificare step/mm e i valori del pid.
Grazie ancora dei preziosi consigli
|
Re: dubbio su pulizia ugello microswiss mk10 August 21, 2018 04:42AM |
Registered: 6 years ago Posts: 1,059 |
In genere la larghezza linea non va toccata, non conosco Cura, ma usando Slic3R si sono in giro abbastanza tutorial su come regolare alcune variabili, e su cosa lasciare su auto perché il software fa un buon lavoro e su cosa invece modificare inserendo un valore esplicito perché i calcoli interni di solito sono scorretti o per meglio dire "da rivedere in base alle variabili di stampa".
In teoria la larghezza linea diovrebbe dire allo slicer di quanto spostarsi per fare due linee contigue che si "toccano", almeno per quanto ho capito io, e a quel punto hai due opzioni, aumentare l'estruzione in modo da estrudere una quantità di materiale maggiore che viene spalmata più "larga" (non so se mi spiego) oppure assumento che il calcolo interno dia 0.48 (da qualche parte lo dovresti trovare scritto, in Slic3r se non erro alcuni valori calcolati vengono messi come commento nel GCode e possono essere letti con un normale editor di testo) e ti trovi le linee staccate, lo metti a mano a 0.45 oppure gli dai un valore percentuale adeguato.
Slic3R è ritenuto complicato, ma in genere è il più versatile e il più "generalista" non essendo legato a nessuna marca di stampante o di firmware, altrettanto ovviamente per questo è più "delicato" da maneggiare, ma essendo uno dei più "anziani" è anche quello per cui si trovano maggiorni informazioni e guide in giro, non ha caso è stato scelto dalla Prusa come base per il suo "Slic3R Prusa edition" che viene consigliato per le stampanti che produce.
Però come al solito il software è una questione di gusti, e di abitudini, usando Linux sono abituato ad avere un file manager e un editor di testi, nonchè tre o quattro terminali sempre aperti per fare le cose, ovviamente chi è abituato al "point and click" di altre interfacce grafiche ha le sue abitudini e i suoi gusti personali.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
In teoria la larghezza linea diovrebbe dire allo slicer di quanto spostarsi per fare due linee contigue che si "toccano", almeno per quanto ho capito io, e a quel punto hai due opzioni, aumentare l'estruzione in modo da estrudere una quantità di materiale maggiore che viene spalmata più "larga" (non so se mi spiego) oppure assumento che il calcolo interno dia 0.48 (da qualche parte lo dovresti trovare scritto, in Slic3r se non erro alcuni valori calcolati vengono messi come commento nel GCode e possono essere letti con un normale editor di testo) e ti trovi le linee staccate, lo metti a mano a 0.45 oppure gli dai un valore percentuale adeguato.
Slic3R è ritenuto complicato, ma in genere è il più versatile e il più "generalista" non essendo legato a nessuna marca di stampante o di firmware, altrettanto ovviamente per questo è più "delicato" da maneggiare, ma essendo uno dei più "anziani" è anche quello per cui si trovano maggiorni informazioni e guide in giro, non ha caso è stato scelto dalla Prusa come base per il suo "Slic3R Prusa edition" che viene consigliato per le stampanti che produce.
Però come al solito il software è una questione di gusti, e di abitudini, usando Linux sono abituato ad avere un file manager e un editor di testi, nonchè tre o quattro terminali sempre aperti per fare le cose, ovviamente chi è abituato al "point and click" di altre interfacce grafiche ha le sue abitudini e i suoi gusti personali.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: dubbio su pulizia ugello microswiss mk10 August 27, 2018 04:25AM |
Registered: 6 years ago Posts: 20 |
Eccomi di ritorno,
Ho effettuato un paio di prove come consigliato, con larghezza linea a .46 (come la corda estrusa misurata in aria), calando il flusso di circa 2% per avere la media delle pareti monofilo a .46 mm (in realtà 2 sono venute .46 e le altre 2 una .45 una .47), alzato 2 centesimi di zoffset per evitare le creste sul primo layer dove termina l’estrusione (al centro del primi layer del cubo di test si accumulava un pelo troppo materiale), e stampato stanotte un oggetto test con sbalzi, ponti, test geometrici, ecc (preso da thingiverse) che avevo già stampato anche in precedenza con i vecchi settaggi.
Stamattina osservando il lavoro i risultati mi sembrano molto buoni rispetto a prima; i layer superficiali risultano belli lisci senza creste o buchi; gli sbalzi (che prima a 40 gradi iniziavano a fare sbavature e a 75 80 gradi diciamo nulla di buono per essere clementi) sono venuti molto bene fino a 70 gradi iniziando un po’ a sbavare a 75 e riuscendo a fare anche lo sbalzo a 80gradi seppur non perfetto.
Cura autoimposta la linea con ugello da 0.4 a .4; stasera magari riprovo tutto il giro con la largezza linea di default per vedere se migliora ancora;
troppi tutorial di differente natura in effetti incasinano le idee non poco...
Con altri slicer non ho mai tentato essendo già in “difficoltà” a capire a fondo tutti i parametri di cura... magari provo a scaricare Slic3R e a vedere se riesco a metabolizzarlo.... ho sempre usato cura che mi è stato consigliato da un amico come il più “user friendly” per un utente alle prime armi.
Ringrazio ancora tutti moltissimo per esperienza e consigli molto utili. (Per Onekk/Claudio: un grazie anche per la pazienza e per il tempo perso a scrivere)
Aggiorno appena provo con linea calcolata in automatico.
Saluti
Edited 1 time(s). Last edit at 08/27/2018 04:45AM by losco.
Ho effettuato un paio di prove come consigliato, con larghezza linea a .46 (come la corda estrusa misurata in aria), calando il flusso di circa 2% per avere la media delle pareti monofilo a .46 mm (in realtà 2 sono venute .46 e le altre 2 una .45 una .47), alzato 2 centesimi di zoffset per evitare le creste sul primo layer dove termina l’estrusione (al centro del primi layer del cubo di test si accumulava un pelo troppo materiale), e stampato stanotte un oggetto test con sbalzi, ponti, test geometrici, ecc (preso da thingiverse) che avevo già stampato anche in precedenza con i vecchi settaggi.
Stamattina osservando il lavoro i risultati mi sembrano molto buoni rispetto a prima; i layer superficiali risultano belli lisci senza creste o buchi; gli sbalzi (che prima a 40 gradi iniziavano a fare sbavature e a 75 80 gradi diciamo nulla di buono per essere clementi) sono venuti molto bene fino a 70 gradi iniziando un po’ a sbavare a 75 e riuscendo a fare anche lo sbalzo a 80gradi seppur non perfetto.
Cura autoimposta la linea con ugello da 0.4 a .4; stasera magari riprovo tutto il giro con la largezza linea di default per vedere se migliora ancora;
troppi tutorial di differente natura in effetti incasinano le idee non poco...
Con altri slicer non ho mai tentato essendo già in “difficoltà” a capire a fondo tutti i parametri di cura... magari provo a scaricare Slic3R e a vedere se riesco a metabolizzarlo.... ho sempre usato cura che mi è stato consigliato da un amico come il più “user friendly” per un utente alle prime armi.
Ringrazio ancora tutti moltissimo per esperienza e consigli molto utili. (Per Onekk/Claudio: un grazie anche per la pazienza e per il tempo perso a scrivere)
Aggiorno appena provo con linea calcolata in automatico.
Saluti
Edited 1 time(s). Last edit at 08/27/2018 04:45AM by losco.
|
Re: dubbio su pulizia ugello microswiss mk10 September 02, 2018 10:48AM |
Registered: 6 years ago Posts: 1,059 |
Prego, in genere le cose "user friendly" fanno una serie di assunzioni che poi è difficile "fargli superare", ovviamente vanno benissimo per iniziare, ma poi quando il "gioco si fa duro" a volte è meglio avere cose più "low level" vicine al vero "modo di ragionare" di quello che sta sotto, (in fin dei conti è come quando per far digerire qualcosa a windows, devi modificare le impostazioni del "registro di configurazione", ma devi sapere dove e come intervenire).
Poi come in molti settori è anche "questione di gusti", Cura è molto popolare perché è stato uno dei primi prodotti "grafici" per fare lo slicing, ed essendo progettato per una stampante commerciale doveva essere "user friedly" per forza, in genere è fornito con quasi tutte le stampanti commerciali ed in kit. Non avendolo mai provato non ti so dire nulla su di lui tranne riportarti i giudizi di molti utenti che ho letto in giro.
Però rimaniamo sempre al solito problema, quanto sono "affidabili" o "neutrali" lo devi giudicare tu soprattutto quando leggendo tra le righe ti dicono "non riesco ad abituarmi" al modo di ragionare di quello slicer o di quell'altro.
Ovviamente il sottinteso è uso un metodo di lavoro che ho imparato con un certo software e tutti gli altri sono difficili da imparare, altrettanto ovviamente è come se tu volessi imparare l'inglese ragionando con i concetti della grammatica italiana.
Slic3R ha un concetto diverso, da molti altri è piano di meù e di impostazioni ha una interfaccia grafica poco accattivante però ti permette di avere un controllo molto "granulare" sulla stampa (però nella modalità semplificata fa anche lui alcune assunzioni per alcuni parametri con la scritta "auto", e alcune di quelle assunzioni in genere sono sbagliate, per cui è necessario porci mano)
Altra cosa che lascia un pochino confusi è la questione dei profili che si possono esportare ed importare, per cui è d'obbligo leggere il manuale i tutorial, meglio se quelli consigliati sul sito di Slic3R, perché molti in rete fanno riferimento a versioni vecchie.
Per la versione ti posso consigliare di scaricare la versione "beta" sperimentale 1.30-dev perché in pratica funziona benissimo ed è in beta da talmente tanto tempo che il passaggio in definitivo è solo una formalità per "limare alcuni spigoli", tra l'altro la versione 1.30 elimina la doppia modalità "semplificata" e "avanzata" che generava solo confusione.
Ovviamente tutto è perfettibile e nessun programma è perfetto per cui in genere è sempre meglio andare per gradi e partire con cose semplici ed iniziare a sperimentare con il nuovo programma, consiglio se puoi di controllare e di usare i file gcode generato con un editor di testo dove troverai in testa al file alcuni parametri che lui ha usato per la generazione del file che ti potranno dare un'idea se i suoi calcoli interni combaciano con le tue misurazioni sul campo, ad esempio:
In coda al file trovi la lista completa dei parametri che ha usato che tra parentesi puoi importare nei tuoi parametri interni nel caso che tu stia importando un file creato da altri, al momento non ricordo se devi settare una opzione per mettere questi dati nel file gcode o meno, però come vedi la granularità dei controlli è molto alta e trovare un punto critico risulta possibile anche se magari lungo e noioso.
Spero di non averti annoiato e di esserti stato utile.
Buone stampe
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Poi come in molti settori è anche "questione di gusti", Cura è molto popolare perché è stato uno dei primi prodotti "grafici" per fare lo slicing, ed essendo progettato per una stampante commerciale doveva essere "user friedly" per forza, in genere è fornito con quasi tutte le stampanti commerciali ed in kit. Non avendolo mai provato non ti so dire nulla su di lui tranne riportarti i giudizi di molti utenti che ho letto in giro.
Però rimaniamo sempre al solito problema, quanto sono "affidabili" o "neutrali" lo devi giudicare tu soprattutto quando leggendo tra le righe ti dicono "non riesco ad abituarmi" al modo di ragionare di quello slicer o di quell'altro.
Ovviamente il sottinteso è uso un metodo di lavoro che ho imparato con un certo software e tutti gli altri sono difficili da imparare, altrettanto ovviamente è come se tu volessi imparare l'inglese ragionando con i concetti della grammatica italiana.
Slic3R ha un concetto diverso, da molti altri è piano di meù e di impostazioni ha una interfaccia grafica poco accattivante però ti permette di avere un controllo molto "granulare" sulla stampa (però nella modalità semplificata fa anche lui alcune assunzioni per alcuni parametri con la scritta "auto", e alcune di quelle assunzioni in genere sono sbagliate, per cui è necessario porci mano)
Altra cosa che lascia un pochino confusi è la questione dei profili che si possono esportare ed importare, per cui è d'obbligo leggere il manuale i tutorial, meglio se quelli consigliati sul sito di Slic3R, perché molti in rete fanno riferimento a versioni vecchie.
Per la versione ti posso consigliare di scaricare la versione "beta" sperimentale 1.30-dev perché in pratica funziona benissimo ed è in beta da talmente tanto tempo che il passaggio in definitivo è solo una formalità per "limare alcuni spigoli", tra l'altro la versione 1.30 elimina la doppia modalità "semplificata" e "avanzata" che generava solo confusione.
Ovviamente tutto è perfettibile e nessun programma è perfetto per cui in genere è sempre meglio andare per gradi e partire con cose semplici ed iniziare a sperimentare con il nuovo programma, consiglio se puoi di controllare e di usare i file gcode generato con un editor di testo dove troverai in testa al file alcuni parametri che lui ha usato per la generazione del file che ti potranno dare un'idea se i suoi calcoli interni combaciano con le tue misurazioni sul campo, ad esempio:
; generated by Slic3r 1.3.0 on 2018-05-18 at 17:58:25 ; external perimeters extrusion width = 0.44mm (3.86mm^3/s) ; perimeters extrusion width = 0.56mm (10.05mm^3/s) ; infill extrusion width = 0.50mm (8.93mm^3/s) ; solid infill extrusion width = 0.56mm (5.03mm^3/s) ; top infill extrusion width = 0.56mm (4.02mm^3/s) ; support material extrusion width = 0.44mm (9.66mm^3/s)
In coda al file trovi la lista completa dei parametri che ha usato che tra parentesi puoi importare nei tuoi parametri interni nel caso che tu stia importando un file creato da altri, al momento non ricordo se devi settare una opzione per mettere questi dati nel file gcode o meno, però come vedi la granularità dei controlli è molto alta e trovare un punto critico risulta possibile anche se magari lungo e noioso.
; filament used = 2986.3mm (7.2cm3) ; total filament cost = 0.0 ; avoid_crossing_perimeters = 1 ; bed_shape = 10x10,210x10,210x210,10x210 ; bed_temperature = 95 ; before_layer_gcode = ; between_objects_gcode = ; bridge_acceleration = 0 ; bridge_fan_speed = 50 ; brim_connections_width = 2 ; brim_width = 3 ; complete_objects = 0 ; cooling = 0 ; default_acceleration = 0 ; disable_fan_first_layers = 3 ; duplicate_distance = 6 ; end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n" ; end_gcode = M104 S0 ; turn off hotend\nM140 S0 ; turn off bed \nG28 X0 ; home X axis\nM84 ; disable motors\n ; extruder_clearance_height = 20 ; extruder_clearance_radius = 20 ; extruder_offset = 0x0 ; extrusion_axis = E ; extrusion_multiplier = 1 ; fan_always_on = 0 ; fan_below_layer_time = 60 ; filament_colour = #FFFFFF ; filament_cost = 0 ; filament_density = 0 ; filament_diameter = 1.75 ; filament_max_volumetric_speed = 0 ; filament_notes = "" ; first_layer_acceleration = 0 ; first_layer_bed_temperature = 100 ; first_layer_extrusion_width = 200% ; first_layer_speed = 30 ; first_layer_temperature = 245 ; gcode_arcs = 0 ; gcode_comments = 0 ; gcode_flavor = reprap ; has_heatbed = 1 ; infill_acceleration = 0 ; infill_first = 0 ; interior_brim_width = 2 ; layer_gcode = ; max_fan_speed = 100 ; max_layer_height = 0.3 ; max_print_speed = 80 ; max_volumetric_speed = 0 ; min_fan_speed = 35 ; min_layer_height = 0.15 ; min_print_speed = 10 ; min_skirt_length = 10 ; notes = ; nozzle_diameter = 0.4 ; only_retract_when_crossing_perimeters = 1 ; ooze_prevention = 0 ; output_filename_format = [input_filename_base].gcode ; perimeter_acceleration = 0 ; post_process = ; pressure_advance = 0 ; printer_notes = ; resolution = 0 ; retract_before_travel = 2 ; retract_layer_change = 0 ; retract_length = 2 ; retract_length_toolchange = 10 ; retract_lift = 0 ; retract_lift_above = 0 ; retract_lift_below = 0 ; retract_restart_extra = 0 ; retract_restart_extra_toolchange = 0 ; retract_speed = 40 ; skirt_distance = 6 ; skirt_height = 1 ; skirts = 1 ; slowdown_below_layer_time = 5 ; spiral_vase = 0 ; standby_temperature_delta = -5 ; start_filament_gcode = "; Filament gcode\n" ; start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\nG92 E0 ; reset extruder\nG1 E3 F1200 ; prime extruder 3mm\nG1 E2 F1200 ; retract extruder 1mm\nG92 E0 ; reset extruder\n ; temperature = 240 ; threads = 4 ; toolchange_gcode = ; travel_speed = 300 ; use_firmware_retraction = 0 ; use_relative_e_distances = 0 ; use_set_and_wait_bed = 0 ; use_set_and_wait_extruder = 0 ; use_volumetric_e = 0 ; vibration_limit = 0 ; wipe = 0 ; z_offset = -0.08 ; z_steps_per_mm = 0 ; adaptive_slicing = 0 ; adaptive_slicing_quality = 75% ; dont_support_bridges = 0 ; extrusion_width = 0 ; first_layer_height = 0.27 ; infill_only_where_needed = 0 ; interface_shells = 0 ; layer_height = 0.25 ; match_horizontal_surfaces = 0 ; raft_layers = 0 ; regions_overlap = 0 ; seam_position = aligned ; sequential_print_priority = 0 ; support_material = 1 ; support_material_angle = 0 ; support_material_buildplate_only = 0 ; support_material_contact_distance = 0.05 ; support_material_enforce_layers = 0 ; support_material_extruder = 1 ; support_material_extrusion_width = 0 ; support_material_interface_extruder = 1 ; support_material_interface_extrusion_width = 0 ; support_material_interface_layers = 3 ; support_material_interface_spacing = 0 ; support_material_interface_speed = 100% ; support_material_max_layers = 0 ; support_material_pattern = pillars ; support_material_spacing = 5 ; support_material_speed = 100 ; support_material_threshold = 60% ; xy_size_compensation = 0 ; bottom_infill_pattern = rectilinear ; bottom_solid_layers = 3 ; bridge_flow_ratio = 1 ; bridge_speed = 60 ; external_perimeter_extrusion_width = 0 ; external_perimeter_speed = 50% ; external_perimeters_first = 0 ; extra_perimeters = 1 ; fill_angle = 45 ; fill_density = 30% ; fill_gaps = 1 ; fill_pattern = honeycomb ; gap_fill_speed = 20 ; infill_every_layers = 1 ; infill_extruder = 1 ; infill_extrusion_width = 0 ; infill_overlap = 15% ; infill_speed = 80 ; overhangs = 1 ; perimeter_extruder = 1 ; perimeter_extrusion_width = 0 ; perimeter_speed = 80 ; perimeters = 4 ; small_perimeter_speed = 15 ; solid_infill_below_area = 70 ; solid_infill_every_layers = 7 ; solid_infill_extruder = 1 ; solid_infill_extrusion_width = 0 ; solid_infill_speed = 50% ; thin_walls = 1 ; top_infill_extrusion_width = 0 ; top_infill_pattern = rectilinear ; top_solid_infill_speed = 80% ; top_solid_layers = 3
Spero di non averti annoiato e di esserti stato utile.
Buone stampe
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: dubbio su pulizia ugello microswiss mk10 September 03, 2018 06:29AM |
Registered: 6 years ago Posts: 20 |
Grazie ancora oneek... anzi è sempre un piacere leggere quello che scrivi, veramente chiaro e istruttivo
Continuando ad avere problemi con la ritrazione e sottoestrusioni con dettagli molto piccoli dopo una ritrazione, dopo aver provato tutte le combinazioni possibili di parametri per la ritrazione nello slicer, rileggendo le istruzioni di montaggio del condotto mk10 micro Swiss mi si è accesa una lampadina... il blocchetto era attaccato con 2 viti a testa comica al dissipatore; la prima vota che lo ho montato ho seguito la procedura alla lettera, mettendo le viti alla fine e tirandole col cacciavite dinamometrico a uno sputo di centiN per non piegare il blocchetto.. quando ho pulito l’ugello Invece ho fatto il cazzone e lo ho rimontato a caldo, ma senza mollare le viti.
Preso dal dubbio ritiro giù L’ugello e si notava chiaramente che, sulla bocca che prende il filo (dove finisce il condotto e inizia l’ugello) da una parte si era sviluppata una crosta di residui che dall’altra non c’era. Mi viene da dire che quella fessura che si veniva a creare tra condotto e ugello veniva riempita di plastica (che poi piano piano si è carbonizzata) che impediva la ritrazione in maniera corretta.
Pulisco l’ugello e (con estremi improperi) elimino le viti (strutturalmente, dopo le modifiche, a occhio nn servono a nulla... fanno solo da dissipatore al blocchetto termico), rimonto tutto e riprovo con risultati che tra un po’ mi commuovevano... stavo stampando una litofania a semicerchio per tentare di fare una abat-jour; la prima risultava a tratti bucata e con sottoestrusioni casuali (molto visibili soprattutto sul bordo esterno) con il retro pieno di ragnatele e caccole, la seconda nessun buco, bordo abbastanza preciso e retrazione pressoché perfetta (il retro non ha praticamente nessun filo ne caccola).
Tento di postare 2 foto per fare capire la differenza... rimane ogni tanto qualche micro pippa ma direi molto molto meglio di prima...
Azzo a vederlo così sembra molto bellino Slic3R... ti permette di settare tutto a seconda delle situazioni... con cura qualcosina c’e’ ma poca roba, tante cose (tipo i ponti) o se le gestisce lui o probabilmente se ne frega...
sono ancora su cura per evitare di mettere troppa carne sul fuoco tutta insieme ma mi fai venire voglia di provare a scaricarlo e darci una occhiata sul serio...
Grazie 1000 ancora
Saluti
Edited 1 time(s). Last edit at 09/03/2018 06:32AM by losco.
Continuando ad avere problemi con la ritrazione e sottoestrusioni con dettagli molto piccoli dopo una ritrazione, dopo aver provato tutte le combinazioni possibili di parametri per la ritrazione nello slicer, rileggendo le istruzioni di montaggio del condotto mk10 micro Swiss mi si è accesa una lampadina... il blocchetto era attaccato con 2 viti a testa comica al dissipatore; la prima vota che lo ho montato ho seguito la procedura alla lettera, mettendo le viti alla fine e tirandole col cacciavite dinamometrico a uno sputo di centiN per non piegare il blocchetto.. quando ho pulito l’ugello Invece ho fatto il cazzone e lo ho rimontato a caldo, ma senza mollare le viti.
Preso dal dubbio ritiro giù L’ugello e si notava chiaramente che, sulla bocca che prende il filo (dove finisce il condotto e inizia l’ugello) da una parte si era sviluppata una crosta di residui che dall’altra non c’era. Mi viene da dire che quella fessura che si veniva a creare tra condotto e ugello veniva riempita di plastica (che poi piano piano si è carbonizzata) che impediva la ritrazione in maniera corretta.
Pulisco l’ugello e (con estremi improperi) elimino le viti (strutturalmente, dopo le modifiche, a occhio nn servono a nulla... fanno solo da dissipatore al blocchetto termico), rimonto tutto e riprovo con risultati che tra un po’ mi commuovevano... stavo stampando una litofania a semicerchio per tentare di fare una abat-jour; la prima risultava a tratti bucata e con sottoestrusioni casuali (molto visibili soprattutto sul bordo esterno) con il retro pieno di ragnatele e caccole, la seconda nessun buco, bordo abbastanza preciso e retrazione pressoché perfetta (il retro non ha praticamente nessun filo ne caccola).
Tento di postare 2 foto per fare capire la differenza... rimane ogni tanto qualche micro pippa ma direi molto molto meglio di prima...
Azzo a vederlo così sembra molto bellino Slic3R... ti permette di settare tutto a seconda delle situazioni... con cura qualcosina c’e’ ma poca roba, tante cose (tipo i ponti) o se le gestisce lui o probabilmente se ne frega...
sono ancora su cura per evitare di mettere troppa carne sul fuoco tutta insieme ma mi fai venire voglia di provare a scaricarlo e darci una occhiata sul serio...
Grazie 1000 ancora
Saluti
Edited 1 time(s). Last edit at 09/03/2018 06:32AM by losco.
Attachments:
open | download - 323B7002-8F82-47BD-9491-03E12BACA468.jpeg (64.4 KB)
open | download - F5C84349-2CCD-451A-AB3D-40CA28E62D8D.jpeg (107.8 KB)
open | download - 10C6DE01-548F-485D-85E5-200C0DEF4566.jpeg (107.5 KB)
open | download - 62B26016-AA9D-412D-BE7F-347BD1D9BBA8.jpeg (68.7 KB)
open | download - 22586FCE-08B5-4061-AD84-171667F62F94.jpeg (109.6 KB)
open | download - 39930D01-BE5D-4590-9965-BEBACE17E838.jpeg (97.9 KB)
open | download - 323B7002-8F82-47BD-9491-03E12BACA468.jpeg (64.4 KB)
{kind=link}
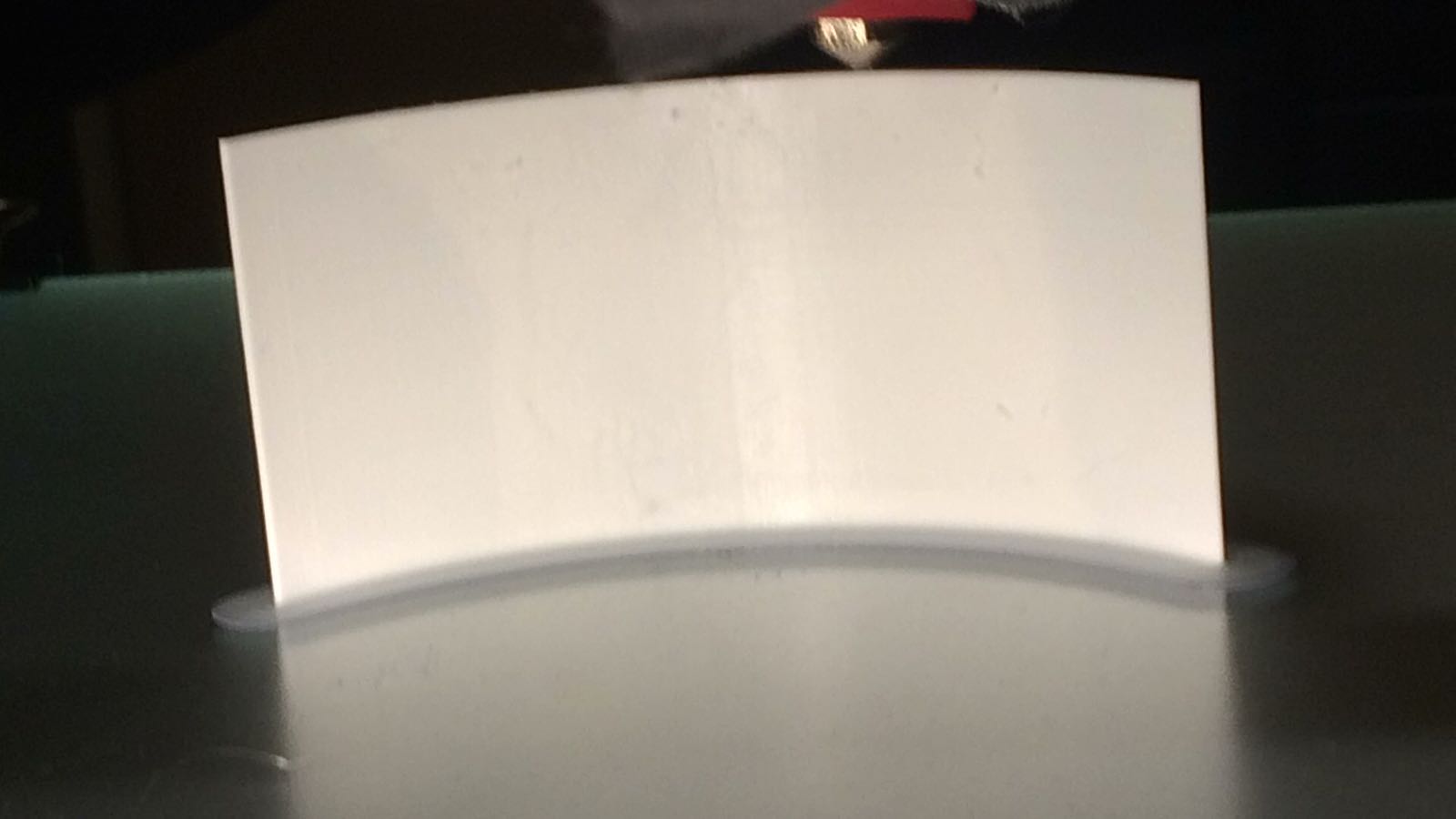{kind=link}
open | download - F5C84349-2CCD-451A-AB3D-40CA28E62D8D.jpeg (107.8 KB)
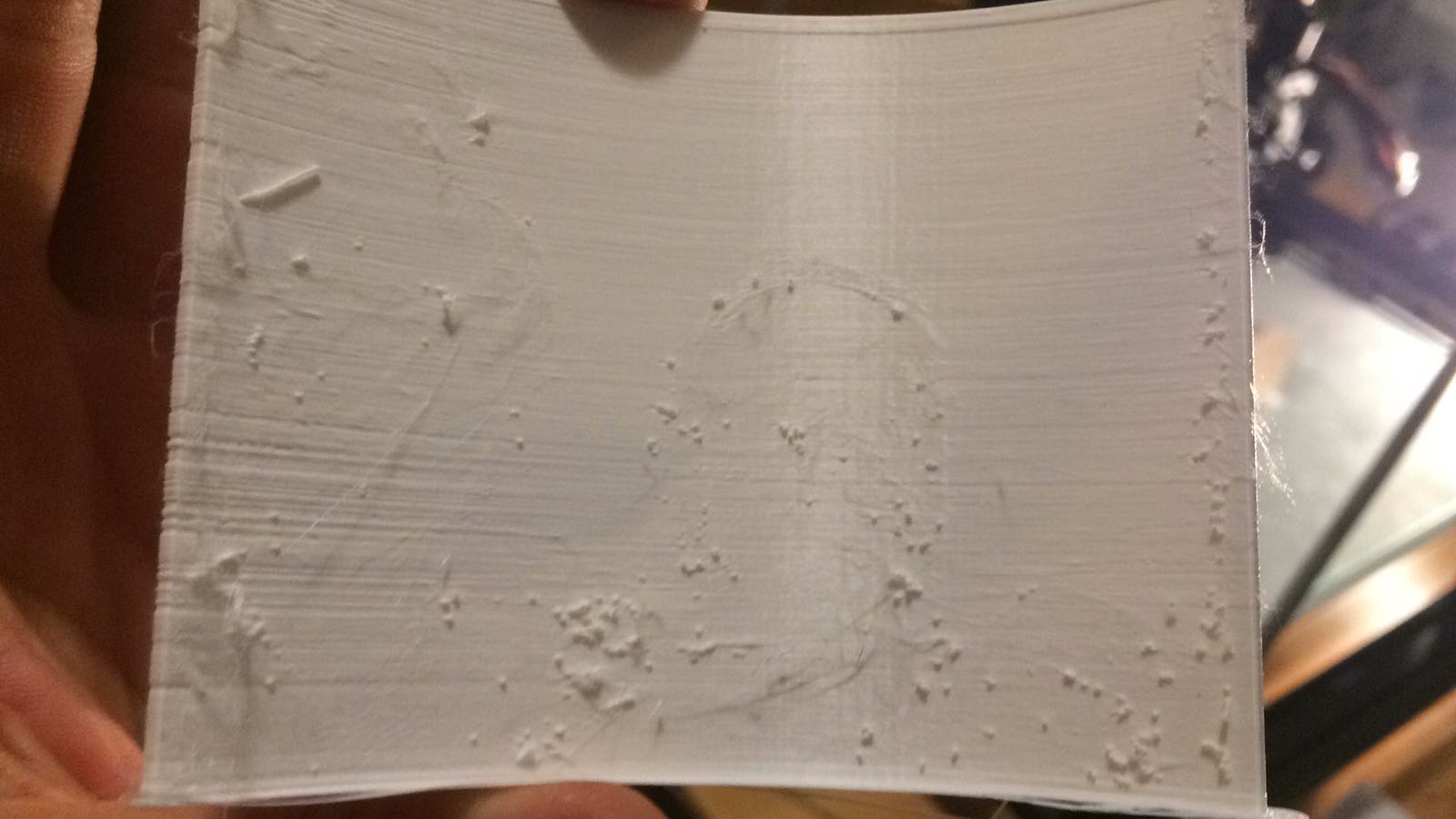{kind=link}
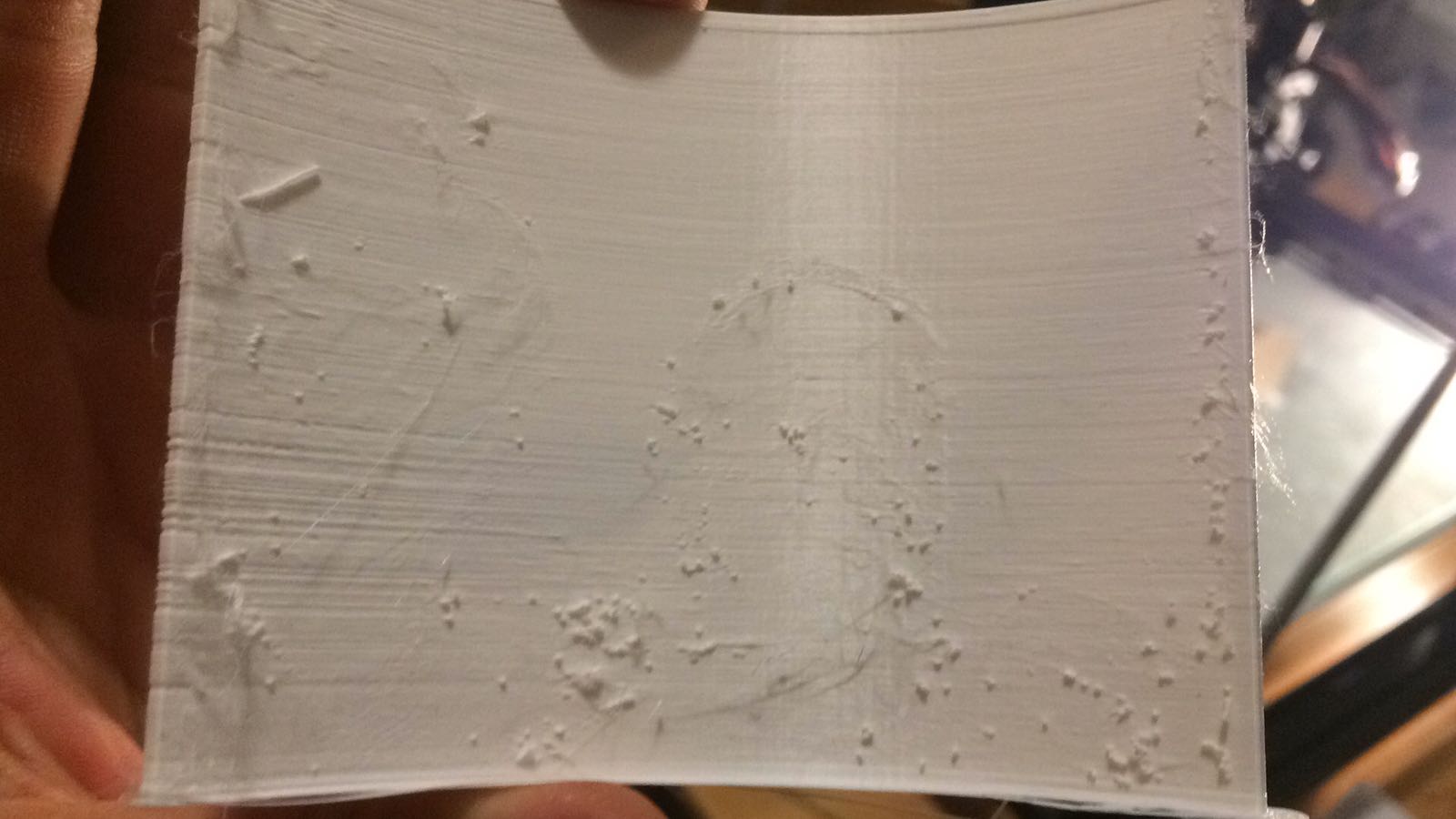{kind=link}
open | download - 10C6DE01-548F-485D-85E5-200C0DEF4566.jpeg (107.5 KB)
{kind=link}
{kind=link}
open | download - 62B26016-AA9D-412D-BE7F-347BD1D9BBA8.jpeg (68.7 KB)
{kind=link}
{kind=link}
open | download - 22586FCE-08B5-4061-AD84-171667F62F94.jpeg (109.6 KB)
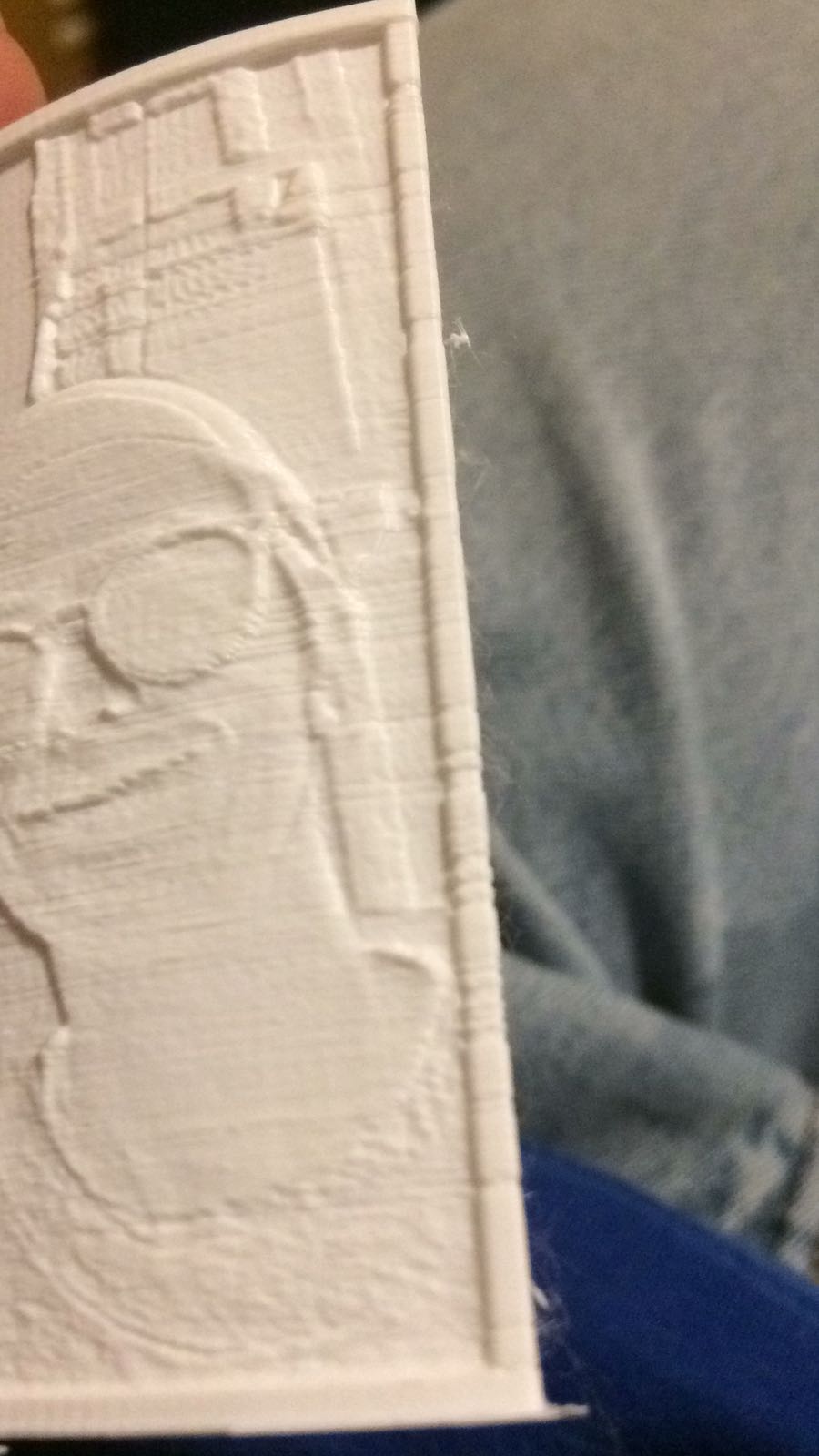{kind=link}
{kind=link}
open | download - 39930D01-BE5D-4590-9965-BEBACE17E838.jpeg (97.9 KB)
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.