Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Estrusori, Hotends, Heated bed, Filamenti, etc.
>
Topic
>
Page 2
Problema esttusore con Petg
Posted by filofilato
|
Re: Problema esttusore con Petg November 19, 2018 05:21AM |
Registered: 5 years ago Posts: 58 |
Alla fine sto stampando il PETG con questi accorgimenti:
temperatura 240-245° (il PETG è della Hobby King e sulle bobine è indicato il range 230-250 gradi ).
velocità di stampa 30 o al massimo 40 mm/s.
in queste condizionil'estrusore non clicca ma la qualità di stampa non è eccezionale perlomeno se paragonata al PLA.
Insomma in parole povere non sono soddisfatto di questo materiale.
Sul pezzo ci sono alcuni blob sui fianchi e il materiale lascia alcuni fili molto sottili (ho letto che questa caratteristica è normale per il PETG).
Chiedo a chi ha esperienza col PETG se sia normale questa differenza con il PLA o se invece io debba approfondire settaggi o valutare l'uso di un hot end diverso...............
o ancora se potrebbe essere il materiale che ho comprato non molto buono?
Vorrei salire con la temperatura ma con l'hardware che ho non posso farlo perchè sono al limite avendo il tubetto in teflon nella gola.
Sto valutando di sostituire l'hot end con uno full metal.
Allego la foto del mio che è quello originale della Anet E12.
ciao a tutti
Edited 2 time(s). Last edit at 11/19/2018 05:37AM by filofilato.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
temperatura 240-245° (il PETG è della Hobby King e sulle bobine è indicato il range 230-250 gradi ).
velocità di stampa 30 o al massimo 40 mm/s.
in queste condizionil'estrusore non clicca ma la qualità di stampa non è eccezionale perlomeno se paragonata al PLA.
Insomma in parole povere non sono soddisfatto di questo materiale.
Sul pezzo ci sono alcuni blob sui fianchi e il materiale lascia alcuni fili molto sottili (ho letto che questa caratteristica è normale per il PETG).
Chiedo a chi ha esperienza col PETG se sia normale questa differenza con il PLA o se invece io debba approfondire settaggi o valutare l'uso di un hot end diverso...............
o ancora se potrebbe essere il materiale che ho comprato non molto buono?
Vorrei salire con la temperatura ma con l'hardware che ho non posso farlo perchè sono al limite avendo il tubetto in teflon nella gola.
Sto valutando di sostituire l'hot end con uno full metal.
Allego la foto del mio che è quello originale della Anet E12.
ciao a tutti
Edited 2 time(s). Last edit at 11/19/2018 05:37AM by filofilato.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
|
Re: Problema esttusore con Petg November 19, 2018 06:22AM |
Registered: 6 years ago Posts: 1,059 |
Il PetG essendo un Polietilene è una plastica relativamente flessibile rispetto al PLA, il fatto che crei fili a memoria dovrebbe essere relativamente normale, una breve ricerca mi ha fatto uscire questa pagina:
Una breve introduzione
Il PetG è higroscopico quindi se lo lasci all'aria libera e c'è umidità il materiale intrappola bolle di umidità che poi scoppiano in fase di riscaldamento e stampa creando forse il difetto della superficie rugosa e delle bolle che tu lamenti.
Una soluzione, rischiosa ma già provata è che possiedi un forno elettrico che ti permette di scaldare a soli 50°C il materiale, potrebbe essere quella di metterlo in forno ad asciugare, più o meno come nel processo per "disidratare" la frutta.
Ovviamente il processo è rischioso perché potrebbe darsi che già a 60-70 gradi il materiale si ammorbidisca e il filamento perda la sua "sezione circolare" rendendo complicato poi usarlo per stampare.
Però beh se propio lo devi buttare....
Altro sistema diffuso è quello di procursi del silica gel e un contenitore ermetico e metterci tutto dentro per alcuni giorni, (Il silica gel si può acquistare in granuli che possono essere rigenerati mettendoli in forno a 100°C se non erro), quando hai finito di stampare lo rimetti lì e lo conservi al riparo dall'umidità, (e non stampi nei giorni di pioggia).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Una breve introduzione
Il PetG è higroscopico quindi se lo lasci all'aria libera e c'è umidità il materiale intrappola bolle di umidità che poi scoppiano in fase di riscaldamento e stampa creando forse il difetto della superficie rugosa e delle bolle che tu lamenti.
Una soluzione, rischiosa ma già provata è che possiedi un forno elettrico che ti permette di scaldare a soli 50°C il materiale, potrebbe essere quella di metterlo in forno ad asciugare, più o meno come nel processo per "disidratare" la frutta.
Ovviamente il processo è rischioso perché potrebbe darsi che già a 60-70 gradi il materiale si ammorbidisca e il filamento perda la sua "sezione circolare" rendendo complicato poi usarlo per stampare.
Però beh se propio lo devi buttare....
Altro sistema diffuso è quello di procursi del silica gel e un contenitore ermetico e metterci tutto dentro per alcuni giorni, (Il silica gel si può acquistare in granuli che possono essere rigenerati mettendoli in forno a 100°C se non erro), quando hai finito di stampare lo rimetti lì e lo conservi al riparo dall'umidità, (e non stampi nei giorni di pioggia).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 19, 2018 07:14AM |
Registered: 5 years ago Posts: 58 |
Non sono arrivato al punto di volerlo buttare solo che mi aspettavo una resa migliore.
Per quanto riguarda l'umidità credo non sia questo il problema sia perchè si è presentato con bobine appena aperte sia perchè vivo in una città dal clima molto secco (Liguria).
Come scrivevo sospetto o la qualità di questo prodotto o la temperatura troppo bassa.
Tutto sommato ho trovato degli hotend all metal a prezzi modesti che oltre tutto mi permetterebbero di provare anche altri filamenti come quello con fibra di carbonio che mi incuriosiscono molto.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
Per quanto riguarda l'umidità credo non sia questo il problema sia perchè si è presentato con bobine appena aperte sia perchè vivo in una città dal clima molto secco (Liguria).
Come scrivevo sospetto o la qualità di questo prodotto o la temperatura troppo bassa.
Tutto sommato ho trovato degli hotend all metal a prezzi modesti che oltre tutto mi permetterebbero di provare anche altri filamenti come quello con fibra di carbonio che mi incuriosiscono molto.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
|
Re: Problema esttusore con Petg November 19, 2018 07:29AM |
Registered: 9 years ago Posts: 3,268 |
dal sito indicato da onekk:
"First, it’s important to dispel a common myth. You cannot effectively dry filament out by storing it in an airtight container with desiccant. You can keep filament dry this way, but in order to properly and thoroughly dry it once it has been saturated, you need to actively dry it."
cioè con il disseccatente puoi mantenere asciutto un filamento, ma non asciugarlo. Ho del petg che forse potrebbe aver preso umidità, adesso provo a prenderne un pezzo e asciugarlo in un forno.
per il petg io uso quello di filoalfa e mi sembra che si stampi bene, anche a piatto freddo. Le velocità sono per forza minori di quelle del PLA, e forse i ponti sono più difficili da fare (ma su questo non ho fatto prove). La finitura è buona.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
"First, it’s important to dispel a common myth. You cannot effectively dry filament out by storing it in an airtight container with desiccant. You can keep filament dry this way, but in order to properly and thoroughly dry it once it has been saturated, you need to actively dry it."
cioè con il disseccatente puoi mantenere asciutto un filamento, ma non asciugarlo. Ho del petg che forse potrebbe aver preso umidità, adesso provo a prenderne un pezzo e asciugarlo in un forno.
per il petg io uso quello di filoalfa e mi sembra che si stampi bene, anche a piatto freddo. Le velocità sono per forza minori di quelle del PLA, e forse i ponti sono più difficili da fare (ma su questo non ho fatto prove). La finitura è buona.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 19, 2018 07:33AM |
Registered: 5 years ago Posts: 58 |
Ciao Alessandro,
proprio a proposito dell'adesione al piatto noto che, contrariamente a quanto avevo letto, non ho mai avuto problemi a staccare il pezzo finito.
Non che abbia particolari problemi di adesione ma non ho mai dovuto lottare per staccare.
Avevo invece letto addirittura di vetro che rompe e resta attaccato al pezzo.......................anche questo mi fa pensare a bassa temperatura di estrusione.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
proprio a proposito dell'adesione al piatto noto che, contrariamente a quanto avevo letto, non ho mai avuto problemi a staccare il pezzo finito.
Non che abbia particolari problemi di adesione ma non ho mai dovuto lottare per staccare.
Avevo invece letto addirittura di vetro che rompe e resta attaccato al pezzo.......................anche questo mi fa pensare a bassa temperatura di estrusione.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
|
Re: Problema esttusore con Petg November 19, 2018 08:33AM |
Registered: 9 years ago Posts: 3,268 |
Io per il petg non ho mai letto ne sofferto di eccessiva adesione, ma non sono un esperto. Come scritto sopra io uso piatto freddo, lacca splendor e i pezzi si staccano bene, anche quando il primo layer viene eccessivamente schiacciato sul piano. Penso che forse su oggetti ampi potrebbe non aderire bene. La temperatura è 235-240 gradi, adesione tra i layer buona.
Come mi sembra ti abbiano suggerito, una torre delle temperature potrebbe aiutarti, ma in generale puoi capire la temperatura da come il filo viene estruso. Se scende facendo ampi cerchi la temperatura è giusta, se troppo alta si arriccia sull'hotend, se troppo bassa fa fatica ad estrudere.
Puoi mettere qualche foto di oggetti stampati, così potrebbe essere più semplice aiutarti.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Come mi sembra ti abbiano suggerito, una torre delle temperature potrebbe aiutarti, ma in generale puoi capire la temperatura da come il filo viene estruso. Se scende facendo ampi cerchi la temperatura è giusta, se troppo alta si arriccia sull'hotend, se troppo bassa fa fatica ad estrudere.
Puoi mettere qualche foto di oggetti stampati, così potrebbe essere più semplice aiutarti.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 19, 2018 09:41AM |
Registered: 6 years ago Posts: 1,059 |
Sul modo di asciugare il filamento, ci sono molte "teorie", il peoblema principale è "quanto" siliga gel usi, un sacchetto del tipo di quello che viene inserito negli involucri delle bobine, ha solo lo scopo di tenere asciutto.
Esistono in commercio silica gel venduti a "peso" e una regola del pollice dice se non ricordo male di usare circa la metà del peso del filamento (al netto della bobina).
Al solito dipende da chi fornisce le informazioni, ora non trovo il link, ma una trattazione "scientifica" in giro l'avevo trovata, testava anche diversi tipi di "silica gel", con e senza indicatore e cercava di dare una stima dei risultati.
Si parlava anche di usare per accelerare il processo una "macchina del sottovuoto" tipo quella che si usa in cucina per conservare i cibi, e consigliava anche di usare quel sistema per conservare i filamenti cominciati ed estratti dalle buste di fabbrica.
Magari una piccola ricerca potrebbe aiutare, ovviamente il filamento non deve essere stato "bagnato" ma solo aver "assorbito umidità".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Esistono in commercio silica gel venduti a "peso" e una regola del pollice dice se non ricordo male di usare circa la metà del peso del filamento (al netto della bobina).
Al solito dipende da chi fornisce le informazioni, ora non trovo il link, ma una trattazione "scientifica" in giro l'avevo trovata, testava anche diversi tipi di "silica gel", con e senza indicatore e cercava di dare una stima dei risultati.
Si parlava anche di usare per accelerare il processo una "macchina del sottovuoto" tipo quella che si usa in cucina per conservare i cibi, e consigliava anche di usare quel sistema per conservare i filamenti cominciati ed estratti dalle buste di fabbrica.
Magari una piccola ricerca potrebbe aiutare, ovviamente il filamento non deve essere stato "bagnato" ma solo aver "assorbito umidità".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 20, 2018 02:33PM |
Registered: 5 years ago Posts: 58 |
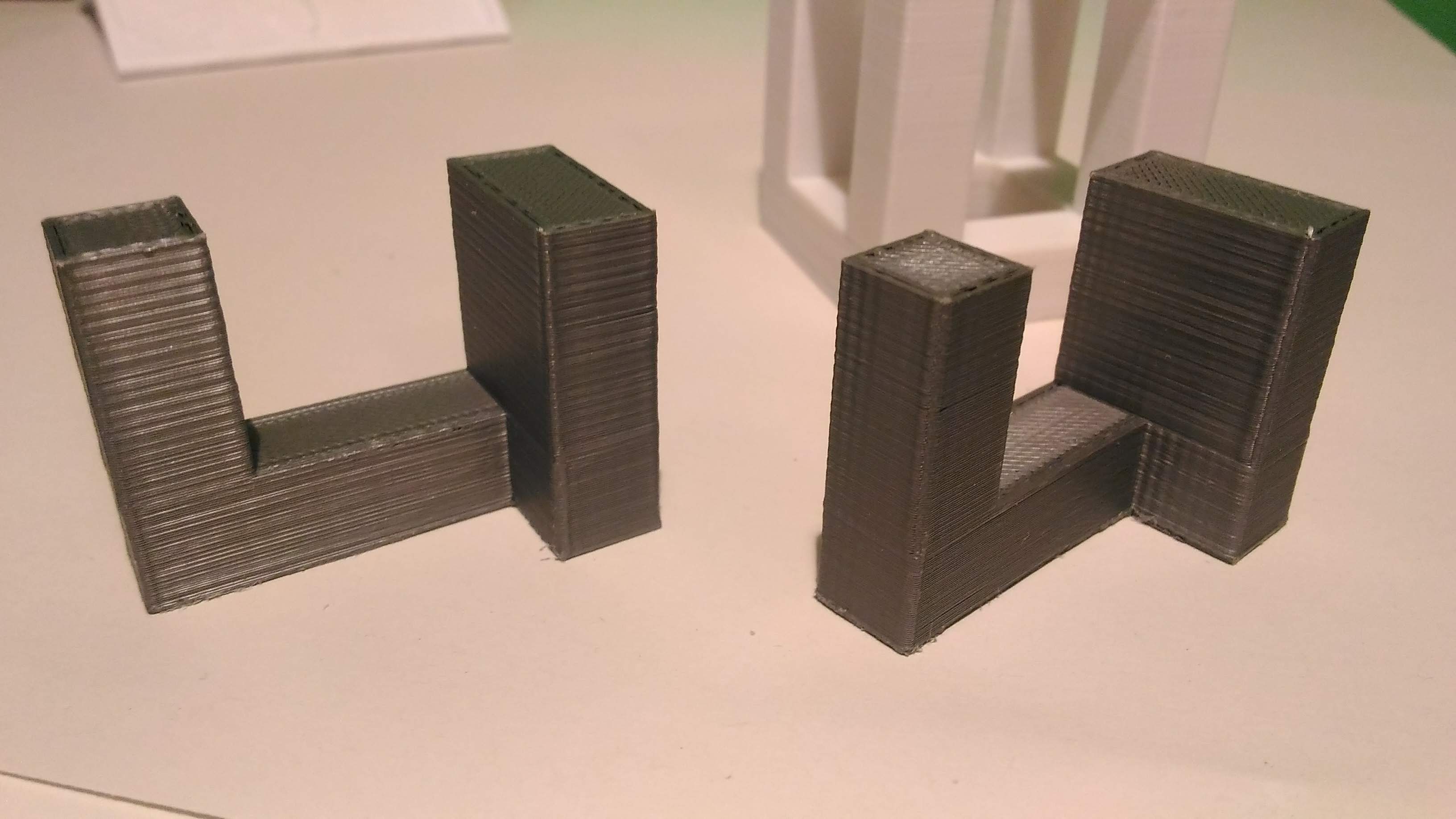
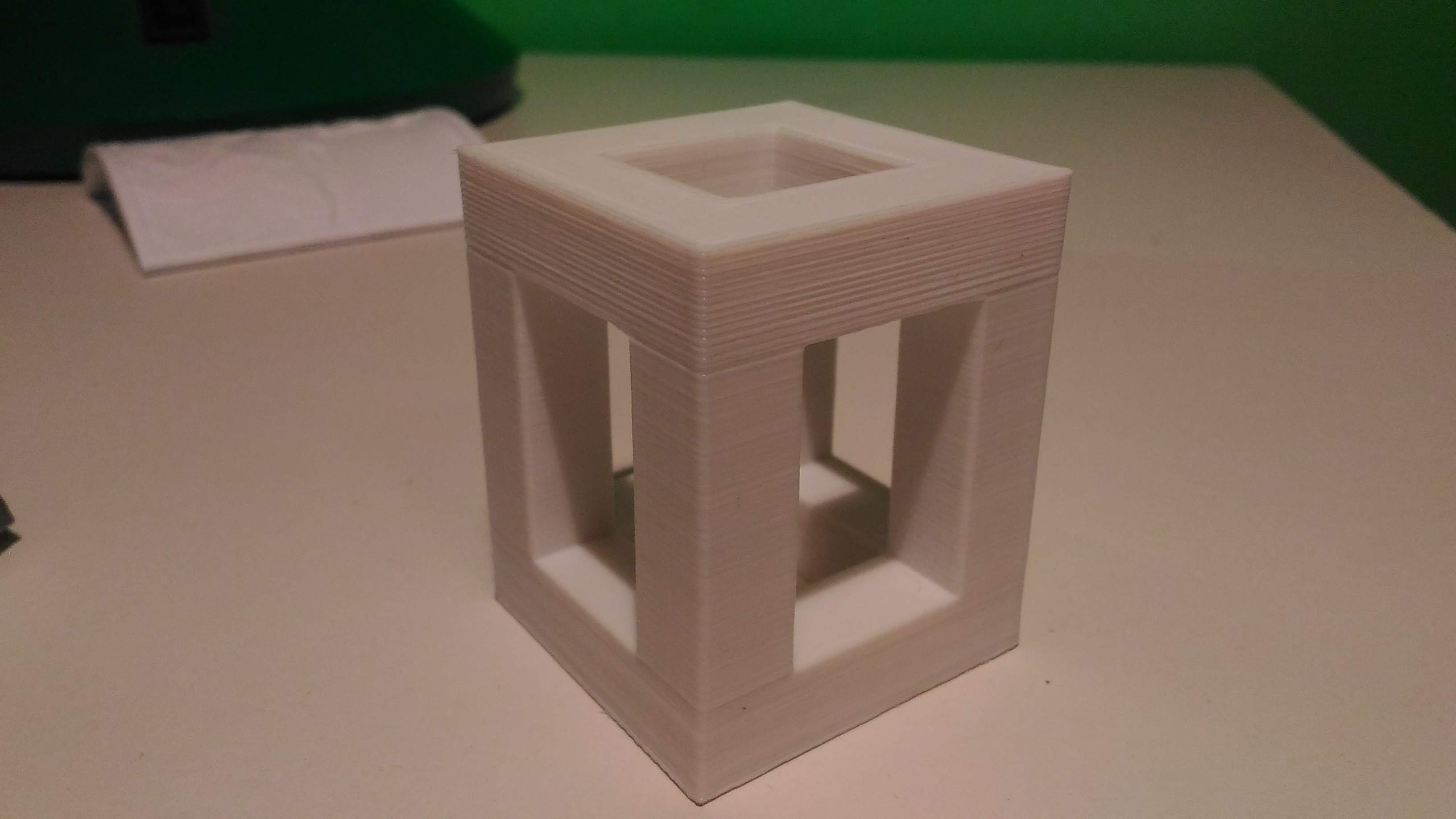
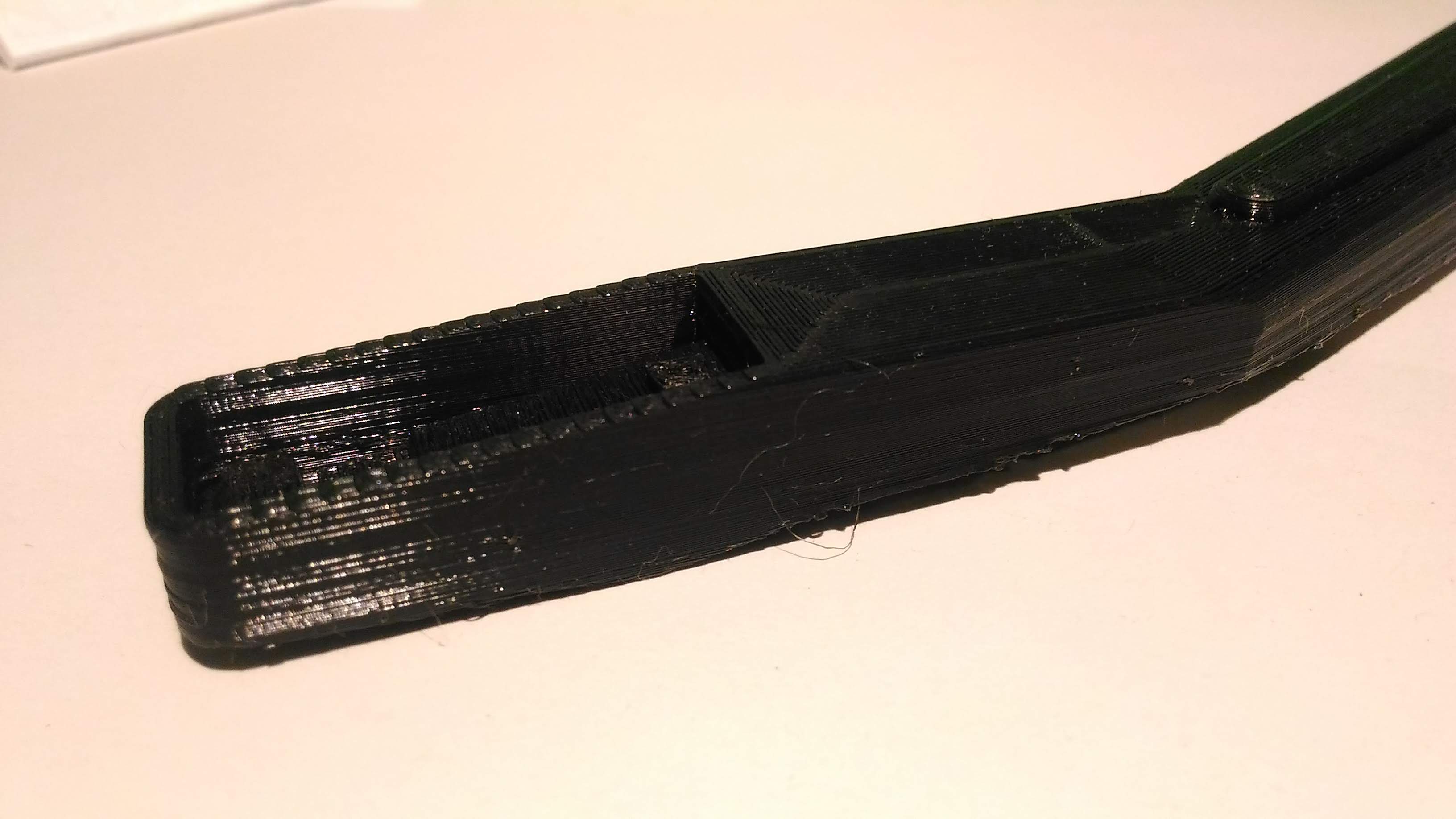
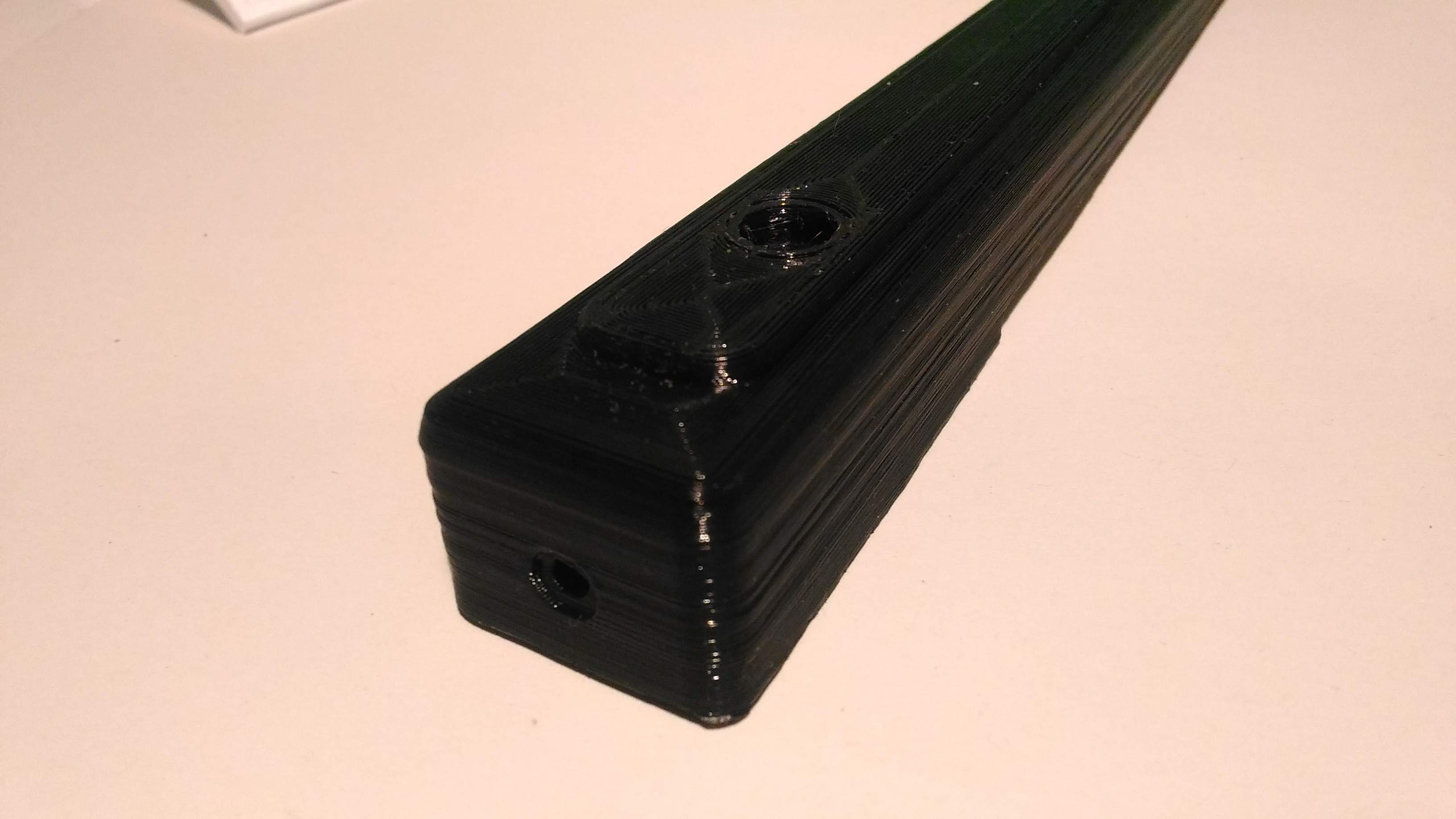
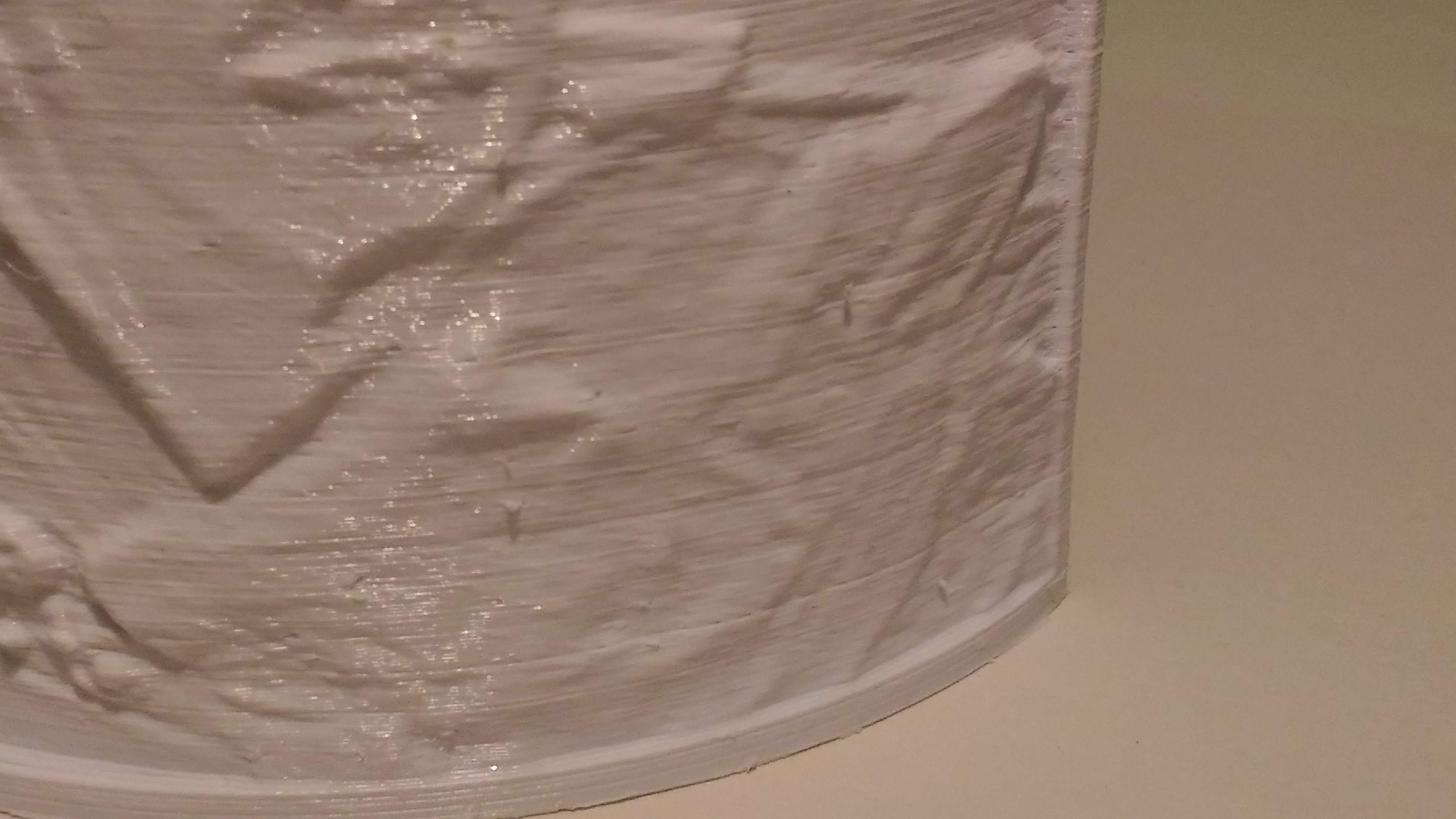
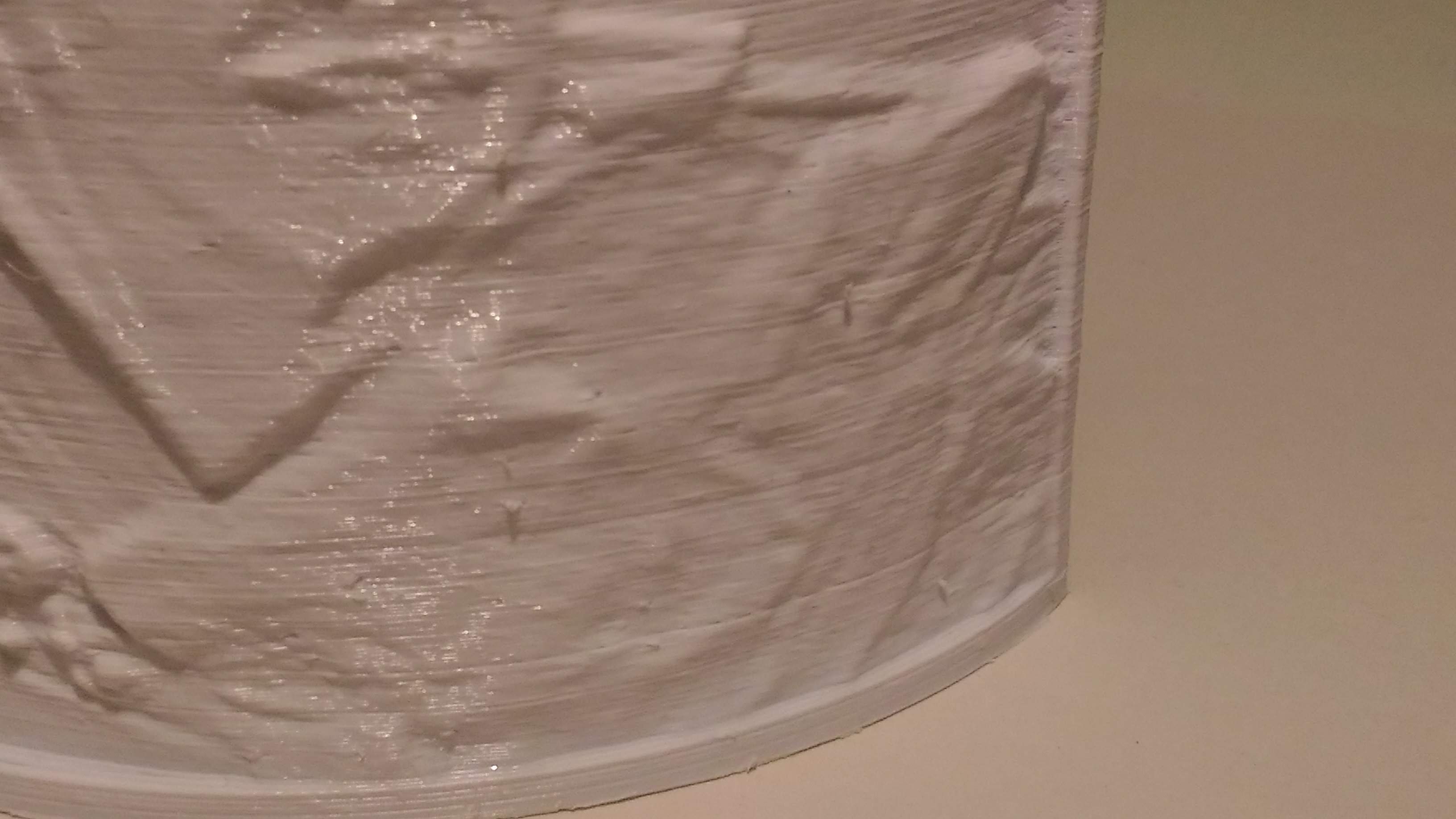
Allego qualche foto di pezzistampati.
Quello nero è in PETG stampato a 245 ° 30mm/s
Quello uguale Bianco PLA 200° 60 mm/s
I pezzetti del puzzle grigi e il parallelepipedo bianco PLA 200°
la litografia è PETG a 250 °
però quello che dice Alessandro è interessante, a me a 240 250 gradi il PETG esce arricciandosi a cerchi stretti.
Quindi sembrerebbe troppo caldo contrariamente alla mia idea.
Edited 2 time(s). Last edit at 11/20/2018 02:38PM by filofilato.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
Quello nero è in PETG stampato a 245 ° 30mm/s
Quello uguale Bianco PLA 200° 60 mm/s
I pezzetti del puzzle grigi e il parallelepipedo bianco PLA 200°
la litografia è PETG a 250 °
però quello che dice Alessandro è interessante, a me a 240 250 gradi il PETG esce arricciandosi a cerchi stretti.
Quindi sembrerebbe troppo caldo contrariamente alla mia idea.
Edited 2 time(s). Last edit at 11/20/2018 02:38PM by filofilato.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
Attachments:
open | download - P_20181120_202355.jpg (246.5 KB)
open | download - P_20181120_202328.jpg (175.5 KB)
open | download - P_20181120_202109.jpg (172.2 KB)
open | download - P_20181120_202059.jpg (192.8 KB)
open | download - P_20181120_202050.jpg (238.1 KB)
open | download - P_20181120_202040.jpg (196.7 KB)
open | download - P_20181120_202029.jpg (204.7 KB)
open | download - P_20181120_202714.jpg (233.1 KB)
open | download - P_20181120_202355.jpg (246.5 KB)
open | download - P_20181120_202328.jpg (175.5 KB)
open | download - P_20181120_202109.jpg (172.2 KB)
open | download - P_20181120_202059.jpg (192.8 KB)
open | download - P_20181120_202050.jpg (238.1 KB)
open | download - P_20181120_202040.jpg (196.7 KB)
open | download - P_20181120_202029.jpg (204.7 KB)
open | download - P_20181120_202714.jpg (233.1 KB)
|
Re: Problema esttusore con Petg November 20, 2018 04:55PM |
Registered: 9 years ago Posts: 3,268 |
Forse ho cantato vittoria troppo presto...
i pezzi con il petg, a parte dover essere stampati molto lentamente (filoalfa dice 40 - 60 mm/s, ma io direi che 60 sono molto ottimistici), mi danno il problema di non riuscire a chiuderli, a fare il top decentemente.
io uso come temperatura 235-240°C, 2mm e 40mm/s di ritrazione. Ventilazione spenta, ma è da provare a usarne un po.
I pezzi sono discreti / buoni come aspetto e solidi,ma senza top (usando un infill ragionevole).
Sinceramente penso che il tallone d'achille del petg sia la lentezza di stampa, sempre che riesca a risolvere il problema degli ultimi layer.
@filofilato
I pezzi neri che hai messo sembrano quasi "gelatinosi" come se davvero la temperatura fosse troppo alta. La storia del filo che si arriccia sul nozzle in realtà l'ho notata nel pla, penso valga anche per il petg, ma onestamente non sono arrivato ad aumentare così tanto la temperatura di stampa.
prova a fare una torre delle temperature.
Edited 1 time(s). Last edit at 11/20/2018 04:56PM by bilanciamist.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
i pezzi con il petg, a parte dover essere stampati molto lentamente (filoalfa dice 40 - 60 mm/s, ma io direi che 60 sono molto ottimistici), mi danno il problema di non riuscire a chiuderli, a fare il top decentemente.
io uso come temperatura 235-240°C, 2mm e 40mm/s di ritrazione. Ventilazione spenta, ma è da provare a usarne un po.
I pezzi sono discreti / buoni come aspetto e solidi,ma senza top (usando un infill ragionevole).
Sinceramente penso che il tallone d'achille del petg sia la lentezza di stampa, sempre che riesca a risolvere il problema degli ultimi layer.
@filofilato
I pezzi neri che hai messo sembrano quasi "gelatinosi" come se davvero la temperatura fosse troppo alta. La storia del filo che si arriccia sul nozzle in realtà l'ho notata nel pla, penso valga anche per il petg, ma onestamente non sono arrivato ad aumentare così tanto la temperatura di stampa.
prova a fare una torre delle temperature.
Edited 1 time(s). Last edit at 11/20/2018 04:56PM by bilanciamist.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 21, 2018 12:10PM |
Registered: 9 years ago Posts: 3,268 |
dalla pagina [stampoin3d.blogspot.com]
"Un avvertimento: è possibile che il PETG rimanga aderito così bene al vetro che i pezzi stampati non solo non si staccano ma possono spezzare il vetro stesso e quindi procedre con cautela durante la rimozione. Per questo motivo non consigliamo l'uso del vetro con il PETG perché molto spesso il PETG produce questi problemi di distacco."
a me non si è mai verificato, anche perchè finora ho stampato pezzi piccoli.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
"Un avvertimento: è possibile che il PETG rimanga aderito così bene al vetro che i pezzi stampati non solo non si staccano ma possono spezzare il vetro stesso e quindi procedre con cautela durante la rimozione. Per questo motivo non consigliamo l'uso del vetro con il PETG perché molto spesso il PETG produce questi problemi di distacco."
a me non si è mai verificato, anche perchè finora ho stampato pezzi piccoli.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 21, 2018 01:13PM |
Registered: 5 years ago Posts: 58 |
si è l'articolo che avevo letto.
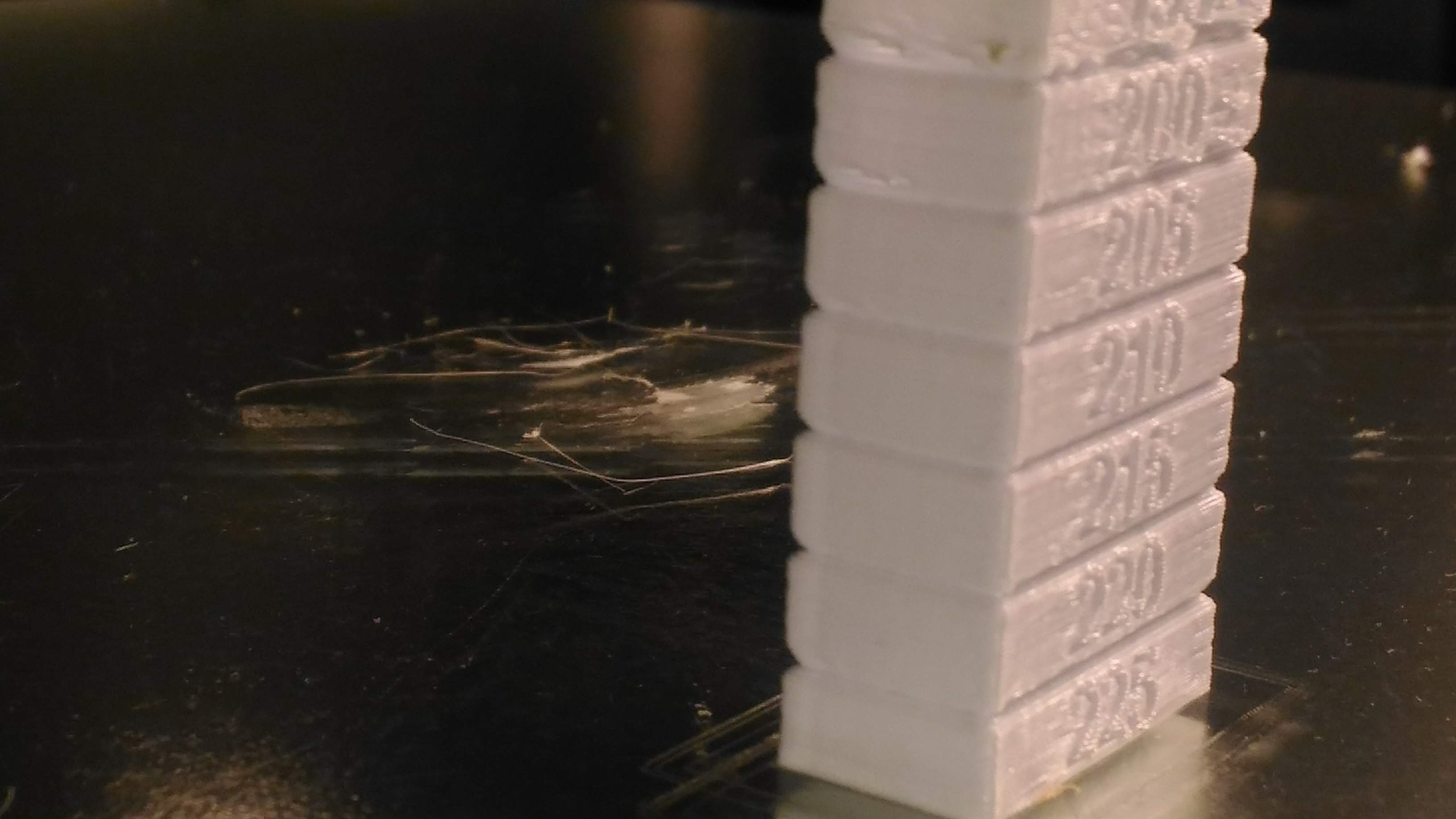
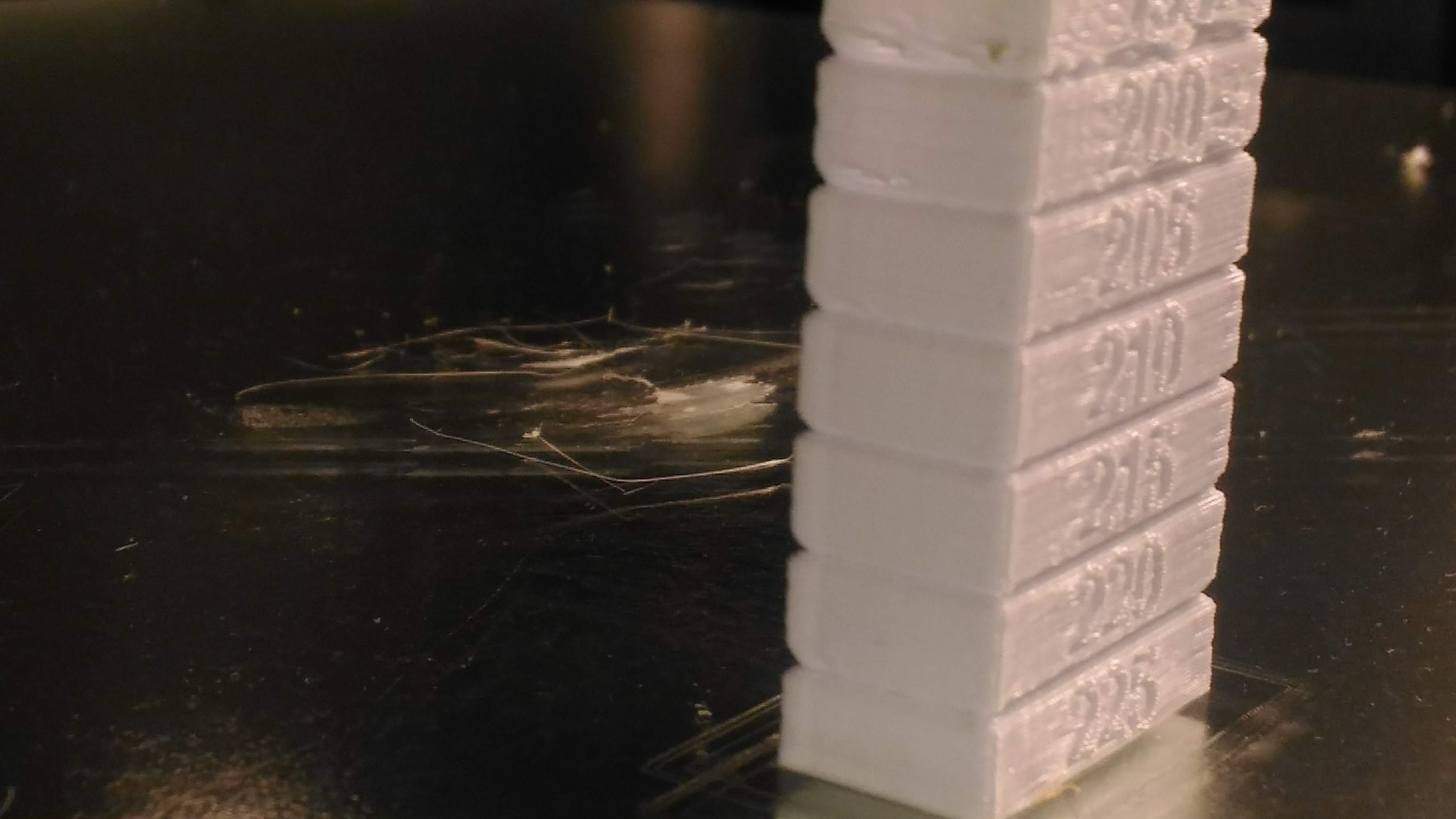
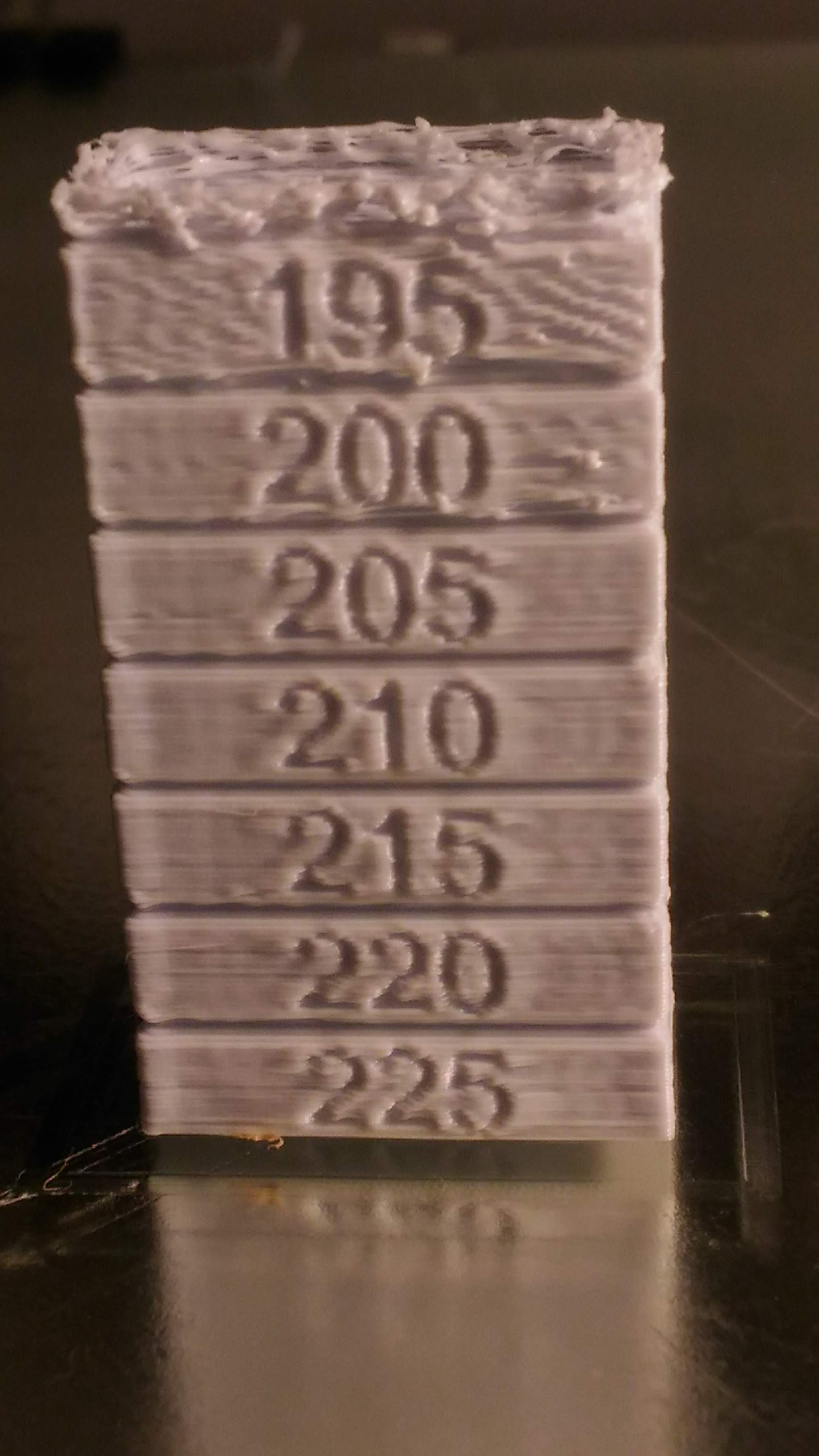
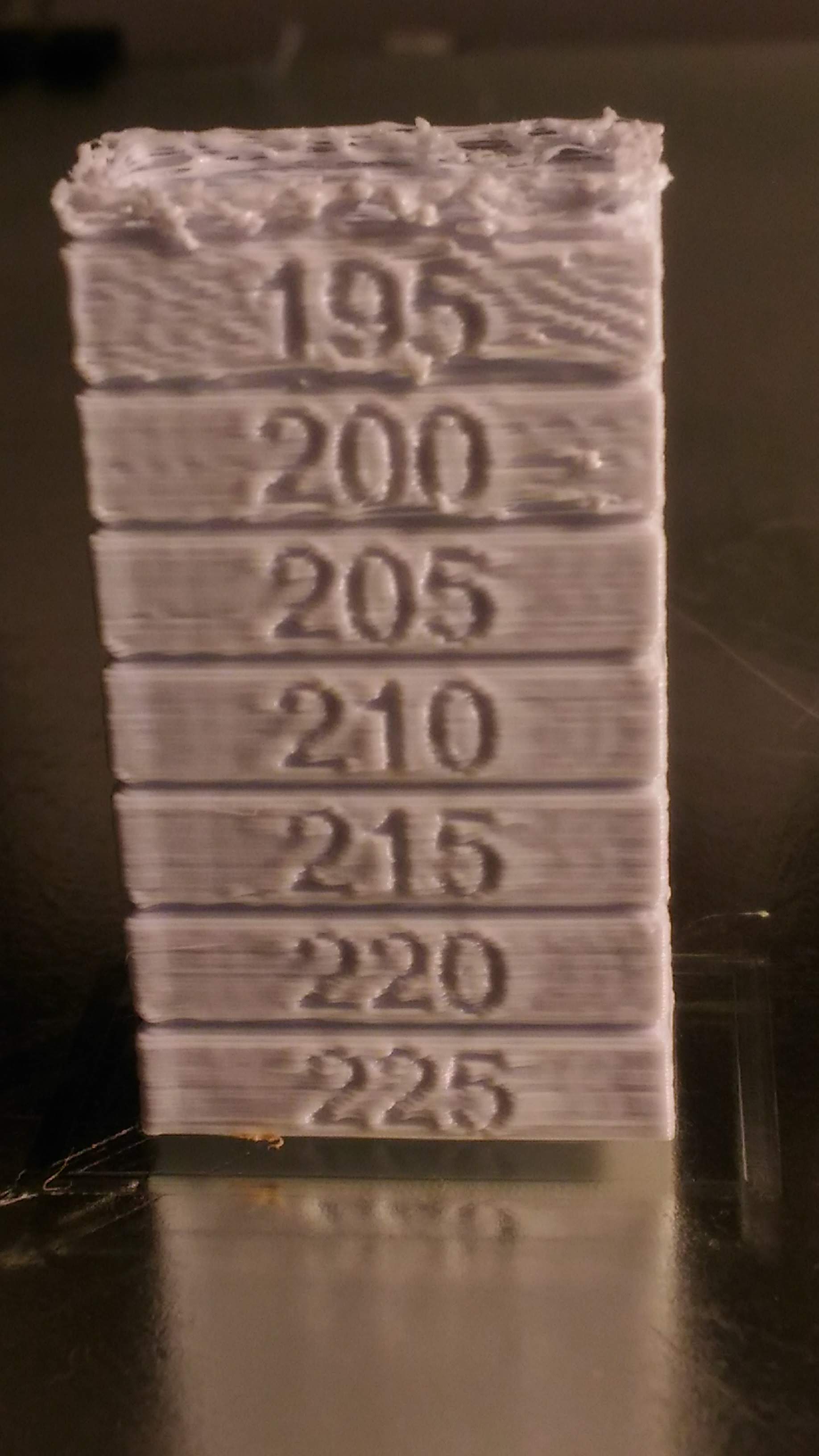
Questo il risultato della torre.
Le temperature di stampa sono +25° rispetto alla targhetta
mi pare che i lmeglio sia tra 235 e 240.
che ne dite?
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
Questo il risultato della torre.
Le temperature di stampa sono +25° rispetto alla targhetta
mi pare che i lmeglio sia tra 235 e 240.
che ne dite?
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
|
Re: Problema esttusore con Petg November 22, 2018 02:22AM |
Registered: 9 years ago Posts: 762 |
Quote
filofilato
...
Le temperature di stampa sono +25° rispetto alla targhetta
mi pare che i lmeglio sia tra 235 e 240...
Pare anche a me che gli scalini stampati meglio siamo il 201 ed il 215, perciò se hai +25° 235-240
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: Problema esttusore con Petg November 22, 2018 03:25AM |
Registered: 9 years ago Posts: 3,268 |
|
Re: Problema esttusore con Petg November 22, 2018 04:29AM |
Registered: 6 years ago Posts: 1,059 |
Quote
filofilato
si è l'articolo che avevo letto.
Questo il risultato della torre.
Le temperature di stampa sono +25° rispetto alla targhetta
mi pare che i lmeglio sia tra 235 e 240.
che ne dite?
Probabilmente il sensore NTC e il Beta vanno ritoccati, Io per il mio l'ho dovuto ritoccare passanda da un Beta di 3950 a uno di 4295 ottenendo delle temperature ragionevolmente vicine a quella misurata da un termometro a termocoppia, da quella temperatura con i vecchi dati il sensore indicava una una ventina di gradi di differenza.
Teoricamente avrei dovuto ritoccare altri valori, ma poi ho "scoperto" che modificando solo il Beta del sensore le temperature sono congruenti con un termometro esterno attaccato a stretto contatto col il blocchetto riscaldante, il mio blocchetto ha un taglio che tiene in posizione la cartuccia e il sensore del termometro a termocoppia entra benino nella fessura, la soluzione è sub ottimale in quanto il contatto non è strettissimo ma se evito che le correnti d'aria investano la zona schermandola con della stagnola o della fibra di vetro (isolante per muri), creo una zona schermata dove le temperature sono ragionevolmente vicine, ora comunque stampo con temperature vicine ai dati di targa dei materiali anche se al momento sto usando solo ABS in quanto il PLA nel HE dove ho usato l'ABS non riesce più ad estrudere correttamente, L'ABS va quasi che è una meraviglia (la stampante è in un ambiente non riscaldato per cui a 15°C di temperatura non è che sia il massimo per il mantenimento della temperatura, specie del piano riscaldato.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 22, 2018 05:10AM |
Registered: 9 years ago Posts: 3,268 |
Scusa Carlo, ma nel suo caso la stampa ottimale è sui 235-240 (come detto i valori scritti sono sfalsati di 15°c), quindi nel range tipico di un petg (quello filoalfa che uso è tra i 230 e i 245°C).
Per quanto riguarda la "guida" al petg che ho linkato, credo usassero un petg parecchio diverso, quindi non la prenderei alla lettera.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Per quanto riguarda la "guida" al petg che ho linkato, credo usassero un petg parecchio diverso, quindi non la prenderei alla lettera.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 22, 2018 11:21AM |
Registered: 6 years ago Posts: 1,059 |
Infatti il mio consiglio era semplicemente di "non prendere per oro colato le indicazioni del display", in quanto gli NTC non "misurano" una temperatura, sono delle resistenze che cambiano in modo negativo il loro coefficente di temperatura, per convenzione viene indicato un Beta che in genere per le più comuni è 3950, poi vanno opportunamente "calibrate".
Ad esempio Toolson quello della P3Steel "Toolson Edition"
Toolson sulla calibrazione del sensore
Tanto per contestualizzare, questa è la tabella del codice che definisce i termistori in MK4duo
come si può vedere in pratica usa solo due valori la T3_R25 // Resistance in Ohms @ 25°C e il Beta T3_BETA // Beta Value (K)
Questa discussione è vecchia come la RepRap, però in giro c'è ancora gente che afferma io stampo il PLA a 210°C se lo stampi a 230°C sei troppo alto (ma il tuo sensore è calibrato? e quello dell'altro lo è anche lui), in pratica si stanno confrontando le mele con i fichi.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Ad esempio Toolson quello della P3Steel "Toolson Edition"
Toolson sulla calibrazione del sensore
Tanto per contestualizzare, questa è la tabella del codice che definisce i termistori in MK4duo
// 1 - EPCOS 100k #define T1_NAME "EPCOS 100K" #define T1_R25 100000.0 // Resistance in Ohms @ 25°C #define T1_BETA 4092.0 // Beta Value (K) // 2 - NTC3950 #define T2_NAME "NTC3950" #define T2_R25 100000.0 // Resistance in Ohms @ 25°C #define T2_BETA 3950.0 // Beta Value (K) // 3 - ATC Semitec 204GT-2 #define T3_NAME "ATC 204GT-2" #define T3_R25 200000.0 // Resistance in Ohms @ 25°C #define T3_BETA 4338.0 // Beta Value (K)
come si può vedere in pratica usa solo due valori la T3_R25 // Resistance in Ohms @ 25°C e il Beta T3_BETA // Beta Value (K)
Questa discussione è vecchia come la RepRap, però in giro c'è ancora gente che afferma io stampo il PLA a 210°C se lo stampi a 230°C sei troppo alto (ma il tuo sensore è calibrato? e quello dell'altro lo è anche lui), in pratica si stanno confrontando le mele con i fichi.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 22, 2018 01:58PM |
Registered: 9 years ago Posts: 3,268 |
in teoria hai ragione, ma in pratica nella stampa hobbistica si può ovviare alla taratura "di fino" con una torre delle temperature oppure con poche prove...
Ma tarato o non tarato il problema rimane, ora che si è individuata un range di temperature "buone" (reali o presunte) il problema non è sapere se corrispondono alla realtà, ma capire perchè la stampa viene male.
Detto questo, è comunque valido tenere a mente che due stampanti con lo stesso tipo di termistore possono avere letture leggermente (in proporzione) diverse.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Ma tarato o non tarato il problema rimane, ora che si è individuata un range di temperature "buone" (reali o presunte) il problema non è sapere se corrispondono alla realtà, ma capire perchè la stampa viene male.
Detto questo, è comunque valido tenere a mente che due stampanti con lo stesso tipo di termistore possono avere letture leggermente (in proporzione) diverse.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 23, 2018 03:57AM |
Registered: 6 years ago Posts: 1,059 |
Ogni materiale deve essere testato, per verificare la "corretta temperatura di stampa", e altrettanto ovviamente quel "numerino" è meglio che te lo segni da qualche parte, per futura memoria, però devi sapere che è una "indicazione di massima" perché anche lo stesso materiale, dello stesso produttore ma di un lotto diverso avrà una "temperatura di stampa" diversa.
Se misuri la temperatura di stampa con uno "strumento da laboratorio" con precisione garantita all 1%, sei avvantaggiato, perché almeno nella misura la variabilità la "elimini" (se lo strumento è periodicamente tarato e verificato).
Nel settore professionale, queste cose sono "la norma" e le "usuali pratiche".
Così come lo sono se sei stato un vecchio hobbysta di qualche anno fa, dove i soldi erano pochi e l'arte di arragiarsi era "requisito fondamentale" per poter fare qualcosa.
Se avevi un voltmetro di "buon comando" e sapevi che era "starato", lo confrontavi con quello di un amico e ti facevi una tabellina per sapere che se ti leggeva 10V ne avevi magari 10.5 e se leggevi 12V ne avevi 12,5 (intendo quelli a lancetta).
Ok il mio ciofecone è starato di 0,5 rispetto all'ICE 680R (da qui capisci la mia età).
Il problema principale di oggi e che ora la parte del "prendi i valori che leggi con un pochino di elasticità", sapendo da dove arrivano e come sono generati, sembra una materia poco conosciuta.
I consigli stampa quel tipo di materiale a 230°C che è una bomba oppure stai stampando a 240°C sei troppo alto, si sprecano, prendendo per "oro colato" quel "numerino" sul display.
gli NTC delle nostre stampanti sono delle resistenze che vengono polarizzate in un circuito di misura che non è fatto da componenti "calibrati e selezionati" per avere una tolleranza entro certi limiti, sono convertiti da un firmware che legge un valore ADC a quanti bit (ora non ricordo ma mi pare che siano 10 o 12 al massimo) e vengono presentati poi traducendo quel valore da 0 a 1024 (o 2048) bit in un "numero" sul display.
Anche chi è digiuno di elettronica può capire quante "punti critici" ci sono dal derivare una "temperatura" da quel sensore e tradurla in un valore numerico.
Ovviamente le torri di temperatura sono uno dei migliori consigli che si possono adottare, però se cerchi di partire con un termistore che ti da un valore ragionevolmente vicino alla temperatura "vera" di estrusione è meglio.
Puoi benissimo stampare con un "numerino" a 300°C sul display sapendo che però in effetti ne hai 230°C in "camera di stampa" e stampare benissimo e ottimamente, però poi ti devi astenere dal consigliare gli altri a stampare a 300°C.
Dato che questo forum è sempre di più un "aiuto a risolvere i problemi delle stampanti commerciali" e lìunica preoccupazione è consigliare quella scheda piuttosto che un'altra perché va meglio poi vorrei che qualcuno mi spiegasse la differenza tra una MKS GEN v 1.2 e una GT2560, dato che hanno tutte deue un processore ATMega 2560, un circuito simile "derivato dalla Ramps" e connettori che in genere si assomigliano.
Le differenze sono pochissime ma i prezzi variano molto la mia MKS GEN v1.2 l'ho pagata 22 Euro e ci ho messo anche il WiFi con meno di 5 Euro, e va bene, ovviamente ci ho dovuto lavorare sopra perché alcune cose erano migiorabili, però ad esempio se l'alimentatore interno è strettino (te lo danno per 2A poi in pratica fai che sono 1A se va bene) ci metto un riduttore esterno da 12V a 5V cinese a 5 Euro (te lo danno per 3A ma non prendercene più di 1,5A), il modulo WiFi che uso è un ESP12E comprato a 0.96 centesimi + Basetta da 1 Euro e quattro componenti in croce, però dato che il 3.3V per poter funzionare bene deve essere da almeno 300 mA non lo attacco di certo all'alimentatore a 3.3V della scheda di controllo che quando va bene te ne eroga 40mA essendo progettato per alimentare sensori e non "utilizzatori".
Però per fare questo devi "studiare" e leggere molto e fidarti il meno possibili di quelli che spergiurano che il modulo WiFi tal dei tali è una bomba (a 20 Euro al pezzo), poi guardi ad esempio un modulo da 20 Euro e ti accorgi che hanno fatto una magia con il convertitore di livello da 3.3V a 5V per gli ingressi della seriale con un diodo si segnale che usato in un certo modo ti polarizza l'interfaccia correttamente.
Poi usi lo stesso metodo per polarizzare a 12V il sensore di livello induttivo che non puoi alimentare a 5V dato che te lo danno da 6 a 18V e se lo usi a 5V poi non lamentarti se ti da risultati "erratici".
E di considerazioni simili ce ne sarebbero a iosa ma di discussioni simili su questo forum oramai se ne vedono poche, anche per configurare un firmware lo vogliono "già pronto ed adattato alla mia stampante" perché "sono un niubbo e non capisco nulla di queste cose".
Scusate lo sproloquio e Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Se misuri la temperatura di stampa con uno "strumento da laboratorio" con precisione garantita all 1%, sei avvantaggiato, perché almeno nella misura la variabilità la "elimini" (se lo strumento è periodicamente tarato e verificato).
Nel settore professionale, queste cose sono "la norma" e le "usuali pratiche".
Così come lo sono se sei stato un vecchio hobbysta di qualche anno fa, dove i soldi erano pochi e l'arte di arragiarsi era "requisito fondamentale" per poter fare qualcosa.
Se avevi un voltmetro di "buon comando" e sapevi che era "starato", lo confrontavi con quello di un amico e ti facevi una tabellina per sapere che se ti leggeva 10V ne avevi magari 10.5 e se leggevi 12V ne avevi 12,5 (intendo quelli a lancetta).
Ok il mio ciofecone è starato di 0,5 rispetto all'ICE 680R (da qui capisci la mia età).
Il problema principale di oggi e che ora la parte del "prendi i valori che leggi con un pochino di elasticità", sapendo da dove arrivano e come sono generati, sembra una materia poco conosciuta.
I consigli stampa quel tipo di materiale a 230°C che è una bomba oppure stai stampando a 240°C sei troppo alto, si sprecano, prendendo per "oro colato" quel "numerino" sul display.
gli NTC delle nostre stampanti sono delle resistenze che vengono polarizzate in un circuito di misura che non è fatto da componenti "calibrati e selezionati" per avere una tolleranza entro certi limiti, sono convertiti da un firmware che legge un valore ADC a quanti bit (ora non ricordo ma mi pare che siano 10 o 12 al massimo) e vengono presentati poi traducendo quel valore da 0 a 1024 (o 2048) bit in un "numero" sul display.
Anche chi è digiuno di elettronica può capire quante "punti critici" ci sono dal derivare una "temperatura" da quel sensore e tradurla in un valore numerico.
Ovviamente le torri di temperatura sono uno dei migliori consigli che si possono adottare, però se cerchi di partire con un termistore che ti da un valore ragionevolmente vicino alla temperatura "vera" di estrusione è meglio.
Puoi benissimo stampare con un "numerino" a 300°C sul display sapendo che però in effetti ne hai 230°C in "camera di stampa" e stampare benissimo e ottimamente, però poi ti devi astenere dal consigliare gli altri a stampare a 300°C.
Dato che questo forum è sempre di più un "aiuto a risolvere i problemi delle stampanti commerciali" e lìunica preoccupazione è consigliare quella scheda piuttosto che un'altra perché va meglio poi vorrei che qualcuno mi spiegasse la differenza tra una MKS GEN v 1.2 e una GT2560, dato che hanno tutte deue un processore ATMega 2560, un circuito simile "derivato dalla Ramps" e connettori che in genere si assomigliano.
Le differenze sono pochissime ma i prezzi variano molto la mia MKS GEN v1.2 l'ho pagata 22 Euro e ci ho messo anche il WiFi con meno di 5 Euro, e va bene, ovviamente ci ho dovuto lavorare sopra perché alcune cose erano migiorabili, però ad esempio se l'alimentatore interno è strettino (te lo danno per 2A poi in pratica fai che sono 1A se va bene) ci metto un riduttore esterno da 12V a 5V cinese a 5 Euro (te lo danno per 3A ma non prendercene più di 1,5A), il modulo WiFi che uso è un ESP12E comprato a 0.96 centesimi + Basetta da 1 Euro e quattro componenti in croce, però dato che il 3.3V per poter funzionare bene deve essere da almeno 300 mA non lo attacco di certo all'alimentatore a 3.3V della scheda di controllo che quando va bene te ne eroga 40mA essendo progettato per alimentare sensori e non "utilizzatori".
Però per fare questo devi "studiare" e leggere molto e fidarti il meno possibili di quelli che spergiurano che il modulo WiFi tal dei tali è una bomba (a 20 Euro al pezzo), poi guardi ad esempio un modulo da 20 Euro e ti accorgi che hanno fatto una magia con il convertitore di livello da 3.3V a 5V per gli ingressi della seriale con un diodo si segnale che usato in un certo modo ti polarizza l'interfaccia correttamente.
Poi usi lo stesso metodo per polarizzare a 12V il sensore di livello induttivo che non puoi alimentare a 5V dato che te lo danno da 6 a 18V e se lo usi a 5V poi non lamentarti se ti da risultati "erratici".
E di considerazioni simili ce ne sarebbero a iosa ma di discussioni simili su questo forum oramai se ne vedono poche, anche per configurare un firmware lo vogliono "già pronto ed adattato alla mia stampante" perché "sono un niubbo e non capisco nulla di queste cose".
Scusate lo sproloquio e Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 23, 2018 08:44AM |
Registered: 9 years ago Posts: 3,268 |
Si ok Onekk, come detto hai ragione sulla possibile disparità di due temperature lette da due sensori dello stesso tipo, ed è giusto tenerlo a mente, ma stiamo uscendo dalla questione di fondo che è:
"Come si stampa il PETG?", in particolare "come Filofilato può risolvere i problemi di stampa del suo PETG"?
Trovato un range di temperature accettabile, a cui il PETG di Filofilato viene correttamente estruso dal suo hotend, come ovviare ai problemi che riscontra?
Finora c'è una sola regola che vale con il PETG: stampare piano, per le mie prove se si va oltre i 40mm/s sono problemi, anche se immagino che con stampanti diverse e altri hotend si possa salire un po.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
"Come si stampa il PETG?", in particolare "come Filofilato può risolvere i problemi di stampa del suo PETG"?
Trovato un range di temperature accettabile, a cui il PETG di Filofilato viene correttamente estruso dal suo hotend, come ovviare ai problemi che riscontra?
Finora c'è una sola regola che vale con il PETG: stampare piano, per le mie prove se si va oltre i 40mm/s sono problemi, anche se immagino che con stampanti diverse e altri hotend si possa salire un po.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 23, 2018 11:39AM |
Registered: 5 years ago Posts: 58 |
Se stampare piano è un must per il PETG confermo anche anche per me risolve molti dei problemi.
Sto anche cercando di caricare il FW Marlin originale sia per vedere se migliora la situazione PETG sia per fare esperienza.
(Ho aperto un post nella sezioneFW pe qualche dubbio)
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
Sto anche cercando di caricare il FW Marlin originale sia per vedere se migliora la situazione PETG sia per fare esperienza.
(Ho aperto un post nella sezioneFW pe qualche dubbio)
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
|
Re: Problema esttusore con Petg November 24, 2018 06:03AM |
Registered: 6 years ago Posts: 1,059 |
Scusate lo sproloquio, infatti era "off Topic".
Beh io per ora stampo solo con ABS (il PLA non ne vuole sapere di estrudersi correttamente nell'HE usato per l'ABS).
Infatti ora mi sto rifacendo in FreeCAD il disegno di un porta Hotend per poter usare un HE nuovo per il PLA.
Per esperienza il Polietilene tiene bene il calore, in genere uso fondere le estremità delle corde in PE per evitare sfilacciamenti e anche se aspetto qualche "secondo" poi mi scotto sempre le dita perché la parte esterna è solida ma l'interno è ancora liquido e ustionante.
Ovviamente con la stampa 3D c'entra poco, ma pur sempre di "plastica fusa" si tratta.
Andando piano dai più tempo alla parte estrusa di raffreddarsi "bene" anche all'interno ed è probabilmente per quello che viene meglio.
sarebbe da vedere se diminuendo lo "spessore del layer" cioè la quantità di plastica che "deve raffreddarsi" si può aumentare e in che misura la velocità di estrusione oppure se dando una leggera raffreddata (cioè accendendo al minimo la ventola di raffreddamento materiale) si possono aumentare le velocità della macchina.
Purtroppo data la costruzione delle ventole la velocità minima non è facilmente controllabile, perché c'è un minimo di PWM che devi dare per farle girare in genere dal 30% in su altrimenti non parte.
Ai tempi avevo fatto alcune esperimenti e avevo visto che però sarebbe possibile farle partire che so al 35% e poi diminuire anche al 27-28% una volta che girano, ma alcune ventole sotto una certa velocità diventavano "rumorose".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Beh io per ora stampo solo con ABS (il PLA non ne vuole sapere di estrudersi correttamente nell'HE usato per l'ABS).
Infatti ora mi sto rifacendo in FreeCAD il disegno di un porta Hotend per poter usare un HE nuovo per il PLA.
Per esperienza il Polietilene tiene bene il calore, in genere uso fondere le estremità delle corde in PE per evitare sfilacciamenti e anche se aspetto qualche "secondo" poi mi scotto sempre le dita perché la parte esterna è solida ma l'interno è ancora liquido e ustionante.
Ovviamente con la stampa 3D c'entra poco, ma pur sempre di "plastica fusa" si tratta.
Andando piano dai più tempo alla parte estrusa di raffreddarsi "bene" anche all'interno ed è probabilmente per quello che viene meglio.
sarebbe da vedere se diminuendo lo "spessore del layer" cioè la quantità di plastica che "deve raffreddarsi" si può aumentare e in che misura la velocità di estrusione oppure se dando una leggera raffreddata (cioè accendendo al minimo la ventola di raffreddamento materiale) si possono aumentare le velocità della macchina.
Purtroppo data la costruzione delle ventole la velocità minima non è facilmente controllabile, perché c'è un minimo di PWM che devi dare per farle girare in genere dal 30% in su altrimenti non parte.
Ai tempi avevo fatto alcune esperimenti e avevo visto che però sarebbe possibile farle partire che so al 35% e poi diminuire anche al 27-28% una volta che girano, ma alcune ventole sotto una certa velocità diventavano "rumorose".
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 24, 2018 12:20PM |
Registered: 9 years ago Posts: 3,268 |
Io non credo che la lentezza necessaria col petg derivi dalla tendenza a raffreddarsi lentamente del materiale stesso, piuttosto dalla sua viscosità.
Se si va veloci non estrude, non è che collassa (almeno nel mio caso).
La ventola di solito viene indicato di evitarla, o al massimo di tenerla al minimo.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Se si va veloci non estrude, non è che collassa (almeno nel mio caso).
La ventola di solito viene indicato di evitarla, o al massimo di tenerla al minimo.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 25, 2018 08:12AM |
Registered: 6 years ago Posts: 1,059 |
Quindi secondo le tue impressini è che essendo più "pastoso" tende a scorrere "più difficilmente" nell'estrusore?
In questo caso non saprei, in effetti il materiale ha una certa granulosità, quando lo lavori alla CNC tende a fare trucioli abbastanza "particolari", tiene conto che usano il PEHD (Polietilene ad Alta densità) che è un "parente" del Polietile Tereftalato (PET) il G è la modifica di una parte della catena con del Gllicole (non so che base abbia il glicole però su internet delle indicazioni si trovano) il glicole viene aggiunto per ottenere caratteristiche particolari , forse appunto una maggiore scorrevolezza negli stampi delle bottiglie di plastica dove la "provetta originale" deve gonfiarsi per aderire nello stampo. Il tappo delle bottiglie invece è fatto di PE puro.
Su Wikipedia, ancorché non sia una cosa "scientifica" ci sono soprattutto in quella inglese delle pagine interessanti.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
In questo caso non saprei, in effetti il materiale ha una certa granulosità, quando lo lavori alla CNC tende a fare trucioli abbastanza "particolari", tiene conto che usano il PEHD (Polietilene ad Alta densità) che è un "parente" del Polietile Tereftalato (PET) il G è la modifica di una parte della catena con del Gllicole (non so che base abbia il glicole però su internet delle indicazioni si trovano) il glicole viene aggiunto per ottenere caratteristiche particolari , forse appunto una maggiore scorrevolezza negli stampi delle bottiglie di plastica dove la "provetta originale" deve gonfiarsi per aderire nello stampo. Il tappo delle bottiglie invece è fatto di PE puro.
Su Wikipedia, ancorché non sia una cosa "scientifica" ci sono soprattutto in quella inglese delle pagine interessanti.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 25, 2018 03:58PM |
Registered: 5 years ago Posts: 58 |
Ciao a tutti.
Finora mi sono concentrato sulla temperatura e sulla velocità.
Ho sempre stampato con ventilazione accesa.
Proverò a spegnerlo.
Ho caricato ieri una versione di Marylin preparata da un utente di thingivrrse,
Ora 240 gradi e 40mm/s non ho quasi perdite di passo dellestrusore.
Possibile che il firmware abbia modificato qualcosa relativamente al driver? Io nelle configurazioni non sono riuscito a individuare nulla.
Faccio qualche prova senza ventola e aggiorno.
Notte filo
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
Finora mi sono concentrato sulla temperatura e sulla velocità.
Ho sempre stampato con ventilazione accesa.
Proverò a spegnerlo.
Ho caricato ieri una versione di Marylin preparata da un utente di thingivrrse,
Ora 240 gradi e 40mm/s non ho quasi perdite di passo dellestrusore.
Possibile che il firmware abbia modificato qualcosa relativamente al driver? Io nelle configurazioni non sono riuscito a individuare nulla.
Faccio qualche prova senza ventola e aggiorno.
Notte filo
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
|
Re: Problema esttusore con Petg November 26, 2018 03:42AM |
Registered: 9 years ago Posts: 3,268 |
Dipende da che versione di firmware avevi prima e quale hai adesso:
ad esempio: [www.marlinkimbra.it]
quindi ci sono stati cambiamenti anche importanti, per cui a volte non basta aggiornare il firmware con i dati vecchi, alcune volte è necessario aggiungerne alcuni o modificarli.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
ad esempio: [www.marlinkimbra.it]
quindi ci sono stati cambiamenti anche importanti, per cui a volte non basta aggiornare il firmware con i dati vecchi, alcune volte è necessario aggiungerne alcuni o modificarli.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg November 26, 2018 07:41AM |
Registered: 6 years ago Posts: 1,059 |
Sembrerebbe che una delle ultime versioni di Marlin siano state "migliorate" alcune routine di pilotaggio, ovviamente, non troverai differenze nei file di configurazione, ma nei file all'interno dei sorgenti cioè nel codice sorgente.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Problema esttusore con Petg November 27, 2018 09:43AM |
Registered: 5 years ago Posts: 58 |
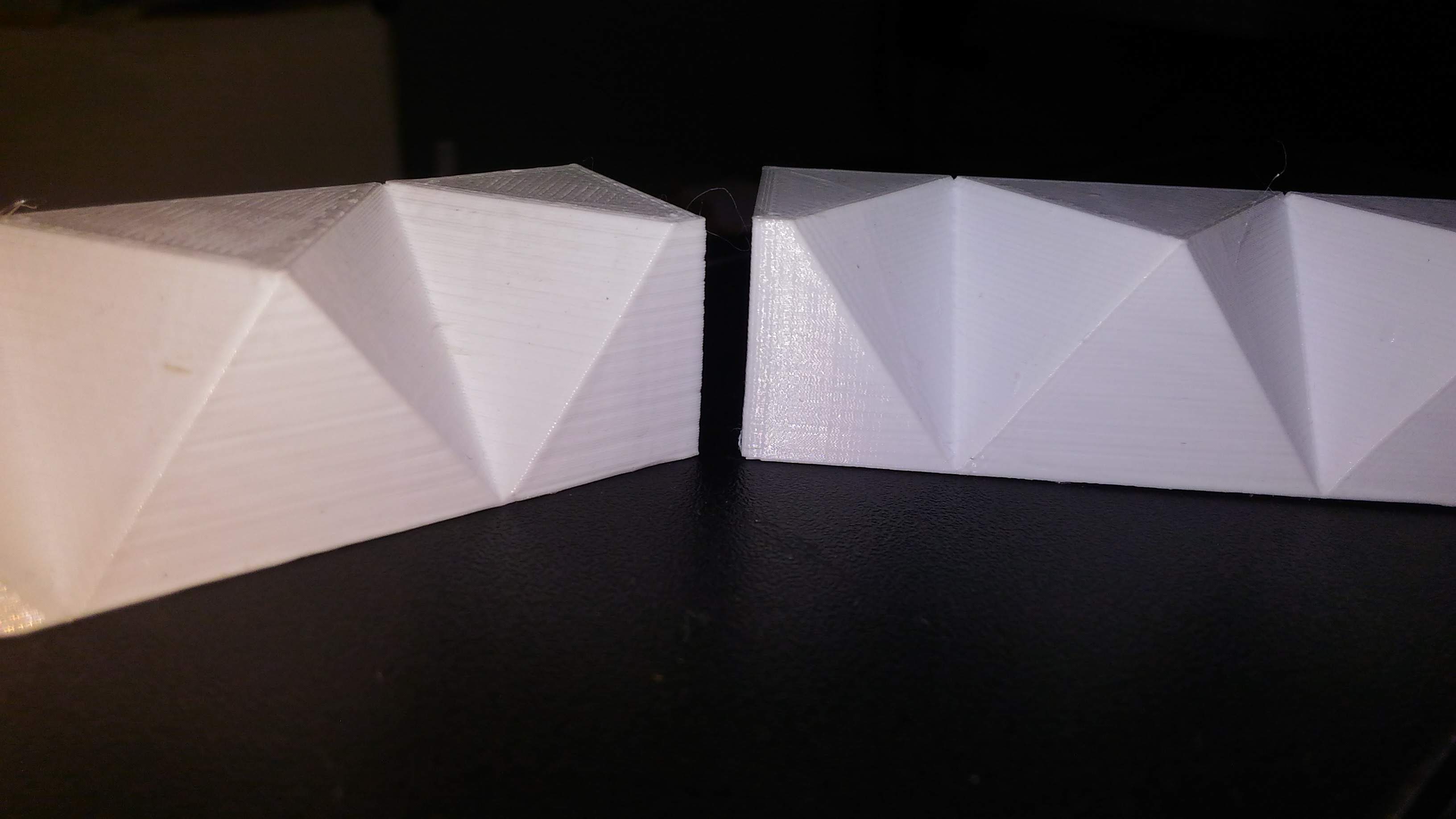
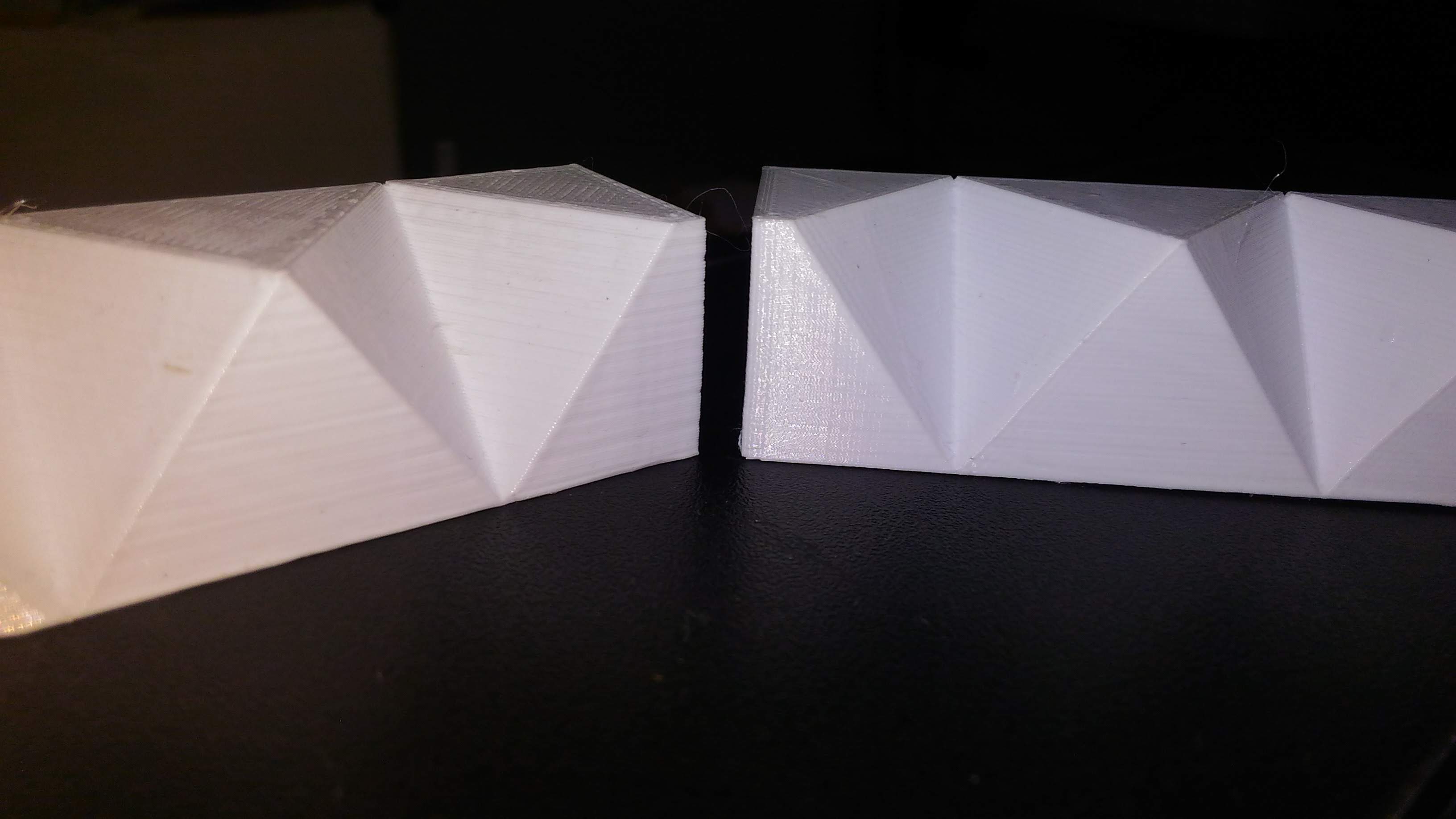
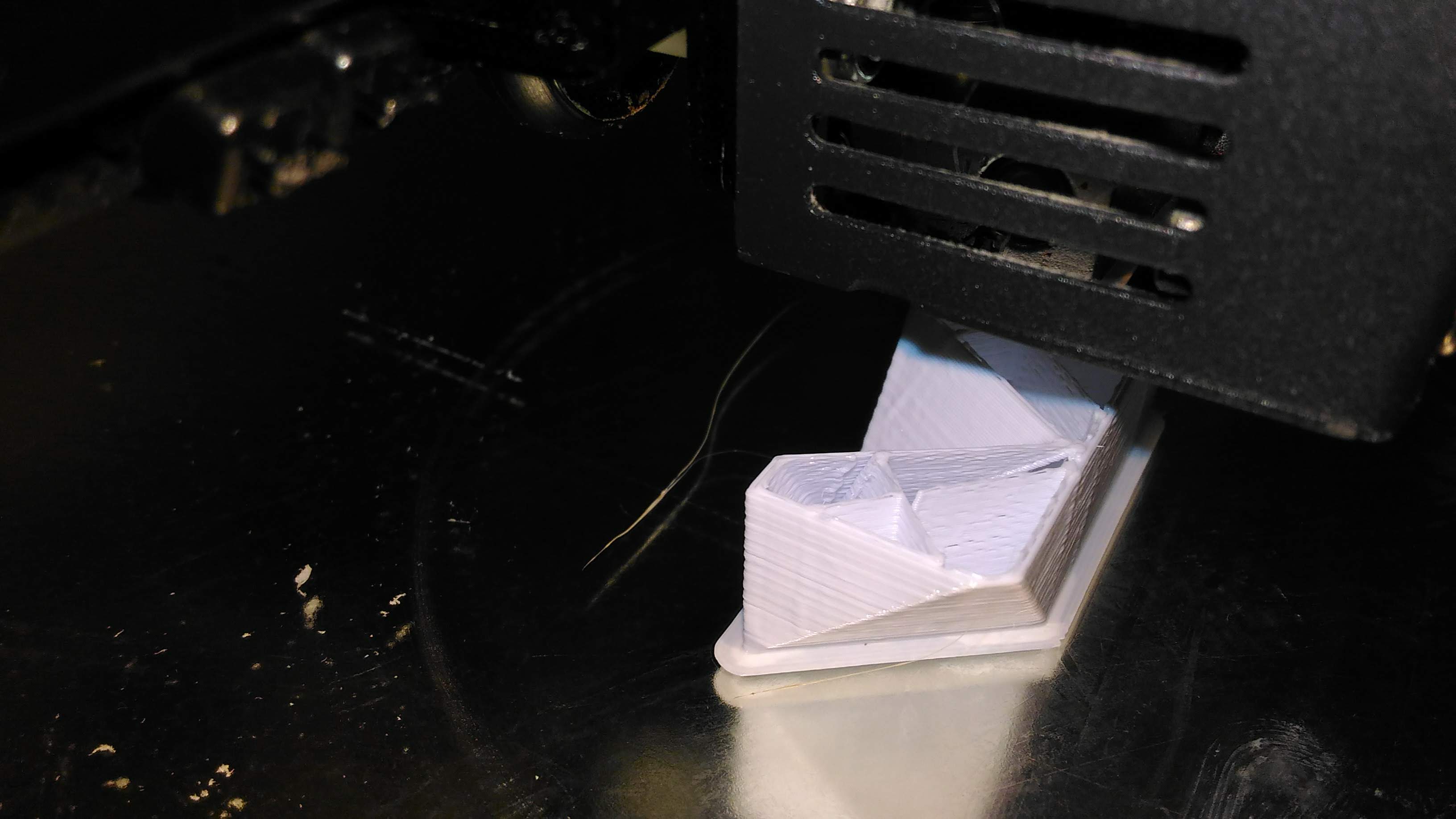
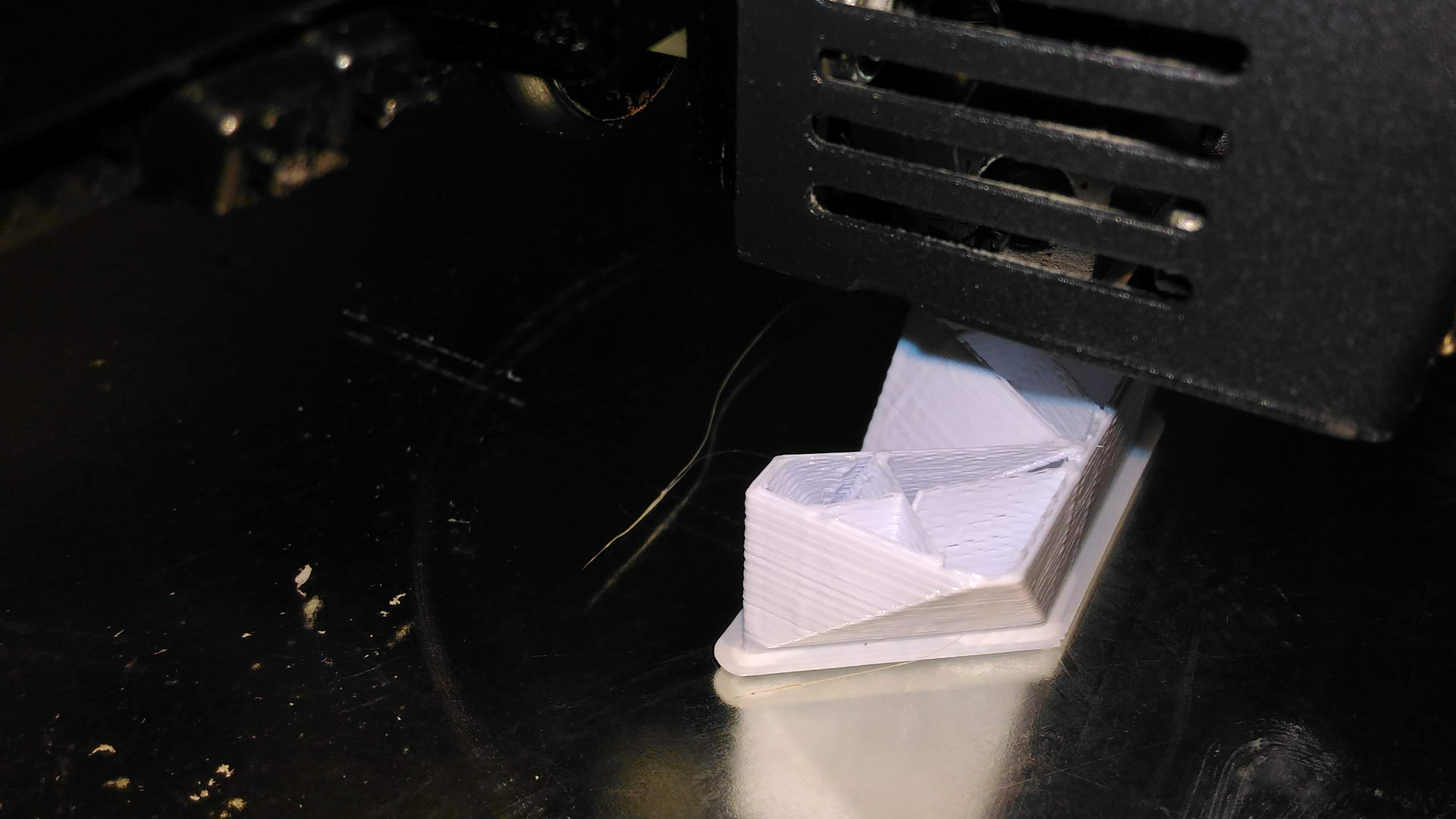
Provo a riassumere la mia esperienza col PETG.
Inizialmente ho usato il firmware originale della Anet E12 e avevo grossi problemi di perdita passo del motore dell'estrusore.
In pratica riuscivo a stampare solo portando la temperatura a 250° e la velocità a 40 mm/s, anche in queste condizioni il motore perdeva passi spesso, diciamo uno scatto ogni 2-3 secondi.
Salendo in velocità o scendendo in temperatura la situazione peggiorava con qualità di stampa inaccettabile.
Avrei voluto regolare la Vref del motore dell'estrusore ma la mia scheda Anet V1-5 non ha i potenziometri (solo per le Z).
Ho poi installato il FW personalizzato per la E12 preso dal sito della TH3D che è una personalizzazione del marlin e con quello la situazione è migliorata ma il problema non è sparito.
In ultimo ho installato la versione 1.1.9 Marlin personalizzata da un utente di thingiverse.
Ora stampando con i parametri suddetti il problema non si presenta più (solo pochissimo se il primo layer è troppo schiacciato).
Non ho capito se e come nelle varie versioni di FW possano essere stati modificati dei parametri dei motori (coppia corrente).
Va detto anche che non ho mai potuto verificare la temperatura con un termometro esterno e che non so quale sensore fosse configurato nel FW originale per cui potrebbe anche darsi che ora, col nuovo FW, io stia stampando a temperatura più alta.
Ora però la qualità mi sembra buona.
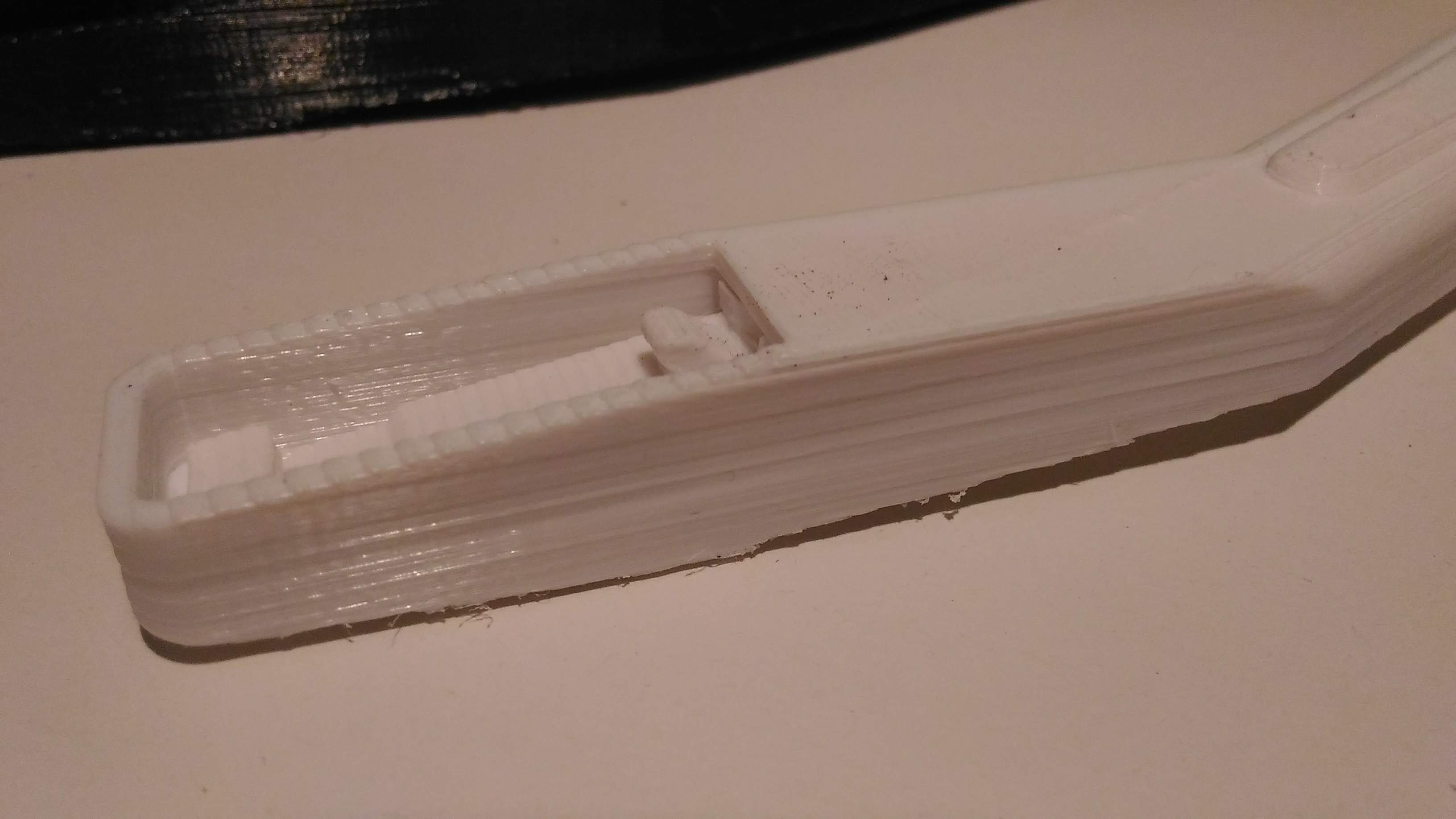
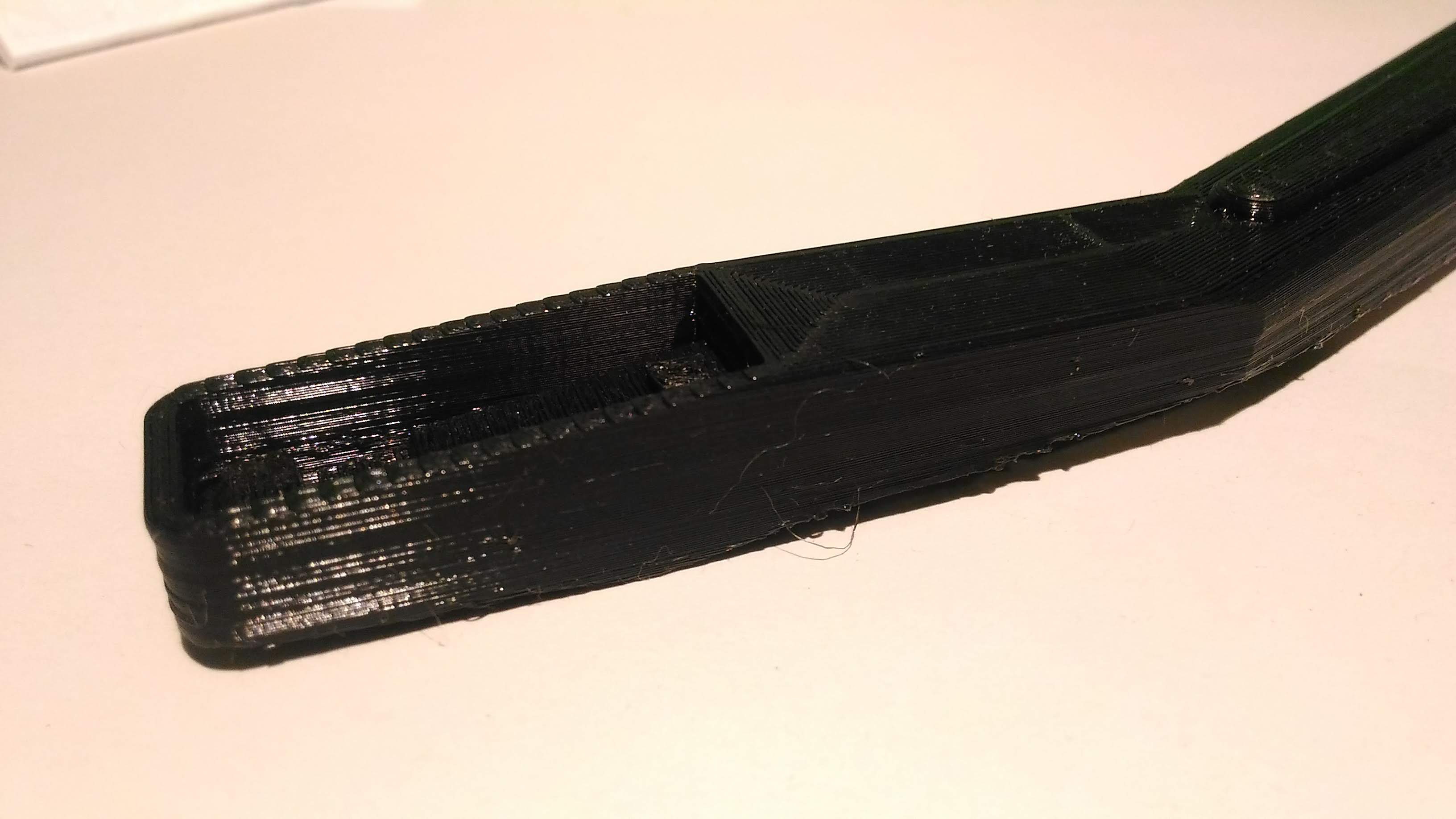
Inoltre devo dire che anche durante la stampa nella realizzazione del singolo layer il tutto sembra più pulito, la testina non lascia riccioli o altri detriti come prima, al massimo un paio di peletti.
Allego foto della situazione attuale , graditi commenti.
ciao
Filo
Edited 1 time(s). Last edit at 11/27/2018 09:45AM by filofilato.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
Inizialmente ho usato il firmware originale della Anet E12 e avevo grossi problemi di perdita passo del motore dell'estrusore.
In pratica riuscivo a stampare solo portando la temperatura a 250° e la velocità a 40 mm/s, anche in queste condizioni il motore perdeva passi spesso, diciamo uno scatto ogni 2-3 secondi.
Salendo in velocità o scendendo in temperatura la situazione peggiorava con qualità di stampa inaccettabile.
Avrei voluto regolare la Vref del motore dell'estrusore ma la mia scheda Anet V1-5 non ha i potenziometri (solo per le Z).
Ho poi installato il FW personalizzato per la E12 preso dal sito della TH3D che è una personalizzazione del marlin e con quello la situazione è migliorata ma il problema non è sparito.
In ultimo ho installato la versione 1.1.9 Marlin personalizzata da un utente di thingiverse.
Ora stampando con i parametri suddetti il problema non si presenta più (solo pochissimo se il primo layer è troppo schiacciato).
Non ho capito se e come nelle varie versioni di FW possano essere stati modificati dei parametri dei motori (coppia corrente).
Va detto anche che non ho mai potuto verificare la temperatura con un termometro esterno e che non so quale sensore fosse configurato nel FW originale per cui potrebbe anche darsi che ora, col nuovo FW, io stia stampando a temperatura più alta.
Ora però la qualità mi sembra buona.
Inoltre devo dire che anche durante la stampa nella realizzazione del singolo layer il tutto sembra più pulito, la testina non lascia riccioli o altri detriti come prima, al massimo un paio di peletti.
Allego foto della situazione attuale , graditi commenti.
ciao
Filo
Edited 1 time(s). Last edit at 11/27/2018 09:45AM by filofilato.
Saluti Filo
tra le altre modellista, programmatore in erba dai tempi dell zx81 ( tradisco la mia età) e dilettante nella programmazione in java (android),
appassionato in riparazione e restauro di oggetti vintage come Flipper e JukeBox ,
Stampante Anet E12
Firmware Marlin TH3D ugello 0,4 filo 1,75
|
Re: Problema esttusore con Petg November 27, 2018 10:49AM |
Registered: 9 years ago Posts: 3,268 |
Di che marca è il Petg che usi?
Per le differenze tra firmware basta che siano stati variati i valori delle accelerazioni o simili per ottenere risultati diversi. Probabilmente l'estrusore va leggermente più lento e non perde più passi.
Per il termistore usato basta aprire il firmware con arduino ide e leggere il tipo indicato. Forse si può fare anche da gcode.
Tra l'altro i passi dell'estrusore andrebbero calcolati, non so quanto siano affidabili i valori presi da un'altra stampante uguale/simile.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Per le differenze tra firmware basta che siano stati variati i valori delle accelerazioni o simili per ottenere risultati diversi. Probabilmente l'estrusore va leggermente più lento e non perde più passi.
Per il termistore usato basta aprire il firmware con arduino ide e leggere il tipo indicato. Forse si può fare anche da gcode.
Tra l'altro i passi dell'estrusore andrebbero calcolati, non so quanto siano affidabili i valori presi da un'altra stampante uguale/simile.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Problema esttusore con Petg December 04, 2018 05:29AM |
Registered: 8 years ago Posts: 32 |
Scusate se mi intrometto, ma se prima con pla non scattava e ora con petg scatta, l'unica cosa è troppa estrusione o temp bassa.
io stampo il petg a 220 , a volte devo abbassare la percentuale di flusso perchè appunto scatta.
poi se vref e altri parametri non sono settati bene ci può stare ,ma sono cose che dovrebbero essere fatte da subito
ci sono un sacco di guide su come settare vref, quantità di filo estruso, regolazione del flusso ecc
Stampante stile prusa i3 autocostruita
Arduino Mega+Ramps+DRV8825+blTouch+all metal' hotends+nextion4.3
Firmware Kimbriano
io stampo il petg a 220 , a volte devo abbassare la percentuale di flusso perchè appunto scatta.
poi se vref e altri parametri non sono settati bene ci può stare ,ma sono cose che dovrebbero essere fatte da subito
ci sono un sacco di guide su come settare vref, quantità di filo estruso, regolazione del flusso ecc
Stampante stile prusa i3 autocostruita
Arduino Mega+Ramps+DRV8825+blTouch+all metal' hotends+nextion4.3
Firmware Kimbriano
|
Re: Problema esttusore con Petg December 05, 2018 07:15AM |
Registered: 9 years ago Posts: 3,268 |
Lo scatto o meno non dipende solo dalla temperatura di stampa, ma come detto sopra è collegata anche al tipo di filamento. Se il filamento ha delle proprietà diverse (più liscio, più oleoso, più fragile) l'estrusore tende a perdere passi più facilmente.
Poi spesso si preferisce stampare nella parte bassa del range di temperatura, quindi aumentare leggermente la vref o regolare meglio la molla dell'estrusore si preferisce rispetto ad aumentare la temperatura.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
Poi spesso si preferisce stampare nella parte bassa del range di temperatura, quindi aumentare leggermente la vref o regolare meglio la molla dell'estrusore si preferisce rispetto ad aumentare la temperatura.
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.