Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
GCODE, Software e Firmware
>
Topic
KISSLICER parametri per stampa
Posted by Fuma
|
KISSLICER parametri per stampa February 11, 2016 03:48PM |
Registered: 10 years ago Posts: 101 |
Ciao a tutti,
dopo una ventina di ore deludenti con kisslicer sono tornato alle origini con un pezzo di prova.
Sento che se ne è parlato bene per quanto riguarda i supporti e il doppio estrusore(versione pro) e vorrei arrivare ad una buona impostazione.
*Ho ritarato i passi estrusore per essere sicuro della quantità di volume estruso
*Ho immesso i valori del diametro filo dopo averlo controllato con il calibro, il filo è 1.65
*Estrusore bodwen di mio disegno/costruzione, fino a 250 300 mm/min su pronterface lavora in modo fluido
Pro:
ad un primo approccio sembra veloce senza percorsi strani, è abbastanza fluido
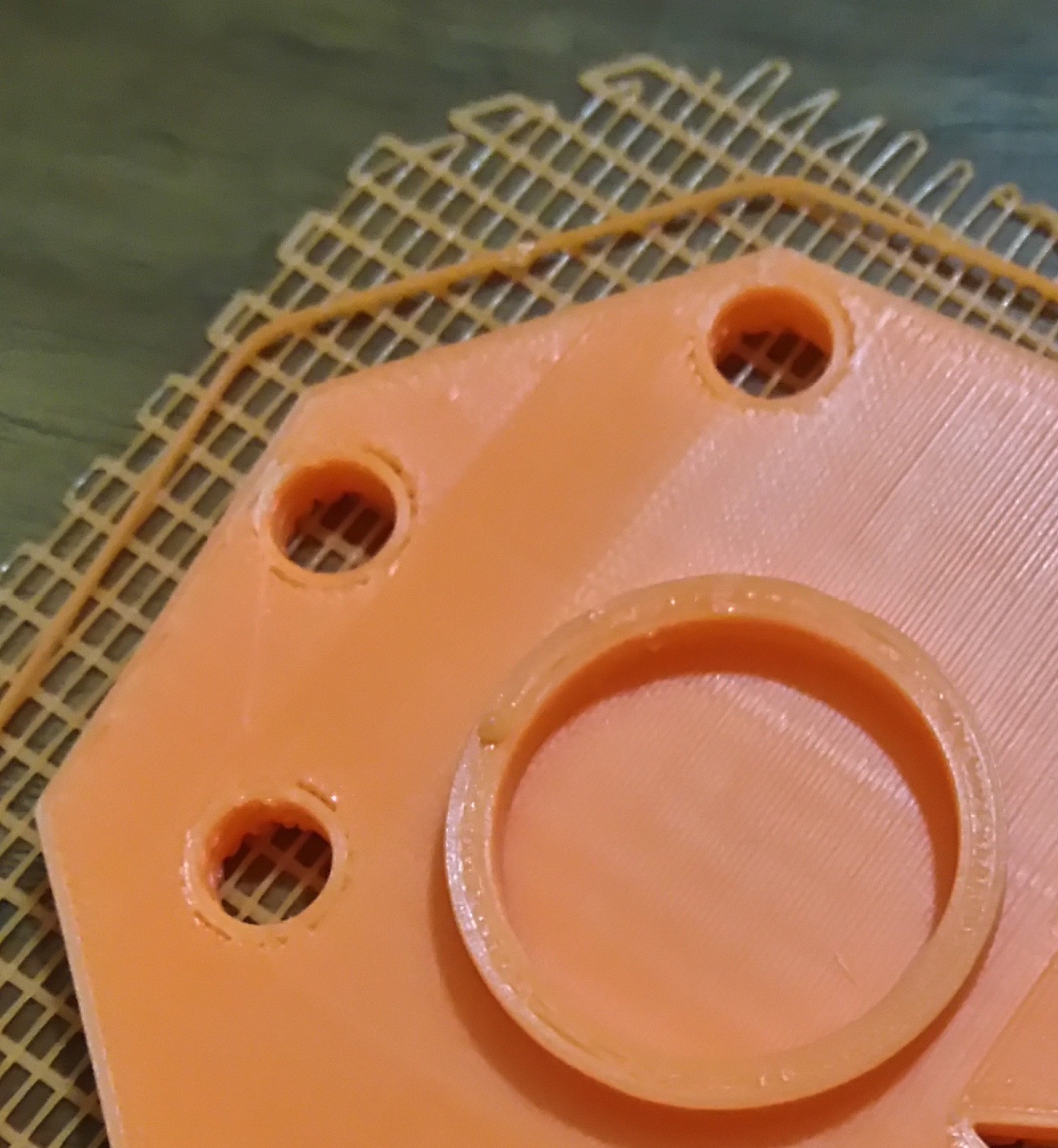
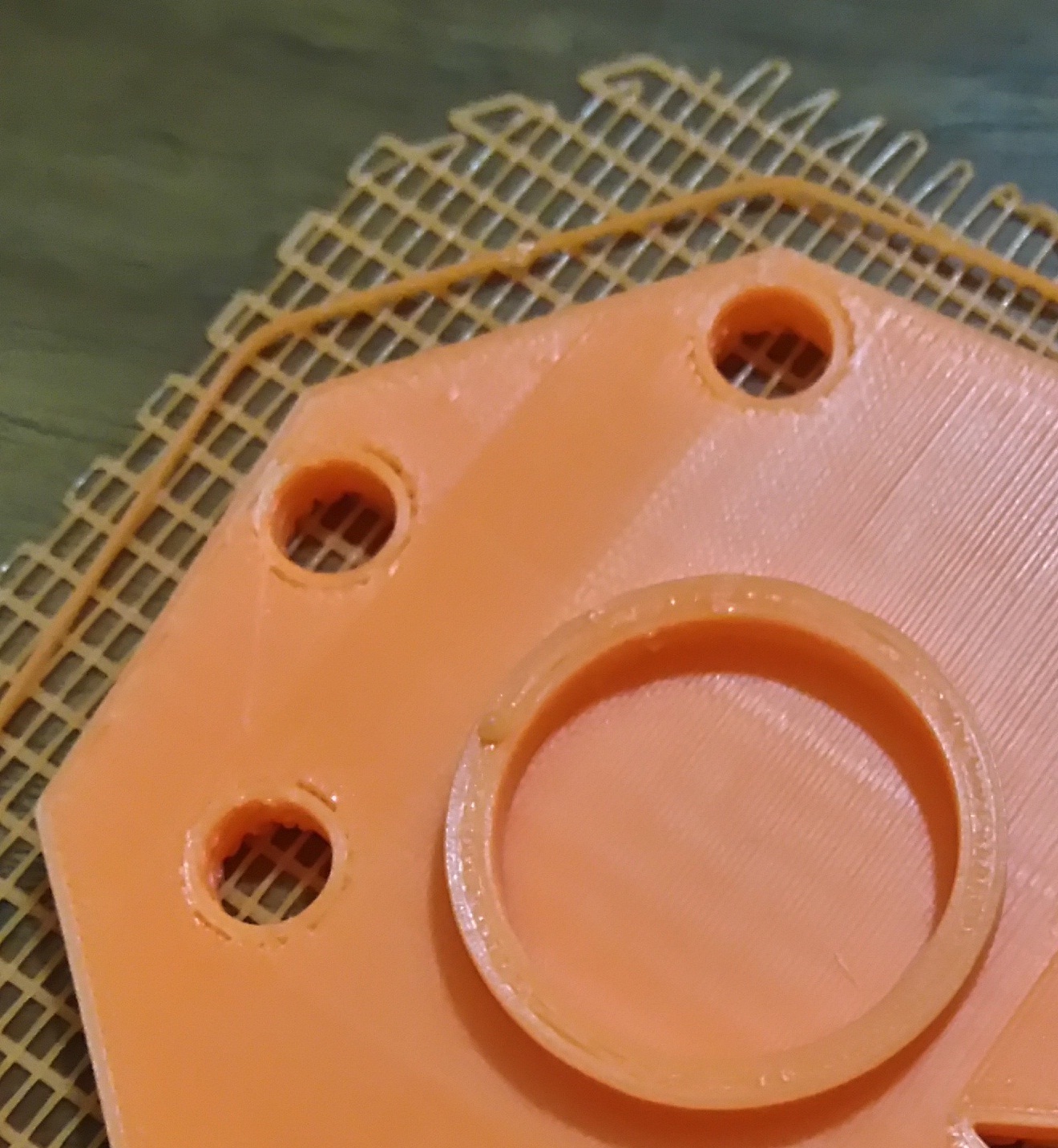
Allego le ultime stampe fatte con il raft.
i difetti più grossi sono:
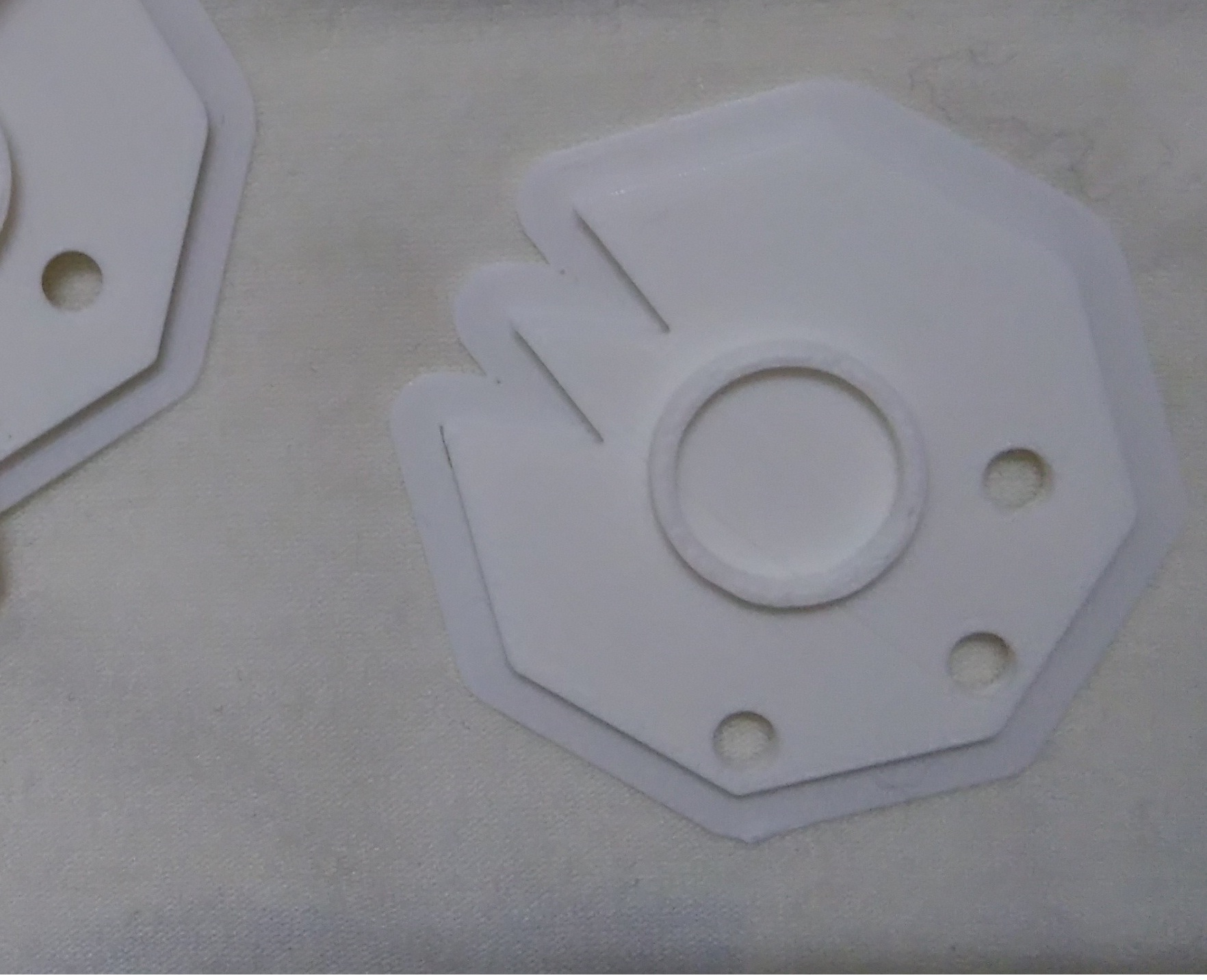
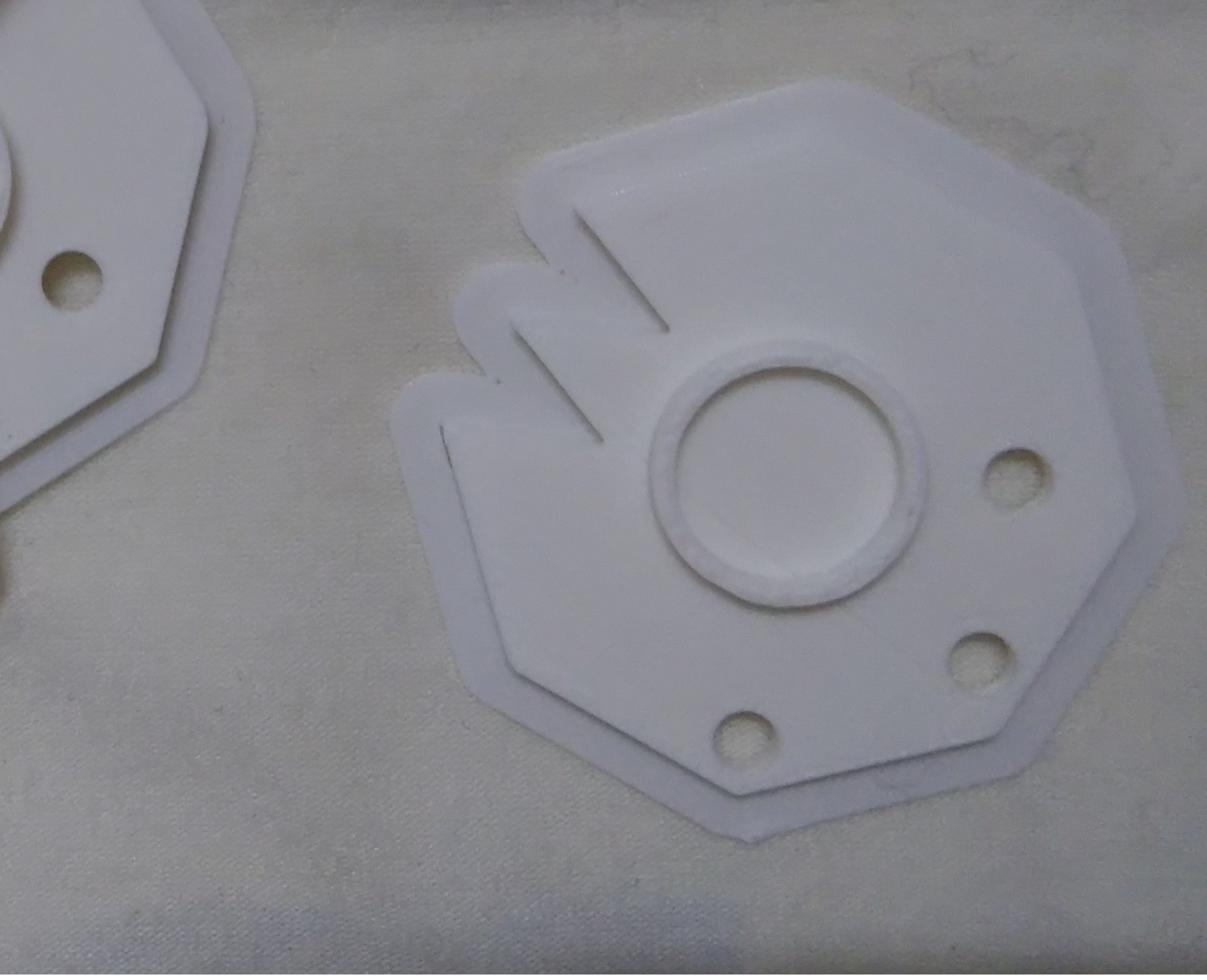
*manca materiale intorno ai cerchi, ma negli spigoli invece è ok
*il fondo del pezzo, dopo svariate prove si stacca e non è da buttare anche se si può migliorare
Qualcuno di voi sà darmi qualche consiglio per le impostazioni o sono uno dei pochi che vuole usare questo sofware?
Grazie in anticipo
dopo una ventina di ore deludenti con kisslicer sono tornato alle origini con un pezzo di prova.
Sento che se ne è parlato bene per quanto riguarda i supporti e il doppio estrusore(versione pro) e vorrei arrivare ad una buona impostazione.
*Ho ritarato i passi estrusore per essere sicuro della quantità di volume estruso
*Ho immesso i valori del diametro filo dopo averlo controllato con il calibro, il filo è 1.65
*Estrusore bodwen di mio disegno/costruzione, fino a 250 300 mm/min su pronterface lavora in modo fluido
Pro:
ad un primo approccio sembra veloce senza percorsi strani, è abbastanza fluido
Allego le ultime stampe fatte con il raft.
i difetti più grossi sono:
*manca materiale intorno ai cerchi, ma negli spigoli invece è ok
*il fondo del pezzo, dopo svariate prove si stacca e non è da buttare anche se si può migliorare
Qualcuno di voi sà darmi qualche consiglio per le impostazioni o sono uno dei pochi che vuole usare questo sofware?
Grazie in anticipo
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: KISSLICER parametri per stampa February 13, 2016 03:34AM |
Registered: 12 years ago Posts: 4,555 |
come vedi..... sei uno dei "pochi"...... purtroppo Kisslicer è un programma nato con una interfaccia decisamente poco "user friendly", è stato più o meno abbandonato dal suo creatore per un annetto circa, e per di più ha anche un costo di licenza se usi la versione "multiestrusore"...... questi sostanzialmente i motivi dello scarsissimo "appeal" in questo ambiente....
Poi però so che è un ottimo programma che viene usato anche da 3NTR che fa stampanti "professionali"....... però che sappia io è l'unico.......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Poi però so che è un ottimo programma che viene usato anche da 3NTR che fa stampanti "professionali"....... però che sappia io è l'unico.......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: KISSLICER parametri per stampa February 13, 2016 11:02AM |
Registered: 11 years ago Posts: 514 |
Ciao DavideIEC,
"per di piu' ha un costo di licenza multiestrusore" - c'e' gente che e' passata con molta soddisfazione a Kisslicer *scendendo* da programmi che costano ben di piu' e di cui NON esiste demo....
Il vero problema di KS e' l'interfaccia poco moderna - ma nulla in giro funziona altrettanto bene quando si parla di generazione supporti e/o stampa multiestrusore.
:-)
Venendo al problema dell'amico:
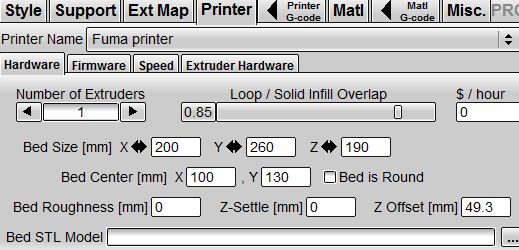
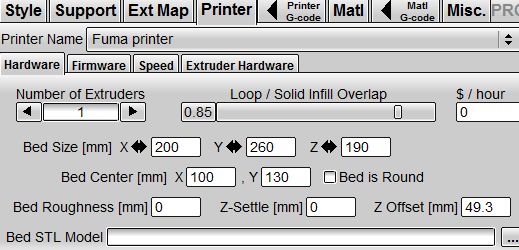
1) il sormonto bordi/infill lo regoli con l'apposito cursore nel tab "stampante/Hardware"
2) il distacco del fondo dal supporto lo aiuti accendendo il brim
3) 300mm/min = 5 mm/secondo ? Dovresti avere delle stampe mostruosamente belle...oppure intendevi 300mm/sec ? Se e' la seconda ipotesi temo che sia ben difficile avere buona qualita'.
4) Non so che materiale tu stia stampando, ma la ventola potrebbe aiutarti nel distacco.
Salute
Davide
==============================
no toys here...sorry
"per di piu' ha un costo di licenza multiestrusore" - c'e' gente che e' passata con molta soddisfazione a Kisslicer *scendendo* da programmi che costano ben di piu' e di cui NON esiste demo....
Il vero problema di KS e' l'interfaccia poco moderna - ma nulla in giro funziona altrettanto bene quando si parla di generazione supporti e/o stampa multiestrusore.
:-)
Venendo al problema dell'amico:
1) il sormonto bordi/infill lo regoli con l'apposito cursore nel tab "stampante/Hardware"
2) il distacco del fondo dal supporto lo aiuti accendendo il brim
3) 300mm/min = 5 mm/secondo ? Dovresti avere delle stampe mostruosamente belle...oppure intendevi 300mm/sec ? Se e' la seconda ipotesi temo che sia ben difficile avere buona qualita'.
4) Non so che materiale tu stia stampando, ma la ventola potrebbe aiutarti nel distacco.
Salute
Davide
==============================
no toys here...sorry
|
Re: KISSLICER parametri per stampa February 14, 2016 04:39AM |
Registered: 12 years ago Posts: 4,555 |
eheheh..... lo sapevo che parlare di kisslicer avrebbe risvegliato il buon Davide 3NTR.....
Si, lo so che kisslicer è un ottimo software a livello "computazionale" ma purtroppo ne abbiamo già parlato tanto...... e siam sempre li..... non basta per farne un programma "vincente"..... purtroppo al momento risulta sempre "ostico" e di miglioramenti nella struttura e nell'interfaccia...... nada....... e non parlo dell'anziana cantante naturalmente.....
Lo sai, mi conosci, sai che sono abbastanza testardo..... ma quel software è riuscito a "fiaccarmi"..... a volte lo apro...... mi sembra di tornare indietro nel tempo a quando diventavo "blu" dalla rabbia con skeinforge..... al che lo richiudo all'istante........
Edited 1 time(s). Last edit at 02/14/2016 04:40AM by immaginaecrea.
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Si, lo so che kisslicer è un ottimo software a livello "computazionale" ma purtroppo ne abbiamo già parlato tanto...... e siam sempre li..... non basta per farne un programma "vincente"..... purtroppo al momento risulta sempre "ostico" e di miglioramenti nella struttura e nell'interfaccia...... nada....... e non parlo dell'anziana cantante naturalmente.....
Lo sai, mi conosci, sai che sono abbastanza testardo..... ma quel software è riuscito a "fiaccarmi"..... a volte lo apro...... mi sembra di tornare indietro nel tempo a quando diventavo "blu" dalla rabbia con skeinforge..... al che lo richiudo all'istante........
Edited 1 time(s). Last edit at 02/14/2016 04:40AM by immaginaecrea.
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: KISSLICER parametri per stampa February 14, 2016 10:53AM |
Registered: 10 years ago Posts: 101 |
E si mi sà che kiss non è molto famoso.
Grazie a tutti i Davide
Allora:
1) ho trovato overlap e mettendolo a 1 è migliorato. Il problema che ho è sul fondo, dopo il distacco il primo layer risulta sempre un pò scarso. L'immagine 0 è il fondo dopo il distacco
2) ok ci provo
3) Sono i 300mm/min del filo 1.75 quando estrudo a vuoto da pronterface per intenerci sono ~ 12mm^3 al secondo. Quando stampo vado più piano era solo il valore di "capacità di estrusione"
4) Abs, ora passo al pla
Faccio un pò di prove e ritorno alla carica.
P.S. per quanto riguarda l'interfaccia penso sia vecchiotta ma sto vedendo che i tempi di stampa sono simili a cura
Grazie a tutti i Davide
Allora:
1) ho trovato overlap e mettendolo a 1 è migliorato. Il problema che ho è sul fondo, dopo il distacco il primo layer risulta sempre un pò scarso. L'immagine 0 è il fondo dopo il distacco
2) ok ci provo
3) Sono i 300mm/min del filo 1.75 quando estrudo a vuoto da pronterface per intenerci sono ~ 12mm^3 al secondo. Quando stampo vado più piano era solo il valore di "capacità di estrusione"
4) Abs, ora passo al pla
Faccio un pò di prove e ritorno alla carica.
P.S. per quanto riguarda l'interfaccia penso sia vecchiotta ma sto vedendo che i tempi di stampa sono simili a cura
|
Re: KISSLICER parametri per stampa February 16, 2016 12:24PM |
Registered: 9 years ago Posts: 19 |
Ciao, se posso darti una mano ti consiglierei :
Stile :
Hai un ugello da 0.35 ? Se è da 0.4, farai fatica a fare alcune parti con larghezza estrusione inferiore a 0.4, se è da 0.35 ok
Larghezza estrusione riempimento mettila a 0.5 o potrebbe crollarti ( a meno che non vai pianissimo )
Il gap a 1 è tanto, si potrebbero vedere le chiusure. Questo pezzo è quadrato e te le mette negli spigoli e non te ne accorgi
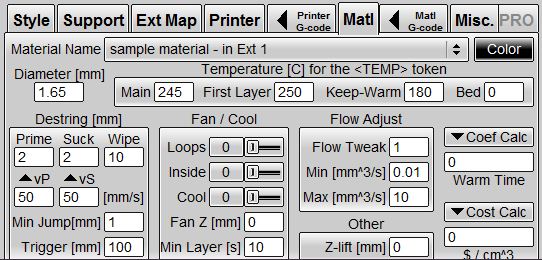
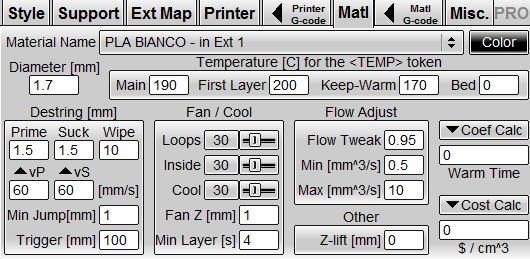
Matl :
La retrazione mi sembra poca, ma se funziona, meglio
Flusso minimo lo metterei almeno a 1 ( te ne accorgi solo quando stampi layer bassi, 0.1 0.05 )
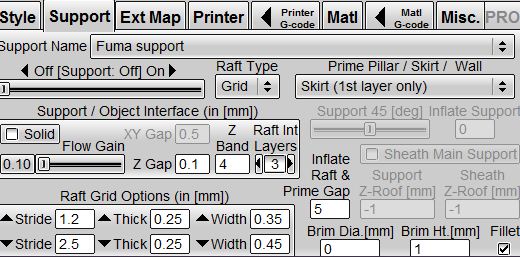
Support :
Occhio a mettere valori lontani da 1 nel flow gain, potrebbe schizzare alle stelle la velocità nei supporti !
Z band a 4 è esegerato, 1 è più che sufficiente .
Ciau
Edited 1 time(s). Last edit at 02/16/2016 12:26PM by sfiamma.
Stile :
Hai un ugello da 0.35 ? Se è da 0.4, farai fatica a fare alcune parti con larghezza estrusione inferiore a 0.4, se è da 0.35 ok
Larghezza estrusione riempimento mettila a 0.5 o potrebbe crollarti ( a meno che non vai pianissimo )
Il gap a 1 è tanto, si potrebbero vedere le chiusure. Questo pezzo è quadrato e te le mette negli spigoli e non te ne accorgi
Matl :
La retrazione mi sembra poca, ma se funziona, meglio
Flusso minimo lo metterei almeno a 1 ( te ne accorgi solo quando stampi layer bassi, 0.1 0.05 )
Support :
Occhio a mettere valori lontani da 1 nel flow gain, potrebbe schizzare alle stelle la velocità nei supporti !
Z band a 4 è esegerato, 1 è più che sufficiente .
Ciau
Edited 1 time(s). Last edit at 02/16/2016 12:26PM by sfiamma.
|
Re: KISSLICER parametri per stampa February 24, 2016 04:52PM |
Registered: 10 years ago Posts: 101 |
Ciao,
scusate il ritardo ma nelle prime prove avevo costruito un bowden con filo 1.75.Stampare stampa ma non mi sembra il massimo. Lo vedo meglio come sistema
con il filo da 3 che è più rigido, opinione mia naturalmente.
Sono tornato ad estrusore direct.
Dopo una decina di prove il pezzo esce come allegato, non malaccio anche se la parte circolare non soddisfa.
Faccio una stampa più impegnativa e vedo cosa esce.
PLA ventilato
Ugello 0.4
Sarò sincero alcuni valori proprio non li ho ancora capiti.
FAccio la stampa e in questi giorni porto avanti le prove con damande più dettagliate.
scusate il ritardo ma nelle prime prove avevo costruito un bowden con filo 1.75.Stampare stampa ma non mi sembra il massimo. Lo vedo meglio come sistema
con il filo da 3 che è più rigido, opinione mia naturalmente.
Sono tornato ad estrusore direct.
Dopo una decina di prove il pezzo esce come allegato, non malaccio anche se la parte circolare non soddisfa.
Faccio una stampa più impegnativa e vedo cosa esce.
PLA ventilato
Ugello 0.4
Sarò sincero alcuni valori proprio non li ho ancora capiti.
FAccio la stampa e in questi giorni porto avanti le prove con damande più dettagliate.
{kind=link}
{kind=link}
|
Re: KISSLICER parametri per stampa February 25, 2016 04:06PM |
Registered: 10 years ago Posts: 101 |
Grazie a tutti per le risposte
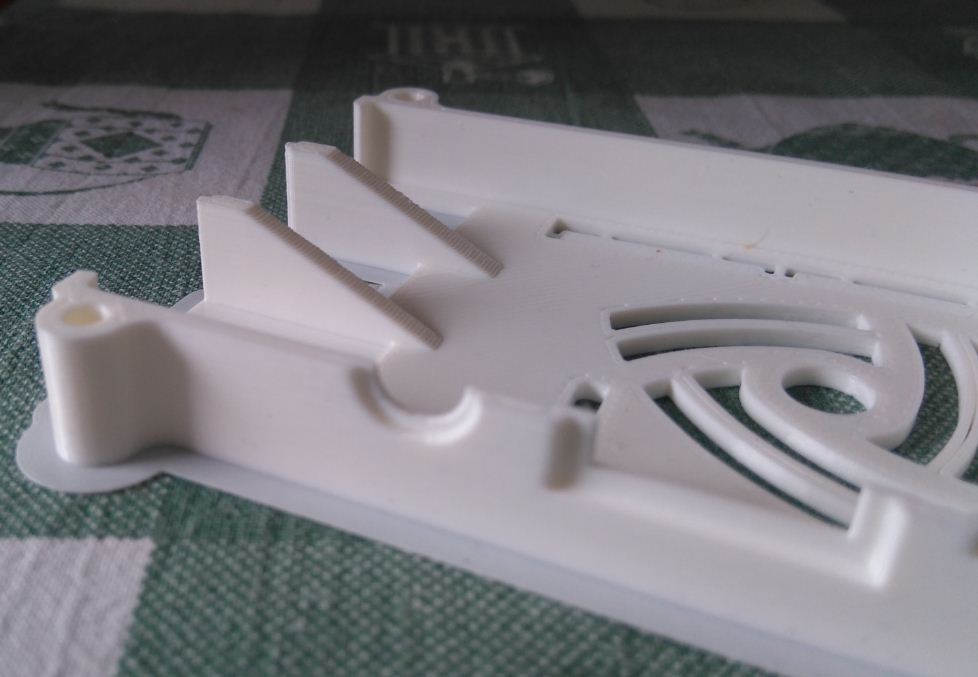
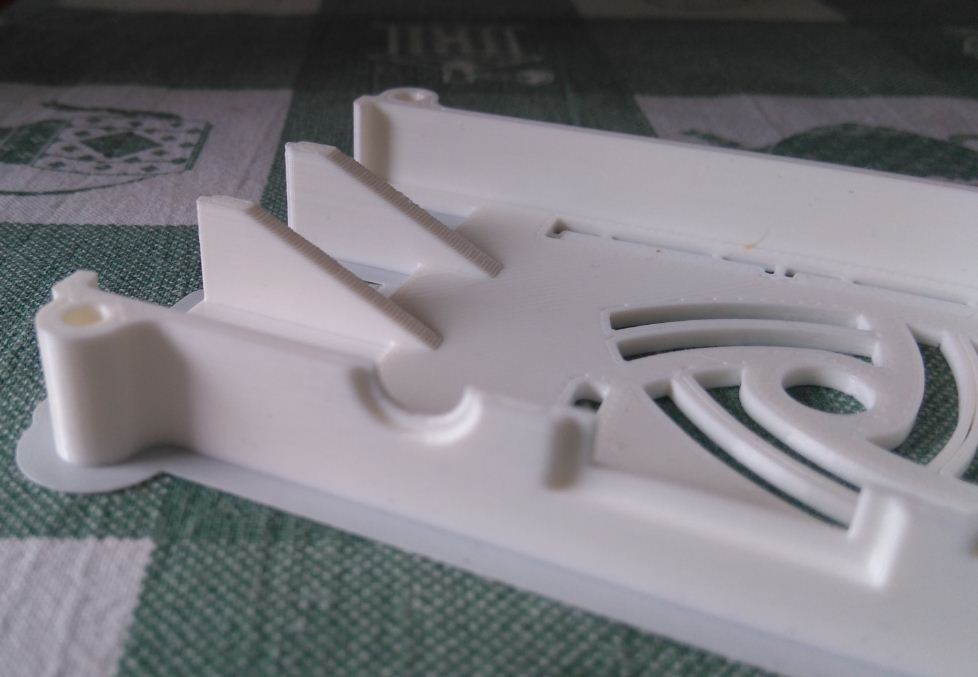
Ciao ho fatto ieri notte la stampa di una custodia,
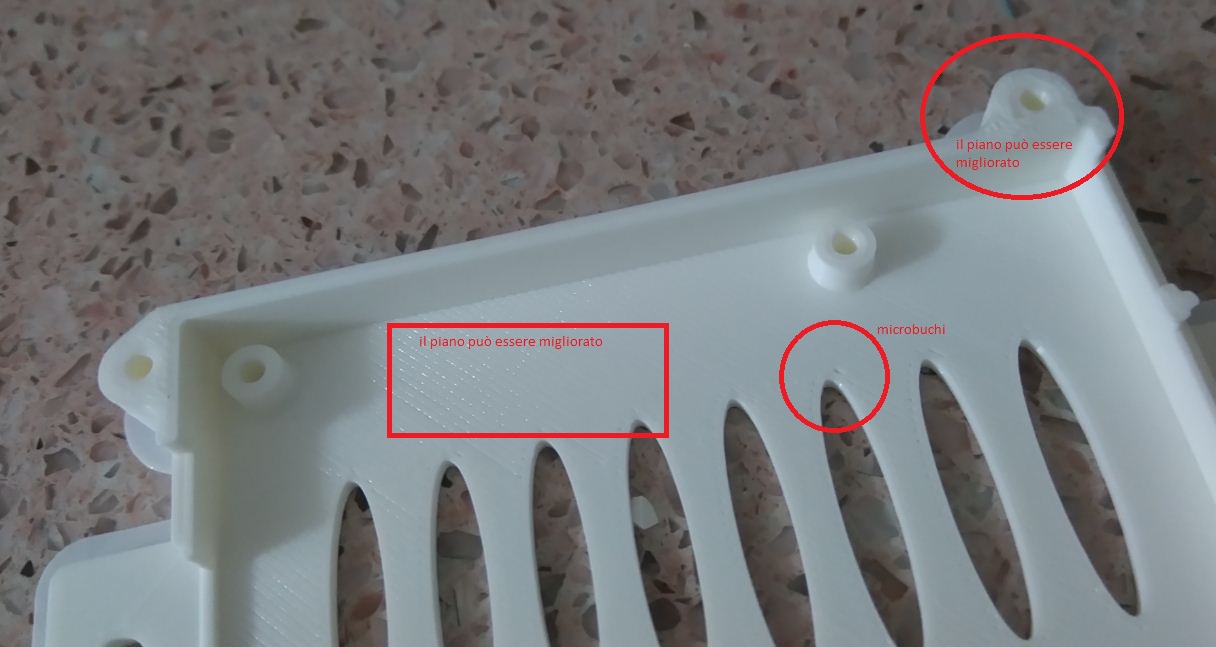
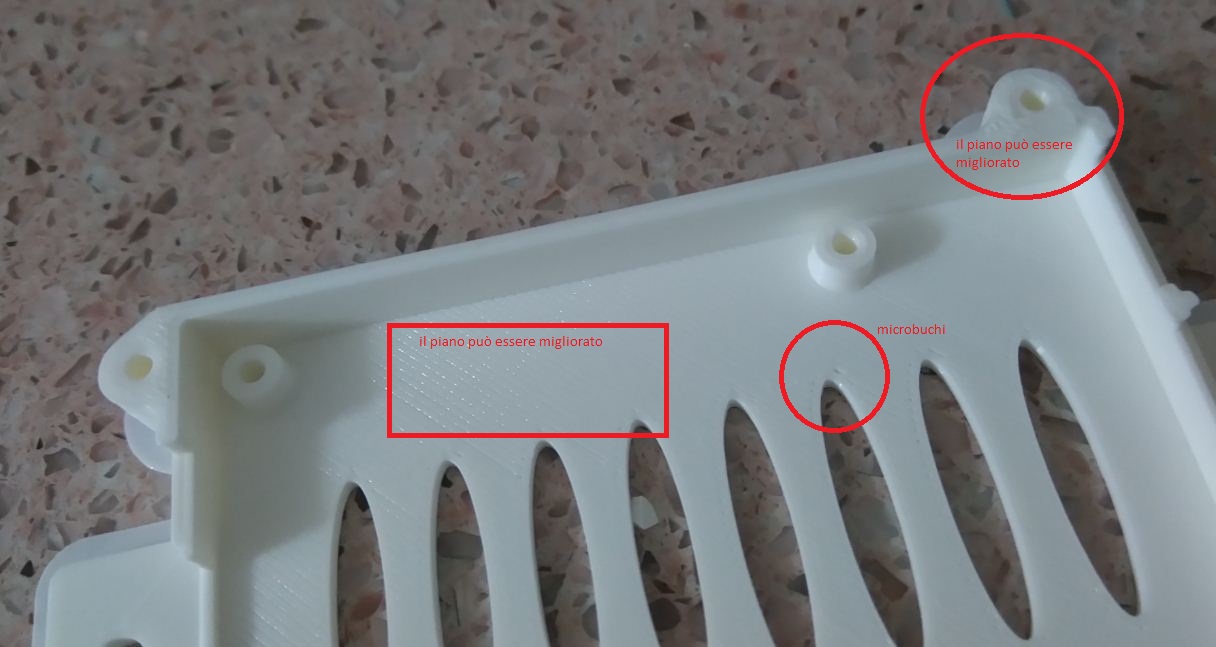
Il risultato non è male ma si possono migliorare ancora le finiture.
Miei pareri:
*fili per retraction sono assenti, questo è ok
*il piano non è ancora al massimo
*ci sono ancora dei microbuchi in corrispondenza delle chiusure
Vi chiedo di commentare e se potete farmi capire come migliorereste i difetti che ho indicato nelle foto
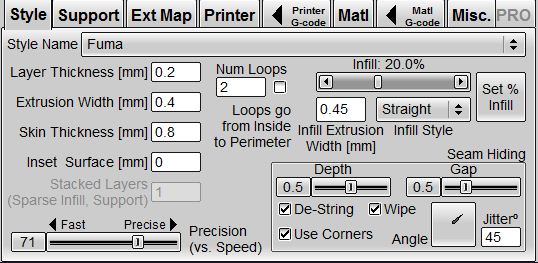
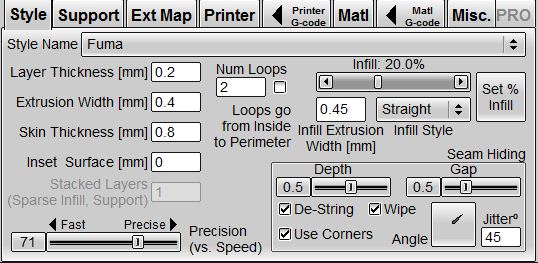
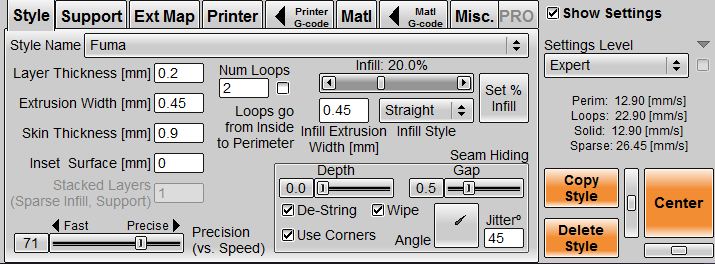
Allego i parametri.
Fiamma, prima dicevi che con lo 0.4 non era consigliabile uno 0.35 di width come mai?
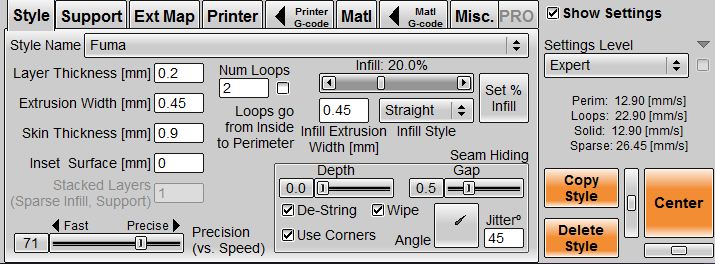
I parametri di style li vorrei approfondire con voi perchè, ho letto la guida, ma non li comprendo ancora bene. Soprattutto i depth e gap (nei suggerimenti è dato come 1=ideal...?)
Edited 1 time(s). Last edit at 02/25/2016 04:07PM by Fuma.
Ciao ho fatto ieri notte la stampa di una custodia,
Il risultato non è male ma si possono migliorare ancora le finiture.
Miei pareri:
*fili per retraction sono assenti, questo è ok
*il piano non è ancora al massimo
*ci sono ancora dei microbuchi in corrispondenza delle chiusure
Vi chiedo di commentare e se potete farmi capire come migliorereste i difetti che ho indicato nelle foto
Allego i parametri.
Fiamma, prima dicevi che con lo 0.4 non era consigliabile uno 0.35 di width come mai?
I parametri di style li vorrei approfondire con voi perchè, ho letto la guida, ma non li comprendo ancora bene. Soprattutto i depth e gap (nei suggerimenti è dato come 1=ideal...?)
Edited 1 time(s). Last edit at 02/25/2016 04:07PM by Fuma.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: KISSLICER parametri per stampa February 25, 2016 05:26PM |
Registered: 8 years ago Posts: 11 |
Quote
Fuma
Fiamma, prima dicevi che con lo 0.4 non era consigliabile uno 0.35 di width come mai?
I parametri di style li vorrei approfondire con voi perchè, ho letto la guida, ma non li comprendo ancora bene. Soprattutto i depth e gap (nei suggerimenti è dato come 1=ideal...?)
Se hai ugello 0.4 mm è meglio mettere un 20% in più come EW (extrusion Width). Se vuoi provare a estrudere 0.35 mm con uno 0.4 è parzialmente possibile ma avresti troppi fenomeni di underextrusion o di estrusione inconsistente. Cambia ugello piuttosto.
I depht e i gap si rivolgono alla sezione del SEAM ovvero della cordonatura che si crea all'inizio e alla fine del loop di estrusione. Con il GAP definisci lo spazio tra inizio e fine del loop (se vai su PATH dopo lo SLICE vedi chiaramente le differenze), con la DEPTH gestisci fisicamente quanto in "dentro" andrà la prima parte e quella terminale del loop. In questa maniera il bordo/cordonatura risulterà meno evidente al tatto. Valuta di utilizzare la funzione "use corners"
Ps: come vedi Davide non è l'unico ad utilizzarlo... io ne sono proprio innamorato
(di Kisslicer obv )Ciauz
---
Responsabile di Help3d.it
Segui il mio canale su Youtube
|
Re: KISSLICER parametri per stampa February 27, 2016 08:52AM |
Registered: 10 years ago Posts: 101 |
Ciao
ho stampato l'altra parte della cover.
Allora:
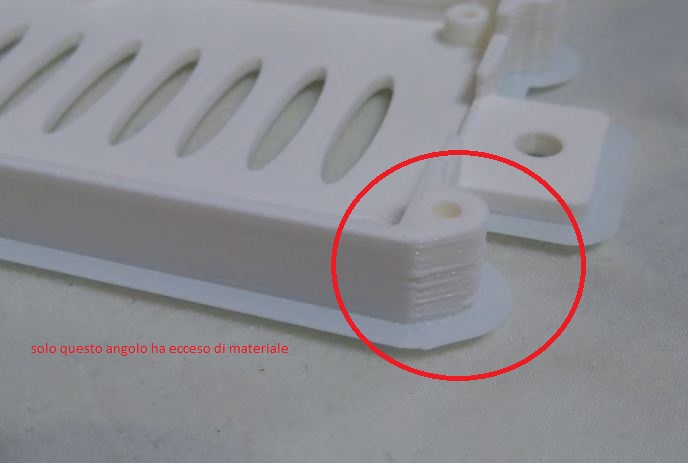
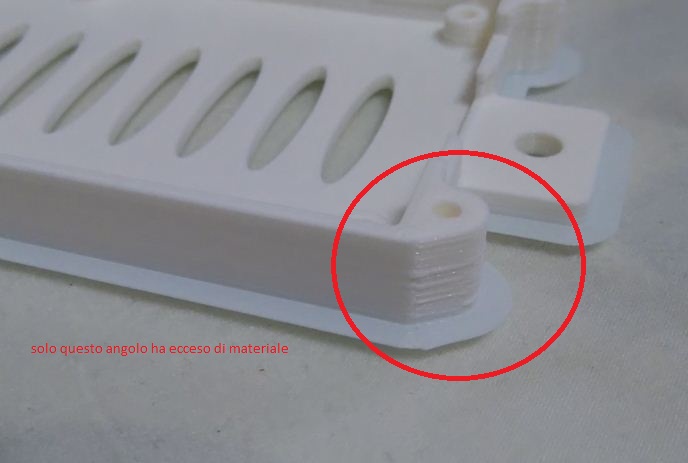
la finitura laterale è migliorata molto, è quasi scomparso il difetto sull'angolo e le righe latelai si vedono davvero poco. Layer 0.2
il piano è omogeneo ma la chiusura però è peggiorata. Penso che dipenda dallo spessore skin che lascia poco spazio per infill.
Ora provo a cambiare lo skin con un nonmultiplo del with e vediamo.
Cosa ne pensate dei valori di Gap e Depth nell'area style?
Edited 1 time(s). Last edit at 02/27/2016 08:53AM by Fuma.
ho stampato l'altra parte della cover.
Allora:
la finitura laterale è migliorata molto, è quasi scomparso il difetto sull'angolo e le righe latelai si vedono davvero poco. Layer 0.2
il piano è omogeneo ma la chiusura però è peggiorata. Penso che dipenda dallo spessore skin che lascia poco spazio per infill.
Ora provo a cambiare lo skin con un nonmultiplo del with e vediamo.
Cosa ne pensate dei valori di Gap e Depth nell'area style?
Edited 1 time(s). Last edit at 02/27/2016 08:53AM by Fuma.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: KISSLICER parametri per stampa February 27, 2016 04:42PM |
Registered: 11 years ago Posts: 514 |
IMHO, se stai andando ad alta velocità non puoi fare molto meglio.
Gap e depth sono assolutamente dipendenti dal tuo estrusore: stampa un cilindro e un cubo di prova, varia i due parametri poco alla volta ...numera le prove. Poi decidi.
Skin e non multiplo: i francesi direbbero che vai a metterti in una situazione dove il qlo conta molto :-)
Salute
Davide Ardizzoia
==============================
no toys here...sorry
Gap e depth sono assolutamente dipendenti dal tuo estrusore: stampa un cilindro e un cubo di prova, varia i due parametri poco alla volta ...numera le prove. Poi decidi.
Skin e non multiplo: i francesi direbbero che vai a metterti in una situazione dove il qlo conta molto :-)
Salute
Davide Ardizzoia
==============================
no toys here...sorry
Sorry, only registered users may post in this forum.