Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
GCODE, Software e Firmware
>
Topic
Configurare correttamente KissSlicer - prove sul campo
Posted by Fabius72
|
Configurare correttamente KissSlicer - prove sul campo December 30, 2016 06:18PM |
Registered: 7 years ago Posts: 167 |
KissSlicer sembra essere il brutto anatroccolo. Viene menzionato, ma schivato regolarmente eccetto da un suo grande sostenitore, penso sappiate di chi sto parlando hehehe
Bene. ho deciso di dare un'altra possibilità a questo slicer che, per colpa del suo aspetto non proprio accattivante ma soprattutto per le difficoltà nel capire come configurarlo a dovere, avevo accantonato.
Mi permetto di mettere i link ad un po' di documentazione direi utilissima per capire molte cose.
Manuale 3ntr
lillia.net/kisslicer-stile
lillia.net/kisslicer-support
Aperto il topic, iniziano i primi passi per arrivare alla configurazione corretta.
Da dove cominciare? Ovviamente dallo studio della documentazione, ma poi?
A pagina 35 del manuale 3ntr c'è a tal proposito una bellissima sezione: "Calibrazione" e comincerò da lì.
Domenica partirò per un viaggio di una settimana e avrò un po' di tempo per studiare la documentazione.
Intanto il "contenitore" è aperto... chiunque vorrà partecipare a quest'avventura e aggregarsi sarà ovviamente ben accetto
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Bene. ho deciso di dare un'altra possibilità a questo slicer che, per colpa del suo aspetto non proprio accattivante ma soprattutto per le difficoltà nel capire come configurarlo a dovere, avevo accantonato.
Mi permetto di mettere i link ad un po' di documentazione direi utilissima per capire molte cose.
Manuale 3ntr
lillia.net/kisslicer-stile
lillia.net/kisslicer-support
Aperto il topic, iniziano i primi passi per arrivare alla configurazione corretta.
Da dove cominciare? Ovviamente dallo studio della documentazione, ma poi?
A pagina 35 del manuale 3ntr c'è a tal proposito una bellissima sezione: "Calibrazione" e comincerò da lì.
Domenica partirò per un viaggio di una settimana e avrò un po' di tempo per studiare la documentazione.
Intanto il "contenitore" è aperto... chiunque vorrà partecipare a quest'avventura e aggregarsi sarà ovviamente ben accetto
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente Kisslicer - prove sul campo January 02, 2017 12:29PM |
Registered: 7 years ago Posts: 167 |
Intanto buon anno a tutti!
(Mi sono accorto che nel nome del programma mi è scappata una s di troppo, se un mod cortesemente trovasse un minuto per correggere, dato che io non trovo più il tasto edit... grazie!)
Premetto che io preferisco tenere impostata la lingua in Inglese, per cui mi riferirò ai vari parametri in tale lingua, scusate se questo vi disturba.
Prima di partire ho fatto in tempo a leggere la parte del manuale che riguarda la Calibrazione e ho effettuato le prime impostazioni nei vari riquadri di KS (è sufficiente seguire le indicazioni scritte) e ho fatto qualche stampa del cubetto 20x20mm (allego l'stl semplicissimo che ho usato).
Avendo già precedentemente effettuato il "fine tuning" degli E-Steps usando Cura, ho impostato a 1 il guadagno del mio estrusore, nell'apposita scheda.
Le prime due regolazioni che sono riuscito ad effettuare sono state:
- corretto spessore del filamento estruso
- corrette dimensioni in X e Y del cubetto.
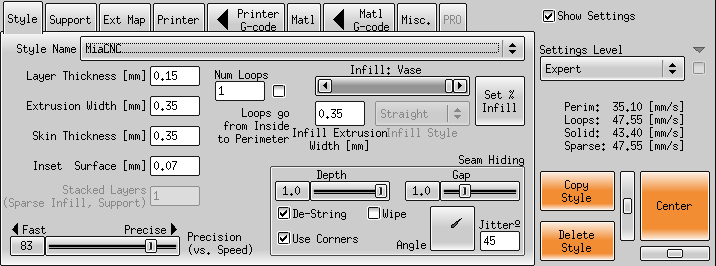
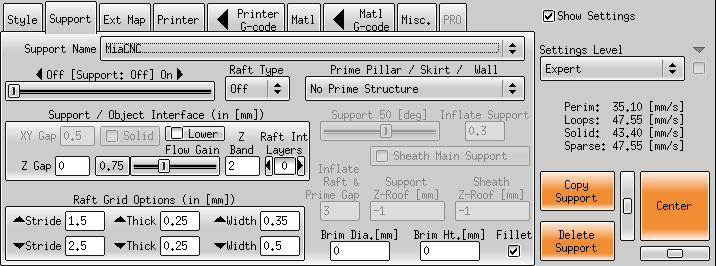
Allego le schermate delle mie impostazioni A REGOLAZIONI INIZIALI ULTIMATE. Assicurarsi quindi che siano inizialmente impostati:
= 0 "Inset Surface [mm]" nella scheda "Style"
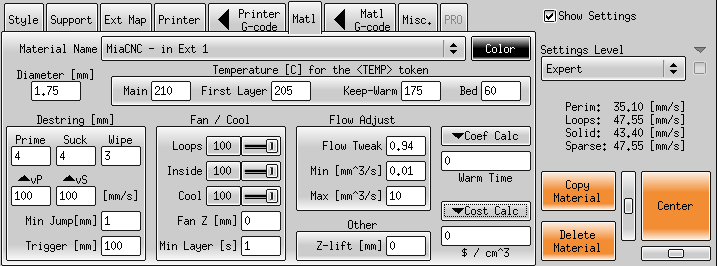
= 1 "Flow Tweak" che è nel riquadro "Flow Adjust" che si trova nella scheda "Matl"
Di cubetti vuoti ne ho stampati 5 in totale e il primo intento era quello di avere lo spessore della parete "mono loop" identico a quello impostato in "Extrusion Width [mm]" e "Skin Thickness [mm]", corrispondende al diametro ugello (nel mio caso 0.35mm).
Con la prima stampa ho ottenuto uno spessore medio delle 4 pareti (misurazione fatta a metà della lunghezza del perimetro) uguale a 0.4mm, quindi ho variato di poco per volta il valore di "Flow Tweak" (partendo da 1 che equivale a 100%) per avere 0.35 esatti.
Il valore finale, nel mio caso specifico, è 0.94 (così avete un'idea di quanto abbia inciso il cambiamento di questo valore).
Prima cosa che non capisco: chissà perchè con KS gli E-Steps sembrerebbero non essere più a posto... dovendo effettuare correzione (da 1 a 0.94), non vorrei aver capito male qualcosa io. Bohh, ma poco importa, così stampa bene...
Ho poi stampato di fretta un paio di cubetti con riempimento del 30% per vedere come funzionava il parametro "Inset Surface [mm]".
Fatte le misurazioni dei lati in X e Y e ho trovato che 0.07mm di correzione di questo parametro mi danno il cubetto avente dimensioni da disegno.
Al mio rientro farò qualche altra prova con un cubetto forato, per verificare che anche i fori siano a disegno e si possano quindi stampare corrette sedi per i cuscinetti, come facevo con Cura.
Fase successiva: ritrazioni del filamento per evitare che l'ugello "sbrodoli". (Se fosse necessario effettuare prima altre regolazioni, fatemi sapere! Grazie!)
Intanto continuo a studiare il manuale...
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
(Mi sono accorto che nel nome del programma mi è scappata una s di troppo, se un mod cortesemente trovasse un minuto per correggere, dato che io non trovo più il tasto edit... grazie!)
Premetto che io preferisco tenere impostata la lingua in Inglese, per cui mi riferirò ai vari parametri in tale lingua, scusate se questo vi disturba.
Prima di partire ho fatto in tempo a leggere la parte del manuale che riguarda la Calibrazione e ho effettuato le prime impostazioni nei vari riquadri di KS (è sufficiente seguire le indicazioni scritte) e ho fatto qualche stampa del cubetto 20x20mm (allego l'stl semplicissimo che ho usato).
Avendo già precedentemente effettuato il "fine tuning" degli E-Steps usando Cura, ho impostato a 1 il guadagno del mio estrusore, nell'apposita scheda.
Le prime due regolazioni che sono riuscito ad effettuare sono state:
- corretto spessore del filamento estruso
- corrette dimensioni in X e Y del cubetto.
Allego le schermate delle mie impostazioni A REGOLAZIONI INIZIALI ULTIMATE. Assicurarsi quindi che siano inizialmente impostati:
= 0 "Inset Surface [mm]" nella scheda "Style"
= 1 "Flow Tweak" che è nel riquadro "Flow Adjust" che si trova nella scheda "Matl"
Di cubetti vuoti ne ho stampati 5 in totale e il primo intento era quello di avere lo spessore della parete "mono loop" identico a quello impostato in "Extrusion Width [mm]" e "Skin Thickness [mm]", corrispondende al diametro ugello (nel mio caso 0.35mm).
Con la prima stampa ho ottenuto uno spessore medio delle 4 pareti (misurazione fatta a metà della lunghezza del perimetro) uguale a 0.4mm, quindi ho variato di poco per volta il valore di "Flow Tweak" (partendo da 1 che equivale a 100%) per avere 0.35 esatti.
Il valore finale, nel mio caso specifico, è 0.94 (così avete un'idea di quanto abbia inciso il cambiamento di questo valore).
Prima cosa che non capisco: chissà perchè con KS gli E-Steps sembrerebbero non essere più a posto... dovendo effettuare correzione (da 1 a 0.94), non vorrei aver capito male qualcosa io. Bohh, ma poco importa, così stampa bene...
Ho poi stampato di fretta un paio di cubetti con riempimento del 30% per vedere come funzionava il parametro "Inset Surface [mm]".
Fatte le misurazioni dei lati in X e Y e ho trovato che 0.07mm di correzione di questo parametro mi danno il cubetto avente dimensioni da disegno.
Al mio rientro farò qualche altra prova con un cubetto forato, per verificare che anche i fori siano a disegno e si possano quindi stampare corrette sedi per i cuscinetti, come facevo con Cura.
Fase successiva: ritrazioni del filamento per evitare che l'ugello "sbrodoli". (Se fosse necessario effettuare prima altre regolazioni, fatemi sapere! Grazie!)
Intanto continuo a studiare il manuale...
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 05, 2017 04:43AM |
Registered: 10 years ago Posts: 123 |
Incoraggiato da questi tuoi post, son andato per scaricarlo, la versione gratuita, non la PRO. Siccome a me i software che ti limitano le funzioni nella modalità gratuita e ti spiattellano in bella vista tutte le funzioni pro che non puoi usare mi sono indigeste, c'è da qualche parte una tabella comparativa tra le due versioni? Solo per valutare se il tempo speso per impararlo a usare sarà speso bene.
Mario.
Mario.
|
Re: Configurare correttamente KissSlicer - prove sul campo January 05, 2017 05:24AM |
Registered: 10 years ago Posts: 2,239 |
I due programmi sono esattamente identici. La versione PRO permette la gestione di più estrusori, cosa che la versione FREE non fa.. ma le differenze si limitano a questo. La versione FREE non è a tempo, non scade e non ha altri comandi nascosti Se hai una stampante monocolore, la free ti va più che bene..
e comunque, la versione PRO ha un costo di circa 35€.. personalmente lo ritrovo un prezzo onesto, che servono per supportare lo sviluppo (dietro a tutto c'è una sola persona)
Andrea Lillia
Lillia.net
Pagina Facebook
Se hai una stampante monocolore, la free ti va più che bene.. e comunque, la versione PRO ha un costo di circa 35€.. personalmente lo ritrovo un prezzo onesto, che servono per supportare lo sviluppo (dietro a tutto c'è una sola persona)
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 05, 2017 07:09AM |
Registered: 10 years ago Posts: 123 |
Quote
alil2096
I due programmi sono esattamente identici. La versione PRO permette la gestione di più estrusori, cosa che la versione FREE non fa.. ma le differenze si limitano a questo. La versione FREE non è a tempo, non scade e non ha altri comandi nascosti
e comunque, la versione PRO ha un costo di circa 35€.. personalmente lo ritrovo un prezzo onesto, che servono per supportare lo sviluppo (dietro a tutto c'è una sola persona)
Mi hai convinto.
Non contesto il prezzo, che reputo più che onesto.
|
Re: Configurare correttamente KissSlicer - prove sul campo January 05, 2017 02:19PM |
Registered: 10 years ago Posts: 221 |
Premesso che uso linux, ma credo non influisca, con Kisslicer, la x diventa inamovibile, in pratica lavora solo la Y, che impostazioni assurde posso aver dato?
Con Cura e con Slic3r funziona tutto.
Visto che leggo persone entusiaste di Kisslicer, mi piacerebbe almeno vedere come stampa.
Grazie di eventuali dritte.
Gianni
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
Con Cura e con Slic3r funziona tutto.
Visto che leggo persone entusiaste di Kisslicer, mi piacerebbe almeno vedere come stampa.
Grazie di eventuali dritte.
Gianni
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
|
Re: Configurare correttamente KissSlicer - prove sul campo January 05, 2017 03:52PM |
Registered: 7 years ago Posts: 167 |
Anch'io uso Linux, non ho mai avuto questo comportamento e non ho la più pallida idea di come si possa rendere inamovibile un asse!
Sicuro che la macchina lavori bene e non abbia invece da pochissimo un problema? Se ci carichi un vecchio GCODE lavora correttamente?
Sicuro di non avere il modello fuori dall'area utile in X? (ammesso che porti ad avere questa problematica! Non saprei...)
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Sicuro che la macchina lavori bene e non abbia invece da pochissimo un problema? Se ci carichi un vecchio GCODE lavora correttamente?
Sicuro di non avere il modello fuori dall'area utile in X? (ammesso che porti ad avere questa problematica! Non saprei...)
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 05, 2017 05:12PM |
Registered: 10 years ago Posts: 221 |
Grazie Fabio, son sicuro perche' dopo ho provato nuovamente gcode fatti da Cura e da Slic3r non mi ha dato quel problema, E la uso regolarmente.
inoltre alla partenza della stampa, l' asse y tende ad andare molto oltre il centro, cosa che non fa con
i programmi soliti. Problema arduo. Gna faro' ad usare Kisslicer.
Gianni
Edited 1 time(s). Last edit at 01/05/2017 05:13PM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
inoltre alla partenza della stampa, l' asse y tende ad andare molto oltre il centro, cosa che non fa con
i programmi soliti. Problema arduo. Gna faro' ad usare Kisslicer.
Gianni
Edited 1 time(s). Last edit at 01/05/2017 05:13PM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
|
Re: Configurare correttamente KissSlicer - prove sul campo January 06, 2017 04:49AM |
Registered: 10 years ago Posts: 2,239 |
Se vai sul tab "stampante" puoi trovare le impostazioni che determinano le dimensioni del piano e le coordinate del centro (del piano). Prova a vedere che non ci sia nulla di sballato lì
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 06, 2017 11:22AM |
Registered: 10 years ago Posts: 221 |
Grazie Andrea, son andato a curiosare proprio perche' del centro del piano non avevo letto e lo consideravo 110, nelle istruzioni a video dice che considera il centro del piano come 0,0 immagino 0 per x e 0 per y, visto che la virgola non la regista, tutti i firmware come opzioni provati, la mia e' una cartesiana. Nulla, la x rimane a sinistra su endstop, e se forzo per portarla al centro facendo saltare passi al motore, ritorna verso l' endstop di sinistra quasi rapidamente e stranamente. Potrebbe essere qualcosa collegata alla posizione degli endstop, ma non capisco perche' con gli altri 2 programmi non mi accade. (andando ad aprire il gcode con elaboratore di testo, mi rendo conto che la x ha valori negativi). Fase 2 aggiunta al post [Ultimo aggiornamento, per non riempire di post, mettendo il centro piano a x100 e y 50 comincio a vedere la mia calamitina in ABS che prende forma, eureka!]
Ti ringrazio tanto e mi sa' che continuero a provare i perimetri, sembran molto validi. E la regolazione delle velocita' mi sembra al top
Grazie Gianni.
Edited 6 time(s). Last edit at 01/07/2017 05:21AM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
Ti ringrazio tanto e mi sa' che continuero a provare i perimetri, sembran molto validi. E la regolazione delle velocita' mi sembra al top
Grazie Gianni.
Edited 6 time(s). Last edit at 01/07/2017 05:21AM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
|
Re: Configurare correttamente KissSlicer - prove sul campo January 07, 2017 09:07AM |
Registered: 12 years ago Posts: 414 |
Ciao a tutti.
Approfitto per cimentarmi anche io... ho dato una prima lettura al manuale in italiano durante le feste ed ora comincio a fare qualche prova...
A presto.
Un saluto
Salvatore.
Approfitto per cimentarmi anche io... ho dato una prima lettura al manuale in italiano durante le feste ed ora comincio a fare qualche prova...
A presto.
Un saluto
Salvatore.
--- Prusa i3 Steel (20x20x20) --- Prusa i3 Steel XL (30x30x30)
Motori 200 passi Motori 400 passi
Stepper drive - DRV8825 Stepper drive - DRV8825
RAMPS 1.4 RADDS 1.5
HotEnd IeC HotEnd IeC
FW MK4DUO 4.3.2 FW MK4DUO 4.3.5
|
Re: Configurare correttamente KissSlicer - prove sul campo January 07, 2017 04:27PM |
Registered: 7 years ago Posts: 167 |
Ottimo, benvenuti!
Domani rientro a casa... poi cominciamo a fare un po' di prove insieme.
Son convinto che con qualche dritta di Andrea (alil2096) e dei guru che conoscete tutti, riusciremo a saltarne fuori
Intanto cominciate a fare le due regolazioni che ho fatto una settimana fa, così proseguiamo passo passo e ci scambiamo info e problematiche.
Sarà forse un po' lento qui sul forum, piuttosto che in un fablab o a casa di qualcuno e spero non abbiate troppa fretta, ma l'intento è quello di ottimizzare tutti i parametri e dare risposta ai dubbi che inevitabilmente salteranno fuori strada facendo.
@mr.krash, e a chiunque voglia partecipare: mettere in firma le caratteristiche salienti della propria macchina aiuterà ad avere le idee più chiare quando dovremo analizzare ciò che stamperemo e allegheremo ai vari post.
Un parere, anzi due:
- per valutare i valori di ritrazione, vanno bene due cubetti 20x20 cavi (quello allegato nel mio secondo post, all'inizio), con perimetro di un solo loop e distanti 30-40mm l'uno dall'altro? O è meglio usare qualcosa di diverso? Cosa proponete? (anche per esperienze)
- prima di guardare la ritrazione, è meglio sistemare altro? (Diamo per scontato di aver già sistemato lo spessore del perimetro, che sarà della misura impostata in "Extrusion Width" e di avere la correttezza dimensionale di ciò che viene stampato. Vedi inizio topic)
Grazie
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Domani rientro a casa... poi cominciamo a fare un po' di prove insieme.
Son convinto che con qualche dritta di Andrea (alil2096) e dei guru che conoscete tutti, riusciremo a saltarne fuori
Intanto cominciate a fare le due regolazioni che ho fatto una settimana fa, così proseguiamo passo passo e ci scambiamo info e problematiche.
Sarà forse un po' lento qui sul forum, piuttosto che in un fablab o a casa di qualcuno e spero non abbiate troppa fretta, ma l'intento è quello di ottimizzare tutti i parametri e dare risposta ai dubbi che inevitabilmente salteranno fuori strada facendo.
@mr.krash, e a chiunque voglia partecipare: mettere in firma le caratteristiche salienti della propria macchina aiuterà ad avere le idee più chiare quando dovremo analizzare ciò che stamperemo e allegheremo ai vari post.
Un parere, anzi due:
- per valutare i valori di ritrazione, vanno bene due cubetti 20x20 cavi (quello allegato nel mio secondo post, all'inizio), con perimetro di un solo loop e distanti 30-40mm l'uno dall'altro? O è meglio usare qualcosa di diverso? Cosa proponete? (anche per esperienze)
- prima di guardare la ritrazione, è meglio sistemare altro? (Diamo per scontato di aver già sistemato lo spessore del perimetro, che sarà della misura impostata in "Extrusion Width" e di avere la correttezza dimensionale di ciò che viene stampato. Vedi inizio topic)
Grazie
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 07, 2017 05:19PM |
Registered: 10 years ago Posts: 2,239 |
Per la ritrazione io ho sempre usato questo (così potete anche testare la ventilazione, se non è sufficiente con questo pezzo risalta subito):
[www.thingiverse.com]
Per rispondere poi alla domanda se serve guardare prima altro, direi di no. Nel senso, se hai calibrato bene il diametro del filamento, i passi dell'estrusore e la temperatura sei già a cavallo
Andrea Lillia
Lillia.net
Pagina Facebook
[www.thingiverse.com]
Per rispondere poi alla domanda se serve guardare prima altro, direi di no. Nel senso, se hai calibrato bene il diametro del filamento, i passi dell'estrusore e la temperatura sei già a cavallo
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 08, 2017 03:33PM |
Registered: 7 years ago Posts: 167 |
Rientrato, son proprio cotto e non combinerei nulla di buono... domani è un altro giorno e si comincia a fare sul serio
Un oggettino come quello del tuo link l'avevo già provato in passato e con Cura, di fili non ce n'erano tantissimi, ma le piramidine sono rimaste basse basse...
Dici che siamo già a cavallo, ma io mi sento si a cavallo... ma di un somaro hehehe mi sembra di essere un sacco indietro su tanti piccoli/grandi problemucci che rompono le scatole quando non sarebbe il momento, quindi ho da rivedere e sistemare un po' di cose come il discorso dei conetti/piramidine, i parametri che regolano la chiusura di inizio/fine loop... e le diverse voci che non ho mai toccato nelle varie finestre di KS
Intanto domani stampo il modello che hai suggerito e vediamo che succede...
Notteeee
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Un oggettino come quello del tuo link l'avevo già provato in passato e con Cura, di fili non ce n'erano tantissimi, ma le piramidine sono rimaste basse basse...
Dici che siamo già a cavallo, ma io mi sento si a cavallo... ma di un somaro hehehe mi sembra di essere un sacco indietro su tanti piccoli/grandi problemucci che rompono le scatole quando non sarebbe il momento, quindi ho da rivedere e sistemare un po' di cose come il discorso dei conetti/piramidine, i parametri che regolano la chiusura di inizio/fine loop... e le diverse voci che non ho mai toccato nelle varie finestre di KS
Intanto domani stampo il modello che hai suggerito e vediamo che succede...
Notteeee
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 09, 2017 04:13PM |
Registered: 10 years ago Posts: 221 |
Beh vediamo come esce questo modello che devi fare Fabio, la facenda mi piace, questo Kisslicer e' fuori dalle righe e richiede molta sperimentazione, le prime stampe mi son uscite con un angolo 'gonfio', sto migliorando.
Sabato e domenica continuo a cambiare parametri, Per ora brancolo nel buio,
In una stampa mi manca un piccolo tratto fine, che prima usciva regolarmente. ma non dispero.
Gianni
Edited 2 time(s). Last edit at 01/09/2017 04:16PM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
Sabato e domenica continuo a cambiare parametri, Per ora brancolo nel buio,
In una stampa mi manca un piccolo tratto fine, che prima usciva regolarmente. ma non dispero.
Gianni
Edited 2 time(s). Last edit at 01/09/2017 04:16PM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
|
Re: Configurare correttamente KissSlicer - prove sul campo January 09, 2017 04:45PM |
Registered: 10 years ago Posts: 2,239 |
Ragazzi, di KS ne mastico abbastanza, quindi se avete domande chiedete pure
Come ho sempre detto, a differenza di altri software, non ci sono mezze misure.. o esce un pezzo perfetto, o non esce..un po' estremo, ma almeno non ci sono mezze misure
Andrea Lillia
Lillia.net
Pagina Facebook
Come ho sempre detto, a differenza di altri software, non ci sono mezze misure.. o esce un pezzo perfetto, o non esce..un po' estremo, ma almeno non ci sono mezze misure
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 09, 2017 07:48PM |
Registered: 7 years ago Posts: 167 |
Oggi ho fatto un bel po' di prove. Purtroppo non son riuscito ad uscirne.
Comincio col rispondere a Gianni, poi dico cosa ho combinato oggi.
Questo è il modello che dovrei stampare per il mio vicino, che sta cominciando a divertirsi anche lui.
/// Cura: \\\
/// KS: \\\
Affettandolo con Cura e poi con KS si nota benissimo quanto il primo SEMBRI fatto con più... cura hehehe
Il motivo per il quale inizialmente scartai KS è che se mi stampi un bel dentino di un ingranaggio e poi ci passi attraverso (per far prima? A me non infastidirebbe una durata totale maggiore), potrebbe anche andar bene, ma è più facile che qualcosa si veda e non è detto che non sia un problema.
D'accordo, la ritrazione DEVE funzionare bene e quindi...
Ho fatto non so quante prove fino a determinare una lunghezza di ritrazione intorno ai 4mm, ma non ho raggiunto la perfezione, anzi
La buona notizia è che la ventilazione adesso mi funziona bene e stavolta le piramidine mi sono venute belle appuntite.
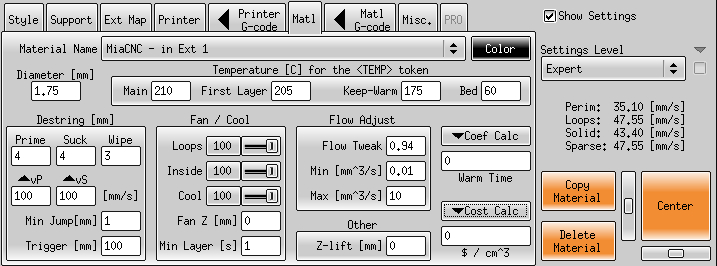
Questa è la scheda con i valori che ho usato. Sono partito da 2mm di ritrazione fino a 5mm variando di 0.5 alla volta.
La temperatura di estrusione è sempre stata 205°, temperatura con la quale mi sembra di stampare meglio, a differenza dei 220° consigliati dal produttore.
Ho voluto quindi verificare quanto influisce la temperatura e ho fatto altre due prove identiche in tutto tranne che la T: una di 220° e una di 190° e direi che qualcosa conta...
Dovendo fare tante prove sono andato un po' fortino, penso, vista la circostanza, quindi alla qualità non ci si bada... quel che conta sono i fili... e ce ne sono.
Inoltre ho tolto la base di appoggio, stampando così solo quel che mi serviva... le piramidine (taccagno hehehe)
Siccome questo è il miglior risultato che sono riuscito ad avere,
ho cominciato a pensare a quali problemi posso avere.
D'accordo, l'estrusore fa un po' schifo... diretto con ingranaggino a denti dritti in ottone. Però per stampare stampa ad una qualità che mi soddisfa, è la ritrazione che è una rogna.
Sto aspettando i cuscinetti per farlo nuovo con trascinamento a cinghia, così non inciderà il filamento e le ritrazioni potranno essere numerosissime velocissime e ravvicinatissime, almeno spero! Vi saprò dire.
A parte questo, ho fatto un'altra bella scoperta. Il bowden, che deve chiaramente essere il più scorrevole possibile e motivo per cui è da prediligere il ptfe, a suo tempo misi quel che avevo... ho usato del tubo 4x2 che adoperavo per impianti pneumatici ed è in PA12. Non certo ptfe. Non so quanto, ma credo influisca pure questo.
Domani sarò impegnato tutto il giorno, purtroppo, vedrò cosa riesco a fare, ma adesso... me cala la palpebra.
Ahh Grazie Andrea! Avere la certezza che se si risolvono i problemi si arriva alla perfezione non è mica cosa da poco!! Io pazienza ce l'ho
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Comincio col rispondere a Gianni, poi dico cosa ho combinato oggi.
Questo è il modello che dovrei stampare per il mio vicino, che sta cominciando a divertirsi anche lui.
/// Cura: \\\

/// KS: \\\

Affettandolo con Cura e poi con KS si nota benissimo quanto il primo SEMBRI fatto con più... cura hehehe
Il motivo per il quale inizialmente scartai KS è che se mi stampi un bel dentino di un ingranaggio e poi ci passi attraverso (per far prima? A me non infastidirebbe una durata totale maggiore), potrebbe anche andar bene, ma è più facile che qualcosa si veda e non è detto che non sia un problema.
D'accordo, la ritrazione DEVE funzionare bene e quindi...
Ho fatto non so quante prove fino a determinare una lunghezza di ritrazione intorno ai 4mm, ma non ho raggiunto la perfezione, anzi
La buona notizia è che la ventilazione adesso mi funziona bene e stavolta le piramidine mi sono venute belle appuntite.
Questa è la scheda con i valori che ho usato. Sono partito da 2mm di ritrazione fino a 5mm variando di 0.5 alla volta.

La temperatura di estrusione è sempre stata 205°, temperatura con la quale mi sembra di stampare meglio, a differenza dei 220° consigliati dal produttore.
Ho voluto quindi verificare quanto influisce la temperatura e ho fatto altre due prove identiche in tutto tranne che la T: una di 220° e una di 190° e direi che qualcosa conta...

Dovendo fare tante prove sono andato un po' fortino, penso, vista la circostanza, quindi alla qualità non ci si bada... quel che conta sono i fili... e ce ne sono.
Inoltre ho tolto la base di appoggio, stampando così solo quel che mi serviva... le piramidine (taccagno hehehe)
Siccome questo è il miglior risultato che sono riuscito ad avere,

ho cominciato a pensare a quali problemi posso avere.
D'accordo, l'estrusore fa un po' schifo... diretto con ingranaggino a denti dritti in ottone. Però per stampare stampa ad una qualità che mi soddisfa, è la ritrazione che è una rogna.
Sto aspettando i cuscinetti per farlo nuovo con trascinamento a cinghia, così non inciderà il filamento e le ritrazioni potranno essere numerosissime velocissime e ravvicinatissime, almeno spero! Vi saprò dire.
A parte questo, ho fatto un'altra bella scoperta. Il bowden, che deve chiaramente essere il più scorrevole possibile e motivo per cui è da prediligere il ptfe, a suo tempo misi quel che avevo... ho usato del tubo 4x2 che adoperavo per impianti pneumatici ed è in PA12. Non certo ptfe. Non so quanto, ma credo influisca pure questo.
Domani sarò impegnato tutto il giorno, purtroppo, vedrò cosa riesco a fare, ma adesso... me cala la palpebra.
Ahh Grazie Andrea! Avere la certezza che se si risolvono i problemi si arriva alla perfezione non è mica cosa da poco!! Io pazienza ce l'ho
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 10, 2017 12:46PM |
Registered: 10 years ago Posts: 2,239 |
Se hai dovuto salire così tanto con la ritrazione significa che hai un estrusore bowden.. puoi provare a salire qualcosa con la velocità, 45-50mm/s..
Inoltre il materiale che leggo nelle impostazioni è quello che storicamente mi ha dato più problemi.. altra marca con la quale provare? Il problema principale era proprio quello dei fili.. probabilmente per far correre di più le macchine mettono dentro fluidificanti.. che però poi portano a questa cosa qui.. quindi hai un'altra bobina (di una marca diversa) da provare?
Andrea Lillia
Lillia.net
Pagina Facebook
Inoltre il materiale che leggo nelle impostazioni è quello che storicamente mi ha dato più problemi.. altra marca con la quale provare?
Il problema principale era proprio quello dei fili.. probabilmente per far correre di più le macchine mettono dentro fluidificanti.. che però poi portano a questa cosa qui.. quindi hai un'altra bobina (di una marca diversa) da provare?Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 11, 2017 06:15AM |
Registered: 7 years ago Posts: 167 |
Riecchime...
Si Andrea, ho il bowden...
Forse scrivo troppo, nel caso ditelo
Ho su un tubo Rilsan che è in nylon PA12, non ptfe, quindi sicuramente meno scorrevole.
Devo procurarmelo.
Provato con 150, niente. Se poi mi dici di aver avuto gli stessi problemi con quella marca lì...
Sono le prime due bobine che ho acquistato per fare le prime prove di stampa... farle con materiale costoso non mi andava.
A dir la verità la ritrazione è l'unico problema che mi hanno dato e ne ero veramente contento, soprattutto per quel che le ho pagate! Pensa che avevo stampato un cilindro cavo e un parallelepipedo cavo alti 100mm, variando la temperatura ogni 10mm per verificare quale fosse la più corretta. Quella consigliata dal produttore è 220°, ma io ho provato a partire da 230 calando di 5°C ogni cm, per finire a 185, quindi un bel range, ma l'unica differenza che ho riscontrato è che visivamente a 230° la stampa risultava essere più ruvida rispetto agli altri strati. Per il resto nulla, i due oggetti stampati erano entrambi regolari, uniformi in tutta l'altezza e facendo prove a trazione non ho trovato strati più deboli di altri, bohh
Peccato quindi per il discorso fili in ritrazione!
Ne ho poi acquistata una terza, su RepRapWorld, un PLA Real nero, provo a metterla su e rifaccio i test.
Nel frattempo ho provato a stampare il cubetto forato che allego e, a differenza di quanto pensavo, per fortuna il parametro "Inset Surface [mm]" regolando l'espansione in X e Y, influisce sia sugli ingombri massimi che sul diametro dei fori, restringendo il cubetto ne allarga contemporaneamente il foro interno.
Mi spiego meglio: normalmente il valore dovrebbe essere 0, ma se l'ingombro massimo è maggiore di quello a disegno, si deve trovare il giusto compromesso tra il diametro dei fori e l'ingombro stesso. Più si aumenta questo valore, più vengono ristretti gli ingombri e più vengono allargati i fori.
Stampare quindi un cubetto, con riempimento tipo 20%. Se le misure sono corrette (20mm gli ingombri e 10mm il foro), ottimo.
Altrimenti stamparne altri variando di volta in volta questo parametro fino a trovare il giusto compromesso, ovvero il foro che sia un po' più largo del dovuto e le pareti un po' più vicine ai 20mm. Nel mio caso 0,05 ha risolto il problema.
NB: il parametro impostabile deve essere maggiore di 0, quindi se gli ingombri fossero minori di 20mm sembra non esserci soluzione, meglio controllare la meccanica e gli step/mm impostati.
Edited 1 time(s). Last edit at 01/11/2017 06:23AM by Fabius72.
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Si Andrea, ho il bowden...
Quote
Fabius72
ho fatto un'altra bella scoperta. Il bowden, che deve chiaramente essere il più scorrevole possibile e motivo per cui è da prediligere il ptfe, a suo tempo misi quel che avevo... ho usato del tubo 4x2 che adoperavo per impianti pneumatici ed è in PA12. Non certo ptfe. Non so quanto, ma credo influisca pure questo.
Forse scrivo troppo, nel caso ditelo
Ho su un tubo Rilsan che è in nylon PA12, non ptfe, quindi sicuramente meno scorrevole.
Devo procurarmelo.
Quote
alil2096
puoi provare a salire qualcosa con la velocità, 45-50mm/s..
Provato con 150, niente. Se poi mi dici di aver avuto gli stessi problemi con quella marca lì...
Sono le prime due bobine che ho acquistato per fare le prime prove di stampa... farle con materiale costoso non mi andava.
A dir la verità la ritrazione è l'unico problema che mi hanno dato e ne ero veramente contento, soprattutto per quel che le ho pagate! Pensa che avevo stampato un cilindro cavo e un parallelepipedo cavo alti 100mm, variando la temperatura ogni 10mm per verificare quale fosse la più corretta. Quella consigliata dal produttore è 220°, ma io ho provato a partire da 230 calando di 5°C ogni cm, per finire a 185, quindi un bel range, ma l'unica differenza che ho riscontrato è che visivamente a 230° la stampa risultava essere più ruvida rispetto agli altri strati. Per il resto nulla, i due oggetti stampati erano entrambi regolari, uniformi in tutta l'altezza e facendo prove a trazione non ho trovato strati più deboli di altri, bohh
Peccato quindi per il discorso fili in ritrazione!
Ne ho poi acquistata una terza, su RepRapWorld, un PLA Real nero, provo a metterla su e rifaccio i test.
Nel frattempo ho provato a stampare il cubetto forato che allego e, a differenza di quanto pensavo, per fortuna il parametro "Inset Surface [mm]" regolando l'espansione in X e Y, influisce sia sugli ingombri massimi che sul diametro dei fori, restringendo il cubetto ne allarga contemporaneamente il foro interno.
Mi spiego meglio: normalmente il valore dovrebbe essere 0, ma se l'ingombro massimo è maggiore di quello a disegno, si deve trovare il giusto compromesso tra il diametro dei fori e l'ingombro stesso. Più si aumenta questo valore, più vengono ristretti gli ingombri e più vengono allargati i fori.
Stampare quindi un cubetto, con riempimento tipo 20%. Se le misure sono corrette (20mm gli ingombri e 10mm il foro), ottimo.
Altrimenti stamparne altri variando di volta in volta questo parametro fino a trovare il giusto compromesso, ovvero il foro che sia un po' più largo del dovuto e le pareti un po' più vicine ai 20mm. Nel mio caso 0,05 ha risolto il problema.
NB: il parametro impostabile deve essere maggiore di 0, quindi se gli ingombri fossero minori di 20mm sembra non esserci soluzione, meglio controllare la meccanica e gli step/mm impostati.
Edited 1 time(s). Last edit at 01/11/2017 06:23AM by Fabius72.
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 11, 2017 12:41PM |
Registered: 10 years ago Posts: 2,239 |
Per il disorso delle misure, se fai tu i disegni devi sempre tenere presente della tolleranza.. se devi fare incastri solitamente 1 decimo basta e avanza, quindi disegni i due pezzi con 1 decimo di vuoto.. e si incastrano alla perfezione.. Prova con quello di reprapworld che mi è sempre andato discretamente
Per la temperatura, purtroppo è impossibile stabilire un valore esatto.. questo perchè cambia anche solo cambiando la posizione della sonda di temperatura sul blocchetto.. se ha isolamento, se il corpo è in metallo o in peek.. insomma, tra estrusori diversi ci sta che ci sia un range di 50°.. per la stessa bobina di materiale.. quello è molto normale, tranquillo
150mm/s per un bowden è decisamente troppo, al massimo puoi arrivare a 50mm/s.. ma non superare che se no diventa controproducente.. sicuramente il fatto di non avere un tubo in ptfe non aiuta, ma non è essenziale.. considerando che un buon tubo costa 4-5€ al metro..
Andrea Lillia
Lillia.net
Pagina Facebook
Per la temperatura, purtroppo è impossibile stabilire un valore esatto.. questo perchè cambia anche solo cambiando la posizione della sonda di temperatura sul blocchetto.. se ha isolamento, se il corpo è in metallo o in peek.. insomma, tra estrusori diversi ci sta che ci sia un range di 50°.. per la stessa bobina di materiale.. quello è molto normale, tranquillo
150mm/s per un bowden è decisamente troppo, al massimo puoi arrivare a 50mm/s.. ma non superare che se no diventa controproducente.. sicuramente il fatto di non avere un tubo in ptfe non aiuta, ma non è essenziale.. considerando che un buon tubo costa 4-5€ al metro..
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 12, 2017 12:33PM |
Registered: 7 years ago Posts: 309 |
non so se fuori tema ma visto che si parla di configurazoni..
tempo di stampa:
con kisslicer genero un gcode da un stl
mi dice che ci vuole un'ora e 30 per la stampa
lo stesso gcode aperto con repetier mi calcola 57 minuti che poi sono quelli piu' esatti
c'è la possibilita su kisslicer di variare un qualche parametro per avvicinarsi ad un tempo piu preciso ?
grazie in anticipo
Stampante Prusa i3 rework autocostruita, mega2560, ramps 1.4, drv8825 alimentatore atx, Kisslicer, Repetier, Firmware MK, motori nema 2.5A, cuscinetti Igus,estrusore MK8
tempo di stampa:
con kisslicer genero un gcode da un stl
mi dice che ci vuole un'ora e 30 per la stampa
lo stesso gcode aperto con repetier mi calcola 57 minuti che poi sono quelli piu' esatti
c'è la possibilita su kisslicer di variare un qualche parametro per avvicinarsi ad un tempo piu preciso ?
grazie in anticipo
Stampante Prusa i3 rework autocostruita, mega2560, ramps 1.4, drv8825 alimentatore atx, Kisslicer, Repetier, Firmware MK, motori nema 2.5A, cuscinetti Igus,estrusore MK8
|
Re: Configurare correttamente KissSlicer - prove sul campo January 12, 2017 12:52PM |
Registered: 10 years ago Posts: 2,239 |
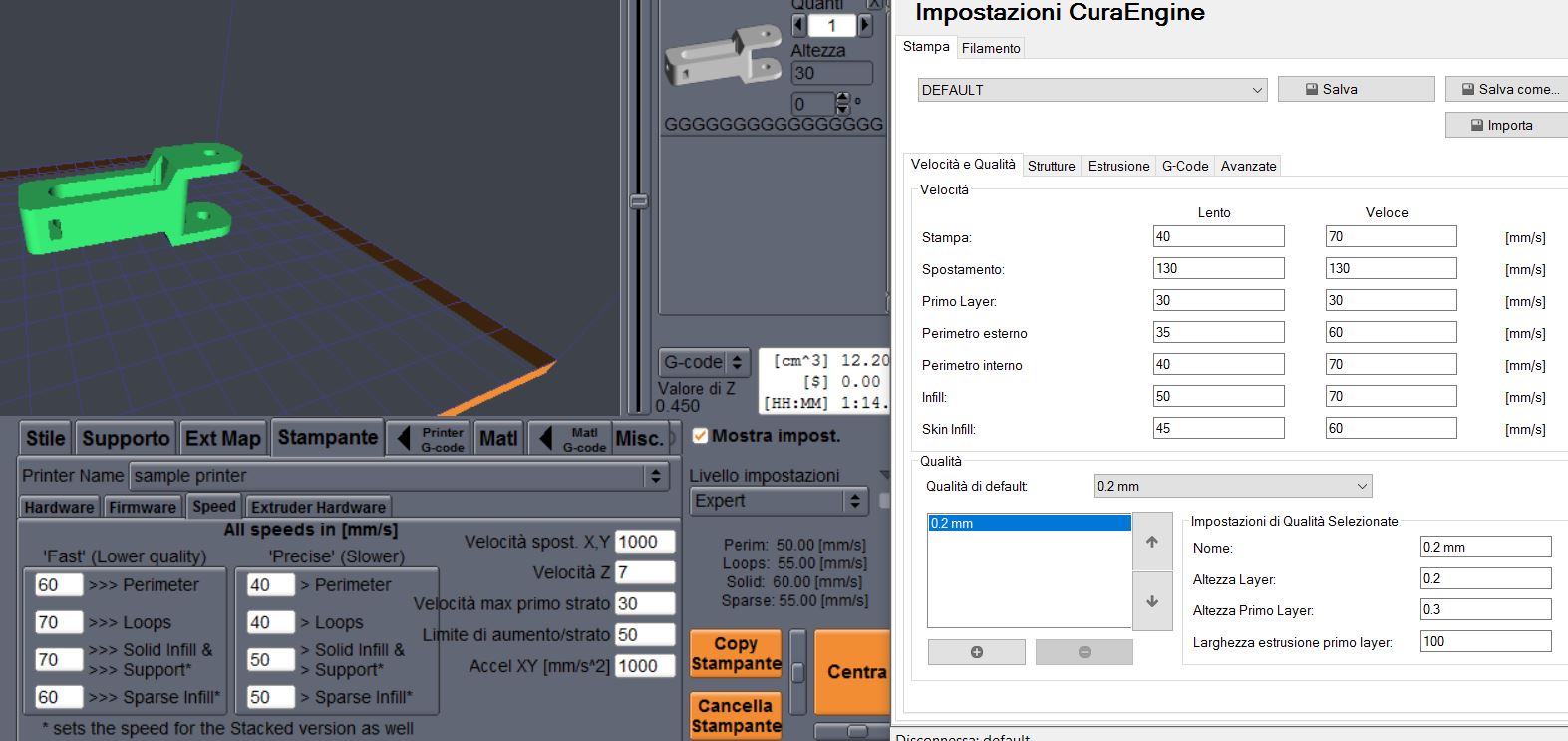
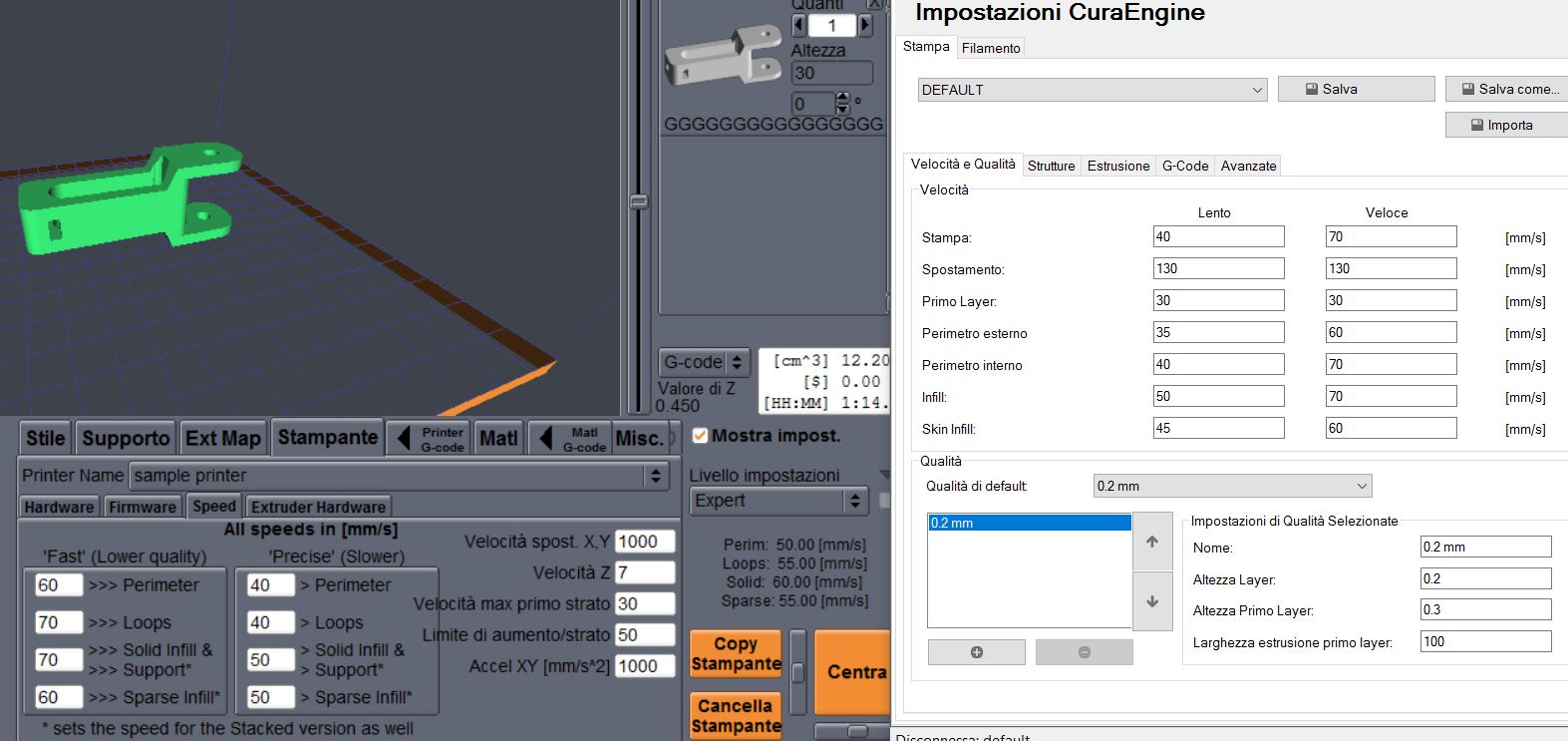
Tab "printer"->"speed" e nella colonna di destra hai diversi valori da inserire.. Guarda che "limit increase/layer" non sia troppo basso (questo valore è la massima velocità che viene incrementata ad ogni strato, quindi se fai il primo strato molto piano dopo sta molto tempo a raggiungere la velocità di regime.. 15-20mm/s è un buon valore..
"XY Acell" invece è il valore che usi nel firmware per le accelerazioni, quello su ks è puramente indicativo per il calcolo dei tempi, controlla che sia uguale a quello reale.
"1st Layer max speed" è la velocità del primo layer, guarda che non sia troppo distante da quella che vuoi usare.. va bene andare piano, ma non eccessivamente..
Andrea Lillia
Lillia.net
Pagina Facebook
"XY Acell" invece è il valore che usi nel firmware per le accelerazioni, quello su ks è puramente indicativo per il calcolo dei tempi, controlla che sia uguale a quello reale.
"1st Layer max speed" è la velocità del primo layer, guarda che non sia troppo distante da quella che vuoi usare.. va bene andare piano, ma non eccessivamente..
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 12, 2017 01:50PM |
Registered: 7 years ago Posts: 309 |
ciao
con le nuove impostazioni di velocità
1.14 kisslicer 57 minuti cura
non è cosi importante il tempo, era solo per capire.
ti ringrazio molto, mi hai insegnato qualcosa in più.
Stampante Prusa i3 rework autocostruita, mega2560, ramps 1.4, drv8825 alimentatore atx, Kisslicer, Repetier, Firmware MK, motori nema 2.5A, cuscinetti Igus,estrusore MK8
con le nuove impostazioni di velocità
1.14 kisslicer 57 minuti cura
non è cosi importante il tempo, era solo per capire.
ti ringrazio molto, mi hai insegnato qualcosa in più.
Stampante Prusa i3 rework autocostruita, mega2560, ramps 1.4, drv8825 alimentatore atx, Kisslicer, Repetier, Firmware MK, motori nema 2.5A, cuscinetti Igus,estrusore MK8
|
Re: Configurare correttamente KisSlicer - prove sul campo January 12, 2017 04:29PM |
Registered: 7 years ago Posts: 167 |
Quote
alil2096
Per il disorso delle misure, se fai tu i disegni devi sempre tenere presente della tolleranza.. se devi fare incastri solitamente 1 decimo basta e avanza, quindi disegni i due pezzi con 1 decimo di vuoto.. e si incastrano alla perfezione.. Prova con quello di reprapworld che mi è sempre andato discretamente
Molto bene, grazie.
Per il filamento invece... è si un pochino meglio dal punto di vista fili...

...ma il suo diametro non è costante, tutt'altro. E non è un diametro, trattandosi di un profilo ovale! Ho misurato 1,72 x 1,81 che mediamente fa un diametro di 1,765 ma l'1,81 può dar fastidio nella curva del bowden, che è di 2mm interni.
Difatti, mi ritrovo il filamento mangiato dall'ingranaggio, anche perchè il Real pre estrusione lo trovo più morbido del BQ... lo vedo da quanto affondano i denti dell'ingranaggio trainante, che lasciano un'impronta più profonda nel Real. Quindi appena c'è un po' di attrito non estrude più. Fortuna che è una bobina da solo 1/2kg
Quote
alil2096
Per la temperatura, purtroppo è impossibile stabilire un valore esatto.. questo perchè cambia anche solo cambiando la posizione della sonda di temperatura sul blocchetto.. se ha isolamento, se il corpo è in metallo o in peek.. insomma, tra estrusori diversi ci sta che ci sia un range di 50°.. per la stessa bobina di materiale.. quello è molto normale, tranquillo
Il blocchetto l'ho fatto di rame, a morsetto che stringe la cartuccia riscaldante e tutt'intorno ci ho messo due strati di materiale isolante e kapton a tenere tutto insieme.
La sonda l'ho messa molto vicina all'ugello, ma è chiaro che la temperatura che rileva non sarà esattamente quella del filo che esce.
Il mio discorso era un altro: mi ha stupito il non notare alcuna differenza nè strutturale nè visiva nelle due stampe di test, in cui in 90mm la temperatura variava da 220° a 185° a step di 5 ogni cm. (come già detto, il primo cm stampato a 230° era chiaramente più ruvido rispetto al resto). L'effetto finale dava l'impressione che la temperatura fosse rimasta sempre la stessa. Forse 35° non sono poi così tanti.... non saprei.
Quote
alil2096
150mm/s per un bowden è decisamente troppo, al massimo puoi arrivare a 50mm/s.. ma non superare che se no diventa controproducente..
Aspetta, non vorrei aver capito male.
Nel riquadrino delle impostazioni che ho messo nel mio precedente post, si vede che il "Suck" è a 100mm/sec, mentre il "Prime" a 40.
Quando mi hai detto di provare ad aumentare un po,' io davo per scontato di dover aumentare la ritrazione (Suck), piuttosto che il prime! Devo fare il contrario?
Quote
alil2096
sicuramente il fatto di non avere un tubo in ptfe non aiuta, ma non è essenziale.. considerando che un buon tubo costa 4-5€ al metro..
Ho appena fatto una prova: ho dato un velo di WD40 su un duemetrate di filo e ho stampato una cosa. Non so se la delaminazione è a rischio, ma la differenza estetica complessiva è notevole. Quindi il ptfe farà senz'altro bene. Si, l'ho trovato a 5€ al metro, speravo meno...
Prossima mossa? (in attesa di sistemare la ritrazione...)
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 14, 2017 04:35AM |
Registered: 10 years ago Posts: 2,239 |
Mi fa piacere che questo post stia prendendo vita
Fabius, ora che mi dici che l'hotend lo hai costruito tu ti posso dire che se non hai fatto le cose per bene è possibile che il gocciolamento sia dovuto anche a quello.. gli hotend commerciali sono tutti studiati nei minimi dettagli, dalla conicità che deve avere l'ingresso del nozzle alla lunghezza della camera di fusione.. non so come sia il tuo di hotend, ma potrebbe essere dovuto anche a quello
Hai provato anche a diminuire leggermente la temperatura? 1-2 gradi alal volta fino a quando i fili non scompaiono?
Fili a parte, mi sembra che i pezzi non vengano male.. vedendo le foto dei pezzi in nero, che è un materiale ostico da fotografare, mi sembrano molto buoni..
Andrea Lillia
Lillia.net
Pagina Facebook
Fabius, ora che mi dici che l'hotend lo hai costruito tu ti posso dire che se non hai fatto le cose per bene è possibile che il gocciolamento sia dovuto anche a quello.. gli hotend commerciali sono tutti studiati nei minimi dettagli, dalla conicità che deve avere l'ingresso del nozzle alla lunghezza della camera di fusione.. non so come sia il tuo di hotend, ma potrebbe essere dovuto anche a quello
Hai provato anche a diminuire leggermente la temperatura? 1-2 gradi alal volta fino a quando i fili non scompaiono?
Fili a parte, mi sembra che i pezzi non vengano male.. vedendo le foto dei pezzi in nero, che è un materiale ostico da fotografare, mi sembrano molto buoni..
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 15, 2017 04:25PM |
Registered: 7 years ago Posts: 309 |
oggi prima stampa con Kisslicer
mi sembra venuta benino
un grazie a tutti
ciao
Stampante Prusa i3 rework autocostruita, mega2560, ramps 1.4, drv8825 alimentatore atx, Kisslicer, Repetier, Firmware MK, motori nema 2.5A, cuscinetti Igus,estrusore MK8
mi sembra venuta benino
un grazie a tutti
ciao
Stampante Prusa i3 rework autocostruita, mega2560, ramps 1.4, drv8825 alimentatore atx, Kisslicer, Repetier, Firmware MK, motori nema 2.5A, cuscinetti Igus,estrusore MK8
|
Re: Configurare correttamente KissSlicer - prove sul campo January 16, 2017 05:49PM |
Registered: 7 years ago Posts: 167 |
Quote
alil2096
Mi fa piacere che questo post stia prendendo vita
Mah, a dir la verità credevo di aver compagnia in questo "viaggio"...
Forse il viaggio me lo ero fatto io, immaginando un topic di condivisione problematiche, invece sembra che ognuno se le tenga per se... pace.
(E' anche vero che ci vuole tempo per scrivere e postare foto, quindi c'è sicuramente chi di tempo ne ha poco).
Quote
alil2096
Fabius, ora che mi dici che l'hotend lo hai costruito tu ti posso dire che se non hai fatto le cose per bene è possibile che il gocciolamento sia dovuto anche a quello.. gli hotend commerciali sono tutti studiati nei minimi dettagli, dalla conicità che deve avere l'ingresso del nozzle alla lunghezza della camera di fusione.. non so come sia il tuo di hotend, ma potrebbe essere dovuto anche a quello
Il mio l'ho fatto così: una piastrina di alluminio su cui c'è montato un dissipatore cpu. Al centro (in X) ho fatto un foro e filettato M6 per avvitarci un pezzetto di barra filettata forata da 1.8mm. In realtà il foro è venuto di 1,8 in uscita, mentre in entrata è di quasi 2 (forse anche per questo motivo fino ad ora non ho avuto neanche un inceppamento). In testa alla barretta filettata ci ho fatto la sede per l'innesto del bowden e una scanalatura sull'esterno per limitare la trasmissione del calore.
L'ugello è un commerciale da 0.35mm


Un'ora a 350° e tutto il gruppo era a poco più che a temperatura ambiente. Per questo pensavo all'ultem per stamparmi i collettori della moto
Sto però attendendo il capillare di IEC per fare l'upgrade (in base anche a quanto verrà messo in vendita), magari con due estrusori (di cui uno dedicato ai supporti).
Quote
alil2096
Hai provato anche a diminuire leggermente la temperatura? 1-2 gradi alal volta fino a quando i fili non scompaiono?
No, prima di regolare di fino risolvo il problema di traino del filamento, poi cercherò le regolazioni ottimali.
Oggi pensavo ad una cosa: io all'inizio del topic ho fatto le regolazioni in base allo spessore della parete stampata, cioè... avendo un ugello da 0.35 e volendo una parete di 0.35 ho impostato l'Extrusion Width a 0.35. Siccome lo spessore della monoparete stampata era superiore, ho regolato di conseguenza il "Flow Tweak" fino ad ottenere lo spessore voluto.
Il dubbio è: ma chi diamine mi assicura che il diametro dell'ugello sia esattamente 0.35??? Come si fa a saperlo con certezza? Stampare a vuoto e misurare il diametro estruso non è utile perchè la pressione in gioco durante l'estrusione fa "spanciare" l'estruso in uscita dall'ugello, e quindi??
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Configurare correttamente KissSlicer - prove sul campo January 17, 2017 06:04AM |
Registered: 10 years ago Posts: 2,239 |
Quindi estrudi manualmente qualche centimetro di filamento, a velocità bassissime, proprio per evitare di creare pressioni al'interno della melt zone.. poi con un calibro misuri lo spessore del filo che ne esce (la temperatura tieni quella più bassa possibile)
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Configurare correttamente KissSlicer - prove sul campo January 18, 2017 05:28AM |
Registered: 10 years ago Posts: 221 |
Allora mi date queste impostazioni per stampare bene col nozzle da 0,35 e direct drive ?
P.S. Per stabilire se il foro del nozzle e' 0,35 io prendo una punta di questa misura e su un nozzle non sporco, a mano vedo se
dalla parte che fora, passa, magari facendola roteare morbidamente , poi la infilo dalla parte del codolo
che dovrebbe essere appunto 0,35 e controllo che non abbia giochi. Certo non sara' una precisione assoluta, ma sara' un buon indizio.
Gianni
Edited 1 time(s). Last edit at 01/18/2017 05:29AM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
P.S. Per stabilire se il foro del nozzle e' 0,35 io prendo una punta di questa misura e su un nozzle non sporco, a mano vedo se
dalla parte che fora, passa, magari facendola roteare morbidamente , poi la infilo dalla parte del codolo
che dovrebbe essere appunto 0,35 e controllo che non abbia giochi. Certo non sara' una precisione assoluta, ma sara' un buon indizio.
Gianni
Edited 1 time(s). Last edit at 01/18/2017 05:29AM by giacos.
Repstrap Nuragh, Ramps 1.4, Arduino, 5 x 8825, Hotend Nuragh
per nozzle dado a cupola forato da 0,22 sino a 0,37 intercambiabile. (No Hbot, no Core XY)
|
Re: Configurare correttamente KissSlicer - prove sul campo January 18, 2017 05:47AM |
Registered: 10 years ago Posts: 2,239 |
Per stampare con lo 0,35 basta che cambi il valore "extrusion witdh" da quello di default ed abbassi di 10 punti la velocità, sempre dalle impostazioni di default.. è un buon inizio da cui partire
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.