Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
GCODE, Software e Firmware
>
Topic
Marlinkimbra CNC
Posted by roncoa
|
Marlinkimbra CNC December 15, 2017 06:08PM |
Registered: 6 years ago Posts: 3 |
Ciao a tutti,
io vorri convertire la mia CNC artigianale da GRBL a Marlinkimbra.
Nel configuratore della 4.3.3, non ho trovato nessuna opzione per abilitare la CNC. Cosa si deve stettare?
Ho allora scaricato una versione "pulita", ho tolto il commento dalla riga #define CNCROUTER , però cosi' facendo non riesco piu' a caricare il firmware perche' si generano un numero elevato di errori.
Cos'altro bisogna cambiare?
Con la versione pulita installata, ho provato a mandare i comadi M450 (per vedere lo stato della stampante) e M453 (per cambiare lo stato in CNC), ma non succede nulla
Qualcuno e' riuscito ad usare marlinkimbra su di una CNC?
Edited 1 time(s). Last edit at 12/15/2017 06:10PM by roncoa.
io vorri convertire la mia CNC artigianale da GRBL a Marlinkimbra.
Nel configuratore della 4.3.3, non ho trovato nessuna opzione per abilitare la CNC. Cosa si deve stettare?
Ho allora scaricato una versione "pulita", ho tolto il commento dalla riga #define CNCROUTER , però cosi' facendo non riesco piu' a caricare il firmware perche' si generano un numero elevato di errori.
Cos'altro bisogna cambiare?
Con la versione pulita installata, ho provato a mandare i comadi M450 (per vedere lo stato della stampante) e M453 (per cambiare lo stato in CNC), ma non succede nulla
Qualcuno e' riuscito ad usare marlinkimbra su di una CNC?
Edited 1 time(s). Last edit at 12/15/2017 06:10PM by roncoa.
|
Re: Marlinkimbra CNC December 16, 2017 02:40AM |
Registered: 10 years ago Posts: 6,409 |
Ti manca il pin in configuration_pin per pilotare il tools!!
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Marlinkimbra CNC December 16, 2017 03:30AM |
Registered: 6 years ago Posts: 3 |

|
Re: Marlinkimbra CNC December 16, 2017 03:50AM |
Registered: 8 years ago Posts: 299 |
Caro Alberto... ops MagoKimbra....
OK che sei un mago.... ma come caspita hai fatto a capire che gli manca proprio quel pin li... ho letto e riletto il messaggio... niente... niente che riguardi il tipo di errore... dice solo "un numero elevato di errori" niente che riguarda il listato nessuna cattura di schermo....
Come puoi pensare che qualcuno possa riprendere il tuo "lavoro" qui se non riesco nemmeno a capire dove cavolo peschi le risposte...
Dario
OK che sei un mago.... ma come caspita hai fatto a capire che gli manca proprio quel pin li... ho letto e riletto il messaggio... niente... niente che riguardi il tipo di errore... dice solo "un numero elevato di errori" niente che riguarda il listato nessuna cattura di schermo....
Come puoi pensare che qualcuno possa riprendere il tuo "lavoro" qui se non riesco nemmeno a capire dove cavolo peschi le risposte...
Dario
|
Re: Marlinkimbra CNC December 16, 2017 04:46AM |
Registered: 9 years ago Posts: 762 |
Quote
Dariuzzo
... ma come caspita hai fatto a capire che gli manca proprio quel pin li...
Dario, non sono un Mago ma ho "passeggiato sul firmware" un pochino e nel passato ho "scritto qualche riga di codice"...
... togliendo SOLO un commento senza indicare il pin che quel commento s'aspetta direi che la risposta del Mago è lapalissiana... per chiunque abbia un minimo d'infarinatura di C, Arduino e Marlin&Dintorni!
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: Marlinkimbra CNC December 16, 2017 04:57AM |
Registered: 8 years ago Posts: 299 |
|
Re: Marlinkimbra CNC December 16, 2017 08:58AM |
Registered: 7 years ago Posts: 167 |
Allora... Un po' di solidarietà per Dario.
Il Mago, con i suoi due punti esclamativi alla fine del suo intervento, indica chiaramente di avere la situazione sotto controllo e di esser certo di ciò che afferma.
Non è cosa comune, dato che non ha visto di quali errori di compilazione si trattava e, non per ultimo, nemmeno il file configuration_pin di roncoa.... ma lui (il Mago), essendo un signor Mago, ha capito tutto, e subito. Come facesse ad esserne così certo Dio solo lo sa, ma sta di fatto che il compilatore gli ha dato ragione.
Non posso fare altro che fargli i complimenti.
Ne approfitto per chiedere un chiarimento riguardo il selettore del modo operativo della macchina:
Oltre al poter gestire in automatico l'azionamento dell'elettromandrino per la CNC e il raggio laser per il modo Laser, c'è altro che ignoro che giustifica il passaggio da "stampante" a "CNC" o "Laser" con l'apposito comando?
Voglio dire, quali altre differenze ci sono tra i tre modi di lavoro della macchina?
Grazie
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Il Mago, con i suoi due punti esclamativi alla fine del suo intervento, indica chiaramente di avere la situazione sotto controllo e di esser certo di ciò che afferma.
Non è cosa comune, dato che non ha visto di quali errori di compilazione si trattava e, non per ultimo, nemmeno il file configuration_pin di roncoa.... ma lui (il Mago), essendo un signor Mago, ha capito tutto, e subito. Come facesse ad esserne così certo Dio solo lo sa, ma sta di fatto che il compilatore gli ha dato ragione.
Non posso fare altro che fargli i complimenti.
Ne approfitto per chiedere un chiarimento riguardo il selettore del modo operativo della macchina:
* M451 - Select FFF Printer Mode * M452 - Select Laser Printer Mode * M453 - Select CNC Printer Mode
Oltre al poter gestire in automatico l'azionamento dell'elettromandrino per la CNC e il raggio laser per il modo Laser, c'è altro che ignoro che giustifica il passaggio da "stampante" a "CNC" o "Laser" con l'apposito comando?
Voglio dire, quali altre differenze ci sono tra i tre modi di lavoro della macchina?
Grazie
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Marlinkimbra CNC December 16, 2017 04:52PM |
Registered: 6 years ago Posts: 3 |
Quote
Fabius72
Ne approfitto per chiedere un chiarimento riguardo il selettore del modo operativo della macchina:
* M451 - Select FFF Printer Mode * M452 - Select Laser Printer Mode * M453 - Select CNC Printer Mode
Oltre al poter gestire in automatico l'azionamento dell'elettromandrino per la CNC e il raggio laser per il modo Laser, c'è altro che ignoro che giustifica il passaggio da "stampante" a "CNC" o "Laser" con l'apposito comando?
Voglio dire, quali altre differenze ci sono tra i tre modi di lavoro della macchina?
Grazie
Bisognerebbe chiedere a qualcuno con un minimo d'infarinatura di C, Arduino e Marlin&Dintorni! ............................. e' una battuta

A parte gli scherzi, passando a "CNC" oltre ad abilitarsi i comandi M3 M4 M5, cambiano le funzioni visualizzate nell' lcd e si dovrebbero disabilitare i controlli temperatura.
Fabius72, vedo dalla tua firma che hai una "multifunzione", io mi sono progettato e costruito una CNC e la sto convertendo in laser e stampante 3d, tu che firmware usi?
Edited 1 time(s). Last edit at 12/16/2017 04:58PM by roncoa.
|
Re: Marlinkimbra CNC December 17, 2017 11:16AM |
Registered: 10 years ago Posts: 6,409 |
Minchia ragazzi, ma non sono quello che credete, vi ringrazio per l'estrema fiducia, ma ho solo messo solo come diceva lui CNCROUTER e mi sono apparsi gli errori dovuti alla mancanza del pin, infatti mi ero dimenticato del sanitycheck del setting del pin.
Allora, visto che i comandi M3 M4 e M5 pilotano sia il laser che la cnc, passando da una modalità all'altra cambiano i comandi... Poi cambiano alcune funzioni sul display e infine se non mi ricordo male alcune funzioni sugli assi per via del fatto che si può avere uno zero di Z diverso..
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Allora, visto che i comandi M3 M4 e M5 pilotano sia il laser che la cnc, passando da una modalità all'altra cambiano i comandi... Poi cambiano alcune funzioni sul display e infine se non mi ricordo male alcune funzioni sugli assi per via del fatto che si può avere uno zero di Z diverso..
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Marlinkimbra CNC December 17, 2017 06:11PM |
Registered: 7 years ago Posts: 167 |
Si si, fai il modesto...
Quindi io che non ho il laser e ho un elettromandrino che non è regolato in PWM ma che viene acceso e spento banalmente tramite un relè, e non ho nemmeno l'LCD (per snellire il loop del firmware e faccio tutto tramite touch screen su seriale), posso farne a meno di settare il cncrouter? Così snellirei ulteriormente per poi abilitare altro per la stampante... Di ram libera non ne rimane molta.
Il discorso Z... che riguardi il poter andare con l'utensile in negativo?
Attualmente lo faccio grazie al
Fino ad ora ho fatto del 2,5D, il 3D vero col CAM non so ancora da che parte iniziare.
Se per firmware intendi quello caricato sulla Mega e che fa girare la macchina, è quello del Mago
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
Quindi io che non ho il laser e ho un elettromandrino che non è regolato in PWM ma che viene acceso e spento banalmente tramite un relè, e non ho nemmeno l'LCD (per snellire il loop del firmware e faccio tutto tramite touch screen su seriale), posso farne a meno di settare il cncrouter? Così snellirei ulteriormente per poi abilitare altro per la stampante... Di ram libera non ne rimane molta.
Il discorso Z... che riguardi il poter andare con l'utensile in negativo?
Attualmente lo faccio grazie al
#define Z_MIN_POS -10ma non so se è proprio corretto così!
Quote
roncoa
...vedo dalla tua firma che hai una "multifunzione", io mi sono progettato e costruito una CNC e la sto convertendo in laser e stampante 3d, tu che firmware usi?
Fino ad ora ho fatto del 2,5D, il 3D vero col CAM non so ancora da che parte iniziare.
Se per firmware intendi quello caricato sulla Mega e che fa girare la macchina, è quello del Mago
Ciao,
Fabio
---
Cartesiana multifunzione:
MK4duo 4.4.0 - Alimentazione 24v - Mega2560 - DRV8825 - Ramps1.4
Display touch 4,3" FT800 su AT1284p e Seriale2
Viti e guide a ricircolo di sfere
Tavola 340x240 - cinghie T2.5 da 10mm rinforzate con core in acciaio per X e Y - Kress 800 FME
Trascinamento a cinghia del filamento 1,75mm sopra l'HotEnd - ugello 0,35mm E3D
|
Re: Marlinkimbra CNC December 17, 2017 06:33PM |
Registered: 10 years ago Posts: 6,409 |
Si alla fine avere cncrouter non serve a nulla se usi solo X Y Z e basta, alla fine è come una stampante che non stampa....
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Marlinkimbra CNC June 08, 2018 01:18AM |
Registered: 5 years ago Posts: 96 |
buongiorno, sono alle prime armi e sto provando a mettere su una cnc,
ho una ramps 1.4 e MarlinKimbra 4.3.6,
se voglio pilotare il mandrino in pwm che configuration_pin devo impostare ?
Quindi se in Configuration_Overall metto
#define MAX_CNCROUTER_SPEED 24000
dando il comando M3 S12000, dovrei avere il pwm a meta' giusto ?
Un grazie in anticipo
Edited 1 time(s). Last edit at 06/08/2018 01:20AM by atomino.
ho una ramps 1.4 e MarlinKimbra 4.3.6,
se voglio pilotare il mandrino in pwm che configuration_pin devo impostare ?
Quindi se in Configuration_Overall metto
#define MAX_CNCROUTER_SPEED 24000
dando il comando M3 S12000, dovrei avere il pwm a meta' giusto ?
Un grazie in anticipo
Edited 1 time(s). Last edit at 06/08/2018 01:20AM by atomino.
|
Re: Marlinkimbra CNC October 19, 2018 03:43PM |
Registered: 5 years ago Posts: 96 |
Buonasera a tutti,
ho iniziato a muovere i primi passi ed ho il dubbio se fare la home position di Z, in alto o in basso.
Ho installato la 4.3.6 e corregetemi se sbaglio, pensavo di fare la home position in alto, zona dove eventualmente fare anche il
cambio utensile, e tramite un Z probe fare l'azzeramento sul pezzo, e' possibile ??
Come configurarlo e quali comandi per verificarlo ?
Ho installato tutti e 6 gli end stop ottici e vorrei che se raggiunto X max o Ymax si fermi per sicurezza.
Spero fiducioso una risposta.
ho iniziato a muovere i primi passi ed ho il dubbio se fare la home position di Z, in alto o in basso.
Ho installato la 4.3.6 e corregetemi se sbaglio, pensavo di fare la home position in alto, zona dove eventualmente fare anche il
cambio utensile, e tramite un Z probe fare l'azzeramento sul pezzo, e' possibile ??
Come configurarlo e quali comandi per verificarlo ?
Ho installato tutti e 6 gli end stop ottici e vorrei che se raggiunto X max o Ymax si fermi per sicurezza.
Spero fiducioso una risposta.
|
Re: Marlinkimbra CNC October 20, 2018 02:05AM |
Registered: 10 years ago Posts: 6,409 |
[github.com]
G38 fa la probe sul pezzo e azzera su quello...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
G38 fa la probe sul pezzo e azzera su quello...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Marlinkimbra CNC October 20, 2018 09:13AM |
Registered: 6 years ago Posts: 1,059 |
Quote
atomino
Buonasera a tutti,
ho iniziato a muovere i primi passi ed ho il dubbio se fare la home position di Z, in alto o in basso.
Ho installato la 4.3.6 e corregetemi se sbaglio, pensavo di fare la home position in alto, zona dove eventualmente fare anche il
cambio utensile, e tramite un Z probe fare l'azzeramento sul pezzo, e' possibile ??
Come configurarlo e quali comandi per verificarlo ?
Ho installato tutti e 6 gli end stop ottici e vorrei che se raggiunto X max o Ymax si fermi per sicurezza.
Spero fiducioso una risposta.
In genere la home di una CNC la fai con Z tutto in alto.
Il concetto è abbastanza chiaro se pensi che lo Z = 0 vero è quello della parte più in alto del pezzo, infatti la CNC "toglie" materiale mentre una stampante 3D lo "mette".
Con lo Z = 0 in alto hai il tuo G53 (che sono le coordinate macchina assolute) ed in genere è convenzione averle tutte in negativo cioè in genere lo X 0, Y 0 e Z 0 sono lontano da te, a destra e in alto.
Poi monti il materiale (in inglese stock in italiano ci sono varie traduzioni, una particolarmente tecnica è il "grezzo") e su quel grezzo fai lo 0 del G54 (è la prima "work coordinate" o coordinata di lavoro)
Da lì come nel CAD e CAM le coordinate diventano positive verso lontano da te e a destra e e per Z positive salendo dal pezzo e ovviamente negative scendendo dalla quota più alta del "grezzo", seguendo la convenzione degli assi cartesiani a cui siamo abituati dalle scuole medie.
Infatti poi nei CAM la convenzione è quella hai la "quota di sicurezza" positiva e la "quota di lavoro" che incrementa in negativo ad ogni passata o "step down".
Nella CNC hai sempre due coordinate le coordinate macchina che hanno X0 Y0 Z0 lontano da te a destra e con Z tutto alto, che in genere sono tutte negative, e le varie "coodinate di lavoro" da G54 a G59 e oltre (se la tua CNC supporta i G59 decimali) ad esempio GRBL non supporta i G59 decimali e hai solo da G54 a G59 (che comunque sono 5 e più che sufficienti).
Questo in genere è valido sulle CNC dalla hobbystica con i vari interpreti "standard" (MACH3, LinuxCNC e GRBL) a quelle "professionali", però non è proprio "oro colato" in quanto esistono anche macchine "non standard" con concetti "esotici".
Spero di essere stato abbastanza chiaro.
Saluti
Carlo D.
Edited 1 time(s). Last edit at 10/20/2018 09:18AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Marlinkimbra CNC October 22, 2018 07:28AM |
Registered: 5 years ago Posts: 96 |
Ho ancora bisogno del vostro aiuto.
Per quanto riguarda il software, non credo che sia possibile gestire una CNC caricado il gcode direttamente da SD card o mi sbaglio ?
Per poter generare i gcode utilizzerei Solidworks per disegnare e generare il file stl e poi con Estlcam convertirlo in gcode ed utilizzare poi Repetier-Host, non so se sia la strada giusta o se conviene trovarne una migliore gia' consolidata.
Nella mia scheda MOTHERBOARD BOARD_RAMPS_13_HFB:
-home in alto di Z, devo utilizzare Z_MAX_PIN ?
-come configuro il pin di Z_PROBE ?
-ho definito in configuration_overall.h: ENABLED_ALL_SIX_ENDSTOP
è sufficiente per poter bloccare l'avanzamento in caso venga raggiounto X_MAX e Y_MAX ?
Un saluto
Per quanto riguarda il software, non credo che sia possibile gestire una CNC caricado il gcode direttamente da SD card o mi sbaglio ?
Per poter generare i gcode utilizzerei Solidworks per disegnare e generare il file stl e poi con Estlcam convertirlo in gcode ed utilizzare poi Repetier-Host, non so se sia la strada giusta o se conviene trovarne una migliore gia' consolidata.
Nella mia scheda MOTHERBOARD BOARD_RAMPS_13_HFB:
-home in alto di Z, devo utilizzare Z_MAX_PIN ?
-come configuro il pin di Z_PROBE ?
-ho definito in configuration_overall.h: ENABLED_ALL_SIX_ENDSTOP
è sufficiente per poter bloccare l'avanzamento in caso venga raggiounto X_MAX e Y_MAX ?
Un saluto
|
Re: Marlinkimbra CNC October 22, 2018 01:33PM |
Registered: 6 years ago Posts: 1,059 |
Beh in genere il problema principale e il postprocessor, cioè con che standard viene generato il gcode, gli interpreti hanno una vasta gamma di interpretazioni dello standard RS-274 soprattuto per quanto riguarda gli archi G02 e G03 e altre cosucce poco documentate come i numeri di linea od altro.
Infatti lo standard è nato dopo la creazione del linguaggio e cercava di uniformare alcune cose, però i produttori avevano ognuno le sue abitudini e pace ed amen. A questo proposito ci sono stati molti tentativi di superare RS-274 in favore di altro, ma nessun si è affermato in modo netto e quindi è pieno di dialetti di RS274, un arco lo puoi definire in almeno tre modi, in più anche la definizione delle velocità F diventa problematica perché alcuni interpreti (hardware e software) lo ritengono modale altri no ovvero lo resettano ad esempio se dai un G0 e poi un G1 senza F word alcuni interpreti "tengono in memoria" l'ultimo F word dell'ultimo G1 prima del G0 o di altri costrutti. altri lo vogliono sempre quando c'è un G1 altrimenti usano un default e altri ancora segnalano errore se manca.
per cui se hai una serie di movimenti G1 alcuni intepreti vogliono che tutti i G1 abbiano una F word altri basta che lo abbia la prima e poi la tengono buona fino al prossimo G0 o ad altri comandi altri tengono buono il primo G1 F word fino a che non imposti un altro F in un altro G1 e lo riusano per tutti i G1 G2 G3 che incontrano.
In genere e dico in genere, il workflow è:
- CAD
- CAM
- Gcode
- Sender
- Interprete
poi CAD e CAM possono essere magari lo stesso programma (se vuoi un'idea cerca CamBam costa un centinaio di Euro e va che è una bomba, su Windows e Linux )
per Sender in genere per l'uso CNC ce ne sono di specializzati (ad esempio se usi GRBL 1.1 puoi usare il feed-override).
Il problema rimane sempre che il GCode deve essere compatibile con il controller/firmware che poi lo interpreta soprattuto per quanto riguarda le cose che ti ho detto a proposito di archi, F word e numeri di linea (che in genere sono i punti più delicati nell'interpretazione del codice), alcune cosucce poi ci sono riguardo alla lunghezza della linea di codice, le vecchie versioni di GRBL avevano una limitazione di 50 caratteri, non so se Marlin (e MarlinKimbra) che hanno fatto il fork di GRBL agli inizi hanno modificato la situazione (il nuovo GRBL mi pare abbia una lunghezza di 80 caratteri più che suffiicenti per ongi riga), nel caso potresti avere dei problemi e dover impostare nella generazione del GCode una precisione inferiore per le word di X Y Z oppure I J K (che sono i parametri degli archi) in genere 4 o 5 decimali sono più che sufficienti, usando i mm come unità di misura anche 3 vanno bene perché parliamo di 0,001 mm cioè millesimi di millimetro.
MI pare che Marlin e MarlinKimbra gestiscano anche la stampa da SD, però dato che hai a che fare con cose meccaniche, in genere si sconsiglia di lasciare la macchina non sorvegliata, perché se ad esempio per un errore di codice si spacca un utensile, alla fine rischi di distruggere la macchina perché l'utensile non tagliando si incastra e i motori non lo possono sapere ma invece tu si e premi lo stop di emergenza, che in genere le stampanti 3D non hanno ma le CNC lo ritengono un obbligo, in modo che premendolo si deenergizzano i motori e il madrino senza passare per il controller, in pratica tagli l'alimentazione alla parte di potenza del controller e ci metti un pulsante a fungo in posizione comoda e magari protetta da eventuali proiezioni pezzi di fresa o altro)
Poi beh i due mondi (Stampa 3D e CNC) sono considerevolmente diversi, se fresi ad esempio un pezzo di compensato è cosa diversa da fresare un blocco di alluminio, anche nella generazione del GCode, infatti non tutti gli utensili (termine più corretto di fresa) permettono il taglio "in affondo" un buon CAM deve poter distinguere tra la possibilità di "center cutting" o meno.
In genere sto alla larga dai CAM on-line perché se poi fai qualcosa di "delicato" nessuno ti garantisce che il tuo progetto venga diffuso e poi non sei mai sicuro che un lavoro fatto "bene" un giorno magari al primo cambiamento di codice interno produca un GCode "farlocco" che magari ti scassa qualcosa di tangibile e magari costoso.
Però queste sono considerazioni mie e vanno prese solo come una delle possibili voci del coro.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Infatti lo standard è nato dopo la creazione del linguaggio e cercava di uniformare alcune cose, però i produttori avevano ognuno le sue abitudini e pace ed amen. A questo proposito ci sono stati molti tentativi di superare RS-274 in favore di altro, ma nessun si è affermato in modo netto e quindi è pieno di dialetti di RS274, un arco lo puoi definire in almeno tre modi, in più anche la definizione delle velocità F diventa problematica perché alcuni interpreti (hardware e software) lo ritengono modale altri no ovvero lo resettano ad esempio se dai un G0 e poi un G1 senza F word alcuni interpreti "tengono in memoria" l'ultimo F word dell'ultimo G1 prima del G0 o di altri costrutti. altri lo vogliono sempre quando c'è un G1 altrimenti usano un default e altri ancora segnalano errore se manca.
per cui se hai una serie di movimenti G1 alcuni intepreti vogliono che tutti i G1 abbiano una F word altri basta che lo abbia la prima e poi la tengono buona fino al prossimo G0 o ad altri comandi altri tengono buono il primo G1 F word fino a che non imposti un altro F in un altro G1 e lo riusano per tutti i G1 G2 G3 che incontrano.
In genere e dico in genere, il workflow è:
- CAD
- CAM
- Gcode
- Sender
- Interprete
poi CAD e CAM possono essere magari lo stesso programma (se vuoi un'idea cerca CamBam costa un centinaio di Euro e va che è una bomba, su Windows e Linux )
per Sender in genere per l'uso CNC ce ne sono di specializzati (ad esempio se usi GRBL 1.1 puoi usare il feed-override).
Il problema rimane sempre che il GCode deve essere compatibile con il controller/firmware che poi lo interpreta soprattuto per quanto riguarda le cose che ti ho detto a proposito di archi, F word e numeri di linea (che in genere sono i punti più delicati nell'interpretazione del codice), alcune cosucce poi ci sono riguardo alla lunghezza della linea di codice, le vecchie versioni di GRBL avevano una limitazione di 50 caratteri, non so se Marlin (e MarlinKimbra) che hanno fatto il fork di GRBL agli inizi hanno modificato la situazione (il nuovo GRBL mi pare abbia una lunghezza di 80 caratteri più che suffiicenti per ongi riga), nel caso potresti avere dei problemi e dover impostare nella generazione del GCode una precisione inferiore per le word di X Y Z oppure I J K (che sono i parametri degli archi) in genere 4 o 5 decimali sono più che sufficienti, usando i mm come unità di misura anche 3 vanno bene perché parliamo di 0,001 mm cioè millesimi di millimetro.
MI pare che Marlin e MarlinKimbra gestiscano anche la stampa da SD, però dato che hai a che fare con cose meccaniche, in genere si sconsiglia di lasciare la macchina non sorvegliata, perché se ad esempio per un errore di codice si spacca un utensile, alla fine rischi di distruggere la macchina perché l'utensile non tagliando si incastra e i motori non lo possono sapere ma invece tu si e premi lo stop di emergenza, che in genere le stampanti 3D non hanno ma le CNC lo ritengono un obbligo, in modo che premendolo si deenergizzano i motori e il madrino senza passare per il controller, in pratica tagli l'alimentazione alla parte di potenza del controller e ci metti un pulsante a fungo in posizione comoda e magari protetta da eventuali proiezioni pezzi di fresa o altro)
Poi beh i due mondi (Stampa 3D e CNC) sono considerevolmente diversi, se fresi ad esempio un pezzo di compensato è cosa diversa da fresare un blocco di alluminio, anche nella generazione del GCode, infatti non tutti gli utensili (termine più corretto di fresa) permettono il taglio "in affondo" un buon CAM deve poter distinguere tra la possibilità di "center cutting" o meno.
In genere sto alla larga dai CAM on-line perché se poi fai qualcosa di "delicato" nessuno ti garantisce che il tuo progetto venga diffuso e poi non sei mai sicuro che un lavoro fatto "bene" un giorno magari al primo cambiamento di codice interno produca un GCode "farlocco" che magari ti scassa qualcosa di tangibile e magari costoso.
Però queste sono considerazioni mie e vanno prese solo come una delle possibili voci del coro.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Marlinkimbra CNC October 23, 2018 02:14AM |
Registered: 5 years ago Posts: 96 |
|
Re: Marlinkimbra CNC October 23, 2018 08:19AM |
Registered: 5 years ago Posts: 96 |
Ho bisogno di alcuni chiarimenti...
ho messo nel configuration_overall
#define CNCROUTER
#define MAX_CNCROUTER_SPEED 24000
#define MIN_CNCROUTER_SPEED 300
mi aspetterei in uscita da D42 un segnale PWM, ma provando con
M3 S12000 oppure M4 S12000 , in entrambi i casi l'uscita va alta 5V
e non modula... cosa sbaglio ?
Vorrei un'uscita PWM per poter comandare un convertitore da PWM a 0-10V
che ho in ingresso all'inverter per lo spindle motor.
ho messo nel configuration_overall
#define CNCROUTER
#define MAX_CNCROUTER_SPEED 24000
#define MIN_CNCROUTER_SPEED 300
mi aspetterei in uscita da D42 un segnale PWM, ma provando con
M3 S12000 oppure M4 S12000 , in entrambi i casi l'uscita va alta 5V
e non modula... cosa sbaglio ?
Vorrei un'uscita PWM per poter comandare un convertitore da PWM a 0-10V
che ho in ingresso all'inverter per lo spindle motor.
|
Re: Marlinkimbra CNC October 23, 2018 11:24AM |
Registered: 6 years ago Posts: 1,059 |
Per i settaggi del firmware il Mago ti potrà aiutare, ma se non spieghi come misuri l'uscita potrebbe anche non avere informazioni sufficienti per esserti di aiuto.
Comunque vedo difficile poter comandare un PWM da 0-10V con un uscita a 5V.
L'uscita in PWM è sempre 0 - 5V quello che cambia è il tempo in cui rimane alta (5V) rispetto a quello in cui rimane bassa (0).
PWM su WikiPedia
PWM su Arduino
se misuri con un tester ci sono buone possibilità che la misura sia sempre 5V, infatti senza nessun carico anche un semplice resistenza per poter misurare qualcosa di diverso, il tester in genere misura il picco avendo una resistenza molto elevata nell'ordine dei 20.000 Ohm e il picco misurato è sempre 5V.
Se vuoi ottenere una uscita ada 0 a 10V devi costruire un translatore di livello con almeno un transistor e un paio di altri componenti in rete è pieno di progetti, mi pare anche su qualche tutorial di Arduino.
Saluti
Carlo D.
Edited 2 time(s). Last edit at 10/23/2018 11:30AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Comunque vedo difficile poter comandare un PWM da 0-10V con un uscita a 5V.
L'uscita in PWM è sempre 0 - 5V quello che cambia è il tempo in cui rimane alta (5V) rispetto a quello in cui rimane bassa (0).
PWM su WikiPedia
PWM su Arduino
se misuri con un tester ci sono buone possibilità che la misura sia sempre 5V, infatti senza nessun carico anche un semplice resistenza per poter misurare qualcosa di diverso, il tester in genere misura il picco avendo una resistenza molto elevata nell'ordine dei 20.000 Ohm e il picco misurato è sempre 5V.
Se vuoi ottenere una uscita ada 0 a 10V devi costruire un translatore di livello con almeno un transistor e un paio di altri componenti in rete è pieno di progetti, mi pare anche su qualche tutorial di Arduino.
Saluti
Carlo D.
Edited 2 time(s). Last edit at 10/23/2018 11:30AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Marlinkimbra CNC October 23, 2018 12:19PM |
Registered: 5 years ago Posts: 96 |
Ciao ,
ho misurato l'uscita con ľoscilloscopio e con il comando M3 S12000 ľuscita va a 5V, la scheda di conversione alimentata a 12V , accetta il pwm con ampiezza 0-5v da 1kHz a 3 kHz e da in uscita 0-10 a seconda del duty cycle.
Edited 1 time(s). Last edit at 10/23/2018 04:13PM by atomino.
ho misurato l'uscita con ľoscilloscopio e con il comando M3 S12000 ľuscita va a 5V, la scheda di conversione alimentata a 12V , accetta il pwm con ampiezza 0-5v da 1kHz a 3 kHz e da in uscita 0-10 a seconda del duty cycle.
Edited 1 time(s). Last edit at 10/23/2018 04:13PM by atomino.
|
Re: Marlinkimbra CNC October 24, 2018 05:46AM |
Registered: 6 years ago Posts: 1,059 |
Deve intervenire il Mago, ma senza Configuration_Overall la vedo dura.
Tempo fa mi pare che il Mago abbia detto che il PWM è attivabile su tutte le uscite perché MK4Duo lo fa usando il Software (sulle 8bit) ed in hardware sulle 32bit.
Per la frequenza del PWM software, chiedi al mago, a memoria mi pare che nel codice ci sia scritto qualcosa.
Nel file
Configuration_CNCRouter.h
c'è scritto:
però non so se siano 245Hz (e allora sarebbe sotto la frequenza minima del tuo convertitore) o se sia un valore da 0 a 255 che parametrizzi l'ipotetica frequenza PWM di 100Khz facendola diventare (100/255)*245 = 96.076... Khz
però vedo che sempre in quel file:
che poi non è però presente nel Configuration_Overall.h
Magari è un piccolo errore nel codice, i sorgenti sono di MK4duo 4.3.6 ma sono vecchi di qualche mese, o controlli se le tue sorgenti "magari più recenti" hanno quel valore in Configuration_Overall.h o al massimo ce lo aggiungi a manina decommentandolo e vedi come compila.
In Teoria se un valore si trova sia nel Configuration_Overall.h che in un altro file di configurazione viene preso in carico quello del Configuration_Overall.h, al limite potresti decommentarlo nel file Configuration_CNCRouter.h e vedere se fa e poi segnalare l'errore al Mago, sempre che nel frattenmpo non sia già stato corretto, o in alternativa riscaricare il firmware dal configuratore online.
A volte piccole correzioni di bug non vengono seguite da un avanzamento di versione per cui una sorgente scaricata anche il giorno prima ha un baco mentre quella "fresca" no (Ahimè vale anche il viceversa), ma visto il costo del firmware (gratis et amore dei) ci sta tutto in quel prezzo.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Tempo fa mi pare che il Mago abbia detto che il PWM è attivabile su tutte le uscite perché MK4Duo lo fa usando il Software (sulle 8bit) ed in hardware sulle 32bit.
Per la frequenza del PWM software, chiedi al mago, a memoria mi pare che nel codice ci sia scritto qualcosa.
Nel file
Configuration_CNCRouter.h
c'è scritto:
// Work around for bad PWM drivers for spindles #define MAX_CNCROUTER_PWM_VAL 245
però non so se siano 245Hz (e allora sarebbe sotto la frequenza minima del tuo convertitore) o se sia un valore da 0 a 255 che parametrizzi l'ipotetica frequenza PWM di 100Khz facendola diventare (100/255)*245 = 96.076... Khz
però vedo che sempre in quel file:
// Enable speed control by PWM //#define FAST_PWM_CNCROUTER
che poi non è però presente nel Configuration_Overall.h
Magari è un piccolo errore nel codice, i sorgenti sono di MK4duo 4.3.6 ma sono vecchi di qualche mese, o controlli se le tue sorgenti "magari più recenti" hanno quel valore in Configuration_Overall.h o al massimo ce lo aggiungi a manina decommentandolo e vedi come compila.
In Teoria se un valore si trova sia nel Configuration_Overall.h che in un altro file di configurazione viene preso in carico quello del Configuration_Overall.h, al limite potresti decommentarlo nel file Configuration_CNCRouter.h e vedere se fa e poi segnalare l'errore al Mago, sempre che nel frattenmpo non sia già stato corretto, o in alternativa riscaricare il firmware dal configuratore online.
A volte piccole correzioni di bug non vengono seguite da un avanzamento di versione per cui una sorgente scaricata anche il giorno prima ha un baco mentre quella "fresca" no (Ahimè vale anche il viceversa), ma visto il costo del firmware (gratis et amore dei) ci sta tutto in quel prezzo.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Marlinkimbra CNC October 24, 2018 06:21AM |
Registered: 5 years ago Posts: 96 |
|
Re: Marlinkimbra CNC October 24, 2018 04:34PM |
Registered: 5 years ago Posts: 96 |
Qualcosa e' cambiato , nel log compare :
< 22:28:29: Echo:N239 M3 S24000 *77
< 22:28:29: ok
< 22:28:30: Echo:N240 M105 *1
< 22:28:30: ok T:-273.15 /0 @:0 CNC speed: 15000 rpm
< 22:28:31: wait
< 22:28:31: Echo:N241 M105 *0
< 22:28:31: ok T:-273.15 /0 @:0 CNC speed: 24000 rpm
< 22:28:32: wait
L'uscita D42 va a 5V ma non modula e fino a 16000 rpm rimane a Zero, a 17000 va a 5V
< 22:28:29: Echo:N239 M3 S24000 *77
< 22:28:29: ok
< 22:28:30: Echo:N240 M105 *1
< 22:28:30: ok T:-273.15 /0 @:0 CNC speed: 15000 rpm
< 22:28:31: wait
< 22:28:31: Echo:N241 M105 *0
< 22:28:31: ok T:-273.15 /0 @:0 CNC speed: 24000 rpm
< 22:28:32: wait
L'uscita D42 va a 5V ma non modula e fino a 16000 rpm rimane a Zero, a 17000 va a 5V
|
Re: Marlinkimbra CNC October 25, 2018 04:27AM |
Registered: 6 years ago Posts: 1,059 |
Aspetta il Mago oppure apri un nuovo thread con un titolo significativo tipo "Modulazione PWM per Marlinkimbra CNC" (è solo un'idea)
Sarebbe meglio non mettere troppa carne al fuoco su un thread con titolo generico.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Sarebbe meglio non mettere troppa carne al fuoco su un thread con titolo generico.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Marlinkimbra CNC April 04, 2020 05:33AM |
Registered: 6 years ago Posts: 52 |
Ciao a tutti avrei una domanda per il Mago o per chi mi sa rispondere 
Sto costruendo una CNC casalinga con parti stampate in 3d e tutta la meccanica del caso, per farla muovere utilizzo GRBL ma mi trovo male e pensavo di usarici MK4Duo dato che l'ho appena messo nella stampante e funziona egregiamente.
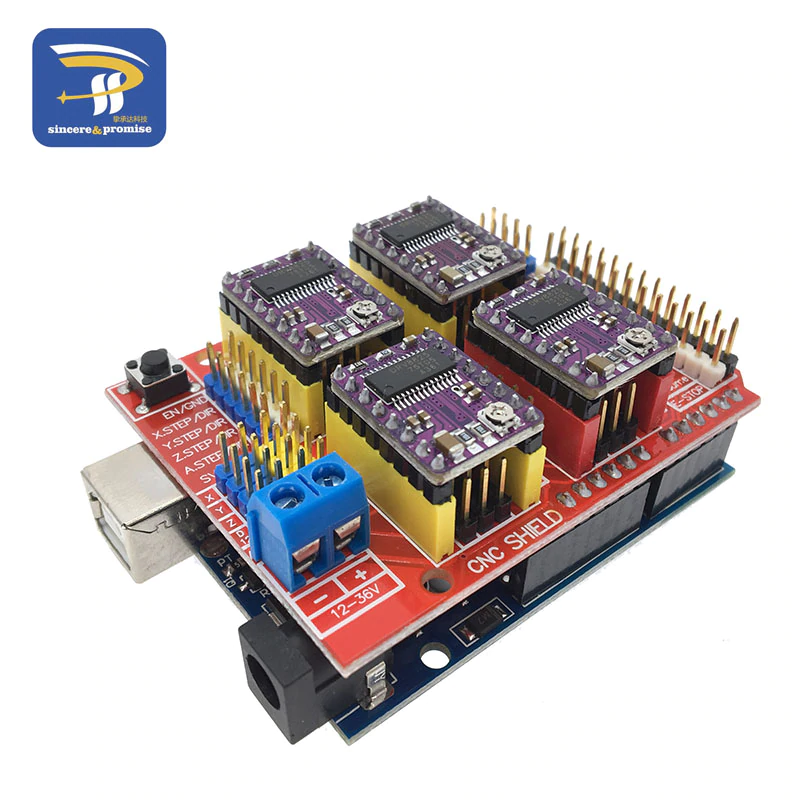
Problema, nella CNC ho come scheda un arduino uno con CNC shield e drv8825 come nella foto allegato e tra le varie board (non vorrei sbagliare ) non ho trovato questa.
Quindi la mia domanda è: ce la board e mi sono sbagliato o devo "crearmi tale board mettendo uno per uno il numero dei pin in configuration:pins"?
Grazie in anticipo
Sto costruendo una CNC casalinga con parti stampate in 3d e tutta la meccanica del caso, per farla muovere utilizzo GRBL ma mi trovo male e pensavo di usarici MK4Duo dato che l'ho appena messo nella stampante e funziona egregiamente.
Problema, nella CNC ho come scheda un arduino uno con CNC shield e drv8825 come nella foto allegato e tra le varie board (non vorrei sbagliare ) non ho trovato questa.
Quindi la mia domanda è: ce la board e mi sono sbagliato o devo "crearmi tale board mettendo uno per uno il numero dei pin in configuration:pins"?
Grazie in anticipo
{kind=link}
{kind=link}
|
Re: Marlinkimbra CNC April 04, 2020 06:13AM |
Registered: 6 years ago Posts: 1,059 |
Come già detto da molte, parti GRBL per una CNC è la soluzione migliore, è dedicato a quello.
Una volta che fai i settaggi corretti alla fine una CNC ti deve gestire, solo il planner dei movimenti (che per l'uso CNC è leggermente diverso da quello della stampa 3D), e l'attivazione ed eventuale regolazione del motore di fresatura.
Se aggiunge che MK4Duo non ha la gestione delle WP e a quanto pare non ha G2 G3 cioè l'interpolazione lineare degli archi, mentre GRBL li ha forse non è la soluzione migliore.
Te lo dice uno che ha una CNC 1000 x 750 mm di piano (800x600mm effettivi) con una motore di fresatura dal 1050W e la gestisce con Arduino UNO con GRBL e driver A4988 da almeno tre anni, controllo sia il motore di fresatura, sia l'aspirazione con aspirapolvere da 1600W con due relais allo stato solido,
Al solito parere personale, basato sull'esperienza diretta.
Saluti
Carlo D.
Edited 2 time(s). Last edit at 04/04/2020 06:18AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Una volta che fai i settaggi corretti alla fine una CNC ti deve gestire, solo il planner dei movimenti (che per l'uso CNC è leggermente diverso da quello della stampa 3D), e l'attivazione ed eventuale regolazione del motore di fresatura.
Se aggiunge che MK4Duo non ha la gestione delle WP e a quanto pare non ha G2 G3 cioè l'interpolazione lineare degli archi, mentre GRBL li ha forse non è la soluzione migliore.
Te lo dice uno che ha una CNC 1000 x 750 mm di piano (800x600mm effettivi) con una motore di fresatura dal 1050W e la gestisce con Arduino UNO con GRBL e driver A4988 da almeno tre anni, controllo sia il motore di fresatura, sia l'aspirazione con aspirapolvere da 1600W con due relais allo stato solido,
Al solito parere personale, basato sull'esperienza diretta.
Saluti
Carlo D.
Edited 2 time(s). Last edit at 04/04/2020 06:18AM by onekk.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Marlinkimbra CNC April 04, 2020 10:23AM |
Registered: 6 years ago Posts: 52 |
|
Re: Marlinkimbra CNC April 04, 2020 11:00AM |
Registered: 6 years ago Posts: 1,059 |
Potrei darti una mano, ma su questo forum mi sa che andiamo OT.
dovrei sapere, che scheda monti, motori, meccanica ecc della CNC, tanto per capire cosa devi fare.
Per il software cosa intendi?
- come CAM uso un CAM semiprofessionale, l'unico che gira sotto Linux e va benino.
- GRBL lo controllo con una SOM (tipo raspberry Pi) dove gira il sender che invia il file alla CNC, uso bCNC (anche se ne uso una versione personalizzata da me).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
dovrei sapere, che scheda monti, motori, meccanica ecc della CNC, tanto per capire cosa devi fare.
Per il software cosa intendi?
- come CAM uso un CAM semiprofessionale, l'unico che gira sotto Linux e va benino.
- GRBL lo controllo con una SOM (tipo raspberry Pi) dove gira il sender che invia il file alla CNC, uso bCNC (anche se ne uso una versione personalizzata da me).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Marlinkimbra CNC April 06, 2020 04:42PM |
Registered: 6 years ago Posts: 52 |
Sorry, only registered users may post in this forum.