Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Mercato
>
Topic
Messaggio spostato - Stampanti 3DPRN
Posted by Gordie
|
Messaggio spostato - Stampanti 3DPRN August 18, 2014 08:21AM |
Admin Registered: 11 years ago Posts: 954 |
Amministrazione: Messaggio spostato da questa discussione perché considerato pubblicitario (per il tipo di informazioni fornite).
-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Utente GFranky
Salve sono della ditta 3DPRN.
Aggiungo alla discussione qualche info sulle nostre stampanti.
Le stampanti 3DPRN sono tutte montate e certificate a parte il modello BASIC-L che viene venduta in Kit e non è certificata.
La 3DPRN-LAB visionata da ENRICODARE monta come elettronica una Megatronics ver.3 con display. Dalla descrizione data da ENRICODARE sono sicuro che non ha visto il software di controllo della stampante che viene dato a corredo 3DPRNWARE per il quale vi rimando alla discussione [forums.reprap.org] . Con questo software si può riprendere il lavoro interrotto e molte altre funzionalità veramente esclusive.
La 3DPRN-LAB visionata da ENRICODARE è tornata in ditta per la regolazione (tramite trimmer) della potenza erogata ai motori, cosa che comunque in genere viene fatta direttamente dall'utente. Al motore dell'asse Y veniva erogata <50% della corrente nominale... l'abbiamo aumentata leggermente per avere più accellerazione.
I motori utilizzati nella LAB sono NEMA 17 4kg/cm con puleggia T2.5 a 16 denti. La regolazione della potenza fornita ai motori in genere è dal 50% al 70% di quella nominale. Il dimensionamento dei motori risulta quindi più che sufficiente secondo i nostri calcoli. Per i modelli con volume di stampa superiori (modello MONSTER o CUSTUM) montiamo dei nema 17 da 4.8Kg/cm. La movimentazione prevede 160step/mm con una divisione di 1/32.
La struttura delle nostre stampanti vanno un po al di fuori dei form-factor più utilizzati. I motivi a supporto di questa scelta sono:
1.Volevamo una stampante predisposta per la realizzazione di piccole serie che potesse lavorare continuamente con pochissimi interventi da parte dell'utente. Una stampante robusta e precisa che rimanesse tale anche dopo migliaia di ore di lavoro. Dalla nostra esperienza di costruttori di pantografi CN www.protek.it abbiamo optato per l'asse Z indipendente dalla X (la X non scende con la Z o il piano non si avvicina alla X) e per le guide abbiamo utilizzato quelle professionali ad altissima precisione e indistruttibili che utilizziamo su macchine più grandi. Con questa struttura possiamo effettuare stampe veramente sequenziali. A questo punto, dopo aver messo a punto l'hardware, vista la nostra esperienza sul software 3D www.masterdesign.it, abbiamo ritenuto opportuno scrivere da zero un software di controllo della stampante [www.3dprn.com] . con il quale sfruttare al massimo le potenzialità delle nostre stampanti (ma perchè no anche di altre stampanti! il SW è free)
2.La struttura doveva essere pronta ad accogliere altri tipi di estrusori... anche estrusori di terze parti
3.La stampante doveva essere molto rigida per avere la massima precisione e per essere utilizzata come un piccolo pantografo cn.
4.Per noi era importante poter avere la possibilità di cambiare a volo l'estrusore e poter scegliere tra la modalità Bowden piuttosto che diretto, filo 3mm o 1.75, estrusore da 0.3,0.4,0.5,0.6,0.8 e 1mm. In questo modo riusciamo a trattare nel giusto modo il materiale.
La stampante 3DPRN viene configurata dall'utente in base alle sue esigenze. Lo stesso modello COVER [www.3dprn.com] è da considerarsi una opzione di quella base. Per chi possiede una LAB con un piccolo contributo si può passare alla LAB-COVER
A breve sarà disponibile l'opzione per avere al posto delle cinghie un sistema Pignone/Cremagliera ad altissima precisione realizzato da noi appositamente per lo scopo.
In questo periodo stiamo mettendo a punto un modello con doppio asse X e Z indipendenti (due z e due x) (penso che sia l'unica attualmente sul mercato.. se no lo è fatemelo sapere) e molte altre sono le funzionalità hw/sw che stiamo sviluppando... sempre che il mercato continui a supportarci!
Qualsiasi altra cosa vogliate sapere non avete che da chiedere.
Grazie
Gianfranco Fazzini
Edited 1 time(s). Last edit at 08/18/2014 08:21AM by Gordie.
-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Utente GFranky
Salve sono della ditta 3DPRN.
Aggiungo alla discussione qualche info sulle nostre stampanti.
Le stampanti 3DPRN sono tutte montate e certificate a parte il modello BASIC-L che viene venduta in Kit e non è certificata.
La 3DPRN-LAB visionata da ENRICODARE monta come elettronica una Megatronics ver.3 con display. Dalla descrizione data da ENRICODARE sono sicuro che non ha visto il software di controllo della stampante che viene dato a corredo 3DPRNWARE per il quale vi rimando alla discussione [forums.reprap.org] . Con questo software si può riprendere il lavoro interrotto e molte altre funzionalità veramente esclusive.
La 3DPRN-LAB visionata da ENRICODARE è tornata in ditta per la regolazione (tramite trimmer) della potenza erogata ai motori, cosa che comunque in genere viene fatta direttamente dall'utente. Al motore dell'asse Y veniva erogata <50% della corrente nominale... l'abbiamo aumentata leggermente per avere più accellerazione.
I motori utilizzati nella LAB sono NEMA 17 4kg/cm con puleggia T2.5 a 16 denti. La regolazione della potenza fornita ai motori in genere è dal 50% al 70% di quella nominale. Il dimensionamento dei motori risulta quindi più che sufficiente secondo i nostri calcoli. Per i modelli con volume di stampa superiori (modello MONSTER o CUSTUM) montiamo dei nema 17 da 4.8Kg/cm. La movimentazione prevede 160step/mm con una divisione di 1/32.
La struttura delle nostre stampanti vanno un po al di fuori dei form-factor più utilizzati. I motivi a supporto di questa scelta sono:
1.Volevamo una stampante predisposta per la realizzazione di piccole serie che potesse lavorare continuamente con pochissimi interventi da parte dell'utente. Una stampante robusta e precisa che rimanesse tale anche dopo migliaia di ore di lavoro. Dalla nostra esperienza di costruttori di pantografi CN www.protek.it abbiamo optato per l'asse Z indipendente dalla X (la X non scende con la Z o il piano non si avvicina alla X) e per le guide abbiamo utilizzato quelle professionali ad altissima precisione e indistruttibili che utilizziamo su macchine più grandi. Con questa struttura possiamo effettuare stampe veramente sequenziali. A questo punto, dopo aver messo a punto l'hardware, vista la nostra esperienza sul software 3D www.masterdesign.it, abbiamo ritenuto opportuno scrivere da zero un software di controllo della stampante [www.3dprn.com] . con il quale sfruttare al massimo le potenzialità delle nostre stampanti (ma perchè no anche di altre stampanti! il SW è free)
2.La struttura doveva essere pronta ad accogliere altri tipi di estrusori... anche estrusori di terze parti
3.La stampante doveva essere molto rigida per avere la massima precisione e per essere utilizzata come un piccolo pantografo cn.
4.Per noi era importante poter avere la possibilità di cambiare a volo l'estrusore e poter scegliere tra la modalità Bowden piuttosto che diretto, filo 3mm o 1.75, estrusore da 0.3,0.4,0.5,0.6,0.8 e 1mm. In questo modo riusciamo a trattare nel giusto modo il materiale.
La stampante 3DPRN viene configurata dall'utente in base alle sue esigenze. Lo stesso modello COVER [www.3dprn.com] è da considerarsi una opzione di quella base. Per chi possiede una LAB con un piccolo contributo si può passare alla LAB-COVER
A breve sarà disponibile l'opzione per avere al posto delle cinghie un sistema Pignone/Cremagliera ad altissima precisione realizzato da noi appositamente per lo scopo.
In questo periodo stiamo mettendo a punto un modello con doppio asse X e Z indipendenti (due z e due x) (penso che sia l'unica attualmente sul mercato.. se no lo è fatemelo sapere) e molte altre sono le funzionalità hw/sw che stiamo sviluppando... sempre che il mercato continui a supportarci!
Qualsiasi altra cosa vogliate sapere non avete che da chiedere.
Grazie
Gianfranco Fazzini
Edited 1 time(s). Last edit at 08/18/2014 08:21AM by Gordie.
|
Re: Messaggio spostato - Stampanti 3DPRN August 18, 2014 08:31AM |
Admin Registered: 11 years ago Posts: 954 |
Amministrazione: Messaggio spostato da questa discussione perché considerato pubblicitario (per il tipo di informazioni fornite).
-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Utente GFranky
Grazie di cuore @MrLove
a supporto della "qualità si paga" do questi semplici numeri derivanti dalla nostra esperienza e che dovrebbero far riflettere:
i cuscinetti lineari/bronzine di solito utilizzate sulle stampanti 3D noi li paghiamo molto meno di 1€/pz mentre il corrispondente carrello di precisione HiWin che montiamo sulle nostre stampanti ci costa poco meno di 20€/pz a questo vanno aggiunte le guide 3€/ml contro 30€/ml. A fronte di questo però abbiamo un sistema di trasmissione assolutamente non confrontabile quando si parla di precisione, durata e ripetibilità nel tempo.
Ho personalmente testato facendola lavorare notte e giorno una stampante 3D di una nota (forse la più nota) casa produttrice per oltre due anni ed ho annotato tutto quello che non andava per cercare diverse soluzioni su quella che avremmo prodotto. La stampante, tenuta a puntino produceva dei buoni oggetti, strutturalmente forse poco solidi ma ben fatti. Il software a corredo migliorava di versione in versione, La media di oggetti non conformi per fallimenti di stampa era di 1 su 4. In questi due anni ho avuto in totale un 4 mesi di stop della stampante (anche in attesa di pezzi di ricambio). Oggi la stampante ha una precisione molto inferiore (difficile ottenere pezzi meccanici utilizzabili) e la percentuale di pezzi falliti sono aumentati notevolmente. Prima di andare in ferie non riusciva più a stampare e non ne abbiamo capito il motivo.
Vero che la qualità si paghi ma è vero anche che la qualità paga.
Gianfranco
-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Utente GFranky
Grazie di cuore @MrLove
a supporto della "qualità si paga" do questi semplici numeri derivanti dalla nostra esperienza e che dovrebbero far riflettere:
i cuscinetti lineari/bronzine di solito utilizzate sulle stampanti 3D noi li paghiamo molto meno di 1€/pz mentre il corrispondente carrello di precisione HiWin che montiamo sulle nostre stampanti ci costa poco meno di 20€/pz a questo vanno aggiunte le guide 3€/ml contro 30€/ml. A fronte di questo però abbiamo un sistema di trasmissione assolutamente non confrontabile quando si parla di precisione, durata e ripetibilità nel tempo.
Ho personalmente testato facendola lavorare notte e giorno una stampante 3D di una nota (forse la più nota) casa produttrice per oltre due anni ed ho annotato tutto quello che non andava per cercare diverse soluzioni su quella che avremmo prodotto. La stampante, tenuta a puntino produceva dei buoni oggetti, strutturalmente forse poco solidi ma ben fatti. Il software a corredo migliorava di versione in versione, La media di oggetti non conformi per fallimenti di stampa era di 1 su 4. In questi due anni ho avuto in totale un 4 mesi di stop della stampante (anche in attesa di pezzi di ricambio). Oggi la stampante ha una precisione molto inferiore (difficile ottenere pezzi meccanici utilizzabili) e la percentuale di pezzi falliti sono aumentati notevolmente. Prima di andare in ferie non riusciva più a stampare e non ne abbiamo capito il motivo.
Vero che la qualità si paghi ma è vero anche che la qualità paga.
Gianfranco
|
Re: Messaggio spostato - Stampanti 3DPRN August 18, 2014 08:20PM |
Moderator Registered: 11 years ago Posts: 1,865 |
Salve Signor Fazzini,
le riporto qui, la mia esperienza e le mie impressioni.
Ho avuto modo di vedere all'opera in tutto 3 vostre stampanti: la LAB matricola 009 del 2014 a cui lei credo faccia riferimento, una basic xl, ed un altra LAB di proprietà di Stefano della Keytech
Quest'ultimo è entusiasta della stampante, ce l'ha da più di un anno e la usa per testare tutti i vari tipi di filamento che sta sperimentando.
La mia esperienza parte da una richiesta di un parere sulla LAB 009, che presentava perdite di passo sull'asse x.
Abbiamo fatto delle prove nel mio ufficio e, a random, effettivamente questo difetto era presente.
Si verificava in occasioni di movimenti bruschi o senza motivo.
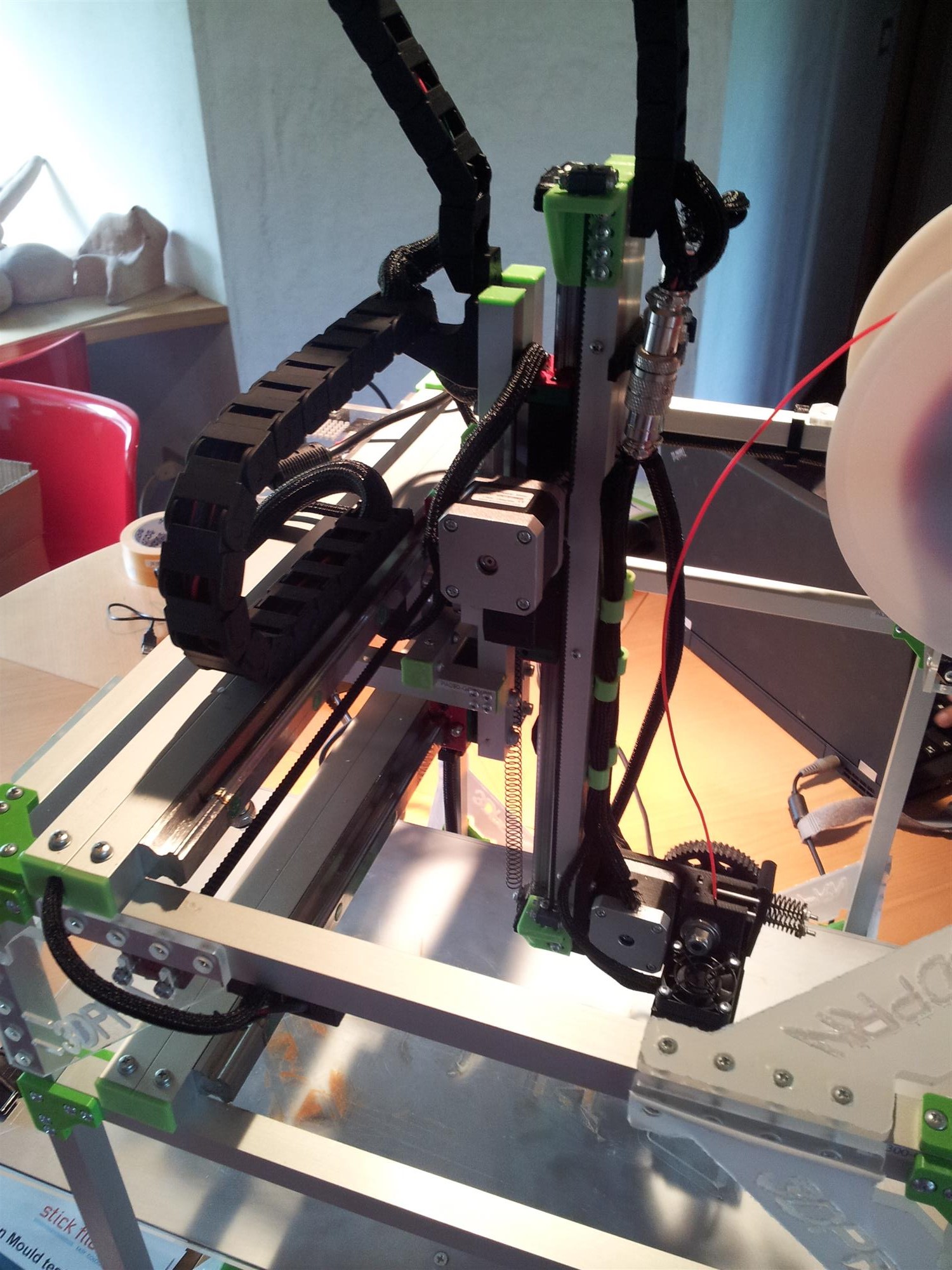
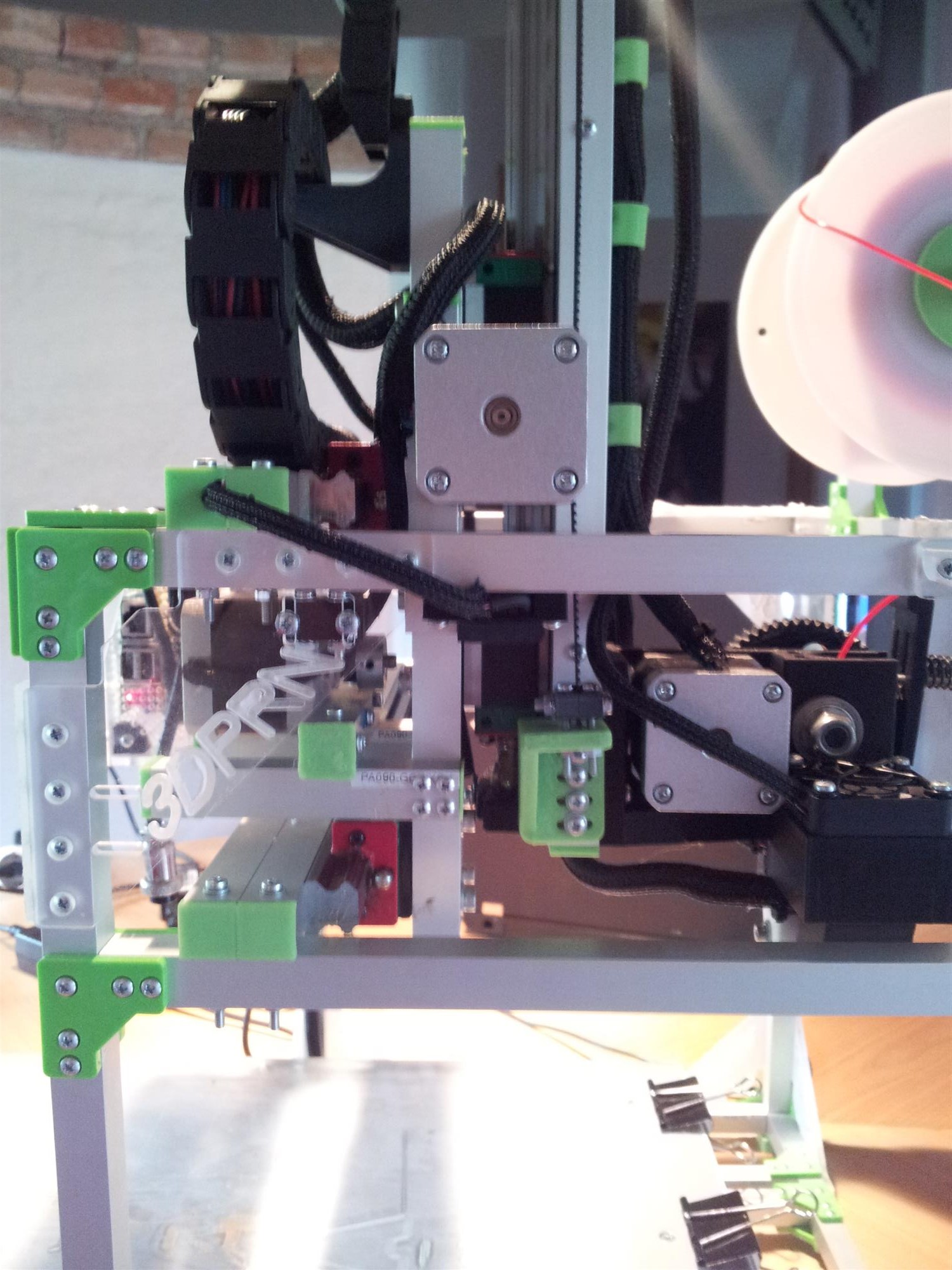
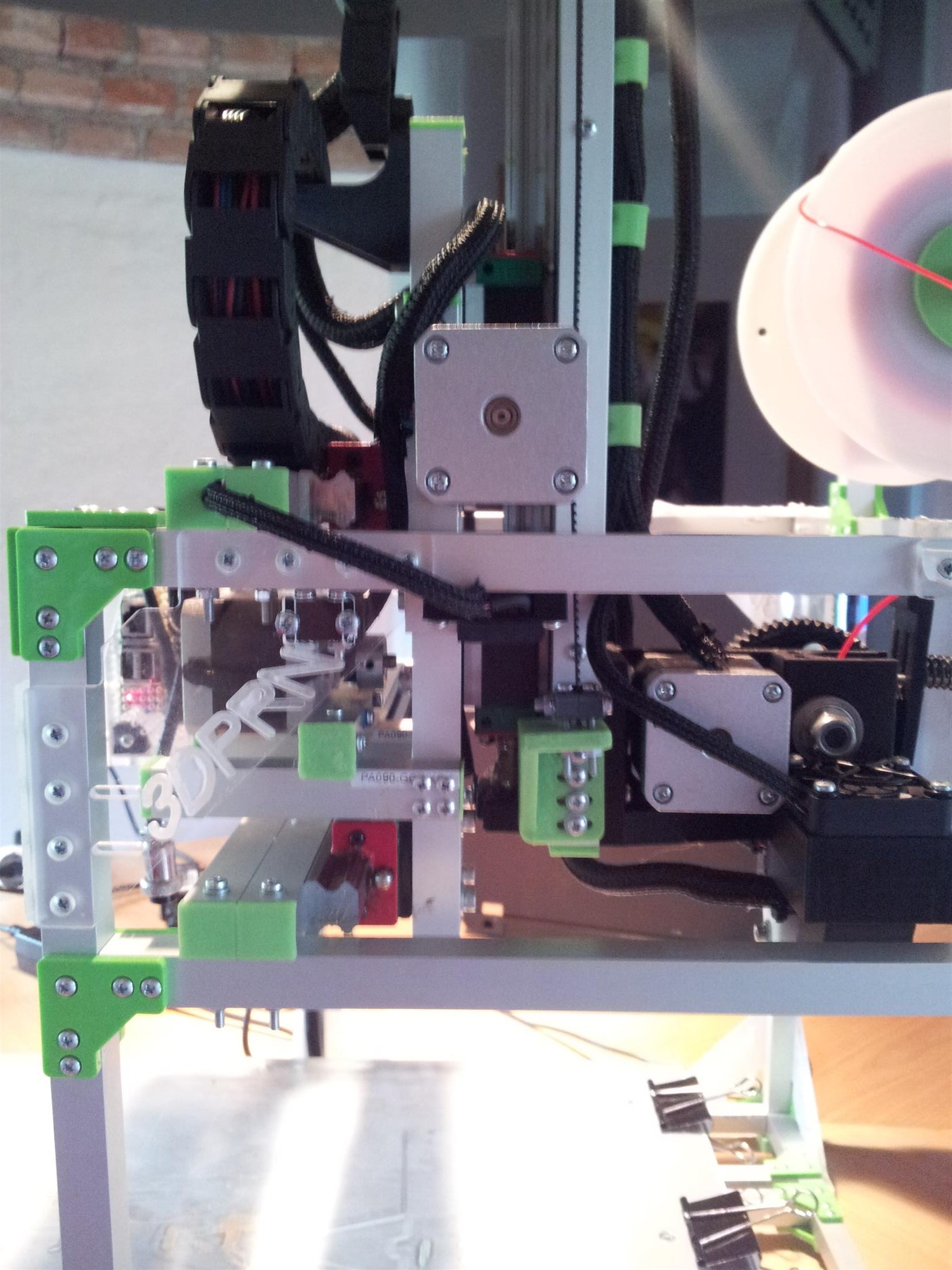
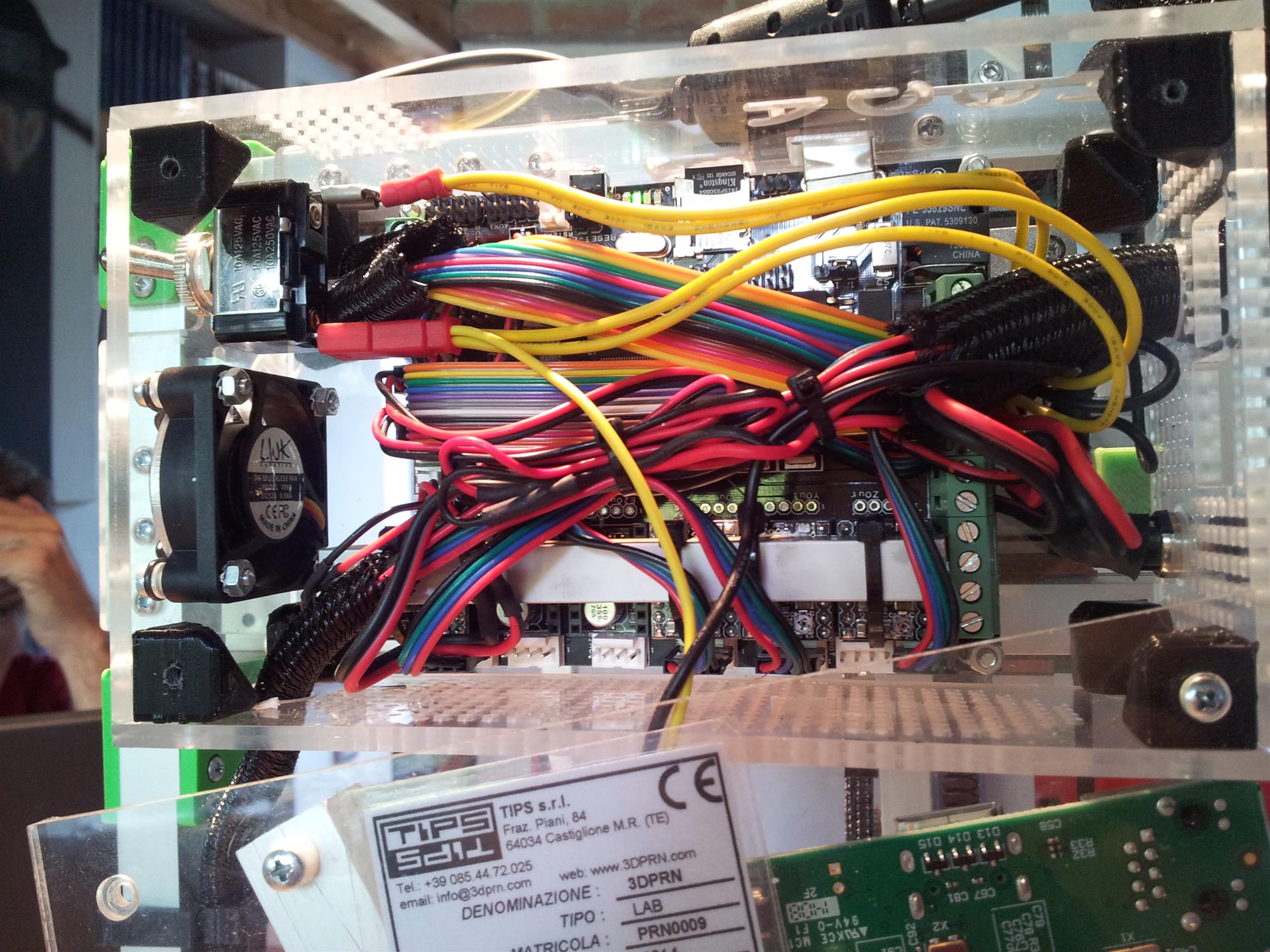
Analizzando la struttura, di cui allego foto, si vede come le guide (e lo ho già detto) siano ottime (averle!) ma la mia perplessità sta nel fatto che, nell'asse x, un motore da 4Kg si porta dietro il motore dell'asse z, quello dell'estrusore, la guida ed il pattino dell'asse z, la struttura in alluminio, i cavi con i relativi connettori, etc. Lei poi mi conferma che avete micropassi impostati ad 1/32, quindi la forza disponibile è nettamente inferiore.
Sicuramente per un pantografo è una condizione normale, ma per una stampante 3d, che richiede leggerezza nelle parti in movimento, il discorso non quadra. Sono anche molto esili i pezzetti in plastica che bloccano le cinghie.
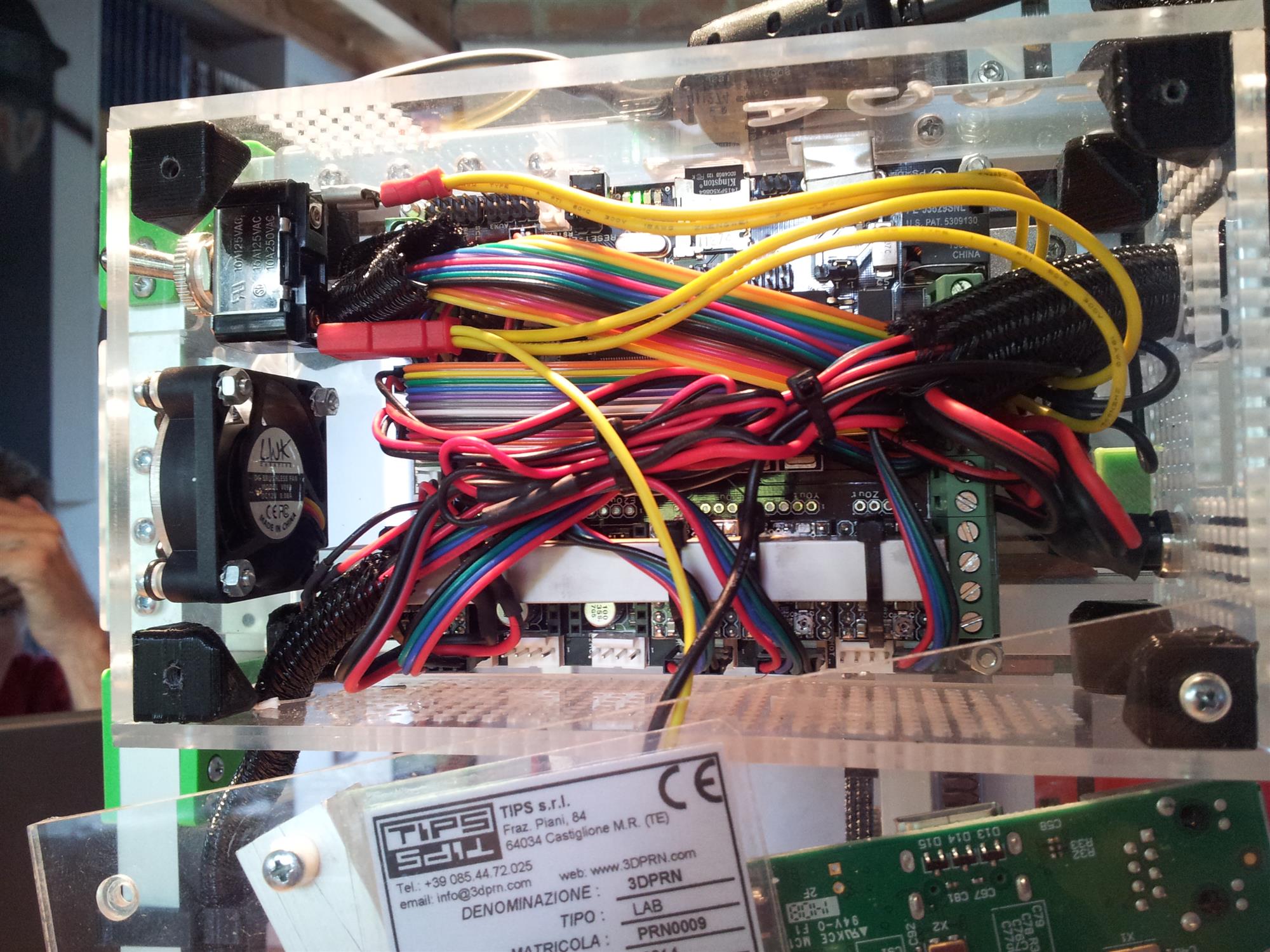
Aprendo la scatola con la scheda sono rimasto basito dal sistema di raffreddamento dei driver, fatto con un tubo quadro di alluminio che dovrebbe poggiare su tutti i chip, fissato con due fascette, e viene fuori che, se si tocca il profilo, o se lo squotimento è eccessivo l'alluminio tocca delle saldature sui driver, facendo bloccare la stampa o causando movimenti anomali.
Pur sapendo come eventualmente regolare i potenziometri dei pololu (e avendo voltmetro e cacciavite ceramico con me) decido di non farlo, per la semplice ragione che una stampante certificata, chiusa e venduta montata ad un costo non irrisorio, dovrebbe essere già a posto, non crede?
Mi viene poi in mente di calibrare l'altezza di z, ma scopro che per farlo devo necessariamente passare tramite firmware, perchè il finecorsa è a zmax e non c'è nessuna regolazione "di fino" disponibile con una semplice vite.
Se volessi calibrare il piano, dato che è molto grande, dovrei togliere il policarbonato, ed agire su delle vitine autofilettanti che fanno presa sulla plastica, posizionati in più punti del piano, lungo le guide di scorrimento, ma, dato che il policarbonato non ha uno spessore costante, non sono sicuro del livellamento finale.
Voglio stampare qualcosa via sd, per scongiurare eventuali malfunzionamenti della usb, e scopro che, sebbene il display sia dotato di lettore, questo non è accessibile, e che devo inserire una microsd, direttamente nella mega sul retro, in una fessurina scavata nel policarbonato della scatola che racchiude l'elettronica che si trova sul retro, e con le mia dita non ci riesco, devo usare la pinzetta, ma succede che una volta non trovo subito la sede della scheda e la micosd, mi cade dentro la scatola chiusa. Quindi devo aprirla e cercare il pezzettino di plastica tecnologico.
Il movimento del piano di una stampante così generosa fa si che questa sia ingombrante lungo l'asse y e se dovessi posarla su di un piano non potrei appoggiare nulla di fronte o sul retro. Avrei trovato più comodo il posizionamento del display su uno dei lati paralleli ad y, così da poter mettere la stampante anche ridosso ad un muro.
Una nota folcloristica è data dall'asse z a cui piace fare base jumping, ovvero, dato che ha un movimento a cinghia non bilanciato, se per caso si toglie corrente ai motori quando la z è in home o c'è qualche sbalzo di corrente, questo cade impietosamente e siete stati costretti ad inserire una molla per rallentare e frenare la caduta. Questo accade allo spegnimento ed in altre svariate occasioni.
Come ho già detto la qualità di stampa è ottima, quando non ci sono problemi agli assi e si va piano, non lo nego.
L'ora è tarda, mi riservo ulteriori commenti più avanti.
Non ho ancora avuto la possibilità di leggere la lettera di risposta che avete dato alla ditta interessta alla commercializzazione, mi hanno fornito solo un paio informazioni, una, il costo per la riparazione del peek del jhead risultato danneggiato, penso nella spedizione... simpatico
Edited 2 time(s). Last edit at 08/18/2014 08:23PM by enricodare.
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
le riporto qui, la mia esperienza e le mie impressioni.
Ho avuto modo di vedere all'opera in tutto 3 vostre stampanti: la LAB matricola 009 del 2014 a cui lei credo faccia riferimento, una basic xl, ed un altra LAB di proprietà di Stefano della Keytech
Quest'ultimo è entusiasta della stampante, ce l'ha da più di un anno e la usa per testare tutti i vari tipi di filamento che sta sperimentando.
La mia esperienza parte da una richiesta di un parere sulla LAB 009, che presentava perdite di passo sull'asse x.
Abbiamo fatto delle prove nel mio ufficio e, a random, effettivamente questo difetto era presente.
Si verificava in occasioni di movimenti bruschi o senza motivo.
Analizzando la struttura, di cui allego foto, si vede come le guide (e lo ho già detto) siano ottime (averle!) ma la mia perplessità sta nel fatto che, nell'asse x, un motore da 4Kg si porta dietro il motore dell'asse z, quello dell'estrusore, la guida ed il pattino dell'asse z, la struttura in alluminio, i cavi con i relativi connettori, etc. Lei poi mi conferma che avete micropassi impostati ad 1/32, quindi la forza disponibile è nettamente inferiore.
Sicuramente per un pantografo è una condizione normale, ma per una stampante 3d, che richiede leggerezza nelle parti in movimento, il discorso non quadra. Sono anche molto esili i pezzetti in plastica che bloccano le cinghie.
Aprendo la scatola con la scheda sono rimasto basito dal sistema di raffreddamento dei driver, fatto con un tubo quadro di alluminio che dovrebbe poggiare su tutti i chip, fissato con due fascette, e viene fuori che, se si tocca il profilo, o se lo squotimento è eccessivo l'alluminio tocca delle saldature sui driver, facendo bloccare la stampa o causando movimenti anomali.
Pur sapendo come eventualmente regolare i potenziometri dei pololu (e avendo voltmetro e cacciavite ceramico con me) decido di non farlo, per la semplice ragione che una stampante certificata, chiusa e venduta montata ad un costo non irrisorio, dovrebbe essere già a posto, non crede?
Mi viene poi in mente di calibrare l'altezza di z, ma scopro che per farlo devo necessariamente passare tramite firmware, perchè il finecorsa è a zmax e non c'è nessuna regolazione "di fino" disponibile con una semplice vite.
Se volessi calibrare il piano, dato che è molto grande, dovrei togliere il policarbonato, ed agire su delle vitine autofilettanti che fanno presa sulla plastica, posizionati in più punti del piano, lungo le guide di scorrimento, ma, dato che il policarbonato non ha uno spessore costante, non sono sicuro del livellamento finale.
Voglio stampare qualcosa via sd, per scongiurare eventuali malfunzionamenti della usb, e scopro che, sebbene il display sia dotato di lettore, questo non è accessibile, e che devo inserire una microsd, direttamente nella mega sul retro, in una fessurina scavata nel policarbonato della scatola che racchiude l'elettronica che si trova sul retro, e con le mia dita non ci riesco, devo usare la pinzetta, ma succede che una volta non trovo subito la sede della scheda e la micosd, mi cade dentro la scatola chiusa. Quindi devo aprirla e cercare il pezzettino di plastica tecnologico.
Il movimento del piano di una stampante così generosa fa si che questa sia ingombrante lungo l'asse y e se dovessi posarla su di un piano non potrei appoggiare nulla di fronte o sul retro. Avrei trovato più comodo il posizionamento del display su uno dei lati paralleli ad y, così da poter mettere la stampante anche ridosso ad un muro.
Una nota folcloristica è data dall'asse z a cui piace fare base jumping, ovvero, dato che ha un movimento a cinghia non bilanciato, se per caso si toglie corrente ai motori quando la z è in home o c'è qualche sbalzo di corrente, questo cade impietosamente e siete stati costretti ad inserire una molla per rallentare e frenare la caduta. Questo accade allo spegnimento ed in altre svariate occasioni.
Come ho già detto la qualità di stampa è ottima, quando non ci sono problemi agli assi e si va piano, non lo nego.
L'ora è tarda, mi riservo ulteriori commenti più avanti.
Non ho ancora avuto la possibilità di leggere la lettera di risposta che avete dato alla ditta interessta alla commercializzazione, mi hanno fornito solo un paio informazioni, una, il costo per la riparazione del peek del jhead risultato danneggiato, penso nella spedizione... simpatico
Edited 2 time(s). Last edit at 08/18/2014 08:23PM by enricodare.
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Messaggio spostato - Stampanti 3DPRN August 19, 2014 12:53PM |
Registered: 9 years ago Posts: 39 |
Signor Enrico
Noto con disappunto che anche lei è stato tratto in inganno da informazioni a dir poco errate e mancanti.
Sono sicuro che appena leggerà la relazione troverà fuori luogo gran parte del suo post. In attesa di ciò le ribatto punto per punto e anche senza relazione si renderà conto che le sue conclusioni sono completamente errate.
Il dimensionamento dei motori non è una cosa che si dovrebbe fare ad occhio (oltre al fatto che la forza non si misura in kg): o si utilizzano i giusti strumenti o (come penso nel suo caso) si procede in modo empirico facendo delle prove.
La stampante che ha visionato è ritornata presso la nostra ditta, dopo essere stata presso il suo ufficio (presumo da quello che mi ha detto), con i motori regolati intorno a 0.5A contro i nominali 1.7A. Ai motori andava meno di 1/3 della corrente nominale… veramente sorprendente che perdessero i passi solo in certe occasioni... casomai sembrano sovradimensionati. La cosa ancora più straordinariamente strana è che chi conosce questi driver, a vista, guardando semplicemente il trimmer, si sarebbe accorto della anomalia. Questo basta a chiudere il discorso sul dimensionamento dei motori senza scomodare troppa matematica e fisica. L'utente della LAB ci aveva detto di aver aumentato la corrente ai motori ma è chiaro che aveva fatto esattamente il contrario. Bastava che lei misurasse la corrente nei driver per capire che, oltre al fatto che non si trattava di sottodimensionamento, il problema era tanto stupido quato di semplice soluzione. Lei stesso mi dice di aver visionato la stampante del Sig. Cornaldesi; come ha fatto a non notare che in quella Lab non c'e nessuna barra di raffreddamento dei driver dei motori? Questo perché sono tarati a 0.75A su 1.7A e la stampante funziona da 8 mesi di continuo (non da un anno). I driver sono sempre dei DRV8825 non Pololu come lei ha detto... sono compatibili ma non sono la stessa cosa.
Il raffredamento è stato fatto con un tubo quadro perchè con gli heatstick standard, incollati con pad termici biadesivi della 3M o colla termica, era capitato che si staccassero durante il trasporto. Il tubo confina con la ventola da dove prende aria. Nella parte inferiore del tubo c'e un isolante quindi è impossibile che ci sia il contatto (difficile anche da credere che non venga messo!). Nella stampante, così come tornata in ditta, mancavano delle viti di supporto al box del circuito quindi presumiamo che premendo sulla barra tanto da piegare il circuito si generasse un qualche falso contatto….. Abbiamo rimesso le viti e comunque noi non abbiamo mai riscontrato il problema. Per scrupolo abbiamo comunque revisionato la barretta di alluminio. L'utente ci ha inviato un video in cui preme la barra tanto da piegare il circuito con la conseguenza di mandare in protezione i driver… quindi lei (e il suo cliente) non avete controllato/regolato la corrente perché la stampante è certificata ma da accesa, senza coperchio, avete piegato il circuito? Molto interessante e strano.
Quello che dice sul livellamento del piano è altrettanto errato. Forse non le è stato detto che diamo la possibilità all'utente, di scegliere tra il piano in legno, alluminio e plexiglass. Quindi il cliente che prevede di fresare prende il legno nel qual caso il livellamento viene fatto automaticamente con il dremel dalla stampante stessa, se vuole utilizzarla con il nastro blu, lacca o vuole una base su cui appoggiare altro pannello sceglie l'alluminio, se sa già che stamperà sempre sul plexiglass prende direttamente questo. Sul nostro ordine della stampante in questione abbiamo il piano in alluminio. A questo punto è chiaro il suo utilizzo. Altra cosa campata in aria è che lei dice che le viti autofilettanti agganciano sulla plastica... voglio pensare che Lei abbia avuto un'altra svita... sono sui profili in alluminio.
Per livellare il piano e' prevista un'apposita procedura su 3PRNWARE di cui lei, come ha ampiamente dimostrato, non conosce neppure l'esistenza.
Altra imprecisione per la Z0, non bisogna andare sul firmware ma su 3DPRNWARE é presente funzione con la quale basta premere un tasto, avvicinarsi e dare ok. Elementaree assai veloce direi.
Questo è la prova "provata" che lei non ha assolutamente utilizzato il nostro software con la LAB in questione ma Repetier in cui, per impostaere lo Z0, bisogna andare sul firmware. Se ricorda Lei in un messaggio precedente mi aveva assicurato di aver usato 3DPRNWARE in questa consulenza!
Per quanto riguarda la microsd, anche qui è stato vittima della disinformazione. Basta controllare la scheda tecnica della Megatronics per capire che si può avere la SD remota.... Noi la proponiamo come opzionale a qualche decina di euro in più ma è il cliente a scegliere se acquistarla (in questo ordine non c'era) .
Posizione del display. Il suo consiglio può essere giusto, ma anche qui mi dispiace doverle dire che il cliente può scegliere la posizione in quanto il giunto porta Lcd è compatibile con gli altri giunti. Il cliente può anche avere il display direttamente sul box del circuito (tipo BASILX con LCD per intenderci) (in questo caso il cliente aveva scelto di farlo posizionare frontale).
A questo punto mi sembra di infierire nel farle notare che forse da un esperto di stampanti 3D come Lei mi sarei aspettato, più che una battuta folcloristica sull'asse Z, una spiegazione o una domanda sul perchè gente che da oltre 20 anni lavora e da lavoro in ambito tecnologico decide di andare fuori dagli schemi e sviluppare un nuovo form factor di stampante 3D con un molla di ritenuta sull asse Z.
La stampante in questione è ritornata da noi: abbiamo sostituito i pezzi rotti nel trasporto per un pessimo imballaggio, abbiamo regolato i trimmer che l'utente aveva cambiato abbassandoli e l'abbiamo messa a stampare per più di una settimana con pezzi forniti dall'utente (tra cui una forcella di bici) e con nostri oggetti; il tutto controllabile via webcam dall'utente. Le stampe erano perfette. Noi abbiamo fatto il nostro dovere con la nostra stampante Lei con la sua consulenza completamente errata cosa pensa di fare?
Non la prenda sul personale… capisco che a lei non sono state date tutte le informazioni e che altre informazioni lei non le abbia voluto cercare... bastava chiamarci e il tutto si sarebbe risolto con un giravite visto che l'utente non ne era stato capace.
Di tutto quello che Lei ha detto nell'analizzare la nostra stampante non sono riusco a trovare una considerazion giusta e mi creda sono stato attento e pure clemente.
Se non riesce ad ottenere la relazione che abbiamo inviato al suo committente me lo dica che la pubblico qui io.
Per sua informazione (visto che in questo caso abbiamo potuto constatare che sono state carenti ed errate) non abbiamo sistemato l'estrusore rotto nel trasporto ma il cliente ne ha acquistato uno nuovo, anche qui informazioni errate. Al cliente non abbiamo fatto pagare i pezzi rotti della stampante e solo una parte del tempo impiegato nella sistemazione e nel verificare che tutto fosse ok... quindi anche quel suo utilizzo ironico dell'aggettivo "simpatico" è completamente fuori luogo come tutto il resto.
Edited 2 time(s). Last edit at 08/19/2014 03:56PM by GFranky.
Gianfranco Fazzini
www.3dprn.com produzione stampanti 3D
Noto con disappunto che anche lei è stato tratto in inganno da informazioni a dir poco errate e mancanti.
Sono sicuro che appena leggerà la relazione troverà fuori luogo gran parte del suo post. In attesa di ciò le ribatto punto per punto e anche senza relazione si renderà conto che le sue conclusioni sono completamente errate.
Il dimensionamento dei motori non è una cosa che si dovrebbe fare ad occhio (oltre al fatto che la forza non si misura in kg): o si utilizzano i giusti strumenti o (come penso nel suo caso) si procede in modo empirico facendo delle prove.
La stampante che ha visionato è ritornata presso la nostra ditta, dopo essere stata presso il suo ufficio (presumo da quello che mi ha detto), con i motori regolati intorno a 0.5A contro i nominali 1.7A. Ai motori andava meno di 1/3 della corrente nominale… veramente sorprendente che perdessero i passi solo in certe occasioni... casomai sembrano sovradimensionati. La cosa ancora più straordinariamente strana è che chi conosce questi driver, a vista, guardando semplicemente il trimmer, si sarebbe accorto della anomalia. Questo basta a chiudere il discorso sul dimensionamento dei motori senza scomodare troppa matematica e fisica. L'utente della LAB ci aveva detto di aver aumentato la corrente ai motori ma è chiaro che aveva fatto esattamente il contrario. Bastava che lei misurasse la corrente nei driver per capire che, oltre al fatto che non si trattava di sottodimensionamento, il problema era tanto stupido quato di semplice soluzione. Lei stesso mi dice di aver visionato la stampante del Sig. Cornaldesi; come ha fatto a non notare che in quella Lab non c'e nessuna barra di raffreddamento dei driver dei motori? Questo perché sono tarati a 0.75A su 1.7A e la stampante funziona da 8 mesi di continuo (non da un anno). I driver sono sempre dei DRV8825 non Pololu come lei ha detto... sono compatibili ma non sono la stessa cosa.
Il raffredamento è stato fatto con un tubo quadro perchè con gli heatstick standard, incollati con pad termici biadesivi della 3M o colla termica, era capitato che si staccassero durante il trasporto. Il tubo confina con la ventola da dove prende aria. Nella parte inferiore del tubo c'e un isolante quindi è impossibile che ci sia il contatto (difficile anche da credere che non venga messo!). Nella stampante, così come tornata in ditta, mancavano delle viti di supporto al box del circuito quindi presumiamo che premendo sulla barra tanto da piegare il circuito si generasse un qualche falso contatto….. Abbiamo rimesso le viti e comunque noi non abbiamo mai riscontrato il problema. Per scrupolo abbiamo comunque revisionato la barretta di alluminio. L'utente ci ha inviato un video in cui preme la barra tanto da piegare il circuito con la conseguenza di mandare in protezione i driver… quindi lei (e il suo cliente) non avete controllato/regolato la corrente perché la stampante è certificata ma da accesa, senza coperchio, avete piegato il circuito? Molto interessante e strano.
Quello che dice sul livellamento del piano è altrettanto errato. Forse non le è stato detto che diamo la possibilità all'utente, di scegliere tra il piano in legno, alluminio e plexiglass. Quindi il cliente che prevede di fresare prende il legno nel qual caso il livellamento viene fatto automaticamente con il dremel dalla stampante stessa, se vuole utilizzarla con il nastro blu, lacca o vuole una base su cui appoggiare altro pannello sceglie l'alluminio, se sa già che stamperà sempre sul plexiglass prende direttamente questo. Sul nostro ordine della stampante in questione abbiamo il piano in alluminio. A questo punto è chiaro il suo utilizzo. Altra cosa campata in aria è che lei dice che le viti autofilettanti agganciano sulla plastica... voglio pensare che Lei abbia avuto un'altra svita... sono sui profili in alluminio.
Per livellare il piano e' prevista un'apposita procedura su 3PRNWARE di cui lei, come ha ampiamente dimostrato, non conosce neppure l'esistenza.
Altra imprecisione per la Z0, non bisogna andare sul firmware ma su 3DPRNWARE é presente funzione con la quale basta premere un tasto, avvicinarsi e dare ok. Elementaree assai veloce direi.
Questo è la prova "provata" che lei non ha assolutamente utilizzato il nostro software con la LAB in questione ma Repetier in cui, per impostaere lo Z0, bisogna andare sul firmware. Se ricorda Lei in un messaggio precedente mi aveva assicurato di aver usato 3DPRNWARE in questa consulenza!
Per quanto riguarda la microsd, anche qui è stato vittima della disinformazione. Basta controllare la scheda tecnica della Megatronics per capire che si può avere la SD remota.... Noi la proponiamo come opzionale a qualche decina di euro in più ma è il cliente a scegliere se acquistarla (in questo ordine non c'era) .
Posizione del display. Il suo consiglio può essere giusto, ma anche qui mi dispiace doverle dire che il cliente può scegliere la posizione in quanto il giunto porta Lcd è compatibile con gli altri giunti. Il cliente può anche avere il display direttamente sul box del circuito (tipo BASILX con LCD per intenderci) (in questo caso il cliente aveva scelto di farlo posizionare frontale).
A questo punto mi sembra di infierire nel farle notare che forse da un esperto di stampanti 3D come Lei mi sarei aspettato, più che una battuta folcloristica sull'asse Z, una spiegazione o una domanda sul perchè gente che da oltre 20 anni lavora e da lavoro in ambito tecnologico decide di andare fuori dagli schemi e sviluppare un nuovo form factor di stampante 3D con un molla di ritenuta sull asse Z.
La stampante in questione è ritornata da noi: abbiamo sostituito i pezzi rotti nel trasporto per un pessimo imballaggio, abbiamo regolato i trimmer che l'utente aveva cambiato abbassandoli e l'abbiamo messa a stampare per più di una settimana con pezzi forniti dall'utente (tra cui una forcella di bici) e con nostri oggetti; il tutto controllabile via webcam dall'utente. Le stampe erano perfette. Noi abbiamo fatto il nostro dovere con la nostra stampante Lei con la sua consulenza completamente errata cosa pensa di fare?
Non la prenda sul personale… capisco che a lei non sono state date tutte le informazioni e che altre informazioni lei non le abbia voluto cercare... bastava chiamarci e il tutto si sarebbe risolto con un giravite visto che l'utente non ne era stato capace.
Di tutto quello che Lei ha detto nell'analizzare la nostra stampante non sono riusco a trovare una considerazion giusta e mi creda sono stato attento e pure clemente.
Se non riesce ad ottenere la relazione che abbiamo inviato al suo committente me lo dica che la pubblico qui io.
Per sua informazione (visto che in questo caso abbiamo potuto constatare che sono state carenti ed errate) non abbiamo sistemato l'estrusore rotto nel trasporto ma il cliente ne ha acquistato uno nuovo, anche qui informazioni errate. Al cliente non abbiamo fatto pagare i pezzi rotti della stampante e solo una parte del tempo impiegato nella sistemazione e nel verificare che tutto fosse ok... quindi anche quel suo utilizzo ironico dell'aggettivo "simpatico" è completamente fuori luogo come tutto il resto.
Edited 2 time(s). Last edit at 08/19/2014 03:56PM by GFranky.
Gianfranco Fazzini
www.3dprn.com produzione stampanti 3D
|
Re: Messaggio spostato - Stampanti 3DPRN August 19, 2014 02:40PM |
Moderator Registered: 12 years ago Posts: 964 |
Messaggio di moderazione.
Ricordo la seguente regola del forum:
- Pubblicità e spam
È vietata ogni forma di spam, se gestisci un servizio di stampa e/o un'attività commerciale inerente al mondo RepRap sei pregato di inserire nella firma il link alla tua attività. In questo modo incoraggiamo la trasparenza ed evitiamo inutili conflitti d'interesse nel considerare i tuoi interventi.
Pongo l'attenzione nell'inserire la Firma per i costruttori e rivenditori di stampanti, con il link ai siti di riferimento. Grazie per la collaborazione.
Ivan Bortolin
Stampa 3D e prototipazione rapida Friuli, Italia
MendelMax, Ramps 1.4, Marlin V1
Ricordo la seguente regola del forum:
- Pubblicità e spam
È vietata ogni forma di spam, se gestisci un servizio di stampa e/o un'attività commerciale inerente al mondo RepRap sei pregato di inserire nella firma il link alla tua attività. In questo modo incoraggiamo la trasparenza ed evitiamo inutili conflitti d'interesse nel considerare i tuoi interventi.
Pongo l'attenzione nell'inserire la Firma per i costruttori e rivenditori di stampanti, con il link ai siti di riferimento. Grazie per la collaborazione.
Ivan Bortolin
Stampa 3D e prototipazione rapida Friuli, Italia
MendelMax, Ramps 1.4, Marlin V1
|
Re: Messaggio spostato - Stampanti 3DPRN August 19, 2014 07:07PM |
Moderator Registered: 11 years ago Posts: 1,865 |
Salve Gianfranco,
ormai possiamo darci del tu credo,
Tento, nella mia modestia, di rispondere a qualche punto della discussione, andando per ordine:
- Se non mi fosse caduta la mini sd dentro una fessura birichina, non avrei aperto certo la scatola con l'elettronica.
Effettivamente non so di preciso cosa abbia fatto il Sig. Bagaccin prima di me.
Nel tuo post del 18 agosto, dici che " Al motore dell'asse Y veniva erogata <50% della corrente nominale... l'abbiamo aumentata leggermente per avere più accellerazione." quindi il trimmer incriminato era solamente relativo a quel driver.
Nella foto allegata, seppur sfuocata, si vede che la perdita di passi incriminata era relativa all'asse x
Se ora mi dici che tutti i trimmer erano regolati a 0.5V, mannaggia come ho fatto a non vedere a occhio che erano tutti messi male!
Ecco, non capisco, prima scrivi che la regolazione non può essere fatta ad occhio, poi scrivi che ad occhio ci si accorge di un trimmer starato....
- Non discuto sul sistema di raffreddamento scelto, tutto è opinabile, ognuno ha il suo punto di vista, ma se nella parte inferiore del tubo c'è un isolante, come avviene il trasferimento di calore dai chip all'alluminio? Questa è una semplice provocazione, si lasciano i vuoti in corrispondenza dei chip... ci sono vero?
- A volte la matematica e la fisica hanno il loro fascino. Sul motore x gravano:3 motori (X,Z ed estrusore) 4 cursori a ricircolo di sfere (2 asse z, 2 asse z), la guida prismatica dell'asse z lunga almeno 570mm, se la corsa della z è 50cm, struttura in alluminio, viteria varia plastiche , facciamo una 3kg, lascio?
Effettivamente i valori del vostro firmware (DEFAULT_MAX_ACCELERATION {500,500,500,8000)) sono consone per un motore da 1,7A, impostato a 1/32, con conseguente formula 4kg/s/16 di forza/potenza massima, il termine esatto mi sfugge Lascio ad ogni lettore la sua opinione, in riferimento alle impostazioni della propria stampante per non perdere passi.
Lascio ad ogni lettore la sua opinione, in riferimento alle impostazioni della propria stampante per non perdere passi.
-Per quanto riguarda il piano di stampa, mi dici quindi che mi posso tranquillamente fidare, nel tempo e con l'uso, ad una filettatura su un profilo in alluninio con sezione da 1 o 1.5mm. Perfetto
Non ho capito il discorso del piano di stampa. La stampante ha il piano il alluminio, quidi non serve il piano in plexiglass che è installato e non è stato fornito va voi?
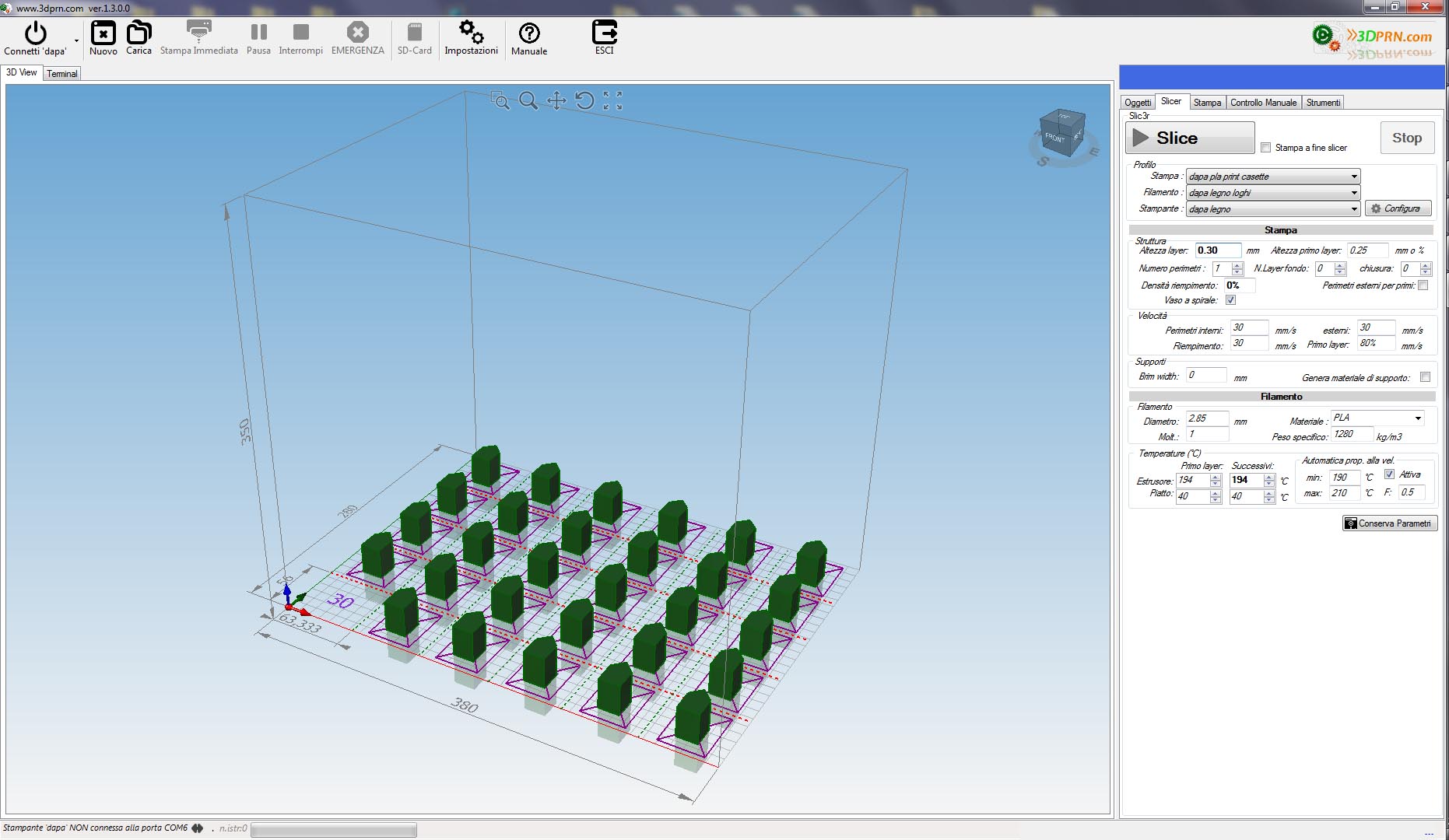
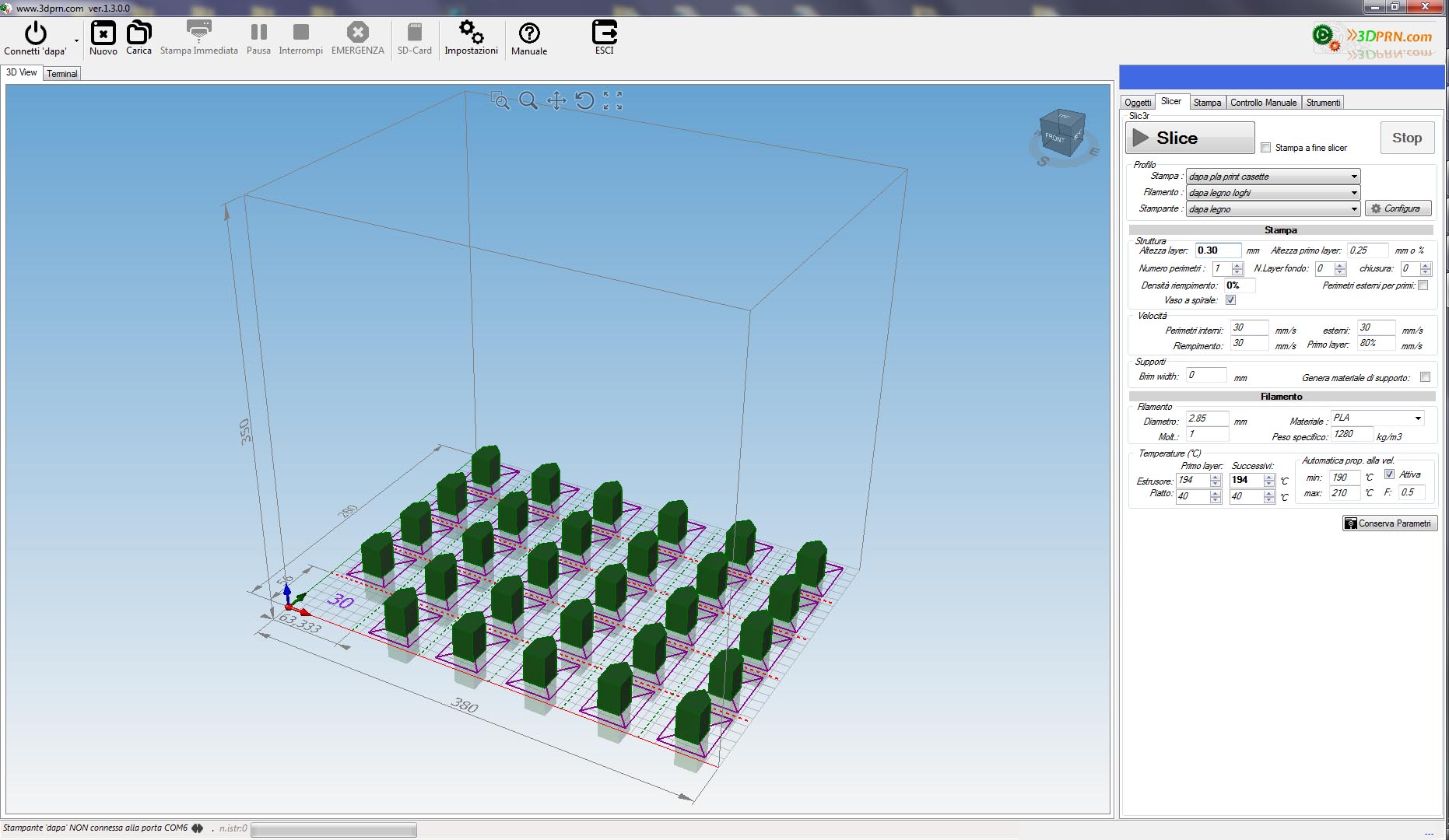
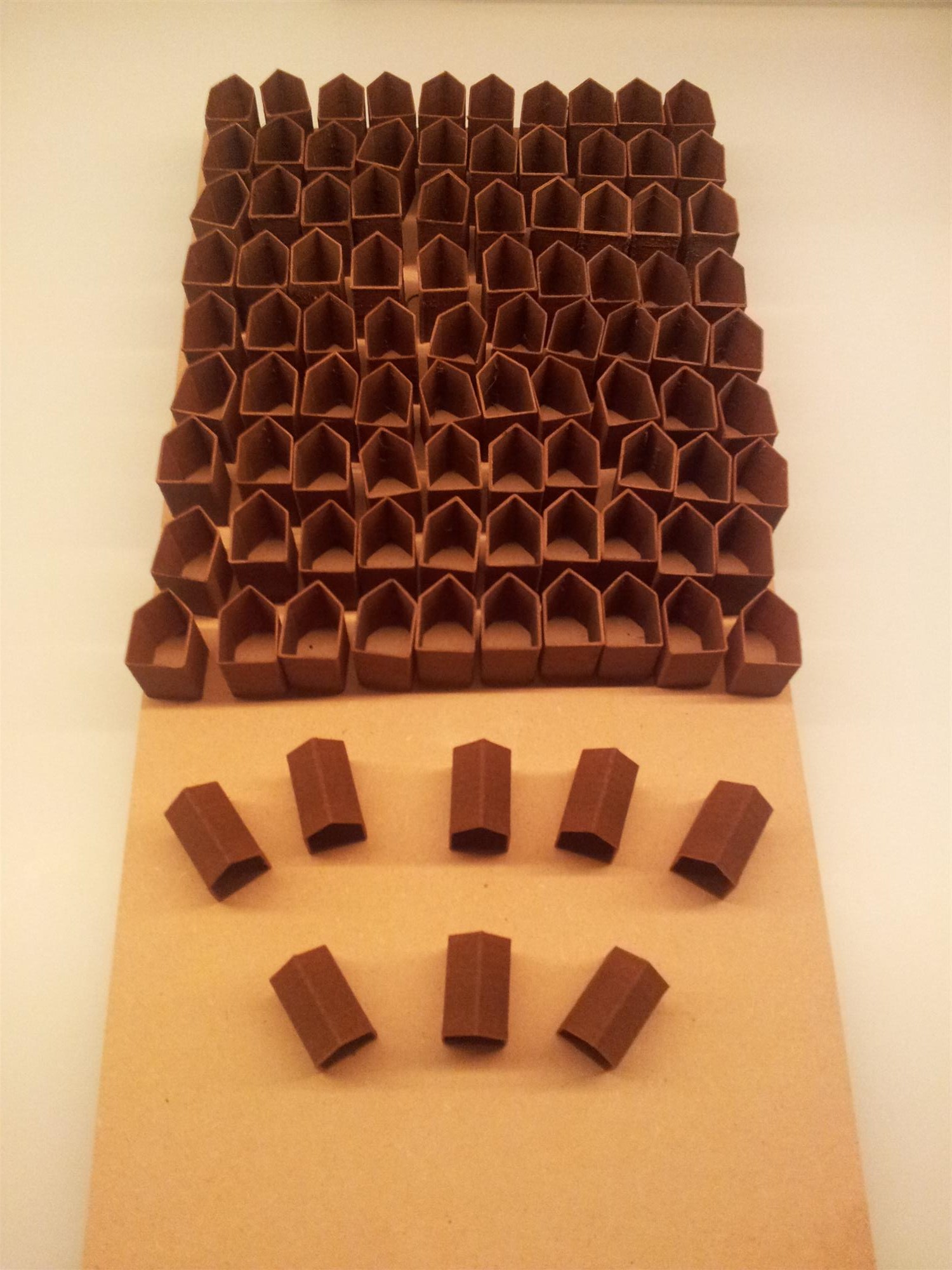
- Ti dò ragione sul fatto di non aver utilizzato il vostro sw quando ho visionato la stampante. Sul fatto di non conoscerlo, sbagli. Come già detto, e come mostrato delle foto allegate l'ho adoperato per bypassare una limitazione di slic3r, ovvero stampe multiple con l'opzione spirale, che mi è stata fondamentale per stampare in legno. Se ti preoccupa il numero delle aree, voglio rassicurarti svelandoti di aver modellato un accrocchio per il jhead che mi consente di avere un raggio di occupazione di 17mm e una altezza libera di 38mm.
Quindi non ho effettivamente notato la procedura di taratura dell'asse Z, me ne scuso, ma il fatto che cada è un fatto, e non simpatico; se per caso salta la corrente o si interrompe la stampa per qualche motivo e il nozzle caldo si infila come un coltello caldo nel burro nel pezzo stampato rendendo vano qualunque metodo di ripristino della stampa ad un dato Z senza danni notevoli al pezzo. Ogni riferimento non è casuale.
- Per quanto riguarda la porta sd opzionale, sono contento che ci sia, ma io ho visto la stampante de facto, non da listino e, parere personale, una porta sd comoda, non mi sembra un optional.
- riguardo alla molla dell'asse z effettivamente allora mi sfugge la funzione. Potresti essere così gentile da spiegarmi il motivo della scelta?
- Per quanto riguardo la vostra assistenza, sono contento che ora la stampante funzioni a dovere e che siate venuti incontro ad un vostro cliente. Nelle varie chiacchere fatte con i proprietari della stampante, ho chiesto se potevo mettermi in contatto con voi, si è temporeggiato, poi, durante un viaggio in macchina con il signor Bagaccin ed il titolare della ditta per cui lavora (stavamo andando ad una mini conferenza durante la quale ho avuto il piacere di conoscere il Sig. Cornaldesi), ho avuto l'occasione di "assistere" ad una telefonata tra Bagaccin e te, o forse era un tuo monologo di 10 minuti nel quale ho solo sentito una voce urlante dal telefono. Ecco, da quel momento l'idea è sfumata.
- Riguardo la sitemazione del jhead non ho mai detto che l'abbiate poi sistemato voi.
Potremmo andare avanti all'infinito con la discussione, ed ognuno rimarcherebbe le proprie opinioni.
Sicuramente ritieni la gamma delle tue stampanti vincente e sono contento per te. La mia opinione è, in molti punti diversa.
Mi rendo conto di essere stato un filo polemico, di non essere un tecnico con 30 anni di esperienza in pantografi industriali e c., ho espresso la mia semplice opinione su alcuni temi. Credo che nessuno abbia in mano la verità assoluta e che tutti commettano errori di valutazione. Ammetti però che qualche pecca ci sia stata, altrimenti la perdita di passi originaria, che ha causato il tutto, non avrebbe potuto esserci.
P.S. ma davero davero una accelerazione massima di 500?
Ciao
Edited 4 time(s). Last edit at 08/19/2014 07:42PM by enricodare.
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
ormai possiamo darci del tu credo,
Tento, nella mia modestia, di rispondere a qualche punto della discussione, andando per ordine:
- Se non mi fosse caduta la mini sd dentro una fessura birichina, non avrei aperto certo la scatola con l'elettronica.
Effettivamente non so di preciso cosa abbia fatto il Sig. Bagaccin prima di me.
Nel tuo post del 18 agosto, dici che " Al motore dell'asse Y veniva erogata <50% della corrente nominale... l'abbiamo aumentata leggermente per avere più accellerazione." quindi il trimmer incriminato era solamente relativo a quel driver.
Nella foto allegata, seppur sfuocata, si vede che la perdita di passi incriminata era relativa all'asse x
Se ora mi dici che tutti i trimmer erano regolati a 0.5V, mannaggia come ho fatto a non vedere a occhio che erano tutti messi male!
Ecco, non capisco, prima scrivi che la regolazione non può essere fatta ad occhio, poi scrivi che ad occhio ci si accorge di un trimmer starato....
- Non discuto sul sistema di raffreddamento scelto, tutto è opinabile, ognuno ha il suo punto di vista, ma se nella parte inferiore del tubo c'è un isolante, come avviene il trasferimento di calore dai chip all'alluminio? Questa è una semplice provocazione, si lasciano i vuoti in corrispondenza dei chip... ci sono vero?
- A volte la matematica e la fisica hanno il loro fascino. Sul motore x gravano:3 motori (X,Z ed estrusore) 4 cursori a ricircolo di sfere (2 asse z, 2 asse z), la guida prismatica dell'asse z lunga almeno 570mm, se la corsa della z è 50cm, struttura in alluminio, viteria varia plastiche , facciamo una 3kg, lascio?
Effettivamente i valori del vostro firmware (DEFAULT_MAX_ACCELERATION {500,500,500,8000)) sono consone per un motore da 1,7A, impostato a 1/32, con conseguente formula 4kg/s/16 di forza/potenza massima, il termine esatto mi sfugge
Lascio ad ogni lettore la sua opinione, in riferimento alle impostazioni della propria stampante per non perdere passi.-Per quanto riguarda il piano di stampa, mi dici quindi che mi posso tranquillamente fidare, nel tempo e con l'uso, ad una filettatura su un profilo in alluninio con sezione da 1 o 1.5mm. Perfetto
Non ho capito il discorso del piano di stampa. La stampante ha il piano il alluminio, quidi non serve il piano in plexiglass che è installato e non è stato fornito va voi?
- Ti dò ragione sul fatto di non aver utilizzato il vostro sw quando ho visionato la stampante. Sul fatto di non conoscerlo, sbagli. Come già detto, e come mostrato delle foto allegate l'ho adoperato per bypassare una limitazione di slic3r, ovvero stampe multiple con l'opzione spirale, che mi è stata fondamentale per stampare in legno. Se ti preoccupa il numero delle aree, voglio rassicurarti svelandoti di aver modellato un accrocchio per il jhead che mi consente di avere un raggio di occupazione di 17mm e una altezza libera di 38mm.
Quindi non ho effettivamente notato la procedura di taratura dell'asse Z, me ne scuso, ma il fatto che cada è un fatto, e non simpatico; se per caso salta la corrente o si interrompe la stampa per qualche motivo e il nozzle caldo si infila come un coltello caldo nel burro nel pezzo stampato rendendo vano qualunque metodo di ripristino della stampa ad un dato Z senza danni notevoli al pezzo. Ogni riferimento non è casuale.
- Per quanto riguarda la porta sd opzionale, sono contento che ci sia, ma io ho visto la stampante de facto, non da listino e, parere personale, una porta sd comoda, non mi sembra un optional.
- riguardo alla molla dell'asse z effettivamente allora mi sfugge la funzione. Potresti essere così gentile da spiegarmi il motivo della scelta?
- Per quanto riguardo la vostra assistenza, sono contento che ora la stampante funzioni a dovere e che siate venuti incontro ad un vostro cliente. Nelle varie chiacchere fatte con i proprietari della stampante, ho chiesto se potevo mettermi in contatto con voi, si è temporeggiato, poi, durante un viaggio in macchina con il signor Bagaccin ed il titolare della ditta per cui lavora (stavamo andando ad una mini conferenza durante la quale ho avuto il piacere di conoscere il Sig. Cornaldesi), ho avuto l'occasione di "assistere" ad una telefonata tra Bagaccin e te, o forse era un tuo monologo di 10 minuti nel quale ho solo sentito una voce urlante dal telefono. Ecco, da quel momento l'idea è sfumata.
- Riguardo la sitemazione del jhead non ho mai detto che l'abbiate poi sistemato voi.
Potremmo andare avanti all'infinito con la discussione, ed ognuno rimarcherebbe le proprie opinioni.
Sicuramente ritieni la gamma delle tue stampanti vincente e sono contento per te. La mia opinione è, in molti punti diversa.
Mi rendo conto di essere stato un filo polemico, di non essere un tecnico con 30 anni di esperienza in pantografi industriali e c., ho espresso la mia semplice opinione su alcuni temi. Credo che nessuno abbia in mano la verità assoluta e che tutti commettano errori di valutazione. Ammetti però che qualche pecca ci sia stata, altrimenti la perdita di passi originaria, che ha causato il tutto, non avrebbe potuto esserci.
P.S. ma davero davero una accelerazione massima di 500?
Ciao
Edited 4 time(s). Last edit at 08/19/2014 07:42PM by enricodare.
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Messaggio spostato - Stampanti 3DPRN August 19, 2014 07:48PM |
Moderator Registered: 12 years ago Posts: 964 |
Anche io trovo “particolare” il sistema a cinghia per l'asse Z, visto anche il carico applicato. Non capisco per quale motivo non si sia scelta una vite-madrevite o ancora meglio un ricircolo di sfere. Se c'è un esperienza ventennale nelle CNC l'implementazione per voi non dovrebbe essere particolarmente complessa; oltretutto essendo un movimento unidirezionale nella fase di stampa (no nel multioggetto ovviamente) non ci sono problemi di giochi tipici delle CNC.
Come mai la scelta della cinghia? Visto che non è neanche richiesta particolare velocità di movimento in Z.
Ivan Bortolin
Stampa 3D e prototipazione rapida Friuli, Italia
MendelMax, Ramps 1.4, Marlin V1
Come mai la scelta della cinghia? Visto che non è neanche richiesta particolare velocità di movimento in Z.
Ivan Bortolin
Stampa 3D e prototipazione rapida Friuli, Italia
MendelMax, Ramps 1.4, Marlin V1
|
Re: Messaggio spostato - Stampanti 3DPRN August 20, 2014 02:30AM |
Registered: 9 years ago Posts: 39 |
Diamoci pure del Tu
e vediamo i vari punti.
-Nelle nostre prove di rito (soliti cubi quindi simmetrici in X-Y con accelleraione 1000) solo l'asse Y perdeva i colpi e da qui abbiamo controllato i trimmer. La Y aveva il trimmer veramente basso e per brevità nell'altro msg parlavo della Y, semplicemente perché era "quasi a zero" veramente incredibile. Parliamo di Amper non di Volt quindi 0.5A a fronte di 1.7A che il motore può ricevere! Nella foto si evidenza la X perché, come da file inviatoci c'era una accelerazione di 2000 per gli spostamenti e quelli più lunghi evidentemente da slice li faceva la X ma la corrente effettivamente che andava alla X era in Aper praticamente 1/3 come nella Y. Quindi stare a puntualizzare che che avevo detto solo asse Y o X mi sembra banale visto che non si era scesi nel particolare. Se è per questo anche l'asse Z era spostato ma non mi sembra che avesse dato noie.
-Nel sistema di raffreddamento cè un pad termico della 3M o la pasta termica che evitano i vuoti insieme alle fascette. E poi dipende tutto dalla regolazione se è fatta come quella del Corinaldesi come ti dicevo non c'è bisogno nemmeno della barra.
-Oltre alla matematica a questo punto serve la programmazione. Se controlli meglio leggi:
#if defined(MOD3DPRN_LA
#define DEFAULT_MAX_ACCELERATION {1500,1500,1500,20000}
...
#if defined(MOD3DPRN_MONSTER)
#define DEFAULT_MAX_ACCELERATION {1000,1000,1000,8000}
...
#if defined(MOD3DPRN_BASICL) || defined(MOD3DPRN_BASICLX)
#define DEFAULT_MAX_FEEDRATE {200, 200, 80, 500} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {2000,2000,2000,8000}
Con le direttive al compilatore vengono impostate le accellerazioni in base ai modelli... ti era sfuggito!
Queste accelerazioni però sono relative ai modelli senza barra di raffreddamento e quindi la potenza ai motori era limitata e on-line abbiamo preferito lasciare questa configurazione prudente.
Con le ultime in cui la barra ci aiuta a poter sfruttare al meglio i motori concordiamo con il cliente la potenza e le accelerazioni con cui lavorare e si spiega (cosa fatta anche nel caso in questione come fare il tutto). Questo perché, in stampanti con aree così grandi (in cui acc e vel sono reali perchè vengono raggiunte) e masse di questo tipo in movimento con velocità di 200 e acc 2000 la stampante sposta tutto quello che gli sta vicino. A questo andrebbe aggiunto il discorso della certificazione che regolamenta forze e velocità in gioco.
Aggiungo che le accelerazioni vengono regolate all'interno dello Slicer e quindi le avevi viste che non erano 500. Oltre al fatto che si vede ad occhio che la stampante non andava a 500!
Dillo che le nostre stampanti non ti piacciono e basta... così puoi fare a meno di far finta di non capire le cose! Non è un problema, le nostre sono stampanti di nicchia non devono piacere a tutti.
-La porta SD... il cliente sceglie cosa acquistare . Noi di opzioni ne offriamo veramente tante come nessun altra ditta fà quindi se do questa possibilità poi non posso sindacare.
-Il riferimento alla telefonota te la potevi risparmiare... dovremmo allora parlare di quelle avute prima con i miei dipendenti... lasciamo perdere e non prenderla come scusa del fatto che non ti sei informato... almeno quella è una responsabilità che non puoi scaricare...capita a tutti di sbagliare (anche a noi!).
-Per concludere ammetto che ci possano essere delle pecche nei nostri prodotti ma il nostri impegno è di migliorali di giorno in giorno e cogliere tutti i consigli che ci possono venire dagli utilizzatori e ogni miglioria la offriamo come upgrade a tutti i posseri di 3DPRN. Relativamente alla stampante in oggetto mi dispiace per te ma non posso far altro che ribadire il fatto che i trimmer dei driver erano stati abbassati ad un limite insostenibile. DI UNA BANALITA' DISARMANTE. Il fatto che tu non lo abbia notato lo capisco, la stessa cosa è successa in un primo momento ai miei dipendenti avendo preso per buono quello che gli era stato riferito dall'utilizzatore.
P.S. Considero come battuta quella della max accelerazione di 500 visto che le hai viste funzionare le nostre stampanti (o nemmeno questo è vero!!!). Comunque noi come limite indichiamo 2000 per una taratura medio alta con 200 di velocità e 1000 con 150 per una taratura moderata (senza barra). Penso si possa andare anche oltre i 2000 ma, se parliamo di parametri reali, credo che non abbia alcun senso. E' pacifico che se la stampante è piccola e meno pesante posso accellerare di più ma vibra pure di più.
... inizio seriamente a dubitare che tu abbia visto di persona funzionare le nostre stampanti utilizzate nel modo giusto, quello per il quale sono state pensate; ti invito a farci visita così ci facciamo una bella chiacchiera e vediamo se riesco a fartele piacere!
Dimenticavo... come da specifiche i nostri tubolari quadri sono da 15x15x2mm come da specifiche... almeno quello Erico te lo potevi andare a leggere!!!!
Adesso devo andare... al più presto torniamo sull'argomento dell'asse Z
Edited 2 time(s). Last edit at 08/20/2014 04:20AM by GFranky.
Gianfranco Fazzini
www.3dprn.com produzione stampanti 3D
e vediamo i vari punti.
-Nelle nostre prove di rito (soliti cubi quindi simmetrici in X-Y con accelleraione 1000) solo l'asse Y perdeva i colpi e da qui abbiamo controllato i trimmer. La Y aveva il trimmer veramente basso e per brevità nell'altro msg parlavo della Y, semplicemente perché era "quasi a zero" veramente incredibile. Parliamo di Amper non di Volt quindi 0.5A a fronte di 1.7A che il motore può ricevere! Nella foto si evidenza la X perché, come da file inviatoci c'era una accelerazione di 2000 per gli spostamenti e quelli più lunghi evidentemente da slice li faceva la X ma la corrente effettivamente che andava alla X era in Aper praticamente 1/3 come nella Y. Quindi stare a puntualizzare che che avevo detto solo asse Y o X mi sembra banale visto che non si era scesi nel particolare. Se è per questo anche l'asse Z era spostato ma non mi sembra che avesse dato noie.
-Nel sistema di raffreddamento cè un pad termico della 3M o la pasta termica che evitano i vuoti insieme alle fascette. E poi dipende tutto dalla regolazione se è fatta come quella del Corinaldesi come ti dicevo non c'è bisogno nemmeno della barra.
-Oltre alla matematica a questo punto serve la programmazione. Se controlli meglio leggi:
#if defined(MOD3DPRN_LA
#define DEFAULT_MAX_ACCELERATION {1500,1500,1500,20000}
...
#if defined(MOD3DPRN_MONSTER)
#define DEFAULT_MAX_ACCELERATION {1000,1000,1000,8000}
...
#if defined(MOD3DPRN_BASICL) || defined(MOD3DPRN_BASICLX)
#define DEFAULT_MAX_FEEDRATE {200, 200, 80, 500} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {2000,2000,2000,8000}
Con le direttive al compilatore vengono impostate le accellerazioni in base ai modelli... ti era sfuggito!
Queste accelerazioni però sono relative ai modelli senza barra di raffreddamento e quindi la potenza ai motori era limitata e on-line abbiamo preferito lasciare questa configurazione prudente.
Con le ultime in cui la barra ci aiuta a poter sfruttare al meglio i motori concordiamo con il cliente la potenza e le accelerazioni con cui lavorare e si spiega (cosa fatta anche nel caso in questione come fare il tutto). Questo perché, in stampanti con aree così grandi (in cui acc e vel sono reali perchè vengono raggiunte) e masse di questo tipo in movimento con velocità di 200 e acc 2000 la stampante sposta tutto quello che gli sta vicino. A questo andrebbe aggiunto il discorso della certificazione che regolamenta forze e velocità in gioco.
Aggiungo che le accelerazioni vengono regolate all'interno dello Slicer e quindi le avevi viste che non erano 500. Oltre al fatto che si vede ad occhio che la stampante non andava a 500!
Dillo che le nostre stampanti non ti piacciono e basta... così puoi fare a meno di far finta di non capire le cose! Non è un problema, le nostre sono stampanti di nicchia non devono piacere a tutti.
-La porta SD... il cliente sceglie cosa acquistare . Noi di opzioni ne offriamo veramente tante come nessun altra ditta fà quindi se do questa possibilità poi non posso sindacare.
-Il riferimento alla telefonota te la potevi risparmiare... dovremmo allora parlare di quelle avute prima con i miei dipendenti... lasciamo perdere e non prenderla come scusa del fatto che non ti sei informato... almeno quella è una responsabilità che non puoi scaricare...capita a tutti di sbagliare (anche a noi!).
-Per concludere ammetto che ci possano essere delle pecche nei nostri prodotti ma il nostri impegno è di migliorali di giorno in giorno e cogliere tutti i consigli che ci possono venire dagli utilizzatori e ogni miglioria la offriamo come upgrade a tutti i posseri di 3DPRN. Relativamente alla stampante in oggetto mi dispiace per te ma non posso far altro che ribadire il fatto che i trimmer dei driver erano stati abbassati ad un limite insostenibile. DI UNA BANALITA' DISARMANTE. Il fatto che tu non lo abbia notato lo capisco, la stessa cosa è successa in un primo momento ai miei dipendenti avendo preso per buono quello che gli era stato riferito dall'utilizzatore.
P.S. Considero come battuta quella della max accelerazione di 500 visto che le hai viste funzionare le nostre stampanti (o nemmeno questo è vero!!!). Comunque noi come limite indichiamo 2000 per una taratura medio alta con 200 di velocità e 1000 con 150 per una taratura moderata (senza barra). Penso si possa andare anche oltre i 2000 ma, se parliamo di parametri reali, credo che non abbia alcun senso. E' pacifico che se la stampante è piccola e meno pesante posso accellerare di più ma vibra pure di più.
... inizio seriamente a dubitare che tu abbia visto di persona funzionare le nostre stampanti utilizzate nel modo giusto, quello per il quale sono state pensate; ti invito a farci visita così ci facciamo una bella chiacchiera e vediamo se riesco a fartele piacere!
Dimenticavo... come da specifiche i nostri tubolari quadri sono da 15x15x2mm come da specifiche... almeno quello Erico te lo potevi andare a leggere!!!!
Adesso devo andare... al più presto torniamo sull'argomento dell'asse Z
Edited 2 time(s). Last edit at 08/20/2014 04:20AM by GFranky.
Gianfranco Fazzini
www.3dprn.com produzione stampanti 3D
|
Re: Messaggio spostato - Stampanti 3DPRN August 20, 2014 04:35AM |
Moderator Registered: 12 years ago Posts: 964 |
MODERAZIONE
Ricordo che:
- Attacchi personali
Per cercare di mantenere una atmosfera positiva né insulti né attacchi personali saranno tollerati. Sebbene la discussione possa arrivare al limite ciò non dovrà essere una scusa per scatenare insulti. I moderatori e gli amministratori si riservano il diritto di cancellare e ammonire l'utente a loro discrezione.
Siamo ai limiti, invito i partecipanti a raffreddare gli animi, grazie.
Ivan Bortolin
Stampa 3D e prototipazione rapida Friuli, Italia
MendelMax, Ramps 1.4, Marlin V1
Ricordo che:
- Attacchi personali
Per cercare di mantenere una atmosfera positiva né insulti né attacchi personali saranno tollerati. Sebbene la discussione possa arrivare al limite ciò non dovrà essere una scusa per scatenare insulti. I moderatori e gli amministratori si riservano il diritto di cancellare e ammonire l'utente a loro discrezione.
Siamo ai limiti, invito i partecipanti a raffreddare gli animi, grazie.
Ivan Bortolin
Stampa 3D e prototipazione rapida Friuli, Italia
MendelMax, Ramps 1.4, Marlin V1
|
Re: Messaggio spostato - Stampanti 3DPRN August 20, 2014 08:32AM |
Registered: 9 years ago Posts: 39 |
L'adozione di questo tipo di cinghie è stato casuale. Inizialmente lavorevamo sul sistema pignone/cremagliera che secondo noi è il più performante ma non siamo riusciti a trovare un commerciale che corrispondesse come materiale e classe di precisione alle specifiche. Tra i vari ragionamenti si è materializzato questo sistema con le cinghie che è upgradabile al pignone/cremagliera e che ne conserva alcune caratteristiche tipo la possibilità di avere due assi sulla stessa trasmissione. Dopo averlo testato ci è piaciuto, intanto abbiamo progettato e fatto realizzare gli utensili per realizzare con le nostre macchine il sistema pignone/cremagliera che sarà opzionale sulle stampanti di un certo livello. Il ricircolo di sfera lo avevamo escluso per cercare di mantenere il sistema il più semplice possibile soprattutto considerando il fatto che i nostri clienti, con il modello Custom, possono scegliersi le dimensioni della stampante per multipli di 60mm.Quote
Ivan Bortolin
Anche io trovo “particolare” il sistema a cinghia per l'asse Z,…
Pensando adesso a questo sistema a cighia "ferma" posso dire che i dubbi che avevamo inizialmente sono stati completamente fugati ed hanno lasciato il posto alla convinzione che è il sistema migliore nel nostro caso. Sicuramente subentra anche un po di autoconvinzione ma i vantaggi che adesso mi vengono in mente sono:
1.semplictà
2.più che dimezzato il backlash
3.trasmissione disponibile per più assi
4.dimezzata l'elasticità delle cinghie per asse
5.ridotte le puleggie… però ho tanti i cuscinetti!
6.sistema più semplice per tendere la cinghia
Sicuramente sull asse Z questo sistema è quello più discutibile però penso che oltre al sistema pignone/cremaglira in questo caso avrei dei miglioramenti solo con la vite a ricircolo.
Comunque le accellerazioni/velocità disponibili in Z tornano utili al Lift Z durante la ritrazione e anche su macchine che portano due estrusori diretti non soffre di potenza.
|
Re: Messaggio spostato - Stampanti 3DPRN August 20, 2014 04:06PM |
Moderator Registered: 11 years ago Posts: 1,865 |
Ciao a tutti.
Voglio scusarmi con tutti gli utenti del forum per il tono che ha assunto la discussione.
La fiducia che mi hanno dato Gordie e Ivan devo continuare a meritarla se voglio essere un buon moderatore. devo cominciare a moderare me stesso.
Gianfranco, riportiamo la discussione ad un tono da birra al bar. Ovviamente ciascuno con le proprie idee, ma nel binario del confronto.
Stasera non replicherò, lascio una sera tranquilla, certo che anche tu sarai dello stesso parere.
Se anche il sig. Bagaccin avesse voglia di palesarsi e commentare le dicharazioni, dato che comunque ci legge, spero che manterranno lo stesso tono colloquiale.
Buona serata e scusatemi ancora.
Enrico
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
Voglio scusarmi con tutti gli utenti del forum per il tono che ha assunto la discussione.
La fiducia che mi hanno dato Gordie e Ivan devo continuare a meritarla se voglio essere un buon moderatore. devo cominciare a moderare me stesso.
Gianfranco, riportiamo la discussione ad un tono da birra al bar. Ovviamente ciascuno con le proprie idee, ma nel binario del confronto.
Stasera non replicherò, lascio una sera tranquilla, certo che anche tu sarai dello stesso parere.
Se anche il sig. Bagaccin avesse voglia di palesarsi e commentare le dicharazioni, dato che comunque ci legge, spero che manterranno lo stesso tono colloquiale.
Buona serata e scusatemi ancora.
Enrico
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
|
Re: Messaggio spostato - Stampanti 3DPRN August 20, 2014 05:50PM |
Registered: 9 years ago Posts: 39 |
Caro Enrico
Non posso che essere d'accordo con te.
Mi animo tantissimo quando discuto di cose che mi appassionano ma questo non vuol dire assolutamente che mi arrabbio anzi in genere provo simpatia e stima per l'interlocutore tecnologico anche se non allineato alle mie idee.
Comunque, visto che non ci siamo trovati sulla stampate (sulla quale potremmo comunque continuare a discutere quando vuoi anche insieme a Bagaccin) e visto che hai utilizzato il nostro software 3DPRNWARE con la tua stampante ti invito a fare un'analisi del software criticando e proponendo quello che ritieni opportuno. Un nuovo campo di scontro/confronto se ti interessa naturalmente!
In questa fase embrionale sto seguendo direttamente io lo sviluppo del software; il nostro obiettivo (sogno) è che questo front-end italiano diventi, nel giro di un anno, il migliore sul mercato (o uno dei migliori!) .
Sto sperimentando diverse cose e sono assetato di idee nuove, pensieri divergenti... Ad esempio sto lavorando sulla possibilità di realizzare un controllo di visione con il quale il software capisca se la stampante sta facendo il suo lavoro o meno analizzando la scena. Il concetto di base è che, conoscendo le caratteristiche e posizione della Webcam, ricostruisco il 3D virtuale che dovrebbe vedere e lo confronto con quello che vede. Stiamo impostando l'interfaccia remota su Android in modo da poter controllare da remoto tutte le proprie stampanti; utile se si lavora con le multi-aree e/o si possiede più di una stampante. Stiamo lavorando sul controllo del filamento che entra nell'estrusore in modo che il software possa decidere se si sta estrudendo la giusta quantità o meno e prendere provvedimento ad es. aumentando la temperatura o rallentando la stampa o mettendola in pausa oltre certi limiti. Tante idee più o meno buone ... sono gradite critiche anche accese, consigli e verifiche del lavoro fin ad ora svolto.
Porgo anche le mie scuse consapevole che avrei potuto esprimere gli stessi concetti in modo più pacato.
Gianfranco Fazzini
www.3dprn.com produzione stampanti 3D
Non posso che essere d'accordo con te.
Mi animo tantissimo quando discuto di cose che mi appassionano ma questo non vuol dire assolutamente che mi arrabbio anzi in genere provo simpatia e stima per l'interlocutore tecnologico anche se non allineato alle mie idee.
Comunque, visto che non ci siamo trovati sulla stampate (sulla quale potremmo comunque continuare a discutere quando vuoi anche insieme a Bagaccin) e visto che hai utilizzato il nostro software 3DPRNWARE con la tua stampante ti invito a fare un'analisi del software criticando e proponendo quello che ritieni opportuno. Un nuovo campo di scontro/confronto se ti interessa naturalmente!
In questa fase embrionale sto seguendo direttamente io lo sviluppo del software; il nostro obiettivo (sogno) è che questo front-end italiano diventi, nel giro di un anno, il migliore sul mercato (o uno dei migliori!) .
Sto sperimentando diverse cose e sono assetato di idee nuove, pensieri divergenti... Ad esempio sto lavorando sulla possibilità di realizzare un controllo di visione con il quale il software capisca se la stampante sta facendo il suo lavoro o meno analizzando la scena. Il concetto di base è che, conoscendo le caratteristiche e posizione della Webcam, ricostruisco il 3D virtuale che dovrebbe vedere e lo confronto con quello che vede. Stiamo impostando l'interfaccia remota su Android in modo da poter controllare da remoto tutte le proprie stampanti; utile se si lavora con le multi-aree e/o si possiede più di una stampante. Stiamo lavorando sul controllo del filamento che entra nell'estrusore in modo che il software possa decidere se si sta estrudendo la giusta quantità o meno e prendere provvedimento ad es. aumentando la temperatura o rallentando la stampa o mettendola in pausa oltre certi limiti. Tante idee più o meno buone ... sono gradite critiche anche accese, consigli e verifiche del lavoro fin ad ora svolto.
Porgo anche le mie scuse consapevole che avrei potuto esprimere gli stessi concetti in modo più pacato.
Gianfranco Fazzini
www.3dprn.com produzione stampanti 3D
|
Re: Messaggio spostato - Stampanti 3DPRN August 21, 2014 05:11PM |
Moderator Registered: 11 years ago Posts: 1,865 |
Ciao Gianfranco,
hai un pm
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
hai un pm
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
|
Re: Messaggio spostato - Stampanti 3DPRN August 21, 2014 06:27PM |
Registered: 9 years ago Posts: 39 |
|
Re: Messaggio spostato - Stampanti 3DPRN August 27, 2014 11:20AM |
Registered: 9 years ago Posts: 1 |
Quote
GFranky
Effettivamente on sono ancora molto pratico del forum!
Ciao Gianfranco.
Mi presento sono Andrea Bagaccin e rappresento l'Hard Service di Vigonza, azienda attiva nei servizi per informatica fin dal 1980.
Dal mese di Maggio 2014 abbiamo iniziato attività di vendita di macchinari, servizi, materiali per prototipazione rapida.
A breve on line il sito adeguato
Conosco per motivi professionali Gianfranco Fazzini di 3DPRN, posso affermare che è persona tecnicamente molto preparata e mette molta passione in quello che fa, forse per questo motivo alcuni suoi interventi possono presentare aspetti sopra le righe ( non è un problema).
Si la macchina modello Lab visionata da Enrico a cui avevo chiesto un parere, presentava un problema di perdite di passo, ora risolto.
Ora la macchina Lab funziona in modo adeguato, in azienda abbiamo anche un modello Basic che non ha mai presentato problemi.
Il problema a mio avviso ha avuto un iter un po' lungo e a quanto mi è dato di leggere, sia nel forum che in una relazione, a Gianfranco le informazioni non sono arrivate complete.
Ma su questi aspetti vorrei fermarmi qui, non ritengo il forum luogo idoneo alla comunicazione fra aziende e sia io che Gianfranco abbiamo a disposizione e usiamo altri strumenti comunicativi.
Per quanto riguarda le osservazioni sulle Stampanti 3DPRN e ad alcune scelte costruttive qui discusse,
sono stampanti che lavorano bene, sono in possesso di una buonissima definizione di stampa, il loro essere progettate in questo modo gli permette di avere a disposizione arre di stampa importanti.
La velocità di stampa non è la loro peculiarità principale, ma non sono state progettate con questi obiettivi.
Presentano anche dei difetti che chiamerei di gioventu', nulla che a Pescara non possono migliorare, hanno a disposizione professionalità e tecnologia adeguate, importante volerle usare.
Con questo colgo l'occasione di dare un saluto al Forum che leggo
e continuero' a leggere e a GianfrancoAndrea Bagaccin
www.hardservice.it
Sorry, only registered users may post in this forum.