Finetunen corexy
Posted by 19roland70
|
Finetunen corexy March 08, 2016 01:50PM |
Registered: 8 years ago Posts: 34 |
Mijn corexy is af , ik heb een testprint uitgevoerd , deze was redelijk voor de eerste keer.
Software is Marlin en ik wil met PLA gaan beginnen.
Heatbed 30 x 30 cm ,E3D litemet bowden extruder, nozzle 0,4
Ik wil nu gaan fine-tunen maar waar moet ik op letten en wat moet ik instellen?
Met welke resolutie kan ik printen met een 0,4mm nozzle ?
Software is Marlin en ik wil met PLA gaan beginnen.
Heatbed 30 x 30 cm ,E3D litemet bowden extruder, nozzle 0,4
Ik wil nu gaan fine-tunen maar waar moet ik op letten en wat moet ik instellen?
Met welke resolutie kan ik printen met een 0,4mm nozzle ?
|
Re: Finetunen corexy March 08, 2016 03:01PM |
Registered: 10 years ago Posts: 344 |
Hier zijn diverse calibratie prints.
Als eerste is het belangrijk dat je afstanden in alle richtingen goed zijn. je kan het beste beginnen met de 20 mm cube. deze nameten en dan je steps in je setup aanpassen.
daarna kan je je concentreren op de juist extrudeer hoeveelheid, dit doe je met de thinwall en de passing.
Je laaghoogte is afhankelijk van de schroefdraad van de z-as, zie calculator.
Succes,
Hans.
Als eerste is het belangrijk dat je afstanden in alle richtingen goed zijn. je kan het beste beginnen met de 20 mm cube. deze nameten en dan je steps in je setup aanpassen.
daarna kan je je concentreren op de juist extrudeer hoeveelheid, dit doe je met de thinwall en de passing.
Je laaghoogte is afhankelijk van de schroefdraad van de z-as, zie calculator.
Succes,
Hans.
|
Re: Finetunen corexy March 08, 2016 03:26PM |
Registered: 8 years ago Posts: 34 |
Ik heb al een blokje geprint 20 x 20 x 20 , afwijking is 0,1mm .
Als ik in repetier 0,4 instel bij nozzle is dit dan goed ? stelt repetier dan zelf de laagdikte in?
Volgens repetier print ik 50 lagen met een nozzle van 0,4 ,als ik dit vermenigvuldig kom ik uit op 20mm.
mij lijkt (denk ik) dat ik meer lagen moet printen voor een gladde zijkant.
instellingen in repetier:
layer height = 0,4mm
first layer hight = 0,35mm
Edited 1 time(s). Last edit at 03/08/2016 03:34PM by 19roland70.
Als ik in repetier 0,4 instel bij nozzle is dit dan goed ? stelt repetier dan zelf de laagdikte in?
Volgens repetier print ik 50 lagen met een nozzle van 0,4 ,als ik dit vermenigvuldig kom ik uit op 20mm.
mij lijkt (denk ik) dat ik meer lagen moet printen voor een gladde zijkant.
instellingen in repetier:
layer height = 0,4mm
first layer hight = 0,35mm
Edited 1 time(s). Last edit at 03/08/2016 03:34PM by 19roland70.
|
Re: Finetunen corexy March 08, 2016 05:14PM |
Registered: 10 years ago Posts: 344 |
|
Re: Finetunen corexy March 08, 2016 06:03PM |
Registered: 10 years ago Posts: 550 |
Euh...een gladde zijkant is eigenlijk onmogelijk maar meer info inclusief wat microscope plaatjes oa hier [forums.reprap.org] Let wel zodra je ergens in de 0.05mm laag dikte of lager komt dan is zelfs een simpel vierkantje al meerderen uren printen.Quote
19roland70
mij lijkt (denk ik) dat ik meer lagen moet printen voor een gladde zijkant.
Edited 1 time(s). Last edit at 03/08/2016 06:04PM by Frans@France.
|
Re: Finetunen corexy March 08, 2016 06:07PM |
Registered: 10 years ago Posts: 550 |
inderdaad maar dan ook rekening houden met de z-axis resolutie zodat er geen opeenstapeling van afrondingsfouten optreed.Quote
gforce1
Laagdikte moet je apart instellen, je hebt hem nu op 0.4 mm staan. Richtlijn voor de maximale laagdikte is 80% van je nozzle diameter. Dus maximaal 0.32 mm.
|
Re: Finetunen corexy March 09, 2016 01:02PM |
Registered: 8 years ago Posts: 34 |
|
Re: Finetunen corexy March 09, 2016 05:59PM |
Registered: 10 years ago Posts: 550 |
- voor PLA heb je geen heatbed nodig
- afstand tussen printbed en nozzle zo klein mogelijk maar niet kleiner dan de "platheid" van je heatbed, zodat je niet op 1 plek netjes net boven het bed zit en ergens anders vol het heatbed ingaat.
- slic3r heeft een verhaal geschreven over de eerste laag en waar die het beste aan voldoen. hoogte=nozzle, width gelijk aan 2 x nozzle.
Edited 2 time(s). Last edit at 03/09/2016 06:03PM by Frans@France.
- afstand tussen printbed en nozzle zo klein mogelijk maar niet kleiner dan de "platheid" van je heatbed, zodat je niet op 1 plek netjes net boven het bed zit en ergens anders vol het heatbed ingaat.
- slic3r heeft een verhaal geschreven over de eerste laag en waar die het beste aan voldoen. hoogte=nozzle, width gelijk aan 2 x nozzle.
Edited 2 time(s). Last edit at 03/09/2016 06:03PM by Frans@France.
|
Re: Finetunen corexy March 10, 2016 04:58PM |
Registered: 8 years ago Posts: 34 |
Ik heb nu het blokje geprint met een layer van 0,2 mm.
Alles ziet er goed uit , ik vind alleen dat de toplayer beter kan.
Er zit een kleine opening tussen de infill en de buiten kant .(zie foto)
Welke instelling in slicer moet ik hier bijstellen?
Alles ziet er goed uit , ik vind alleen dat de toplayer beter kan.
Er zit een kleine opening tussen de infill en de buiten kant .(zie foto)
Welke instelling in slicer moet ik hier bijstellen?
|
Re: Finetunen corexy March 11, 2016 07:02AM |
Registered: 10 years ago Posts: 550 |
foto is te klein om er iets over te zeggen, maar je beschrijving lijkt op onder extrusion. Beste oplossing is je filament op verschillende plaatsen meten en die waarde in de slicer invoeren. Andere optie is de filament dikte in de slicer gewoon houden zoals hij nu is maar de flow multiplier aanpassen. Persoonlijk meet ik het filament en noteer dat op de spool
Een iets betere foto maakt het mogelijk om te zien of de aanname klopt.
[www.simplify3d.com]
Edited 1 time(s). Last edit at 03/11/2016 07:21AM by Frans@France.
Een iets betere foto maakt het mogelijk om te zien of de aanname klopt.
[www.simplify3d.com]
Edited 1 time(s). Last edit at 03/11/2016 07:21AM by Frans@France.
|
Re: Finetunen corexy March 11, 2016 11:14AM |
Registered: 8 years ago Posts: 34 |
|
Re: Finetunen corexy March 11, 2016 12:19PM |
Registered: 10 years ago Posts: 550 |
Ja, filament kan echt heel slecht zijn, mijn ervaring is dat de meeste vastlopers van de hotend meestal komt omdat een klein stukje filament net te dik is voor de hotend. Aangezien de printer software continue een bepaalt volume wilt printen heeft een verandering van dikte direct gevolg voor de totale hoeveelheid plastic die uit de hotend komt. Als je filament dikker is dan dat je instelt dan krijg je overextrusion en als het dunner is dan krijg je underextrusion.
Als ik naar jouw foto kijk dan lijkt het op under extrusion maar duidelijk is het niet. De lijntjes van de infill lijken ook niet tegen elkaar te liggen en dat is een indicatie dat er under extrusion is.
Het kan ook zijn dat je de een niet optimale perimeter width hebt genomen voor je nozzle [richrap.blogspot.fr]
Edited 3 time(s). Last edit at 03/11/2016 12:34PM by Frans@France.
Als ik naar jouw foto kijk dan lijkt het op under extrusion maar duidelijk is het niet. De lijntjes van de infill lijken ook niet tegen elkaar te liggen en dat is een indicatie dat er under extrusion is.
Het kan ook zijn dat je de een niet optimale perimeter width hebt genomen voor je nozzle [richrap.blogspot.fr]
Edited 3 time(s). Last edit at 03/11/2016 12:34PM by Frans@France.
|
Re: Finetunen corexy March 11, 2016 12:49PM |
Registered: 8 years ago Posts: 34 |
Quote
Frans@France
Als ik naar jouw foto kijk dan lijkt het op under extrusion maar duidelijk is het niet. De lijntjes van de infill lijken ook niet tegen elkaar te liggen en dat is een indicatie dat er under extrusion is.
Het kan ook zijn dat je de een niet optimale perimeter width hebt genomen voor je nozzle [richrap.blogspot.fr]
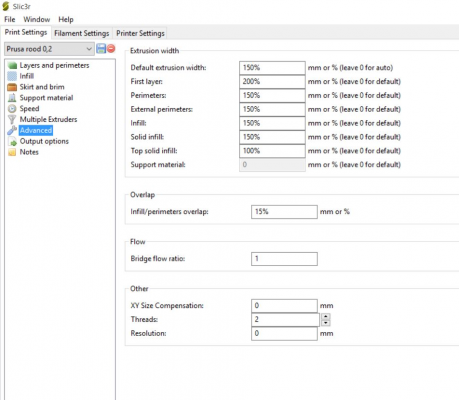
Bij mij staat alleen in "extrusion width" : first layer op 200%
Al het verdere in deze tab staat op 0
En in "overlap" staat : infill perimeters/overlap op 15%
|
Re: Finetunen corexy March 13, 2016 05:38PM |
Registered: 8 years ago Posts: 34 |
|
Re: Finetunen corexy March 15, 2016 04:41AM |
Registered: 10 years ago Posts: 344 |
|
Re: Finetunen corexy March 15, 2016 07:38AM |
Registered: 8 years ago Posts: 34 |
|
Re: Finetunen corexy March 16, 2016 07:38AM |
Moderator Registered: 10 years ago Posts: 188 |
Staan je snelheden wel goed? Printsnelheid, acceleratie? Feedrate?
En CoreXY is een super systeem maar wel belangrijk om heel goed af te stellen.
Heb je trapezium spindels, of gewoon schroefdraad? Zijn je lagers goed gevet, heb je speling op je spindelmoeren?
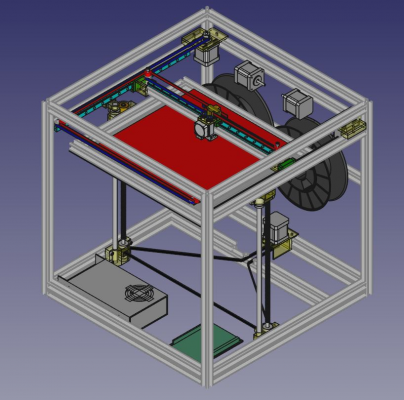
En fotos zijn altijd welkom van je printer.
Ben nu bezig met me 2e coreXY printer, en moet zeggen nooit meer anders. Nu een orintbed van 300x300 met een 500W siliconheater. En fsr autobed levelling.
Mendelmax 1.5, E3D v6, ramps 1.4, drv8825, kapton heated bed (working)
Sparkcube 1.1, e3d v6, radds 1.5, raps128, 12864 lcd, octoprint (build and testing)
Sparkcube 1.1 XL, radds 1.5, raps128, lcd, fsr autobed, octoprint on odroid (building)
En CoreXY is een super systeem maar wel belangrijk om heel goed af te stellen.
Heb je trapezium spindels, of gewoon schroefdraad? Zijn je lagers goed gevet, heb je speling op je spindelmoeren?
En fotos zijn altijd welkom van je printer.
Ben nu bezig met me 2e coreXY printer, en moet zeggen nooit meer anders. Nu een orintbed van 300x300 met een 500W siliconheater. En fsr autobed levelling.
Mendelmax 1.5, E3D v6, ramps 1.4, drv8825, kapton heated bed (working)
Sparkcube 1.1, e3d v6, radds 1.5, raps128, 12864 lcd, octoprint (build and testing)
Sparkcube 1.1 XL, radds 1.5, raps128, lcd, fsr autobed, octoprint on odroid (building)
|
Re: Finetunen corexy March 16, 2016 01:57PM |
Registered: 8 years ago Posts: 34 |
Dit staat allemaal goed afgesteld, ik heb wel de temperatuur van 210 graden naar 200 teruggezet, dit zit er al wel iets beter uit.Quote
Wvantoorn
Staan je snelheden wel goed? Printsnelheid, acceleratie? Feedrate?
...
Heb je trapezium spindels, of gewoon schroefdraad? Zijn je lagers goed gevet, heb je speling op je spindelmoeren?
Ik gebruik een trapezium spindel en er zit nagenoeg geen meetbare speling op .
mijn printbed is ook 30x30 met Kapton verhittingsmat.
Ik ga later deze week wel foto's posten.
|
Re: Finetunen corexy March 17, 2016 05:01PM |
Registered: 8 years ago Posts: 34 |
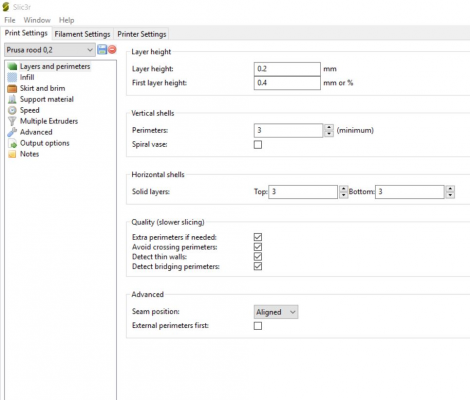
Volgens mij heeft dit met de vertical shells te maken .
Ik had deze op 8 staan, dan krijg ik dat de buitenlijnen niet goed aansluiten.
Nu heb ik ze op 4 gezet en dan krijg ik wel een voller invulvlak.
Is het eigenlijk mogelijk om de eerste layer helemaal glad te krijgen?
kan dit door de first layer te veranderen van 0,35 naar 0,30 ?
Edited 1 time(s). Last edit at 03/17/2016 06:08PM by 19roland70.
Ik had deze op 8 staan, dan krijg ik dat de buitenlijnen niet goed aansluiten.
Nu heb ik ze op 4 gezet en dan krijg ik wel een voller invulvlak.
Is het eigenlijk mogelijk om de eerste layer helemaal glad te krijgen?
kan dit door de first layer te veranderen van 0,35 naar 0,30 ?
Edited 1 time(s). Last edit at 03/17/2016 06:08PM by 19roland70.
|
Re: Finetunen corexy March 18, 2016 04:00AM |
Registered: 10 years ago Posts: 344 |
Quote
Wvantoorn
En fotos zijn altijd welkom van je printer.
Ben nu bezig met me 2e coreXY printer, en moet zeggen nooit meer anders. Nu een orintbed van 300x300 met een 500W siliconheater. En fsr autobed levelling.
Ook van jouw printer zijn foto's welkom
 of een bouwverslag.
of een bouwverslag.Ik ben zelf ook bezig met mijn tweede core-xy, deze wordt 500 x500x500 met een bouwvolume van 300x300x300
|
Re: Finetunen corexy March 21, 2016 03:35PM |
Moderator Registered: 10 years ago Posts: 188 |
Quote
gforce1
Quote
Wvantoorn
En fotos zijn altijd welkom van je printer.
Ben nu bezig met me 2e coreXY printer, en moet zeggen nooit meer anders. Nu een orintbed van 300x300 met een 500W siliconheater. En fsr autobed levelling.
Ook van jouw printer zijn foto's welkom
Ik ben zelf ook bezig met mijn tweede core-xy, deze wordt 500 x500x500 met een bouwvolume van 300x300x300
Dit is een H type constructie van de belt. Geen coreXY. Zit wel een verschil in.
Na beter kijken toch wel coreXY, zag je blauw gekleurde belt niet. Slorry
Edited 1 time(s). Last edit at 03/21/2016 03:37PM by Wvantoorn.
Mendelmax 1.5, E3D v6, ramps 1.4, drv8825, kapton heated bed (working)
Sparkcube 1.1, e3d v6, radds 1.5, raps128, 12864 lcd, octoprint (build and testing)
Sparkcube 1.1 XL, radds 1.5, raps128, lcd, fsr autobed, octoprint on odroid (building)
|
Re: Finetunen corexy March 22, 2016 01:53PM |
Registered: 8 years ago Posts: 34 |
|
Re: Finetunen corexy March 22, 2016 02:53PM |
Registered: 10 years ago Posts: 344 |
|
Re: Finetunen corexy March 23, 2016 06:00PM |
Registered: 8 years ago Posts: 34 |
zojuist het blokje geprint met bovenstaande instellingen.
De buitenste rand van de eerste layer is wat hobbelig,waar ligt dit aan?
Kan de eerste layer zo glad dat er geen lijntjes meer te zien zijn of is dit onmogelijk?
De buitenste rand van de eerste layer is wat hobbelig,waar ligt dit aan?
Kan de eerste layer zo glad dat er geen lijntjes meer te zien zijn of is dit onmogelijk?

{kind=link}
{kind=link}
|
Re: Finetunen corexy March 25, 2016 04:50PM |
Moderator Registered: 10 years ago Posts: 188 |
Niet om lullig te doen hoor, maar je neemt instellingen over van een ander, en weet niet wat z doen lijkt me. Want 200% extrusion width op de 1e layer is bij een 0.4 nozzle 0.8 mm.
Zoek eens via google naar richrap en slicer is nicer part 1 en part 2 en 3. Dan leer je zelf je instellingen aan te passen aan jou omgeving, aan jou printer en het belangrijkste, dan leer je zelf aanpassingen te maken die jou printer nodig heeft. Ik kan ook wel mijn instellingen geven maar 8.5 van de 10 x heb jij er niks aan vanwege je printer zijn afstellingen, hoeveel speling erinzit in het frame, in de tandriemen en filament.
Het is echt niet mijn bedoeling om je af te kraken of om je niet te willen helpen, maar ik zie zo vaak dat iemand zijn printer niet goed kan afstellen, en dat is het belangrijkste aan 3d printen.
Mendelmax 1.5, E3D v6, ramps 1.4, drv8825, kapton heated bed (working)
Sparkcube 1.1, e3d v6, radds 1.5, raps128, 12864 lcd, octoprint (build and testing)
Sparkcube 1.1 XL, radds 1.5, raps128, lcd, fsr autobed, octoprint on odroid (building)
Zoek eens via google naar richrap en slicer is nicer part 1 en part 2 en 3. Dan leer je zelf je instellingen aan te passen aan jou omgeving, aan jou printer en het belangrijkste, dan leer je zelf aanpassingen te maken die jou printer nodig heeft. Ik kan ook wel mijn instellingen geven maar 8.5 van de 10 x heb jij er niks aan vanwege je printer zijn afstellingen, hoeveel speling erinzit in het frame, in de tandriemen en filament.
Het is echt niet mijn bedoeling om je af te kraken of om je niet te willen helpen, maar ik zie zo vaak dat iemand zijn printer niet goed kan afstellen, en dat is het belangrijkste aan 3d printen.
Mendelmax 1.5, E3D v6, ramps 1.4, drv8825, kapton heated bed (working)
Sparkcube 1.1, e3d v6, radds 1.5, raps128, 12864 lcd, octoprint (build and testing)
Sparkcube 1.1 XL, radds 1.5, raps128, lcd, fsr autobed, octoprint on odroid (building)
|
Re: Finetunen corexy March 26, 2016 05:30AM |
Registered: 8 years ago Posts: 34 |
200% is de default waarde.(staat ook in de beschrijving van slic3r , 2 x nozzle =height first layer)
Ik moet een uitgangspunt hebben ,Ik ben eerst van de standaard waarden uitgegaan en veranderd.
Ik moet zeggen dat het resultaat weinig afwijkt van de bovenstaande instellingen.
Als de waardes op default staan ,wat zijn deze waardes dan in mm.
Print ziet er nu best goed uit ,afmetingen kloppen ook, hoeken zijn haaks.
Alleen zou ik de bottom layer beter willen hebben, deze voelt trouwens wel glad aan ,
Op internet zie ik dus dat er mensen zijn die de bottom layer helemaal glad hebben , kan dit wel?
Edited 2 time(s). Last edit at 03/27/2016 05:07AM by 19roland70.
Ik moet een uitgangspunt hebben ,Ik ben eerst van de standaard waarden uitgegaan en veranderd.
Ik moet zeggen dat het resultaat weinig afwijkt van de bovenstaande instellingen.
Als de waardes op default staan ,wat zijn deze waardes dan in mm.
Print ziet er nu best goed uit ,afmetingen kloppen ook, hoeken zijn haaks.
Alleen zou ik de bottom layer beter willen hebben, deze voelt trouwens wel glad aan ,
Op internet zie ik dus dat er mensen zijn die de bottom layer helemaal glad hebben , kan dit wel?
Edited 2 time(s). Last edit at 03/27/2016 05:07AM by 19roland70.
|
Re: Finetunen corexy March 27, 2016 06:14AM |
Registered: 10 years ago Posts: 550 |
Volgens mij heb je nogal wat verschillende instellingen aangepast, ik heb werkelijk geen idee wat de gevolgen zijn van al deze aanpassingen tegelijkertijd. Waarom niet alles op default laten staan en alleen bed size, snelheid en nozzle aanpassen en vanaf die waardes bepalen wat er gebeurt en daar dan de verdere tuning voor doen?
Als ik namelijk net zo'n onderkant zou hebben op mijn printer met mijn instellingen dan weet ik dat de afstand tussen het bed en de nozzle te groot is en ik dat opnieuw moet afstellen. Maar omdat jouw print niet alleen zo'n onderkant heeft maar ook zo'n probleem met de toplayer kan het wel eens "gewoon" een slicer instellingen zijn.
Als ik namelijk net zo'n onderkant zou hebben op mijn printer met mijn instellingen dan weet ik dat de afstand tussen het bed en de nozzle te groot is en ik dat opnieuw moet afstellen. Maar omdat jouw print niet alleen zo'n onderkant heeft maar ook zo'n probleem met de toplayer kan het wel eens "gewoon" een slicer instellingen zijn.
Sorry, only registered users may post in this forum.