Bowden Extruders
Posted by deckingman
|
Bowden Extruders May 22, 2016 08:45AM |
Registered: 8 years ago Posts: 622 |
I'm working on a design for a largish Corexy that will use a Diamond Hot End, for which I'll need 3 Bowden extruders. My current printer is a RepRapPro Mendel tricolour (with Diamond hot end) and I have to say that the RRP extruders have worked flawlessly over many hundreds of hours. So I was thinking of making 3 more of those but as I'm starting with a blank sheets of paper, I thought I'd just ask if anyone knows of a better extruder or if there is any particular reason why using the RRP deign is a bad idea.
|
Re: Bowden Extruders May 23, 2016 01:04PM |
Registered: 10 years ago Posts: 14,672 |
I think the Mendel used the RepRap Mini Geared extruder, which is the same one that I had on my original Mini Kossel kit from T3P3. If so, I don't like that extruder, for two reasons:
1. It needs superglue to hold the threaded parts together. This makes it hard to repair when it breaks (mine did).
2. The gear ratio of about 5:1 is too high if you use a long, high inertia stepper motor; but probably OK with the short motors that RRP used in their kits.
I have been very happy with the spring-loaded version of the RRP Ormerod 3:1 geared extruder. I have two on my Ormerod, and I made another for my Kossel. The files are at [www.thingiverse.com], [www.thingiverse.com] and [www.thingiverse.com].
If you have money to spend, then the E3D Titan extruder may be worth trying. It too has 3:1 gearing.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
1. It needs superglue to hold the threaded parts together. This makes it hard to repair when it breaks (mine did).
2. The gear ratio of about 5:1 is too high if you use a long, high inertia stepper motor; but probably OK with the short motors that RRP used in their kits.
I have been very happy with the spring-loaded version of the RRP Ormerod 3:1 geared extruder. I have two on my Ormerod, and I made another for my Kossel. The files are at [www.thingiverse.com], [www.thingiverse.com] and [www.thingiverse.com].
If you have money to spend, then the E3D Titan extruder may be worth trying. It too has 3:1 gearing.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bowden Extruders May 23, 2016 02:47PM |
Registered: 8 years ago Posts: 622 |
Super glue and threaded parts? I think mine was different - here is a link to the assembly instructions for the ones I got [reprappro.com] Thanks for the suggestions though - I'll take a look.
|
Re: Bowden Extruders May 23, 2016 03:17PM |
Registered: 8 years ago Posts: 622 |
Quote
dc42
If you have money to spend, then the E3D Titan extruder may be worth trying. It too has 3:1 gearing.
Just looked - 45 quid a pop plus £4.50 for a bowden adaptor plus VAT and I need 3 of them! I think I'd rather spend the £178 on a Duet plus expansion board
 . Methinks the RRP geared jobby will be the way I'll go. Thanks for the info about 3:1 vs 5:1 gearing - something I hadn't considered and a very valid point given that one of the goals of the design is increased speed (if possible with the mass of a Diamond hot end).
. Methinks the RRP geared jobby will be the way I'll go. Thanks for the info about 3:1 vs 5:1 gearing - something I hadn't considered and a very valid point given that one of the goals of the design is increased speed (if possible with the mass of a Diamond hot end).Edit. Now that I've looked at the Ormerod version too, I'm not so sure. I don't like the fact that it bends the filament through 90 degrees. I use translucent filament quite a lot and it's prone to breaking at the best of times.
Edited 1 time(s). Last edit at 05/23/2016 03:43PM by deckingman.
|
Re: Bowden Extruders May 23, 2016 04:11PM |
Registered: 10 years ago Posts: 780 |
I have a modified design of the ormerod extruder which has the filament going straight. It is a spring loaded type and has a mount for the aluminium extrusion that I have used for my D-Bot build.
I will post the files if you want but I am away at the moment so will not be able to load the design until the first week of June.
appjaws - Core XYUV Duet Ethernet Duex5
firmware 3.1.1 Web Interface 3.1.1
Ormerod 1-converted to laser engraver, Duet wifi
OpenSCAD version 2020.07
slic3r-1.3.0, Simplify3D 4.1.2, Cura-4.4.1
I will post the files if you want but I am away at the moment so will not be able to load the design until the first week of June.
appjaws - Core XYUV Duet Ethernet Duex5
firmware 3.1.1 Web Interface 3.1.1
Ormerod 1-converted to laser engraver, Duet wifi
OpenSCAD version 2020.07
slic3r-1.3.0, Simplify3D 4.1.2, Cura-4.4.1
|
Re: Bowden Extruders May 23, 2016 04:17PM |
Registered: 10 years ago Posts: 14,672 |
Quote
deckingman
Super glue and threaded parts? I think mine was different - here is a link to the assembly instructions for the ones I got [reprappro.com] Thanks for the suggestions though - I'll take a look.
From those instructions:
Quote
Then put the M3 washer on, and screw on the hobbed insert. Tighten the hobbed insert against the washer as tight as you can. If you do this tight enough, it should not come undone in use. If you find it does come undone, use a drop of superglue or threadlock to hold the hobbed insert in place. This will make disassembly more difficult, though.
The T3P3 instructions were more specific, they said use superglue
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bowden Extruders May 24, 2016 02:08PM |
Registered: 8 years ago Posts: 622 |
Ahh. I remember reading that now you mention it but I didn't bother to glue mine - just did them up good and tight and so far, never had a problem (and I've been using 3 of them with Diamond hot end). I agree though that it is a potential problem which is easily alleviated by using a hobbed bolt rather than a hobbed insert.
|
Re: Bowden Extruders May 24, 2016 04:43PM |
Registered: 8 years ago Posts: 776 |
Quote
deckingman
Just looked - 45 quid a pop plus £4.50 for a bowden adaptor plus VAT and I need 3 of them! I think I'd rather spend the £178 on a Duet plus expansion board
ah, i didn't respond earlier as speed wasn't mentioned in the original post. i'm using a Flex3Drive and have managed 400mm/s travel speeds whilst printing, and 90mm3/s with a 0.6mm nozzle using a volcano upgrade on an E3Dv6. at those rates and speeds the filament is only just starting to lose the "shine" but it is not breaking up.
the Flex3Drive has a 40:1 wormdrive gear ratio which is incredible. it combines - and then dramatically improves on - the best of *both* the direct *and* bowden worlds. jason is currently working on a dual-extruder version and i'm sure if you talked to him he would do (or maybe already has) a diamond 3-extruder version. obviously you would need 3 flexible driveshafts.
i tried a bowden tube design once: i will not be trying one ever again. i considered listening to nophead's advice (he told me it's a bad engineering design, and he told me why), but then considered that, well, everyone else is trying them, so it can't possibly be all that bad... and it was. when someone mentioned the Flex3Drive it made perfect engineering sense and i gladly jumped at it and gave jason my money, and i'm extremely pleased with what i've been able to do.
i'm mentioning this deckingman because you're not stuck with only two bad choices: you can actually have both speed and reduced weight, but you won't find any geared extruder - direct or bowden - with a 40:1 gear ratio. so far that's completely unique to the Flex3Drive and jason goes to some lengths on his website to explain what the advantages are.
|
Re: Bowden Extruders May 24, 2016 04:57PM |
Registered: 10 years ago Posts: 14,672 |
The Flex3drive does indeed look like a nice technical solution. Bur how much do 3 of them cost?
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bowden Extruders May 24, 2016 05:06PM |
Registered: 8 years ago Posts: 776 |
Quote
dc42
The Flex3drive does indeed look like a nice technical solution. Bur how much do 3 of them cost?
yyeah i didn't want to ask that question or even guess. it wouldn't actually be 3x, because for GBP 100-ish jason supplies a "complete kit" of parts - bearings, gears made from a special self-lubricating material with a lifetime guarantee, 3d-printed holders with a range of hot-end adapters, *and* the automotive-grade flexible driveshaft. so the actual 3d-printed parts you would only need one set for many of those (to hold just the one triple-hotend), but everything else yes would be triple quantities. best way to find out is to ask him. forum's ... let me find a link.... ah here: [forums.reprap.org]
:
|
Re: Bowden Extruders May 24, 2016 06:00PM |
Registered: 8 years ago Posts: 622 |
Have you seen a Diamond hot end with the way the heat sinks are angled outwards? I initially started with an outside frame of 500mm x 500mm size hoping to achieve 300mm x 300mm printable area. I want to keep all the motors inboard in case I decide to enclose the thing at some stage and soon realised that there is no way I'll get that print area. So I've upped the outside frame dimensions to 600x600. The envelope of the flex3drive is 50x45x45. I reckon that adding 3 of those thingies is going to add about another 80mm to my (already large) hot end assembly so I'd have to increase the frame size even more. If I do that, it won't fit in my already cramped study, so I'd have to buy a bigger house. Therefore the true cost of me fitting 3 of those thingies is in the region of £20,000+.
On a more serious note, they do weigh 45 grams each so 3 of those will add 135gms to the x carriage. Bowden extruders are fine. I don't know why people make such a fuss about them. They take do take a bit of setting up to get retraction right and they probably don't work well with flexible filament but I don't use that so it's not an issue for me. I have a plan to mount the 3 extruders above the printer and in the centre of the build area which will keep the tubes as short as possible. Mind you, the printer is 1,000mm high so the extruders may end up being hung from the ceiling.
On a more serious note, they do weigh 45 grams each so 3 of those will add 135gms to the x carriage. Bowden extruders are fine. I don't know why people make such a fuss about them. They take do take a bit of setting up to get retraction right and they probably don't work well with flexible filament but I don't use that so it's not an issue for me. I have a plan to mount the 3 extruders above the printer and in the centre of the build area which will keep the tubes as short as possible. Mind you, the printer is 1,000mm high so the extruders may end up being hung from the ceiling.
|
Re: Bowden Extruders May 24, 2016 07:29PM |
Registered: 8 years ago Posts: 776 |
Quote
deckingman
The envelope of the flex3drive is 50x45x45.
noo, the envelope of the single-flex3drive part that's speifically designed for a single-nozzle hotend, specifically to be mounted on a MendelMax or other cartesian printer is 50x45x45. mutley3d also has a *tiny* version for a kossel 3d mini which he's shown me, he designed it to replace the whole delta holder so you mount the carbon rods directly in it. he's also shown me pictures of the dual-extruder one and that's nothing like the "take volume of one specific design that's in no way related to the discussion at hand which is a custom-design-job to suit one specific triple-nozzle hotend and multiply that completely unrelated product'ss size (and, below, weight) by 2 or 3 and a bit more".
you simply can't use one unrelated design to make assessments about another design like that. logic does not compute, captain.
these are custom-designed parts that he's happy to talk with you about, and not charge for doing so because he's happy to sell the products to other people. talk to him, you'll find he's really helpful.
Quote
On a more serious note, they do weigh 45 grams each so 3 of those will add 135gms to the x carriage.
again, that's 45 grams for that *specific* part that was designed *specifically* for a single non-dual and non-triple extruder. a design by mutley3d which took a diamond hotend would be nowhere near 3x that 45g weight, because there's no way that you would design 3 separate blocks of plastic.
it would be a SINGLE custom housing taking ALL THREE sets of gears, and as such would come in at way way below what you've expected the weight to be.
Quote
Bowden extruders are fine. I don't know why people make such a fuss about them.
engineers whom i trust - whom i can't quote exactly - talk about latency and compression and many other factors, all of which make perfect intuitive sense to me, but i can't repeat them in full so should not even try. intuitively i just know that trying to compress filament down a tube feels "wrong" if you are expecting the time at which the motor "pushes" and the results come out of the extruder, and the *amount* it pushes and the amount that comes out of the extruder to match up. these are however basic assumptions that we expect our 3d printers to do: when you wind the extruder motor, you expect instant results. speed of motor EQUALs speed of filament coming out, right? dead wrong.
firstly it's a whopping 750 to 800mm, which means you're actually compressing the filament (so you have to know the characteristics of the filament under *DIFFERENT* speeds). secondly, the PTFE inner diameter is *NEVER* going to match the OD of the filament. so it will wobble side-to-side (like microwaves down a wave-guide) and that wobble (and thus the length) will *VARY*.as the PTFE tube moves about during a print. thirdly, you will have stretch in the PTFE tube itself... then you have the ends of the tube, which never properly seat down and keep the PTFE tube stable in its sockets.
... i could go on but the list of complications just goes on and on and on and on, deckingman, all of which scream at any good engineer as being "way too many variables". all and any of those variables will have tolerances and their own random *compound* effect. you can do the statistical / error-bar analysis yourself but the worst-case is to simply *add* all of the tolerances together.
the fact is that when you do that same analysis for a direct extruder (geared or otherwise) you come up with waayyy reduced error bars on the accuracy and the latency, and for a Flex3Drive it's even less than for a direct extruder because of the 40:1 wormdrive (a whopping SIX times more gearing than any other geared extruder on the market), as well as the care that mutley3d has put into reducing the distance between the filament-gear and the top of the extruder (using tiny 8mm diameter bearings and very small high-precision custom-made injection-molded gears)
then in a bowden design you have breaking of filament in the extruder, breaking of the filament just at the exit point of the extruder (which means you can't pull it out, requiring disassembly of the bowden tube, as well as wasting 800mm of filament), wasting of 800mm of filament at the end of a spool, snapping of filament on retract (possibly requiring disassembly to investigate), jamming of filament in the hotend requiring a total disassembly of the bowden tube, resulting in another 800mm+ of filament as well as potentially damaging components (at least the PTFE tubes, which are not very strong)
the list just goes on and on and i'm honestly just amazed that people find these issues - let alone the unacceptable engineering issues - to be acceptable as part of a maintenance process of a precision engineering instrument.
Quote
They take do take a bit of setting up to get retraction right and they probably don't work well with flexible filament
not at all. they also don't work well with the budget (entry-level) filaments, which tend to "bend" in an unclean (unpredictable) way instead of being springy, returning to shape, and then "snap" cleanly beyond their elasticity point.
Quote
but I don't use that so it's not an issue for me. I have a plan to mount the 3 extruders above the printer and in the centre of the build area which will keep the tubes as short as possible. Mind you, the printer is 1,000mm high so the extruders may end up being hung from the ceiling.
coool
Edited 1 time(s). Last edit at 05/24/2016 07:32PM by lkcl.
|
Re: Bowden Extruders May 25, 2016 08:34AM |
Registered: 8 years ago Posts: 622 |
Hey man, I'm just going by the info published on the flex3drive web site. Now you tell me there are other versions but there is no mention of them on the web site. So don't give me this grief...
Quote - "you simply can't use one unrelated design to make assessments about another design like that. logic does not compute, captain." End of Quote.
The "unrelated design" is the only published design I have to go on. All the other stuff you talk about relates to "custom designs" which don't exist but in theory might be smaller and lighter but as nobody has yet made one, how you can be so sure?
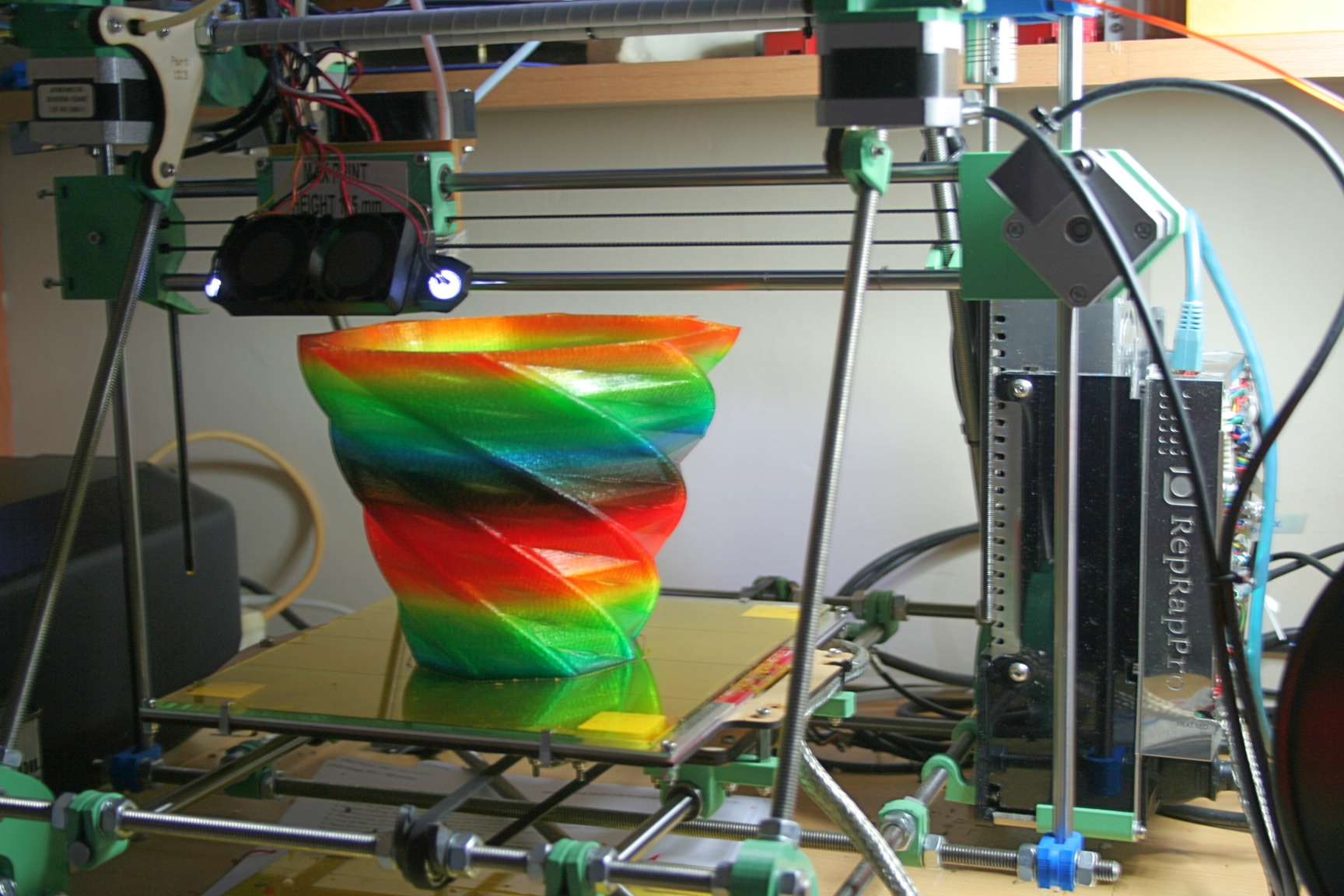
Ref Bowden extruders. What we are dealing with here is your perception of the possible issues based on theory, versus my knowledge based on practical day to day testing and use. I am an engineer by training and understand why theoretically Bowden extruders are a bad idea but you you can spout that theory all day long and it won't change the empirical evidence I have before me which proves that they can be made to work, and work very well indeed. You are forgetting that I'm running 3 Bowden extruders simultaneously at different speeds and with different filaments in each to get 300 different shades of colour. So, in theory I should have 3 times the problems and producing the attached should be impossible.
In theory, Bumble Bees can't fly but they do............
Edited 1 time(s). Last edit at 05/25/2016 08:36AM by deckingman.
Quote - "you simply can't use one unrelated design to make assessments about another design like that. logic does not compute, captain." End of Quote.
The "unrelated design" is the only published design I have to go on. All the other stuff you talk about relates to "custom designs" which don't exist but in theory might be smaller and lighter but as nobody has yet made one, how you can be so sure?
Ref Bowden extruders. What we are dealing with here is your perception of the possible issues based on theory, versus my knowledge based on practical day to day testing and use. I am an engineer by training and understand why theoretically Bowden extruders are a bad idea but you you can spout that theory all day long and it won't change the empirical evidence I have before me which proves that they can be made to work, and work very well indeed. You are forgetting that I'm running 3 Bowden extruders simultaneously at different speeds and with different filaments in each to get 300 different shades of colour. So, in theory I should have 3 times the problems and producing the attached should be impossible.
In theory, Bumble Bees can't fly but they do............
Edited 1 time(s). Last edit at 05/25/2016 08:36AM by deckingman.
{kind=link}
{kind=link}
|
Re: Bowden Extruders May 26, 2016 08:17AM |
Registered: 8 years ago Posts: 776 |
Quote
deckingman
Hey man, I'm just going by the info published on the flex3drive web site. Now you tell me there are other versions but there is no mention of them on the web site. So don't give me this grief...
sorry! i'm under time-pressure. basically jason is very busy, he's a 3d printer engineer like us, he's happy to work with other people in 3d printing but he hasn't always got time to do things like update the website... which he's very aware of. he made modifications to parts *specifically* for me so that they would fit in the experimental printer, and he's developed a kossel mini flexdrive holder which isn't on the website either. also he's developing a dual-extruder, again, not on the website.
sorry deckingman i have to leave it at that, i am leaving the country in 5 days, sorry for annoying you. will have a little more time in a couple of weeks.
|
Re: Bowden Extruders July 22, 2016 06:18PM |
Registered: 7 years ago Posts: 21 |
@lkcl I'm not an engineer but intuitively I also had these assumptions that it could not work well. It is indeed almost impossible for a bowden setup to calculate when exactly the pressure has been build up enough to get the filament out of the extruder. So you can't really start printing just like that, that's why a skirt is necessary with bowden.
What I (also intuitively) think what happens and why it works is this: During the the printing of the skirt, the extruder starts pushing filament and the pressure keeps building up. Eventually the pressure in the hotend is high enough for filament to start pushing out. From that moment on, the pressure STAYS at the critical point. There is always this balance between the pressure and the filament JUSt pushing out, or JUST NOT pushing out. Then, if 3 mm of filament is pushed by the extruder, the pressure increases, it immediately starts pushing filament out, and when about the same volume of filament is pushed out as what fed by the extruder, the pressure gets back to this critical point again, so it stops pushing out filament.
So instead of worriying about all these variables on how many filament is needed to build up pressure, I just think about it as a system that is constantly under just enough pressure to NOT push out filament, so any added pressure to it will almost instantly push out filament, and the amount that pushes out is the same as was being fed by the extruder. It just seems to work good enough, bowden setups work very well. It also seems that the way the filament pushes against the bowden tube is quite 'stable'. The tube is always bent in a certain way and logically the filament pushes around the longest path, so along the outside of the bend. It does not wiggle around the tube like you described.
Still, theoretically the amount of pushed out filament matches better without the bowden tube (or, the shorter the better), but it seems to be only very small, and the reduced weight on the moving part of the printer can make it actually print better (or same at higher speed) with a bowden tube. Ofcourse the more rigid the filament, and the easier it sliders trough the nozzle, the more precise bowden extruders can extrude. I could not extrude smooth enough with ninjaflex filament to print anything
What I (also intuitively) think what happens and why it works is this: During the the printing of the skirt, the extruder starts pushing filament and the pressure keeps building up. Eventually the pressure in the hotend is high enough for filament to start pushing out. From that moment on, the pressure STAYS at the critical point. There is always this balance between the pressure and the filament JUSt pushing out, or JUST NOT pushing out. Then, if 3 mm of filament is pushed by the extruder, the pressure increases, it immediately starts pushing filament out, and when about the same volume of filament is pushed out as what fed by the extruder, the pressure gets back to this critical point again, so it stops pushing out filament.
So instead of worriying about all these variables on how many filament is needed to build up pressure, I just think about it as a system that is constantly under just enough pressure to NOT push out filament, so any added pressure to it will almost instantly push out filament, and the amount that pushes out is the same as was being fed by the extruder. It just seems to work good enough, bowden setups work very well. It also seems that the way the filament pushes against the bowden tube is quite 'stable'. The tube is always bent in a certain way and logically the filament pushes around the longest path, so along the outside of the bend. It does not wiggle around the tube like you described.
Still, theoretically the amount of pushed out filament matches better without the bowden tube (or, the shorter the better), but it seems to be only very small, and the reduced weight on the moving part of the printer can make it actually print better (or same at higher speed) with a bowden tube. Ofcourse the more rigid the filament, and the easier it sliders trough the nozzle, the more precise bowden extruders can extrude. I could not extrude smooth enough with ninjaflex filament to print anything
|
Re: Bowden Extruders July 23, 2016 04:56AM |
Registered: 8 years ago Posts: 601 |
Quote
deckingman
Hey man, I'm just going by the info published on the flex3drive web site. Now you tell me there are other versions but there is no mention of them on the web site. So don't give me this grief...
Quote - "you simply can't use one unrelated design to make assessments about another design like that. logic does not compute, captain." End of Quote.
The "unrelated design" is the only published design I have to go on. All the other stuff you talk about relates to "custom designs" which don't exist but in theory might be smaller and lighter but as nobody has yet made one, how you can be so sure?
Ref Bowden extruders. What we are dealing with here is your perception of the possible issues based on theory, versus my knowledge based on practical day to day testing and use. I am an engineer by training and understand why theoretically Bowden extruders are a bad idea but you you can spout that theory all day long and it won't change the empirical evidence I have before me which proves that they can be made to work, and work very well indeed. You are forgetting that I'm running 3 Bowden extruders simultaneously at different speeds and with different filaments in each to get 300 different shades of colour. So, in theory I should have 3 times the problems and producing the attached should be impossible.
In theory, Bumble Bees can't fly but they do............
You don't have empirical evidence, you have a subjective opinion.... Show me some statistics

Bowden works, but so do $300 prusa i3's. (They probably shouldn't....). I will never use a bowden extruder, as it adds guess work to an already unreliable process. It will always be a step back in my opinion.
Also bumblebees do fly... This falsity has become urban myth after some 'back of a napkin' calculations by a physicist at a dinner party became truth. Since then, many studies have been done on the flight of bumblebees. There is no 'theory' behind this, just good empirical and scientific studies
|
Re: Bowden Extruders July 23, 2016 12:14PM |
Registered: 8 years ago Posts: 622 |
Not sure why you wanted to resurrect this old thread, other than to cause an argument.
The point is that for some of us, Bowden extruders are a necessity because direct drive cannot be implemented for one reason or another. Yes, in an ideal world I wouldn't use a Bowden if I didn't have to. However, this is not an ideal world and for various reasons, 3 direct drive extruders grafted on to a Diamond hot end is not a practicable solution. I have no choice but to use Bowden as do many people who need to reduce the moving mass such as with Delta printers. Having been forced down this route, and spending many hours refining and fine tuning, I have found that Bowden extruders can be made to work very well. Because I have the printed parts in front of me, I know this to be a fact.
I get pretty fed up with people like you telling me that they are junk, especially when those people go on to tell me that they will never use one. If you have never tried one, your opinion is therefore based on what you have read or what others have told and is therefore worthless.
If I were you, I would look up the definition of "empirical evidence" before accusing me of not having any. Then maybe take a look at this thread where others have complemented the printed parts that were made on an ageing, creaking Mendel with 3 Bowden extruders. [forums.reprap.org] Or maybe take a look at this [forums.reprap.org]
The point is that for some of us, Bowden extruders are a necessity because direct drive cannot be implemented for one reason or another. Yes, in an ideal world I wouldn't use a Bowden if I didn't have to. However, this is not an ideal world and for various reasons, 3 direct drive extruders grafted on to a Diamond hot end is not a practicable solution. I have no choice but to use Bowden as do many people who need to reduce the moving mass such as with Delta printers. Having been forced down this route, and spending many hours refining and fine tuning, I have found that Bowden extruders can be made to work very well. Because I have the printed parts in front of me, I know this to be a fact.
I get pretty fed up with people like you telling me that they are junk, especially when those people go on to tell me that they will never use one. If you have never tried one, your opinion is therefore based on what you have read or what others have told and is therefore worthless.
Quote
Origamib
You don't have empirical evidence, you have a subjective opinion.... Show me some statistics
If I were you, I would look up the definition of "empirical evidence" before accusing me of not having any. Then maybe take a look at this thread where others have complemented the printed parts that were made on an ageing, creaking Mendel with 3 Bowden extruders. [forums.reprap.org] Or maybe take a look at this [forums.reprap.org]
|
Re: Bowden Extruders July 23, 2016 02:51PM |
Registered: 8 years ago Posts: 601 |
Did you not see the winky face? The winky face is lighthearted. If you don't like discussion, than you won't get on here. Also, I hardly 'resurrected it', the last post was a month or so ago.
One person claiming something works, is not evidence. I have no idea how repeatable or measureable your results are. Show me the statistics (heres a little winky face - its all lighthearted so you don't have too). Neither do you have any idea what I deem to be acceptable. I have used bowden, but it didn't agree with me and I won't go back. Why take away control just to print a bit faster?
People are not forced to use a bowden extruder, they choose to use one. A delta printer is capable of using a direct drive extruder, but there will be some compromise. I never said they were junk.
I'm not sure why you have to be so defensive. If you just want compliments, why don't you put your pictures/ideas up on social media and just get a few 'likes' instead?
One person claiming something works, is not evidence. I have no idea how repeatable or measureable your results are. Show me the statistics (heres a little winky face -
its all lighthearted so you don't have too). Neither do you have any idea what I deem to be acceptable. I have used bowden, but it didn't agree with me and I won't go back. Why take away control just to print a bit faster? People are not forced to use a bowden extruder, they choose to use one. A delta printer is capable of using a direct drive extruder, but there will be some compromise. I never said they were junk.
I'm not sure why you have to be so defensive. If you just want compliments, why don't you put your pictures/ideas up on social media and just get a few 'likes' instead?
|
Re: Bowden Extruders July 24, 2016 04:29AM |
Registered: 8 years ago Posts: 622 |
My final word. The added mass of using 3 direct drive E3D Titan extruders on a Diamond hot end with the smallest stepper that I can find will result in a reduction of the maximum theoretical print speed for my printer of 38% in X and 27.5% in Y. The additional physical increase in the size of the hot end assembly will result on a reduction in print size of 26% in the X axis and 28.5% in the Y axis. Now I'm out of here..................
Now I'm out of here..................
|
Re: Bowden Extruders July 25, 2016 11:32AM |
Registered: 8 years ago Posts: 3,525 |
EDIT - sorry its a corexy isnt it - well flying is out, so yes can't see any other way to do it without a massive print head.
I've had bowdens, good 'ol fashioned direct drive Wade's extruders, Mk8's fixed to the print head and flying, a flex3drive. and now an e3d titan with 20mm motor-flying and I know I get the best print quality from the flex3drive, the fixed direct extruder and then the flying titan extruder in that order with the bowden extruder at the bottom of the list especially with a long bowden tube.
If there was a filament movement sensor in the nozzle or heatbreak area, or a filament pressure sensor or something, then bowden could be just as good by feeding back to the controller the exact amount of filament arriving compared to what is needed but so far no one has proposed or tried anything that can do this.
Edited 1 time(s). Last edit at 07/25/2016 11:34AM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Bowden Extruders July 25, 2016 04:24PM |
Registered: 8 years ago Posts: 622 |
Quote
DjDemonD
Its clear that with the diamond hot end on a delta Bowden is a necessity. I'm a big advocate of the flying extruder but three of them flying around above the effector will have an impact on effector inertia that one flying extruder doesn't have.
EDIT - sorry its a corexy isnt it - well flying is out, so yes can't see any other way to do it without a massive print head.
The print head is pretty massive as it is. [forums.reprap.org]. I dread to think what I'd end up with if I tried to mount 3 direct drive extruders to it.
Actually, flying isn't quite out - we have a cunning plan. Not quite flying but similar. The print bed is 400mm x 400mm but printable area is around 360mm x 360mm which means the diagonal is around 500mm. The bed moves in Z so I only need think about XY but even so, I'd normally be looking at Bowden tubes around 650mm or more for that size bed with the extruders mounted on the frame. Actually it gets worse because the frame is 600mm x 600mm so I have another 100mm from the edge of the bed to the side of the frame. So the tubes would be more like 750mm which is getting a bit too extreme.
However, the cunning plan is to mount the 3 extruders in such a way that they are centrally suspended above the bed. The Bowden tubes need only then be half the printable diagonal plus a bit - say 300mm or so. The awkward bit is how to lose the extra length of the Bowden tubes when the print head is directly below the extruders. So the other part of the cunning plan is to have them on a counterbalanced pulley arrangement so that they can slide up and down and the Bowden tubes won't then be trying to push or pull the print head around. If it works (and that's a big IF at the moment), I could end up with Bowden tubes about half the length of my current ageing Mendel Variant but with almost double the X and Y travel and about 5 times the Z travel.
The printer is already a metre tall, so I may end up with the extruders slung from the ceiling and the filament spools somewhere in the attic
|
Re: Bowden Extruders July 25, 2016 04:50PM |
Registered: 8 years ago Posts: 3,525 |
It should be cool, very keen to see how you manage the extruders. I have been thinking about a way to fly an extruder over my corexy for a while but as it has a flex3drive on it which performs as well as any direct drive extruder. Albeit I have been playing about with it lately and realise their is some elasticity in the flexdrive itself. Am gathering the materials to make a large delta around 1m tall and love the idea of a diamond hot end but the extruder situation does put me off a bit. I wonder if that project to use tiny geared DC motors for a 30g extruder has got very far?
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Sorry, only registered users may post in this forum.