Home
>
Reprappers
>
Topic
Small heringbone gear slipping.. Need help
Posted by gregted
|
Small heringbone gear slipping.. Need help May 10, 2012 08:52AM |
Registered: 12 years ago Posts: 142 |
Hey all,
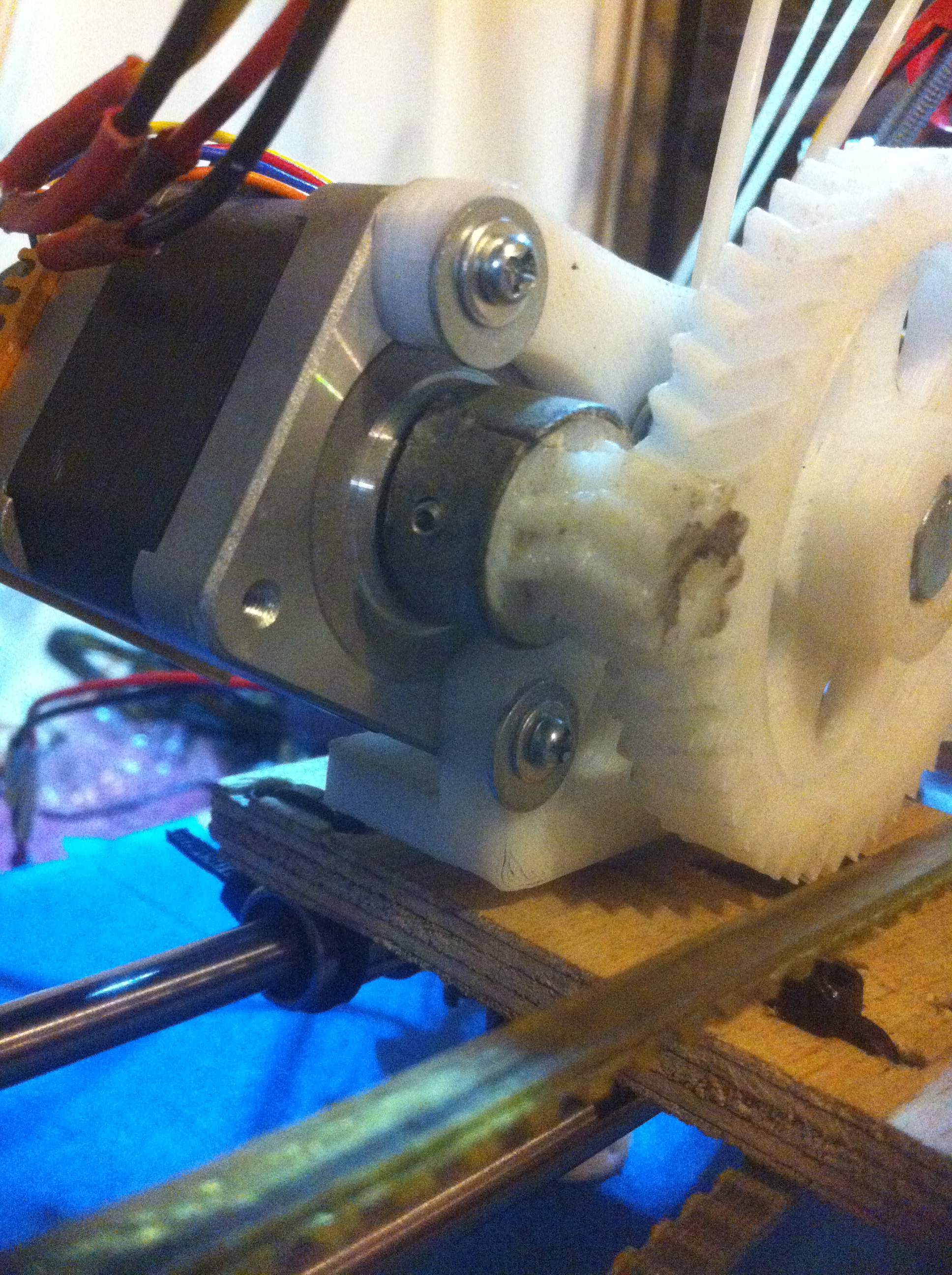
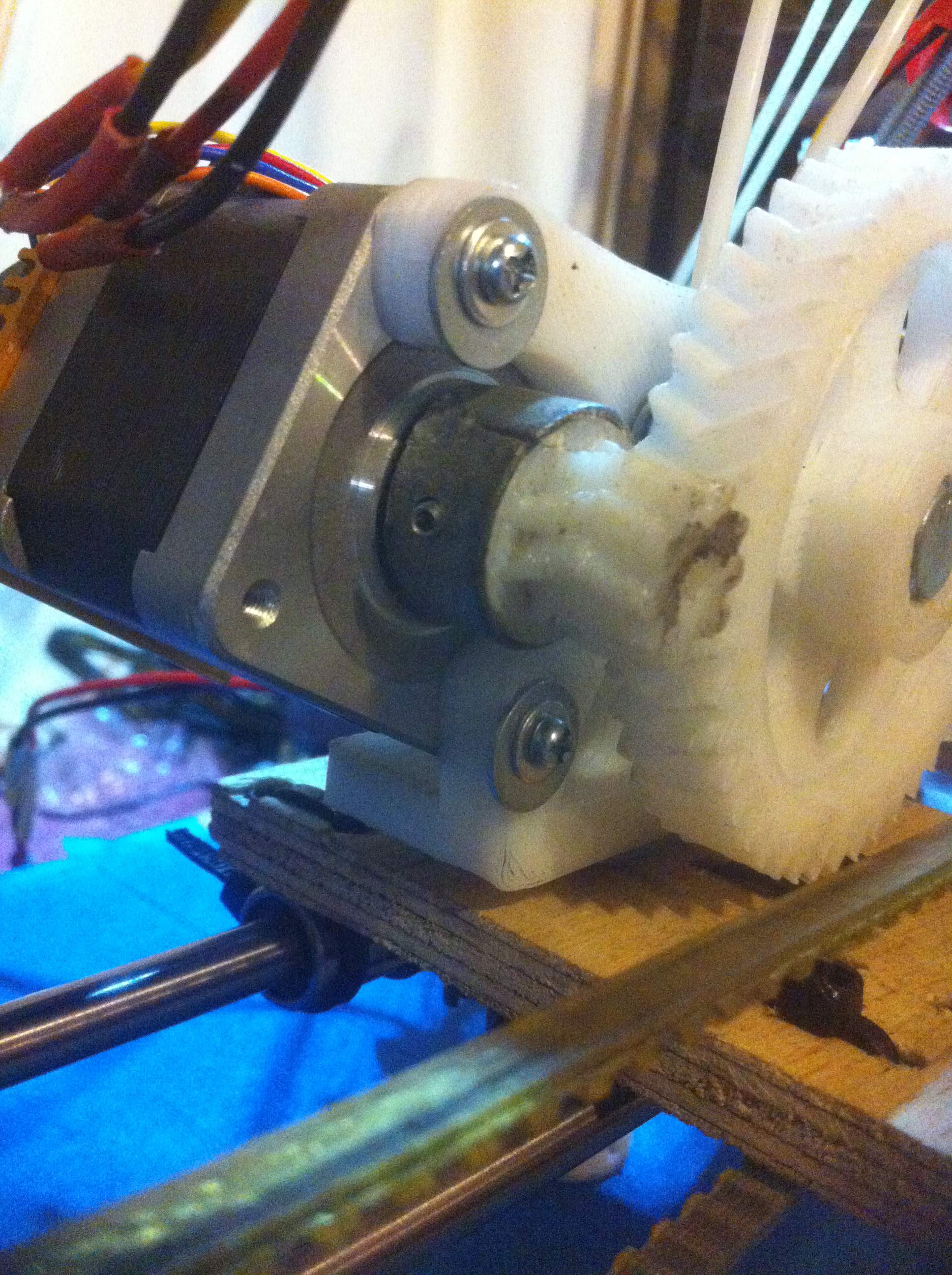
I am still having problems with my small herringbone gear on my gregs accessible extruder slipping on my stepper motor shaft.
I have ground 2 flats on either side of my shaft, added another grub screw and captive nut and even encased the round part of the gear in a metal sleeve to stop it breaking out. pic included.
With all this, the gear still slips on the shaft.
I suspect it is a problem with my hot end jamming and putting extra pressure on the gear. When I restart my printer and get the hot end up to temp, It takes a lot of pressure by hand to get the filament to feed through the nozzle.
I mean almost breaking the filament type of pressure....
This is my hot end style. Pic included.
What should I use instead. Something like a j-head maybe?
I am still having problems with my small herringbone gear on my gregs accessible extruder slipping on my stepper motor shaft.
I have ground 2 flats on either side of my shaft, added another grub screw and captive nut and even encased the round part of the gear in a metal sleeve to stop it breaking out. pic included.
With all this, the gear still slips on the shaft.
I suspect it is a problem with my hot end jamming and putting extra pressure on the gear. When I restart my printer and get the hot end up to temp, It takes a lot of pressure by hand to get the filament to feed through the nozzle.
I mean almost breaking the filament type of pressure....
This is my hot end style. Pic included.
What should I use instead. Something like a j-head maybe?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Small heringbone gear slipping.. Need help May 10, 2012 11:23AM |
Registered: 12 years ago Posts: 28 |
|
Re: Small heringbone gear slipping.. Need help May 10, 2012 05:08PM |
Registered: 12 years ago Posts: 51 |
I suspect maybe the gear is not slipping on the shaft but instead skipping on the larger gear (which might be stalling) due to a build up of pressure in the nozzle making it require a large force to push through the filament. Either way the problem is not the gear as it should extruder easier than that.
If you can't extrude by pushing the filament through by hand then your nozzle is blocked or there is a blockage somewhere where the filament flows. You'll need to remove this block before trying to use an extruder, or you could damage your hot end.
Is that a PTFE rod for holding the heater block? PTFE rod is known to not provide enough support as it deforms at the temperatures we work at. People have found PEEK rod to provide better support - like the J-head design. Maybe you could read up a bit on the hot end designs on the wiki...
If you can't extrude by pushing the filament through by hand then your nozzle is blocked or there is a blockage somewhere where the filament flows. You'll need to remove this block before trying to use an extruder, or you could damage your hot end.
Is that a PTFE rod for holding the heater block? PTFE rod is known to not provide enough support as it deforms at the temperatures we work at. People have found PEEK rod to provide better support - like the J-head design. Maybe you could read up a bit on the hot end designs on the wiki...
|
Re: Small heringbone gear slipping.. Need help May 10, 2012 05:13PM |
Registered: 12 years ago Posts: 27 |
|
Re: Small heringbone gear slipping.. Need help May 10, 2012 10:47PM |
Registered: 13 years ago Posts: 862 |
|
Re: Small heringbone gear slipping.. Need help May 11, 2012 05:19AM |
Registered: 12 years ago Posts: 142 |
Thanks for the replys,
I have a flat on both sides of my stepper shaft but the grub screw twists off the flat and slips.
It is indeed the gear slipping on the shaft. I can see the motor shaft turning in the hole in the end of the herringbone gear.
I have the peek block zip tied to my x carriage so there is no stress on that part.
My nozzle size is 0.5mm and I have been extruding at any where between 230 and 280 degrees.
For some reason, my temp keeps cutting out during a print and starts lowering unless I keep clicking the set button in pronterface so this makes me think I may have a short in my thermistor and if this is the case, the temp reading could be wrong.
This is turn will read a higher temp than actual and I could be attempting to extrude while the hot end is too cold.
I will strip my hot end down tomorrow and check this out.
New update......
Just puled my hot end apart and found the reason for my problems.... Pic included.
Looks like the filament is building up behind the hot end and flowing onto the thread. I don't know what is causing this. The threaded part screws up into the insulator block firmly so I assumed it was up against the 4mm part.
Maybe the thread stops short of the reduced hole but I can't see up there clearly. I will try and get a tap to match the thread and see if I can extend the inside thread. Any ideas on the thread size? I assume it is imperial.
Edited 1 time(s). Last edit at 05/11/2012 06:21AM by gregted.
I have a flat on both sides of my stepper shaft but the grub screw twists off the flat and slips.
It is indeed the gear slipping on the shaft. I can see the motor shaft turning in the hole in the end of the herringbone gear.
I have the peek block zip tied to my x carriage so there is no stress on that part.
My nozzle size is 0.5mm and I have been extruding at any where between 230 and 280 degrees.
For some reason, my temp keeps cutting out during a print and starts lowering unless I keep clicking the set button in pronterface so this makes me think I may have a short in my thermistor and if this is the case, the temp reading could be wrong.
This is turn will read a higher temp than actual and I could be attempting to extrude while the hot end is too cold.
I will strip my hot end down tomorrow and check this out.
New update......
Just puled my hot end apart and found the reason for my problems.... Pic included.
Looks like the filament is building up behind the hot end and flowing onto the thread. I don't know what is causing this. The threaded part screws up into the insulator block firmly so I assumed it was up against the 4mm part.
Maybe the thread stops short of the reduced hole but I can't see up there clearly. I will try and get a tap to match the thread and see if I can extend the inside thread. Any ideas on the thread size? I assume it is imperial.
Edited 1 time(s). Last edit at 05/11/2012 06:21AM by gregted.
{kind=link}
{kind=link}
|
Re: Small heringbone gear slipping.. Need help May 11, 2012 09:23AM |
Registered: 12 years ago Posts: 51 |
Glad you have found your blockage.
Re the grub screw slipping, I use loctite 222 to keep mine in place, perhaps you could try that.
Re plastic crawling up the thread, maybe try PTFE tape on the thread.
However it does sound like there is a design issue with your hotend but I don't understand the design well enough to comment on what it could be. Maybe someone else will have seen this design before. Or maybe post a picture of the assembly of the hot end?
Good luck
Re the grub screw slipping, I use loctite 222 to keep mine in place, perhaps you could try that.
Re plastic crawling up the thread, maybe try PTFE tape on the thread.
However it does sound like there is a design issue with your hotend but I don't understand the design well enough to comment on what it could be. Maybe someone else will have seen this design before. Or maybe post a picture of the assembly of the hot end?
Good luck
|
Re: Small heringbone gear slipping.. Need help May 12, 2012 08:07AM |
Registered: 12 years ago Posts: 142 |
I have found some problems with the design of my hot end. pic named hot end...
The peek tube is the issue.
I can only screw the metal part of my hot end inside the peek tube up to 15mm.
I can slide a 4mm bolt up to 19.4mm. This 4mm is the thickness of the blockage in the previous picture. Pic named hot end failure..
It appears that the peek tube is only threaded up to 15mm and there is a further 4mm of space before the 3mm section.
This pic shows the difference in the allowable thread and the actual depth of the 6mm section. Pic called hot end errors...
This is allowing a build up of abs which has to melt before it allows the filament to flow.
One concern I have is if I tap the thread up to the full 19.4mm, the abs filament will still build up behind the metal part of my hot end in the 3mm section and I will have the same problem again.
What stops this happening in other hot ends?
I will have further problems when I tap the threaded part up to the 19mm as this will then not allow enough metal thread to screw through my alloy block so I will have to cut some of my peek tube off.
This is a very bad design that has caused me lots of headaches particularly because this is my first build and I have been blaming my other parts that I have built and my calibration.
The peek tube is the issue.
I can only screw the metal part of my hot end inside the peek tube up to 15mm.
I can slide a 4mm bolt up to 19.4mm. This 4mm is the thickness of the blockage in the previous picture. Pic named hot end failure..
It appears that the peek tube is only threaded up to 15mm and there is a further 4mm of space before the 3mm section.
This pic shows the difference in the allowable thread and the actual depth of the 6mm section. Pic called hot end errors...
This is allowing a build up of abs which has to melt before it allows the filament to flow.
One concern I have is if I tap the thread up to the full 19.4mm, the abs filament will still build up behind the metal part of my hot end in the 3mm section and I will have the same problem again.
What stops this happening in other hot ends?
I will have further problems when I tap the threaded part up to the 19mm as this will then not allow enough metal thread to screw through my alloy block so I will have to cut some of my peek tube off.
This is a very bad design that has caused me lots of headaches particularly because this is my first build and I have been blaming my other parts that I have built and my calibration.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Small heringbone gear slipping.. Need help May 12, 2012 02:48PM |
Registered: 12 years ago Posts: 411 |
|
Re: Small heringbone gear slipping.. Need help May 12, 2012 03:26PM |
Registered: 13 years ago Posts: 91 |
Hi,
280 is WAY to hot,
keep it to 240 possibly 250 max for ABS and under 200 for PLA
when your getting to 280 the plastic burns creating black solids in your nozzle, you can clean this out using acetone (nail varnish remover) soak it out overnight
I've been using J-Head's and its been much better than my first nozzle of a similar design to yours, only blocked it once but that was by going to hot.
Rob
280 is WAY to hot,
keep it to 240 possibly 250 max for ABS and under 200 for PLA
when your getting to 280 the plastic burns creating black solids in your nozzle, you can clean this out using acetone (nail varnish remover) soak it out overnight
I've been using J-Head's and its been much better than my first nozzle of a similar design to yours, only blocked it once but that was by going to hot.
Rob
|
Re: Small heringbone gear slipping.. Need help May 12, 2012 03:51PM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
What stops this happening in other hot ends?
I use a plug tap to get the thread much closer to the end. I also remove the drill cone with an end mill. I remove a couple of mm of the thread on the nozzle by turning it down to the tap drill size. Then it makes a perfect join.
[www.hydraraptor.blogspot.com]
|
Re: Small heringbone gear slipping.. Need help May 12, 2012 08:26PM |
Registered: 12 years ago Posts: 142 |
Thanks again for all the advice everyone,
I also thought the temp at 280 was way too high and that may be why the abs was melting up at the end of the threaded part but I was trying to get it to extrude a bit easier.
I think the problem with the temp cutting out and the abs not extruding was my wrapping of the hotend alloy block. I didn't have and capton tape so I used muffler bandage and this goes hard and brittle at these temps and allowed the thermistor and resistor to short out on the hotend block.
I have re-wrapped the hot end in my new capton tape. Pic included. And this looks much better.
I have ground the 4mm of threads off the top end of the threaded part ( thanks nophead ) and this now allows the threaded part to go all the way to the top of the larger area of my peek block. Pic included.
I did have a concern that this would make the threaded part too short to extend out the bottom of my alloy block, but as you can see in the other pic, it is a perfect length, allowing just the tapered part pf the thread to extend past the hot end block.
The other unexpected bonus of this new setup is that the peek block screws onto the top of the alloy block and holds the thermistor firmly against the alloy block.
The last pic called z stop adjuster is my way of overcoming a problem I have had with getting my table level and then having to adjust the z stop to the 2 paper thicknesses needed for my 0.5mm tip.
It is very crude but effective. The wooden block is held on the smooth rod with a screw through the end of the block.
On the right of the picture is a bolt, with a nut hot glued to the top piece of wood with a pen spring between the fixed top and a sliding bottom piece. Under the bottom piece is a washer and 2 nuts locked together.
Behind the bottom piece, is the micro switch hot glued to the back. Adjustment is made by turning the screw head of my bolt to raise or lower the z end stop micro switch. This height adjustment is as fine as you wish.
When I have my hot bed level, I simply place 2 pieces of paper under my hot end, home my z axis and then if not suitable, turn the screw up or down and repeat the homing of z until the 2 papers are tight.
This works great. I could never slide the end stop up or down my smooth rod just enough but this is a turn of a screw.
Hope this helps. When I get the printer working, I will make one out of abs and share on Thingiverse.
I also thought the temp at 280 was way too high and that may be why the abs was melting up at the end of the threaded part but I was trying to get it to extrude a bit easier.
I think the problem with the temp cutting out and the abs not extruding was my wrapping of the hotend alloy block. I didn't have and capton tape so I used muffler bandage and this goes hard and brittle at these temps and allowed the thermistor and resistor to short out on the hotend block.
I have re-wrapped the hot end in my new capton tape. Pic included. And this looks much better.
I have ground the 4mm of threads off the top end of the threaded part ( thanks nophead ) and this now allows the threaded part to go all the way to the top of the larger area of my peek block. Pic included.
I did have a concern that this would make the threaded part too short to extend out the bottom of my alloy block, but as you can see in the other pic, it is a perfect length, allowing just the tapered part pf the thread to extend past the hot end block.
The other unexpected bonus of this new setup is that the peek block screws onto the top of the alloy block and holds the thermistor firmly against the alloy block.
The last pic called z stop adjuster is my way of overcoming a problem I have had with getting my table level and then having to adjust the z stop to the 2 paper thicknesses needed for my 0.5mm tip.
It is very crude but effective. The wooden block is held on the smooth rod with a screw through the end of the block.
On the right of the picture is a bolt, with a nut hot glued to the top piece of wood with a pen spring between the fixed top and a sliding bottom piece. Under the bottom piece is a washer and 2 nuts locked together.
Behind the bottom piece, is the micro switch hot glued to the back. Adjustment is made by turning the screw head of my bolt to raise or lower the z end stop micro switch. This height adjustment is as fine as you wish.
When I have my hot bed level, I simply place 2 pieces of paper under my hot end, home my z axis and then if not suitable, turn the screw up or down and repeat the homing of z until the 2 papers are tight.
This works great. I could never slide the end stop up or down my smooth rod just enough but this is a turn of a screw.
Hope this helps. When I get the printer working, I will make one out of abs and share on Thingiverse.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.