Home
>
Reprappers
>
Topic
XY print size issues
Posted by ijmok
|
XY print size issues June 17, 2012 07:43AM |
Registered: 13 years ago Posts: 91 |
Hi,
I’m looking for some help as I’ve run out of ideas at present,
My prints are looking better slowly and I’m now trying to start sorting out sizes properly.
The machine in question is a Nophead Prusa upgraded to LM8UU’s with Z rod stabilisers, no springs on the bed and its flat enough to print across the entire 200mm x 200mm area with no real issues,
Electronics are Sanguinilolu with Marlin Firmware from March this year,
Most of my concerns lie around my y axis, both X and y are running 10tooth aluminium pulleys on T5 belts, both grub screwed to the flats on the motor shafts to avoid movement.
Motor currents are set and checked so they pololu’s are reading 0.4 on the X,Z&E pushed up to 0.5 on the Y to see if that helped (it didn’t)
I’ve set the X&Y values from Prusa’s calculator and checked them manual with a digi vernier and they seem spot on a 10mm manual movement from pronterface results in 9.99 – 10.01mm of movement (I feel this is well inside and tolerance of error from the setup)
This holds true with the manual move being run at 7000mm/min so im fairly sure im not skipping steps
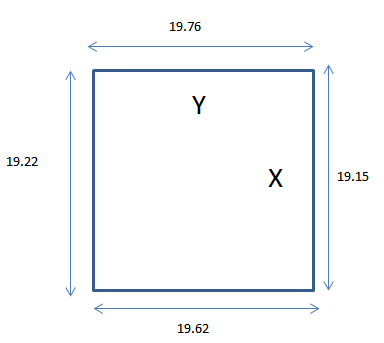
When I print and object sizes are way off (see attached pic)
The block is a 20 x 20 x 5mm block its within 0.05 on height but the X & Y seem way out,
The X worries me less than the Y as I could believe this was shrinkage. So I would just need ot scale to correct for this but I can understand why they x and y aren’t out in proportion.
Slicing software is Slic3r 0.83 (I have had this in 0.71 and upgraded just to confirm this isn’t the issue)
I will attach the STL and the G code. As well as my slic3r config file
Any help would be grateful appreciated
Rob
I’m looking for some help as I’ve run out of ideas at present,
My prints are looking better slowly and I’m now trying to start sorting out sizes properly.
The machine in question is a Nophead Prusa upgraded to LM8UU’s with Z rod stabilisers, no springs on the bed and its flat enough to print across the entire 200mm x 200mm area with no real issues,
Electronics are Sanguinilolu with Marlin Firmware from March this year,
Most of my concerns lie around my y axis, both X and y are running 10tooth aluminium pulleys on T5 belts, both grub screwed to the flats on the motor shafts to avoid movement.
Motor currents are set and checked so they pololu’s are reading 0.4 on the X,Z&E pushed up to 0.5 on the Y to see if that helped (it didn’t)
I’ve set the X&Y values from Prusa’s calculator and checked them manual with a digi vernier and they seem spot on a 10mm manual movement from pronterface results in 9.99 – 10.01mm of movement (I feel this is well inside and tolerance of error from the setup)
This holds true with the manual move being run at 7000mm/min so im fairly sure im not skipping steps
When I print and object sizes are way off (see attached pic)
The block is a 20 x 20 x 5mm block its within 0.05 on height but the X & Y seem way out,
The X worries me less than the Y as I could believe this was shrinkage. So I would just need ot scale to correct for this but I can understand why they x and y aren’t out in proportion.
Slicing software is Slic3r 0.83 (I have had this in 0.71 and upgraded just to confirm this isn’t the issue)
I will attach the STL and the G code. As well as my slic3r config file
Any help would be grateful appreciated
Rob
{kind=link}
{kind=link}
|
Re: XY print size issues June 17, 2012 12:47PM |
Registered: 12 years ago Posts: 142 |
|
Re: XY print size issues June 17, 2012 02:42PM |
Registered: 13 years ago Posts: 2,947 |
If you have the steps per mm set correct via measuring the movement with calipers you now need to adjust the flow rate to get the right amount of plastic to come out. If you have to much plastic you will end up with cubes larger than wanted. If its to low your cubes will be smaller and weaker.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: XY print size issues June 17, 2012 06:24PM |
Registered: 13 years ago Posts: 91 |
Thanks gregted & Sublime
Ive set my flow rate up as in Richrap's slic3r tutorial, and i accept i will fine tune it to get the sizes exact
But im not printing a Square here, its oblong
If you pop the callipers over it the Y is most definitly shorter by 0.5mm or so than the X
Its been like this for the last few ive printed, if they were both shrunk by a common factor (taking into account a factor or error) id be happy to play with this.
Also ive taken note of your thread on Slic3r and J head nozzle sizes sublime, thus the 0.39 nozzle size, this gives me a track width of 0.5mm as slic3r expects.
If i put the whole object in to the callipers as opposed to measuring the corners as above i get 19.92 in the X and 19.48 in the Y
Thus my concern, if they were both 19.92 or even 19.48 i could compensate but i would currently need to scale X differently to Y
Rob
Ive set my flow rate up as in Richrap's slic3r tutorial, and i accept i will fine tune it to get the sizes exact
But im not printing a Square here, its oblong
If you pop the callipers over it the Y is most definitly shorter by 0.5mm or so than the X
Its been like this for the last few ive printed, if they were both shrunk by a common factor (taking into account a factor or error) id be happy to play with this.
Also ive taken note of your thread on Slic3r and J head nozzle sizes sublime, thus the 0.39 nozzle size, this gives me a track width of 0.5mm as slic3r expects.
If i put the whole object in to the callipers as opposed to measuring the corners as above i get 19.92 in the X and 19.48 in the Y
Thus my concern, if they were both 19.92 or even 19.48 i could compensate but i would currently need to scale X differently to Y
Rob
|
Re: XY print size issues June 17, 2012 06:55PM |
Registered: 13 years ago Posts: 2,947 |
Try using Prusa's calculator to calibrate the axis at 100mm's not 10mm's.
Also if the belts are on angles you will get strange scaling issues.
Also if the belts are on angles you will get strange scaling issues.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: XY print size issues June 17, 2012 08:21PM |
Registered: 12 years ago Posts: 313 |
I would bet on backlash being the cause. Try printing a flat medium-size circular object and check whether it has flat spots at the sides. If it has, you have backlash.
I have never needed to calibrate the X or Y steps-per-mm values, they can be simply calculated from the belt tooth pitch and pulley tooth count.
I have never needed to calibrate the X or Y steps-per-mm values, they can be simply calculated from the belt tooth pitch and pulley tooth count.
|
Re: XY print size issues June 18, 2012 07:01AM |
Registered: 12 years ago Posts: 142 |
{kind=link}
{kind=link}
|
Re: XY print size issues June 18, 2012 06:50PM |
Registered: 13 years ago Posts: 91 |
Cheers Guys i will do some testing tomorrow and report back.
Belt angles is something i cant say ive checked, especialy on the Y, its shunted over to allow me to house a server psu under there so it could be that.
Lash I find less likely, my Y belt makes a better twang (technical term here!) than my X, but the X prints better (closer to size) - i will check this and test it as mentioned for interest.
Gregted, Im not suggesting i wont try it but why are you values different, I cant understand why unless you are compensating for another error. again i wont rule it you but id like to understand why as steps are driven from belt pitch and pulley tooth count.
Thanks again, if im asking questions its only because im interested in understanding why, not because i don't value your input.
Rob
Belt angles is something i cant say ive checked, especialy on the Y, its shunted over to allow me to house a server psu under there so it could be that.
Lash I find less likely, my Y belt makes a better twang (technical term here!) than my X, but the X prints better (closer to size) - i will check this and test it as mentioned for interest.
Gregted, Im not suggesting i wont try it but why are you values different, I cant understand why unless you are compensating for another error. again i wont rule it you but id like to understand why as steps are driven from belt pitch and pulley tooth count.
Thanks again, if im asking questions its only because im interested in understanding why, not because i don't value your input.
Rob
|
Re: XY print size issues June 19, 2012 04:54AM |
Registered: 12 years ago Posts: 142 |
I don't know why the settings are different but these work so well, I won't change them.
Could be slightly different settings on the ramps, more or less resistance in one of the motors, or just the murphy effect.
( Things go wrong for no reason )
A multivibrator circuit ( railway signals ) work only because one part of the circuit has more resistance than the other. No two parts are perfectly identical.
[wild-bohemian.com]
Could be slightly different settings on the ramps, more or less resistance in one of the motors, or just the murphy effect.
( Things go wrong for no reason )
A multivibrator circuit ( railway signals ) work only because one part of the circuit has more resistance than the other. No two parts are perfectly identical.
[wild-bohemian.com]
|
Re: XY print size issues June 19, 2012 01:15PM |
Registered: 13 years ago Posts: 91 |
Hi,
I tried it all this afternoon, but i settled on gregteds response, many thanks,
First block off with the new XY steps is 20.01 x 20.00
Thank you Sublime, i updated it using Prusa's calculator from measured print values.
My belts were slightly mis aligned, no noticeable improvements but i cant see it to be a bad thing.
My circular test piece was nicely oval im just testing to see if this is resolved as we speek.- thanks ttsalo
Many things in my build has been the work of my Murphy so i guess its another one. still odd
Rob
I tried it all this afternoon, but i settled on gregteds response, many thanks,
First block off with the new XY steps is 20.01 x 20.00
Thank you Sublime, i updated it using Prusa's calculator from measured print values.
My belts were slightly mis aligned, no noticeable improvements but i cant see it to be a bad thing.
My circular test piece was nicely oval im just testing to see if this is resolved as we speek.- thanks ttsalo
Many things in my build has been the work of my Murphy so i guess its another one. still odd
Rob
|
Re: XY print size issues June 20, 2012 06:50PM |
Registered: 12 years ago Posts: 142 |
I would also follow sublimes advice on the amount of extruded filament. I achieved a much better print when I started lowering the settings for the filament. I started at 1500 and wound up at 800. The small hole in the small herringbone gear for the extruder was my guide. The first print had the top hole and the small 3mm hole almost completly closed and the last has a perfect hexagon on the 3mm hole and the hole for the motor shaft needed a small pass through with a 5mm drill bit.
For a test print, you need only print the bottom of the gear up to the teeth and set the fill to 10 or 20 percent to save filament.
For a test print, you need only print the bottom of the gear up to the teeth and set the fill to 10 or 20 percent to save filament.
Sorry, only registered users may post in this forum.