Home
>
Reprappers
>
Topic
Getting the PLA flow properly
Posted by 3eality
|
Getting the PLA flow properly October 06, 2012 05:28AM |
Registered: 11 years ago Posts: 70 |
Hi,
I have finished assembling my Prusa. Configured the gen6 board and am using Repsnapper. Everything runs smoothly (X, Y, Z, Extruder etc).
Two things I am not able to work out:
1. consistent flow of PLA from the hot end.
2. PLA is not sticking to the print board (acralyc with Kepton tape)
When I run the extruder for test, some times PLA flows smoothly and some times it starts to curl upwards. The flow pattern seems to be erratic. I am watching the temperature and it is fluctuating between 235 and 240. Also there seems to be some air bubbles in the flow
Below are the settings that I am using:
Extruder speed: 1500
XY speed (max and min): 2200
Z speed (max and min): 100
Temp: 245
Extruder Material width: 0.31
Extrusion Multiplier: 1.0x
Layer thickness: 0.35
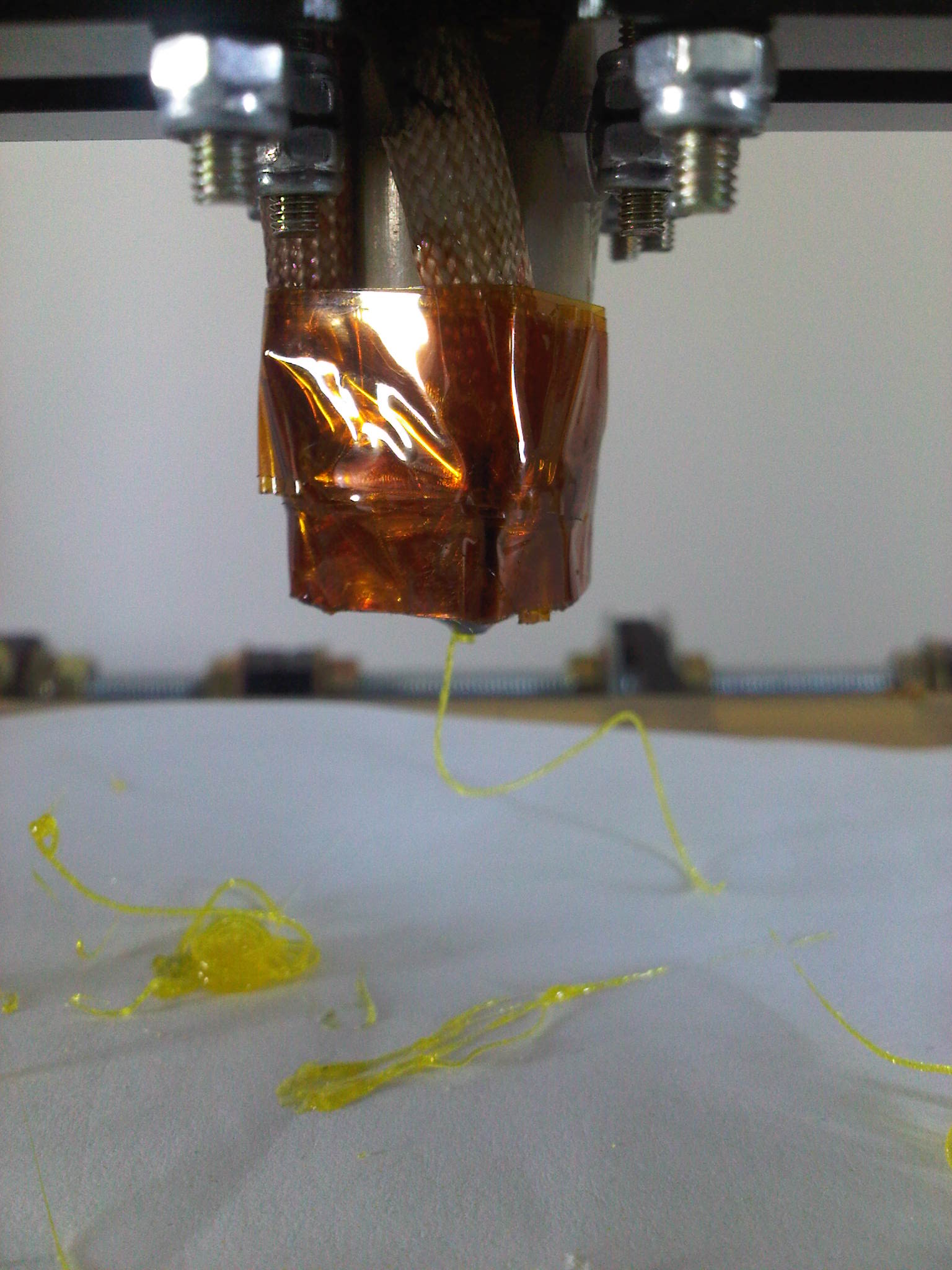
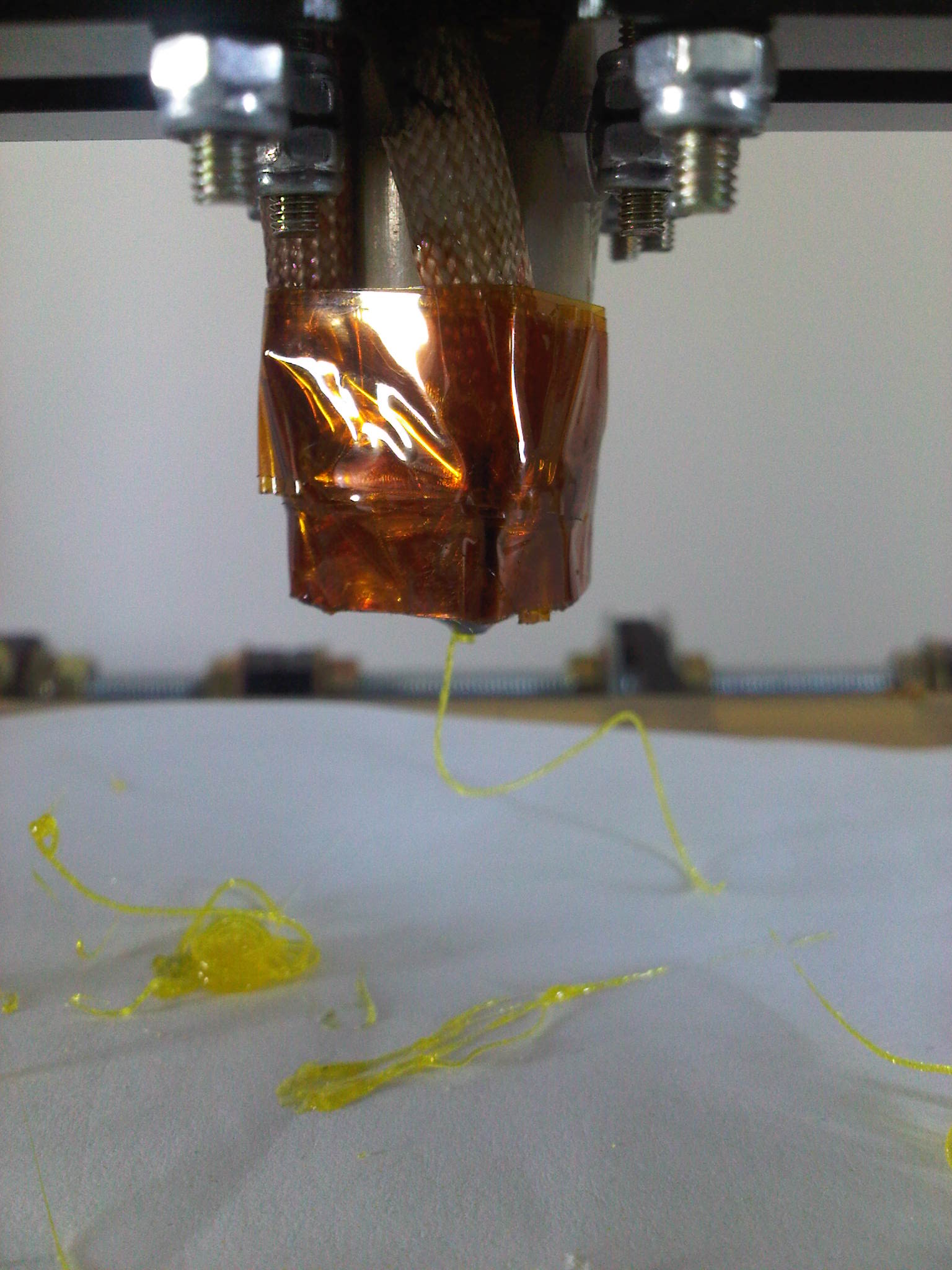
I'm using PLA with a 0.4 mm nozzle and the type of extruder that hangs on the side of the printer, and feeds through a tube. Not sure if this type of extruder is causing the problem.
Any suggestions or solutions???
Edited 1 time(s). Last edit at 10/06/2012 05:43AM by 3eality.
I have finished assembling my Prusa. Configured the gen6 board and am using Repsnapper. Everything runs smoothly (X, Y, Z, Extruder etc).
Two things I am not able to work out:
1. consistent flow of PLA from the hot end.
2. PLA is not sticking to the print board (acralyc with Kepton tape)
When I run the extruder for test, some times PLA flows smoothly and some times it starts to curl upwards. The flow pattern seems to be erratic. I am watching the temperature and it is fluctuating between 235 and 240. Also there seems to be some air bubbles in the flow
Below are the settings that I am using:
Extruder speed: 1500
XY speed (max and min): 2200
Z speed (max and min): 100
Temp: 245
Extruder Material width: 0.31
Extrusion Multiplier: 1.0x
Layer thickness: 0.35
I'm using PLA with a 0.4 mm nozzle and the type of extruder that hangs on the side of the printer, and feeds through a tube. Not sure if this type of extruder is causing the problem.
Any suggestions or solutions???
Edited 1 time(s). Last edit at 10/06/2012 05:43AM by 3eality.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Getting the PLA flow properly October 06, 2012 01:23PM |
Registered: 11 years ago Posts: 17 |
Are you sure you're using PLA? You'd want to use 235-245 for ABS, but more like 175-190 for PLA. Likewise, PLA is more likely to stick reliably to blue painter's tape on unkeated acrylic than to kapton tape, though some do use kapton tape with PLA.
In any case, the PLA will do all sorts of wiggly contortions when test extruding into free air. The bubbles are a concern, but I'd rule out the heat as the cause first.
In any case, the PLA will do all sorts of wiggly contortions when test extruding into free air. The bubbles are a concern, but I'd rule out the heat as the cause first.
|
Re: Getting the PLA flow properly October 06, 2012 03:45PM |
Registered: 11 years ago Posts: 939 |
I've personally never been able to get PLA to stick to Kapton without a heated bed and then it's really picky about the temperature of the heated bed.
Blue painters tape is a lot easier to get a first layer down on.
The other variable is the height above the bed for the first layer, again it's some what critical, if the filament is peeling off the bed as it goes down, you have the Hotend too low, if it's not sticking at all or very round and just not sticking then it's probably too high, you want to get close then adjust it in 0.05mm increments.
As noted above if it's PLA your temperature seems to be way to hot. Also a 5 degree swing in temperature is a on the high side, but probaly not a significant issue.
Blue painters tape is a lot easier to get a first layer down on.
The other variable is the height above the bed for the first layer, again it's some what critical, if the filament is peeling off the bed as it goes down, you have the Hotend too low, if it's not sticking at all or very round and just not sticking then it's probably too high, you want to get close then adjust it in 0.05mm increments.
As noted above if it's PLA your temperature seems to be way to hot. Also a 5 degree swing in temperature is a on the high side, but probaly not a significant issue.
|
Re: Getting the PLA flow properly October 07, 2012 03:55AM |
Registered: 11 years ago Posts: 70 |
Thanks for the responses guys,
I have run the print after adjusting the height and watched closely. The problem appears is not with sticking to the kapton tape. Instead the PLA is not flowing consistently. The flow is erratic and interment. While I am testing with 'Run Extruder' with 1500 speed, some times it flows and some times it doesn't. Occasionally there is some oozing.
Any help?
P.S: I have confirmed, it is PLA.
I have run the print after adjusting the height and watched closely. The problem appears is not with sticking to the kapton tape. Instead the PLA is not flowing consistently. The flow is erratic and interment. While I am testing with 'Run Extruder' with 1500 speed, some times it flows and some times it doesn't. Occasionally there is some oozing.
Any help?
P.S: I have confirmed, it is PLA.
|
Re: Getting the PLA flow properly October 07, 2012 08:09AM |
Registered: 14 years ago Posts: 3,742 |
Your speed is way too high!
Change it to 100 mm/min for such tests.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Change it to 100 mm/min for such tests.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Getting the PLA flow properly October 08, 2012 10:07AM |
Registered: 11 years ago Posts: 70 |
Thanks Bob.
I have now tested a simple print at 800 speed and first time got something like a printout . I will try at 500 speed tomorrow. I am assuming both of us are referring to XY speed.
. I will try at 500 speed tomorrow. I am assuming both of us are referring to XY speed.
While observing it closely the main reason appears to be the lack of consistent flow of PLA. By consistent I mean two things:
1. A continuous flow is not achieved. Sometimes PLA doest flow and some times it does.
2. The on and off of the PLA flow between Extruder and Nozzle is not synchronised. The reciprocation of the PLA flow from the nozzle is slightly timed out from Extruder.
Possible reasons:
a. The extruder speed is not set properly
b. the tube type extrusion is not great. I am suspecting the pressure in the tube (from hanging extruder to hot end) is changing as the carriage is moving and the lost pressure is resulting in lost flow.
c. My hot end is not a great one. I bought this as a kit from 3dstuffmaker.com.
Am I thinking correctly. Your views?
P.S. I am determined to get this right, Thanks for all the inputs from the forum
I have now tested a simple print at 800 speed and first time got something like a printout
. I will try at 500 speed tomorrow. I am assuming both of us are referring to XY speed.While observing it closely the main reason appears to be the lack of consistent flow of PLA. By consistent I mean two things:
1. A continuous flow is not achieved. Sometimes PLA doest flow and some times it does.
2. The on and off of the PLA flow between Extruder and Nozzle is not synchronised. The reciprocation of the PLA flow from the nozzle is slightly timed out from Extruder.
Possible reasons:
a. The extruder speed is not set properly
b. the tube type extrusion is not great. I am suspecting the pressure in the tube (from hanging extruder to hot end) is changing as the carriage is moving and the lost pressure is resulting in lost flow.
c. My hot end is not a great one. I bought this as a kit from 3dstuffmaker.com.
Am I thinking correctly. Your views?
P.S. I am determined to get this right, Thanks for all the inputs from the forum
|
Re: Getting the PLA flow properly October 08, 2012 10:35AM |
Registered: 14 years ago Posts: 3,742 |
No, I was referring to the extruder speed!
X & Y I run at 32 - 50 mm/s. (1920 - 3000 mm/m).
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
X & Y I run at 32 - 50 mm/s. (1920 - 3000 mm/m).
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Getting the PLA flow properly October 09, 2012 03:45AM |
Registered: 11 years ago Posts: 70 |
Thanks for clarification. My biggest problem is the flow of PLA. It is not flowing continuously. It just stops at its own wish.
Below are the reasons I am thinking. Can you help me if I am thinking right?
Possible reasons:
a. The extruder speed is not set properly
b. the tube type extrusion is not great. I am suspecting the pressure in the tube (from hanging extruder to hot end) is changing as the carriage is moving and the lost pressure is resulting in lost flow.
c. My hot end is not a great one. I bought this as a kit from 3dstuffmaker.com.
Below are the reasons I am thinking. Can you help me if I am thinking right?
Possible reasons:
a. The extruder speed is not set properly
b. the tube type extrusion is not great. I am suspecting the pressure in the tube (from hanging extruder to hot end) is changing as the carriage is moving and the lost pressure is resulting in lost flow.
c. My hot end is not a great one. I bought this as a kit from 3dstuffmaker.com.
|
Re: Getting the PLA flow properly October 09, 2012 04:24AM |
Registered: 11 years ago Posts: 16 |
|
Re: Getting the PLA flow properly October 12, 2012 04:33AM |
Registered: 11 years ago Posts: 120 |
if you are printing PLA then your Hotend temp is waaay to high. try 180 or 190 and try to go down in temperature.
Problem with heating it up to 230 or higher is that PLA will heat up not only in your heatchamber but also in your feeder (PEEK) this resulting in melting in the feeder and clogging the feeder up. I had this once with an old design hotend. Donno what hotend you use but it looks like a Jhead kinda type, this must be pref cooled when using PLA to prevent clogging.
If you pull out the filament out of the extruder when having a heated hotend you should have a small part thats molten ond the end. and if you do this test be sure to check how far its aprox in.
So first lower extruder temp fto190 and lower the temp aslong as you can feed filament in, normally it will stop arround 160 or so. with the temperature you find its going harder up it by 5 degree and you will be on right temp. If still having problems try aiming a fan on the upper part of the hotend/feeder (PEEK part).
Set your Extruder speed as low as 40-80 mm/min as mentioned above (because that are (more) normal printing speeds)
Problem with heating it up to 230 or higher is that PLA will heat up not only in your heatchamber but also in your feeder (PEEK) this resulting in melting in the feeder and clogging the feeder up. I had this once with an old design hotend. Donno what hotend you use but it looks like a Jhead kinda type, this must be pref cooled when using PLA to prevent clogging.
If you pull out the filament out of the extruder when having a heated hotend you should have a small part thats molten ond the end. and if you do this test be sure to check how far its aprox in.
So first lower extruder temp fto190 and lower the temp aslong as you can feed filament in, normally it will stop arround 160 or so. with the temperature you find its going harder up it by 5 degree and you will be on right temp. If still having problems try aiming a fan on the upper part of the hotend/feeder (PEEK part).
Set your Extruder speed as low as 40-80 mm/min as mentioned above (because that are (more) normal printing speeds)
|
Re: Getting the PLA flow properly October 13, 2012 01:09AM |
Registered: 11 years ago Posts: 70 |
Thanks for the input guys.
I have tried at 175 and 180 - There is no extrusion. Simply it just doesn't flow
A very slow flow occurs at 195 and some comfortable flow at 208. However even at this temperature the PLA is not flowing continuously. After I give 'Run Extruder' command it takes a while to flow and it flows after the extruder stops. I assume this due to the pressure locked in the tube feeding the PLA.
I have closely observed while printing. The PLA flow has a lag time to extruder running. I am not sure how this is with your machines. I mean does your PLA stop and start as the extruder stops and starts?
I have tried at 175 and 180 - There is no extrusion. Simply it just doesn't flow
A very slow flow occurs at 195 and some comfortable flow at 208. However even at this temperature the PLA is not flowing continuously. After I give 'Run Extruder' command it takes a while to flow and it flows after the extruder stops. I assume this due to the pressure locked in the tube feeding the PLA.
I have closely observed while printing. The PLA flow has a lag time to extruder running. I am not sure how this is with your machines. I mean does your PLA stop and start as the extruder stops and starts?
|
Re: Getting the PLA flow properly October 14, 2012 01:05AM |
Registered: 11 years ago Posts: 369 |
|
Re: Getting the PLA flow properly October 16, 2012 07:38PM |
Registered: 11 years ago Posts: 313 |
Hey man,
I have the same kind of printer from 3dstuffmaker
I have the same issues as you!!!
The only way i can fix it is to change PLA!!!! so annoying..
But i can assure you some will do this start stop crap, some wont and will flow consistantly..
For you red snapper settings
xy = 1000
extrusion speed i found was good on 1000 also.. not 1499 or 1500
eventually once you get a good flow, go back to the normal settings and it should print basic things well, stuff with more details on redsnapper is gonna need to be slower.
But i found the best way to get the printer running was to first run it on xy 500 extrusion 500
I had good luck with getting the PLA to stick to kepton tape, but i switched to blue painters tape as its easier to change and work with. Plus it does stick alot better, you will find with the kepton, depending on the environment/wind near the printer, it may or may not stick,
I dont get why we need high temps, everyone elses printer extrudes at like 180 190
we need 200 + i have Never been able to extrude at a lower speed and i think that is due to the poor printer design.
not sure.
But you will get it going and printing yoda heads off, anything you want... but be prepared for a nozzle to fail on you,
iv had x2 .4 mm, x1 .7 i am now using the .7mm
They all have broken a few times and iv had to rewire and use high temp rated insulation, the insulation they put on its NOT meant for hot ends in any way shape or form.
They should be using quality insulation rated for 300c +
anyway... I found these PLA colors work well.
White= easy as to extrude
Black that i have is a bitch, got 2 kg here still that i cannot use yet
glow in the dark green that is white under light, will not extrude
The Blue red yellow seemed to work well,
atomic green took me a week to get it to work, I dont know how i did it, it just started working so Can only think its possibly the environment .
Printer of your middle section of the extruder because it will get damaged over time when you over tighten it,
Edited 1 time(s). Last edit at 10/16/2012 07:40PM by nechaus.
I have the same kind of printer from 3dstuffmaker
I have the same issues as you!!!
The only way i can fix it is to change PLA!!!! so annoying..
But i can assure you some will do this start stop crap, some wont and will flow consistantly..
For you red snapper settings
xy = 1000
extrusion speed i found was good on 1000 also.. not 1499 or 1500
eventually once you get a good flow, go back to the normal settings and it should print basic things well, stuff with more details on redsnapper is gonna need to be slower.
But i found the best way to get the printer running was to first run it on xy 500 extrusion 500
I had good luck with getting the PLA to stick to kepton tape, but i switched to blue painters tape as its easier to change and work with. Plus it does stick alot better, you will find with the kepton, depending on the environment/wind near the printer, it may or may not stick,
I dont get why we need high temps, everyone elses printer extrudes at like 180 190
we need 200 + i have Never been able to extrude at a lower speed and i think that is due to the poor printer design.
not sure.
But you will get it going and printing yoda heads off, anything you want... but be prepared for a nozzle to fail on you,
iv had x2 .4 mm, x1 .7 i am now using the .7mm
They all have broken a few times and iv had to rewire and use high temp rated insulation, the insulation they put on its NOT meant for hot ends in any way shape or form.
They should be using quality insulation rated for 300c +
anyway... I found these PLA colors work well.
White= easy as to extrude
Black that i have is a bitch, got 2 kg here still that i cannot use yet
glow in the dark green that is white under light, will not extrude
The Blue red yellow seemed to work well,
atomic green took me a week to get it to work, I dont know how i did it, it just started working so Can only think its possibly the environment .
Printer of your middle section of the extruder because it will get damaged over time when you over tighten it,
Edited 1 time(s). Last edit at 10/16/2012 07:40PM by nechaus.
|
Re: Getting the PLA flow properly October 16, 2012 07:42PM |
Registered: 11 years ago Posts: 313 |
I have a good roll of black PLA
No bends, I do not have the tube plugged into the nozzle, and i set the speed hi and watch it feed down the tube
I noticed it starts and stops as the PLA feeds down the tube, if i tighten it anymore it just causes issues.....
I cleaned the bolt
done everything i can think off and it still stops and starts so if you figure this out please let me know
No bends, I do not have the tube plugged into the nozzle, and i set the speed hi and watch it feed down the tube
I noticed it starts and stops as the PLA feeds down the tube, if i tighten it anymore it just causes issues.....
I cleaned the bolt
done everything i can think off and it still stops and starts so if you figure this out please let me know
|
Re: Getting the PLA flow properly October 22, 2012 08:20PM |
Registered: 11 years ago Posts: 70 |
Thanks nechaus for your detailed response.
I have now tested the the extrusion consistency of PLA by watching it coming out of the tube.
1. It was flowing out in steps (i.e. it starts and stops with intermittent steps)
2. The extruded length is not consistent between runs
Both of the above are lack or loss of friction in the extruder.
Got the PLA off from the extruder, cleaned the threads on the extruder sun nut - the test results are not so different. Then started to adjust the friction screw. However by this time I have noticed, the PLA is worn out in one direction. So tried it from other direction with a clean nut and gooooood friction. It has shown some improvement. the flow is more continuous but there is still some residual slippage. May by the extruder screw threading is not properly cut.
To sum up:
a. Clean the exteruder nut
b. Check the PLA surface was not worn out due to previous runs
c. adjust the friction.
I have now tested the the extrusion consistency of PLA by watching it coming out of the tube.
1. It was flowing out in steps (i.e. it starts and stops with intermittent steps)
2. The extruded length is not consistent between runs
Both of the above are lack or loss of friction in the extruder.
Got the PLA off from the extruder, cleaned the threads on the extruder sun nut - the test results are not so different. Then started to adjust the friction screw. However by this time I have noticed, the PLA is worn out in one direction. So tried it from other direction with a clean nut and gooooood friction. It has shown some improvement. the flow is more continuous but there is still some residual slippage. May by the extruder screw threading is not properly cut.
To sum up:
a. Clean the exteruder nut
b. Check the PLA surface was not worn out due to previous runs
c. adjust the friction.
|
Re: Getting the PLA flow properly October 22, 2012 08:30PM |
Registered: 11 years ago Posts: 70 |
nechaus Wrote:
-------------------------------------------------------
> I had good luck with getting the PLA to stick to
> kepton tape, but i switched to blue painters tape
> as its easier to change and work with. Plus it
> does stick alot better, you will find with the
> kepton, depending on the environment/wind near the
> printer, it may or may not stick,
> I dont get why we need high temps, everyone elses
> printer extrudes at like 180 190
>
> we need 200 + i have Never been able to extrude at
> a lower speed and i think that is due to the poor
> printer design.
> not sure.
>
Great. What is the gap you have between Z home and the print plate - I have .02mm??
I think the temperature setting of the thermistor settings are not set properly in the firmware. The best way is to check the temperature with a thermometer. I dont have one. If you have one please let me know what it is.
-------------------------------------------------------
> I had good luck with getting the PLA to stick to
> kepton tape, but i switched to blue painters tape
> as its easier to change and work with. Plus it
> does stick alot better, you will find with the
> kepton, depending on the environment/wind near the
> printer, it may or may not stick,
> I dont get why we need high temps, everyone elses
> printer extrudes at like 180 190
>
> we need 200 + i have Never been able to extrude at
> a lower speed and i think that is due to the poor
> printer design.
> not sure.
>
Great. What is the gap you have between Z home and the print plate - I have .02mm??
I think the temperature setting of the thermistor settings are not set properly in the firmware. The best way is to check the temperature with a thermometer. I dont have one. If you have one please let me know what it is.
Sorry, only registered users may post in this forum.