Home
>
Reprappers
>
Topic
MendelMax 1.5 doing great but I have questions!
Posted by Steven_first
|
MendelMax 1.5 doing great but I have questions! February 13, 2013 07:19PM |
Registered: 11 years ago Posts: 2 |
Hello guys! I got my frst reprap built and have gotten to print some stuff and had a lot of fun thus far. I am currently running a ramps 1.4 PCB running Marlin firmware and have been using slic3r to create Gcode. Im using 1/4 acme lead screws with a silicone hearter print bed with glass and blue tape and have a 0.35mm J-type extruder currently using PLA. I have been running my bed at about 70C and my exturder at 180C (or at least that is what the software says and is unconfirmed). Now with that out of the way I just wanted to ask some noob questions.
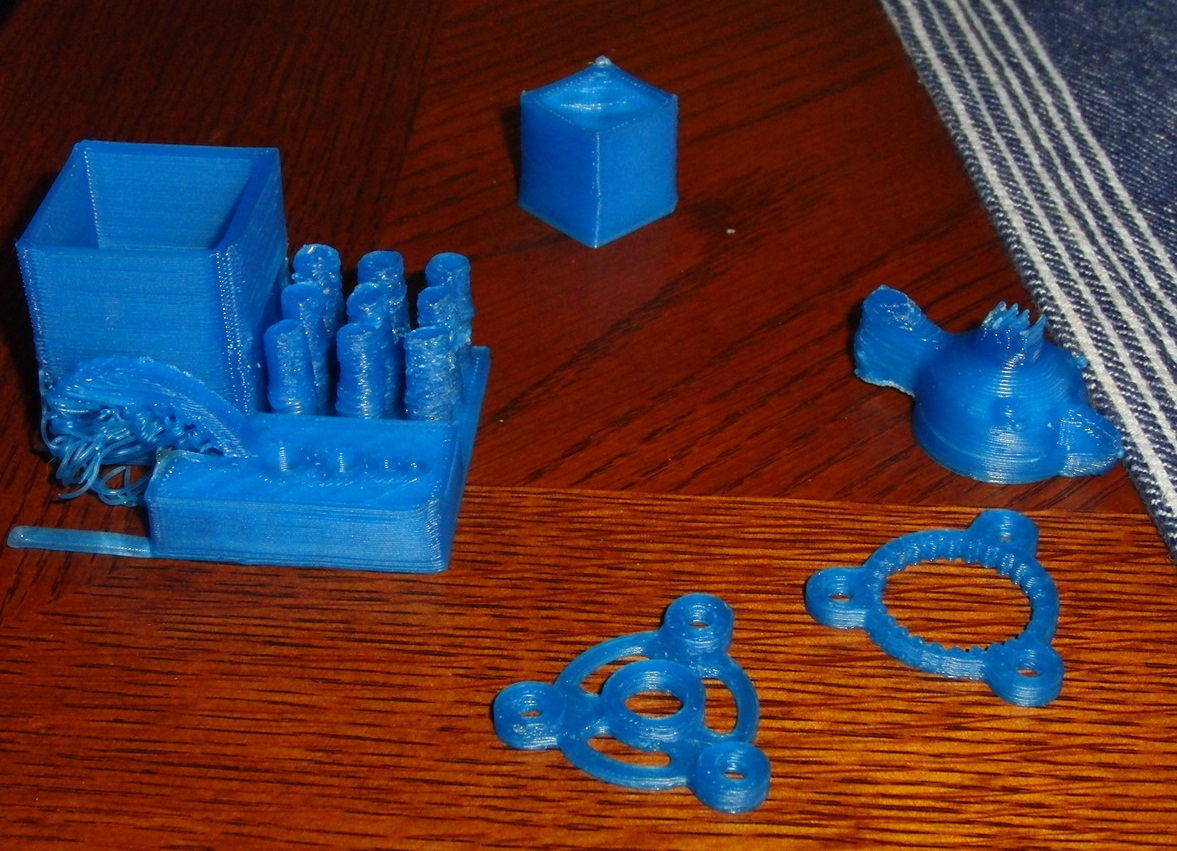
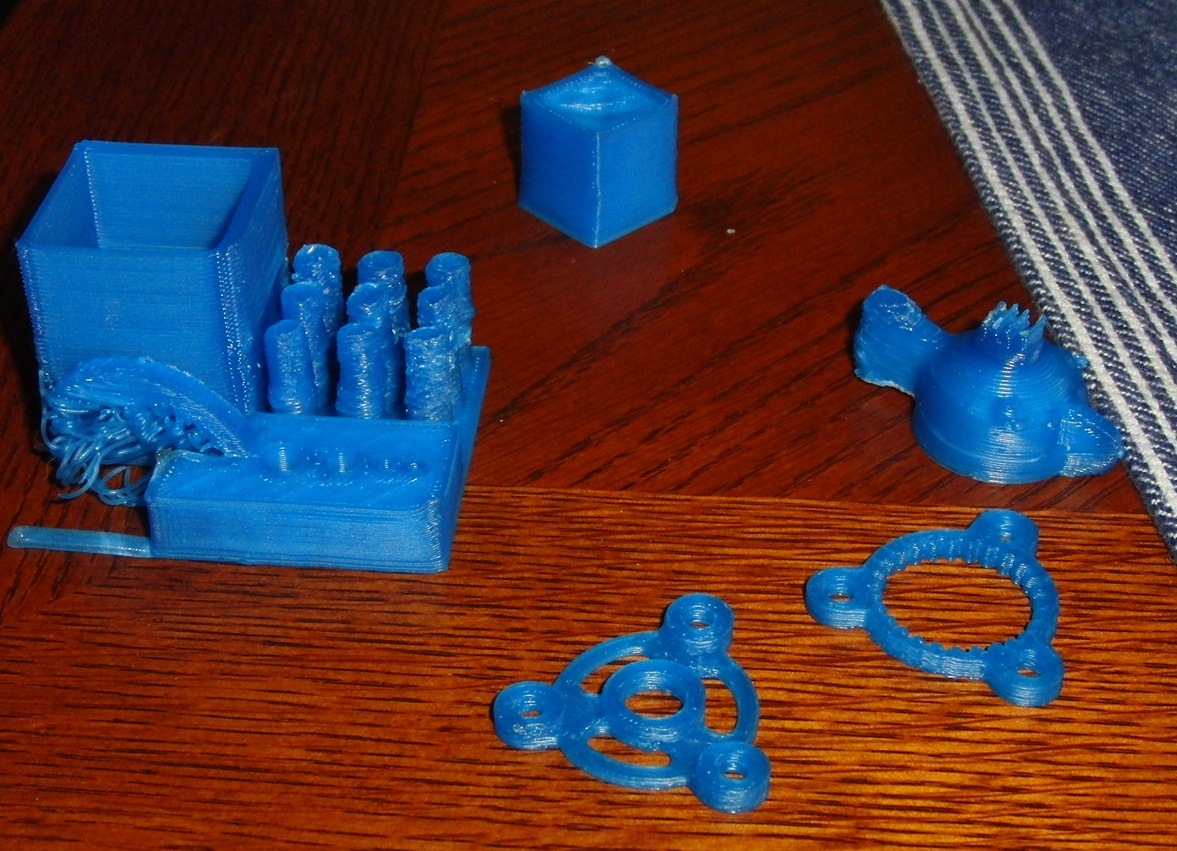
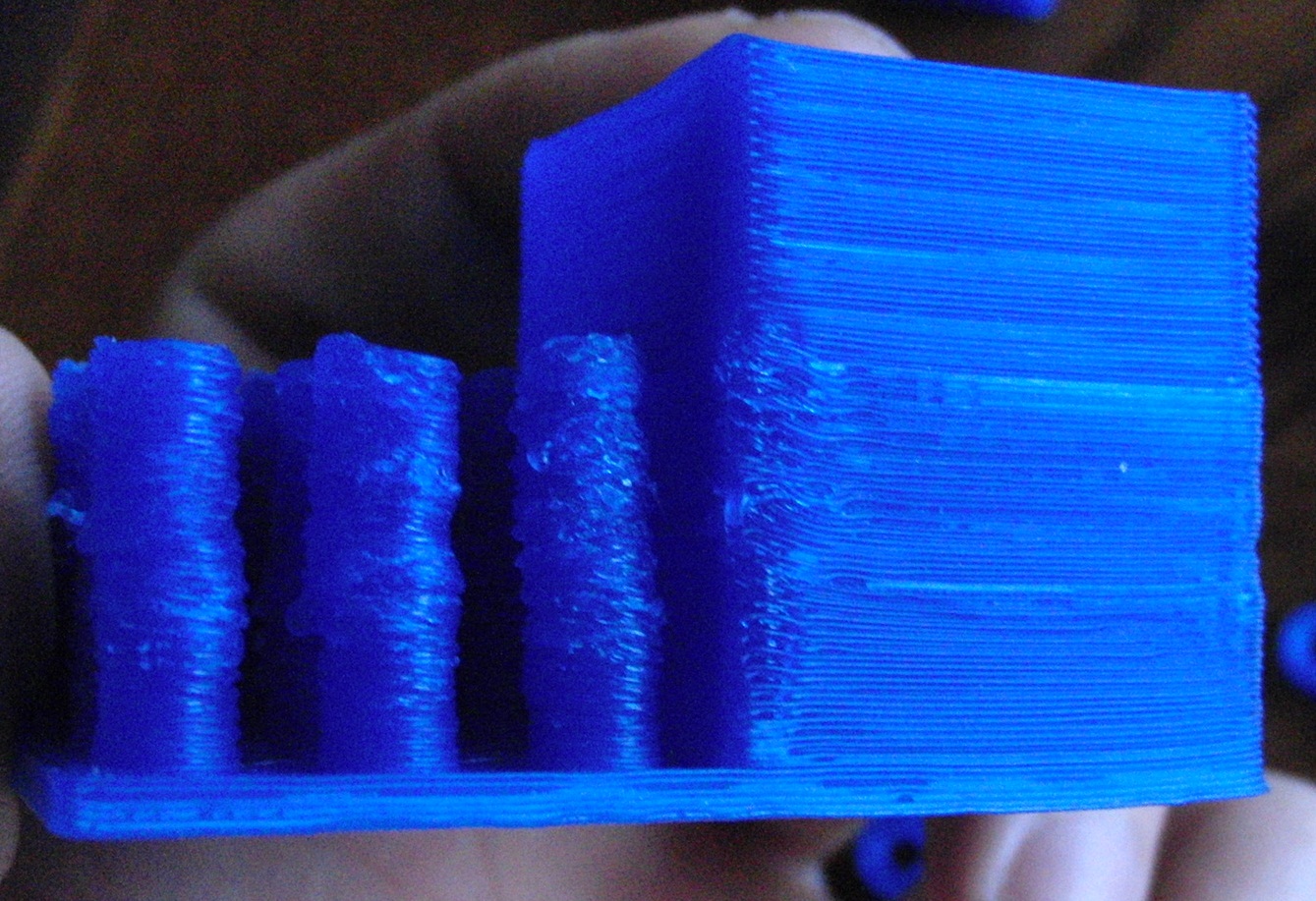
I am getting acurate sized prints of relitvely good quality but I seem to be having what I would call an issue. I have noticed that my hot end tip tends to "touch" my printed parts as the layers build. This will often lift parts from the bed eventually and cause quality issues with taller parts as they get built. I have printed several varous cubes and found x,y,z are close in size (+/- 2mm) however the corners of the cubes (or any corner for that matter) tend to currle without lifting from the bed (reffrence pictures for example). I am using 2015.748 stepps per 1mm (http://calculator.josefprusa.cz/) and have not changed this as of yet because the height of the hotend does seem to be linear and unchanging as layers add. I have assumed that my currling edges are the result of the hotend touching my work but wanted to get a second opinion before I start mucking about.
Second question, I am running the printer from SD cards (unteathered) using an LCD panel with control knob. I am currently manually positioning the axises and then resetting the unit to set home. I am currently trying to get the homing switch to work using slic3r's gcode fields to issue a G28 Z command to home only the Z but when it homes on the switch it then does not zero nor move to the next command. So what do I need to do to home only the Z axis and is there any way aside from resetting the system to manually home (reset current value to 0) X and Y after mechanicly moving the axies?
Thanks guys!
I am getting acurate sized prints of relitvely good quality but I seem to be having what I would call an issue. I have noticed that my hot end tip tends to "touch" my printed parts as the layers build. This will often lift parts from the bed eventually and cause quality issues with taller parts as they get built. I have printed several varous cubes and found x,y,z are close in size (+/- 2mm) however the corners of the cubes (or any corner for that matter) tend to currle without lifting from the bed (reffrence pictures for example). I am using 2015.748 stepps per 1mm (http://calculator.josefprusa.cz/) and have not changed this as of yet because the height of the hotend does seem to be linear and unchanging as layers add. I have assumed that my currling edges are the result of the hotend touching my work but wanted to get a second opinion before I start mucking about.
Second question, I am running the printer from SD cards (unteathered) using an LCD panel with control knob. I am currently manually positioning the axises and then resetting the unit to set home. I am currently trying to get the homing switch to work using slic3r's gcode fields to issue a G28 Z command to home only the Z but when it homes on the switch it then does not zero nor move to the next command. So what do I need to do to home only the Z axis and is there any way aside from resetting the system to manually home (reset current value to 0) X and Y after mechanicly moving the axies?
Thanks guys!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: MendelMax 1.5 doing great but I have questions! February 14, 2013 08:56AM |
Registered: 11 years ago Posts: 251 |
I suspect your layers don't have time to cool before the next layer is added. Try adding a fan and also try increasing minimum layer time to like 30 seconds, decrease it in steps of 5 seconds until a good compromise has been found.
Also +/- 2mm is a truly massive error and would indicate that the machine is not calibrated properly, the calculator will only take you so far (should be better than 2mm), ultimately you have to print things, measure, and adjust your steps accordingly. (Are you sure you don't mean +/- 0.2mm (the thickness of two sheets of paper).)
Also +/- 2mm is a truly massive error and would indicate that the machine is not calibrated properly, the calculator will only take you so far (should be better than 2mm), ultimately you have to print things, measure, and adjust your steps accordingly. (Are you sure you don't mean +/- 0.2mm (the thickness of two sheets of paper).)
|
Re: MendelMax 1.5 doing great but I have questions! February 15, 2013 08:20AM |
Registered: 11 years ago Posts: 2 |
I am still working out the bugs on the printer so yes I do mean 2mm not 0.2mm but this is from what I can tell not an issue with the printer laying down the layers haphazrdly it is due to the fact that the nozzle is touching the work and pushing the parts around causing the layers to be offset some. I will add the minimum 30sec rule to my work and reprint a part that has been giving me trouble and I will work on that fan mount and see what happens.
I forgot some info with my Z homming issue as well. It will go to home on the switch then back off 1mm or so and then come to rest on the switch and then just sit there for a few seconds and then just start reversing and will endlessly raise the axis until it reachess the top of its travel and stalls.... Again this is while trying to use G28 Z and alsow tried G28 Z0.
I forgot some info with my Z homming issue as well. It will go to home on the switch then back off 1mm or so and then come to rest on the switch and then just sit there for a few seconds and then just start reversing and will endlessly raise the axis until it reachess the top of its travel and stalls.... Again this is while trying to use G28 Z and alsow tried G28 Z0.
|
Re: MendelMax 1.5 doing great but I have questions! March 02, 2013 02:06AM |
Registered: 11 years ago Posts: 13 |
If your print head is supposed to have raised 20mm, but it has only raised 18mm, then won't that cause the layers to be pushed into the ones below?
With the z homing issue, it seems to be registering the end stop being pressed, could it be failing to register it being unpressed? Maybe missing a pull up resistor
With the z homing issue, it seems to be registering the end stop being pressed, could it be failing to register it being unpressed? Maybe missing a pull up resistor
|
Re: MendelMax 1.5 doing great but I have questions! March 02, 2013 09:58AM |
Registered: 11 years ago Posts: 79 |
How do you have your homing setup in firmware? Configuration.h
Below are my settings on my MM 1.5 with std 8mm screws and 20 tooth GT2 pulleys., mechanical end stops without resistors.
//===========================================================================
//=============================Mechanical Settings===========================
//===========================================================================
// Uncomment the following line to enable CoreXY kinematics
// #define COREXY
// corse Endstop Settings
#define ENDSTOPPULLUPS // Comment this out (using // at the start of the line) to disable the endstop pullup resistors
#ifndef ENDSTOPPULLUPS
// fine Enstop settings: Individual Pullups. will be ignord if ENDSTOPPULLUPS is defined
#define ENDSTOPPULLUP_XMAX
#define ENDSTOPPULLUP_YMAX
#define ENDSTOPPULLUP_ZMAX
#define ENDSTOPPULLUP_XMIN
#define ENDSTOPPULLUP_YMIN
//#define ENDSTOPPULLUP_ZMIN
#endif
#ifdef ENDSTOPPULLUPS
#define ENDSTOPPULLUP_XMAX
#define ENDSTOPPULLUP_YMAX
#define ENDSTOPPULLUP_ZMAX
#define ENDSTOPPULLUP_XMIN
#define ENDSTOPPULLUP_YMIN
#define ENDSTOPPULLUP_ZMIN
#endif
// The pullups are needed if you directly connect a mechanical endswitch between the signal and ground pins.
const bool X_ENDSTOPS_INVERTING = false; // set to true to invert the logic of the endstops.
const bool Y_ENDSTOPS_INVERTING = false; // set to true to invert the logic of the endstops.
const bool Z_ENDSTOPS_INVERTING = false; // set to true to invert the logic of the endstops.
//#define DISABLE_MAX_ENDSTOPS
// For Inverting Stepper Enable Pins (Active Low) use 0, Non Inverting (Active High) use 1
#define X_ENABLE_ON 0
#define Y_ENABLE_ON 0
#define Z_ENABLE_ON 0
#define E_ENABLE_ON 0 // For all extruders
// Disables axis when it's not being used.
#define DISABLE_X false
#define DISABLE_Y false
#define DISABLE_Z false
#define DISABLE_E false // For all extruders
#define INVERT_X_DIR false // for Mendel set to false, for Orca set to true
#define INVERT_Y_DIR true // for Mendel set to true, for Orca set to false
#define INVERT_Z_DIR true // for Mendel set to false, for Orca set to true
#define INVERT_E0_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define INVERT_E1_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define INVERT_E2_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
// ENDSTOP SETTINGS:
// Sets direction of endstops when homing; 1=MAX, -1=MIN
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
#define min_software_endstops true //If true, axis won't move to coordinates less than HOME_POS.
#define max_software_endstops true //If true, axis won't move to coordinates greater than the defined lengths below.
// Travel limits after homing
#define X_MAX_POS 205
#define X_MIN_POS 0
#define Y_MAX_POS 205
#define Y_MIN_POS 0
#define Z_MAX_POS 140
#define Z_MIN_POS 0
#define X_MAX_LENGTH (X_MAX_POS - X_MIN_POS)
#define Y_MAX_LENGTH (Y_MAX_POS - Y_MIN_POS)
#define Z_MAX_LENGTH (Z_MAX_POS - Z_MIN_POS)
// The position of the homing switches
//#define MANUAL_HOME_POSITIONS // If defined, MANUAL_*_HOME_POS below will be used
//#define BED_CENTER_AT_0_0 // If defined, the center of the bed is at (X=0, Y=0)
//Manual homing switch locations:
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 0
//// MOVEMENT SETTINGS
#define NUM_AXIS 4 // The axis order in all axis related arrays is X, Y, Z, E
#define HOMING_FEEDRATE {50*60, 50*60, 4*60, 0} // set the homing speeds (mm/min)
// default settings
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,2560,582} // default steps for metric ecksbot
//#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,200*8/3,760*1.1} // default steps per unit for ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {700,700,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 400 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for r retracts
//
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Below are my settings on my MM 1.5 with std 8mm screws and 20 tooth GT2 pulleys., mechanical end stops without resistors.
//===========================================================================
//=============================Mechanical Settings===========================
//===========================================================================
// Uncomment the following line to enable CoreXY kinematics
// #define COREXY
// corse Endstop Settings
#define ENDSTOPPULLUPS // Comment this out (using // at the start of the line) to disable the endstop pullup resistors
#ifndef ENDSTOPPULLUPS
// fine Enstop settings: Individual Pullups. will be ignord if ENDSTOPPULLUPS is defined
#define ENDSTOPPULLUP_XMAX
#define ENDSTOPPULLUP_YMAX
#define ENDSTOPPULLUP_ZMAX
#define ENDSTOPPULLUP_XMIN
#define ENDSTOPPULLUP_YMIN
//#define ENDSTOPPULLUP_ZMIN
#endif
#ifdef ENDSTOPPULLUPS
#define ENDSTOPPULLUP_XMAX
#define ENDSTOPPULLUP_YMAX
#define ENDSTOPPULLUP_ZMAX
#define ENDSTOPPULLUP_XMIN
#define ENDSTOPPULLUP_YMIN
#define ENDSTOPPULLUP_ZMIN
#endif
// The pullups are needed if you directly connect a mechanical endswitch between the signal and ground pins.
const bool X_ENDSTOPS_INVERTING = false; // set to true to invert the logic of the endstops.
const bool Y_ENDSTOPS_INVERTING = false; // set to true to invert the logic of the endstops.
const bool Z_ENDSTOPS_INVERTING = false; // set to true to invert the logic of the endstops.
//#define DISABLE_MAX_ENDSTOPS
// For Inverting Stepper Enable Pins (Active Low) use 0, Non Inverting (Active High) use 1
#define X_ENABLE_ON 0
#define Y_ENABLE_ON 0
#define Z_ENABLE_ON 0
#define E_ENABLE_ON 0 // For all extruders
// Disables axis when it's not being used.
#define DISABLE_X false
#define DISABLE_Y false
#define DISABLE_Z false
#define DISABLE_E false // For all extruders
#define INVERT_X_DIR false // for Mendel set to false, for Orca set to true
#define INVERT_Y_DIR true // for Mendel set to true, for Orca set to false
#define INVERT_Z_DIR true // for Mendel set to false, for Orca set to true
#define INVERT_E0_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define INVERT_E1_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define INVERT_E2_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
// ENDSTOP SETTINGS:
// Sets direction of endstops when homing; 1=MAX, -1=MIN
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
#define min_software_endstops true //If true, axis won't move to coordinates less than HOME_POS.
#define max_software_endstops true //If true, axis won't move to coordinates greater than the defined lengths below.
// Travel limits after homing
#define X_MAX_POS 205
#define X_MIN_POS 0
#define Y_MAX_POS 205
#define Y_MIN_POS 0
#define Z_MAX_POS 140
#define Z_MIN_POS 0
#define X_MAX_LENGTH (X_MAX_POS - X_MIN_POS)
#define Y_MAX_LENGTH (Y_MAX_POS - Y_MIN_POS)
#define Z_MAX_LENGTH (Z_MAX_POS - Z_MIN_POS)
// The position of the homing switches
//#define MANUAL_HOME_POSITIONS // If defined, MANUAL_*_HOME_POS below will be used
//#define BED_CENTER_AT_0_0 // If defined, the center of the bed is at (X=0, Y=0)
//Manual homing switch locations:
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 0
//// MOVEMENT SETTINGS
#define NUM_AXIS 4 // The axis order in all axis related arrays is X, Y, Z, E
#define HOMING_FEEDRATE {50*60, 50*60, 4*60, 0} // set the homing speeds (mm/min)
// default settings
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,2560,582} // default steps for metric ecksbot
//#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,200*8/3,760*1.1} // default steps per unit for ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {700,700,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 400 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for r retracts
//
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Sorry, only registered users may post in this forum.