Home
>
Reprappers
>
Topic
Poor print quality of gears
Posted by blueskiesresearch
|
Poor print quality of gears October 26, 2017 09:41AM |
Registered: 6 years ago Posts: 15 |
Hi all,
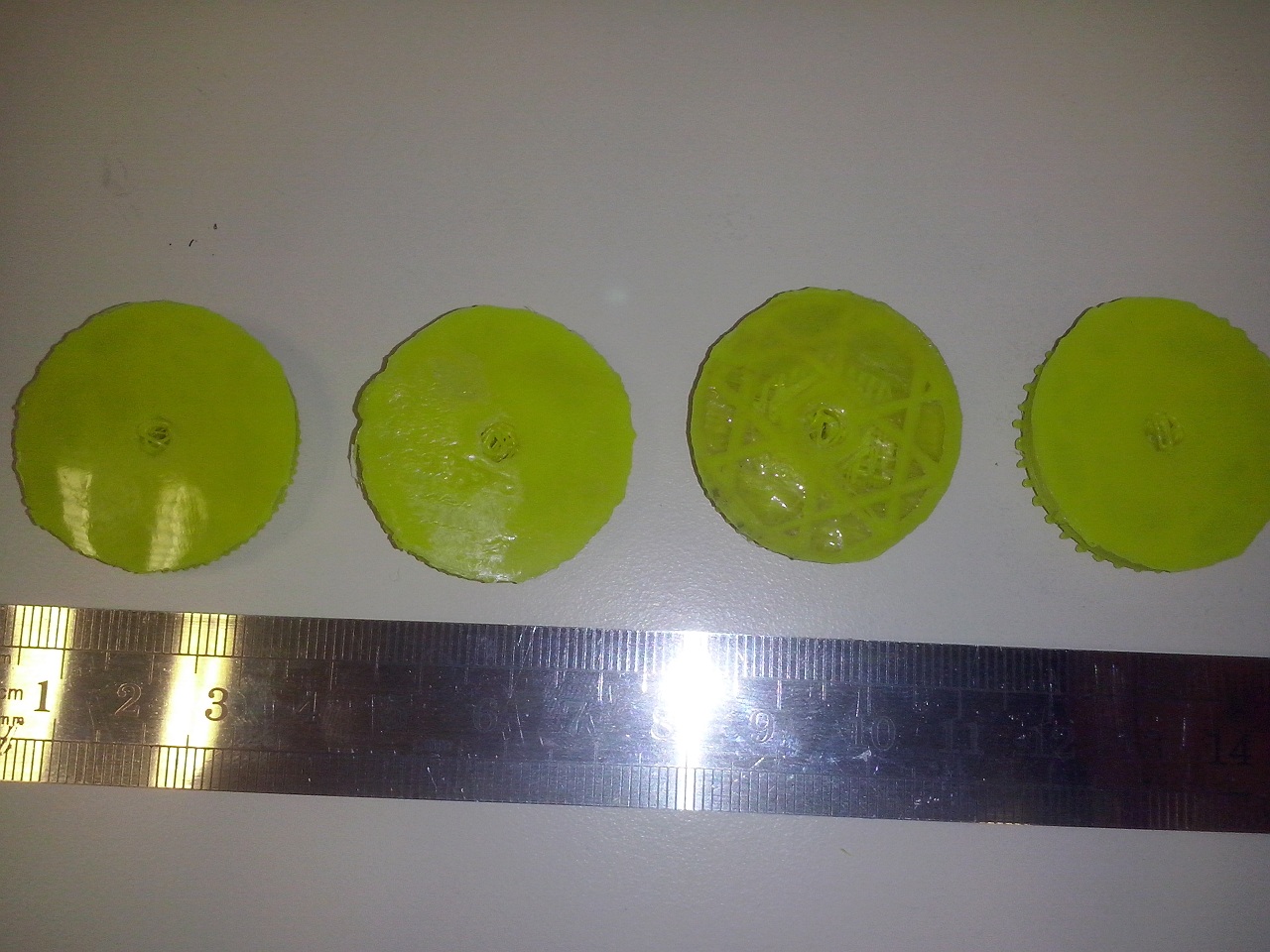
I've been trying to print some gears with a new Reprap Prusa i3 printer. The nozzle orifice diameter is 0.4mm. The print quality is really bad - the gears don't mesh at all.
I am new to 3d printing so can anyone advise if I should be able to print working gears with my setup and if so, where to start improving the quality of my prints?
Attached are photos of the gears I printed, and the .stl file in case anyone wants to try doing it themselves.
Thanks.
I've been trying to print some gears with a new Reprap Prusa i3 printer. The nozzle orifice diameter is 0.4mm. The print quality is really bad - the gears don't mesh at all.
I am new to 3d printing so can anyone advise if I should be able to print working gears with my setup and if so, where to start improving the quality of my prints?
Attached are photos of the gears I printed, and the .stl file in case anyone wants to try doing it themselves.
Thanks.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print quality of gears October 26, 2017 01:47PM |
Registered: 10 years ago Posts: 770 |
Looks like you have some huge extrusion issues.
Shouldnt have any issues with that file
EDIT: After looking at the file in a slicer thats a terrible thing to try and print.
The part is very low polygon resolution and the teeth are very tiny and only last maybe 2-3 layers total.
Edited 1 time(s). Last edit at 10/26/2017 01:50PM by Floyd.
Shouldnt have any issues with that file
EDIT: After looking at the file in a slicer thats a terrible thing to try and print.
The part is very low polygon resolution and the teeth are very tiny and only last maybe 2-3 layers total.
Edited 1 time(s). Last edit at 10/26/2017 01:50PM by Floyd.
|
Re: Poor print quality of gears October 26, 2017 06:08PM |
Registered: 7 years ago Posts: 619 |
Quote
blueskiesresearch
Hi all,
I've been trying to print some gears with a new Reprap Prusa i3 printer. The nozzle orifice diameter is 0.4mm. The print quality is really bad - the gears don't mesh at all.
I am new to 3d printing so can anyone advise if I should be able to print working gears with my setup and if so, where to start improving the quality of my prints?
Attached are photos of the gears I printed, and the .stl file in case anyone wants to try doing it themselves.
Thanks.
It looks like your infill is way too light and you don't have enough top/bottom layers. Oddly, it also looks like you are printing too hot and are underextruding as well.
Those teeth are pretty fine, you will want a .1 or .2 print layer, .2 is the best you can expect from a .4mm nozzle. For a gear I think at least a 30% infill would work, but it depends upon your material, what material are you printing with? PLA, ABS, PETG, NinjaFlex
 ?
?DLC
|
Re: Poor print quality of gears October 29, 2017 04:34AM |
Registered: 6 years ago Posts: 15 |
Hi all,
Thank you for your advice.
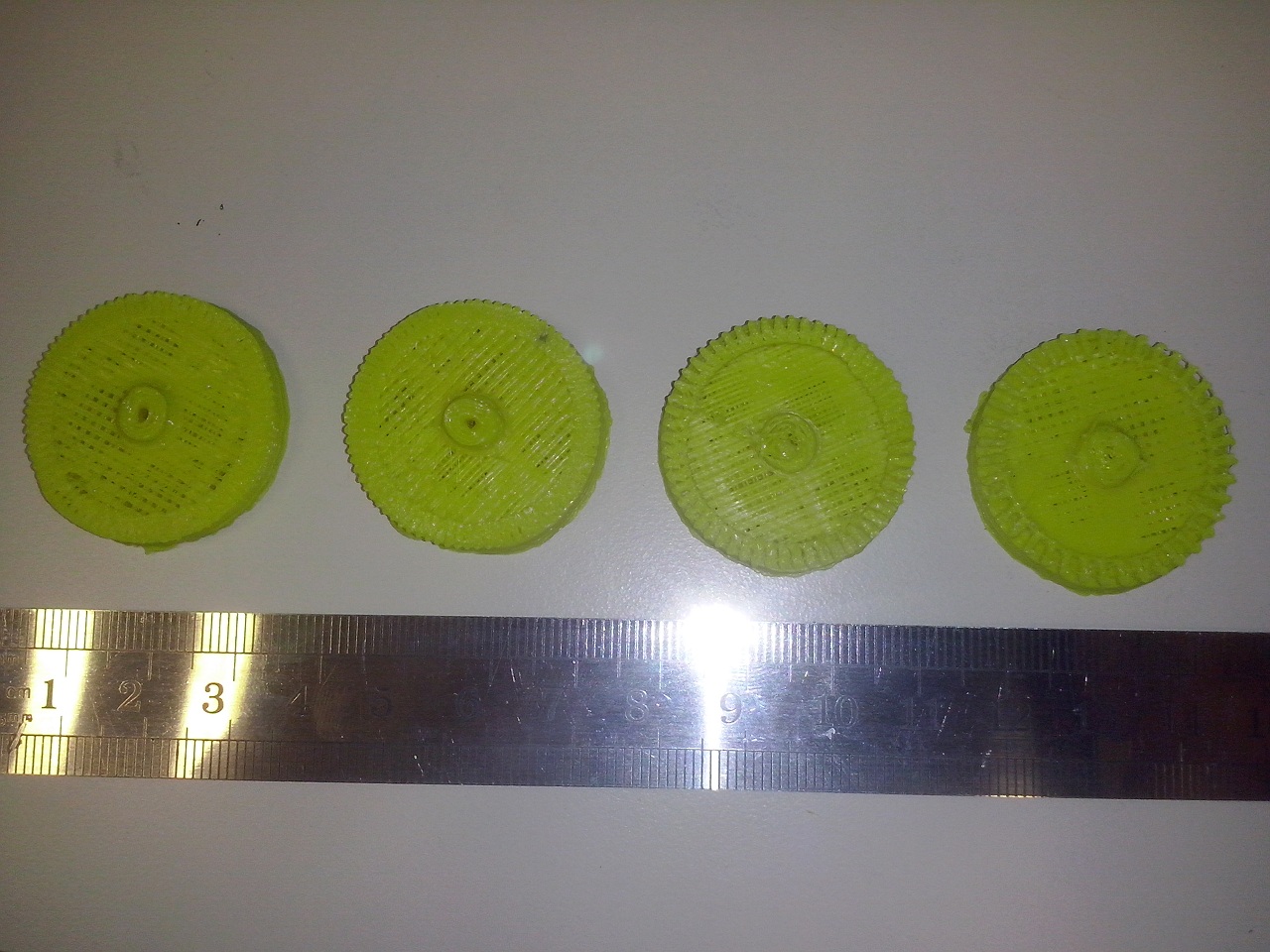
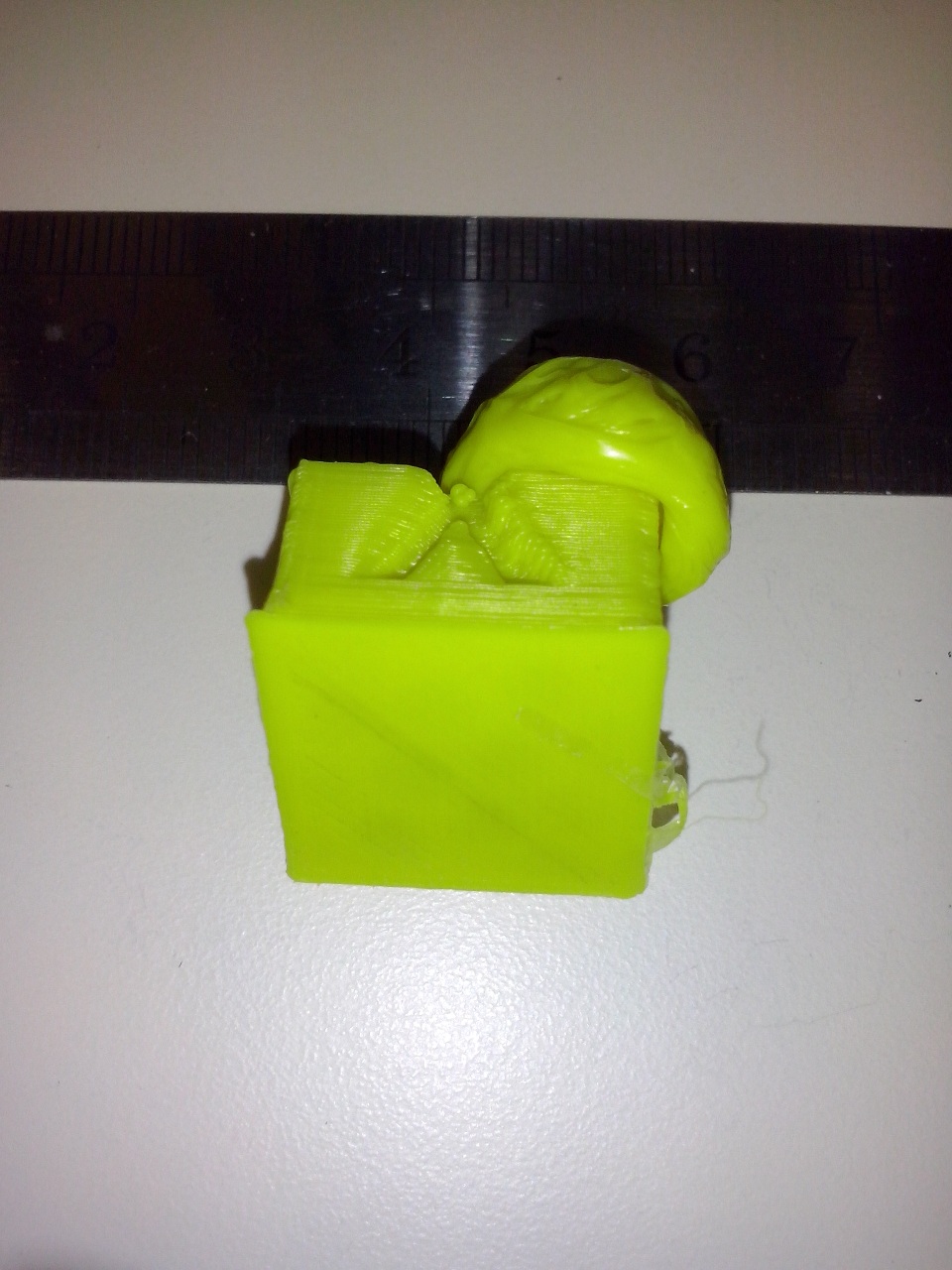
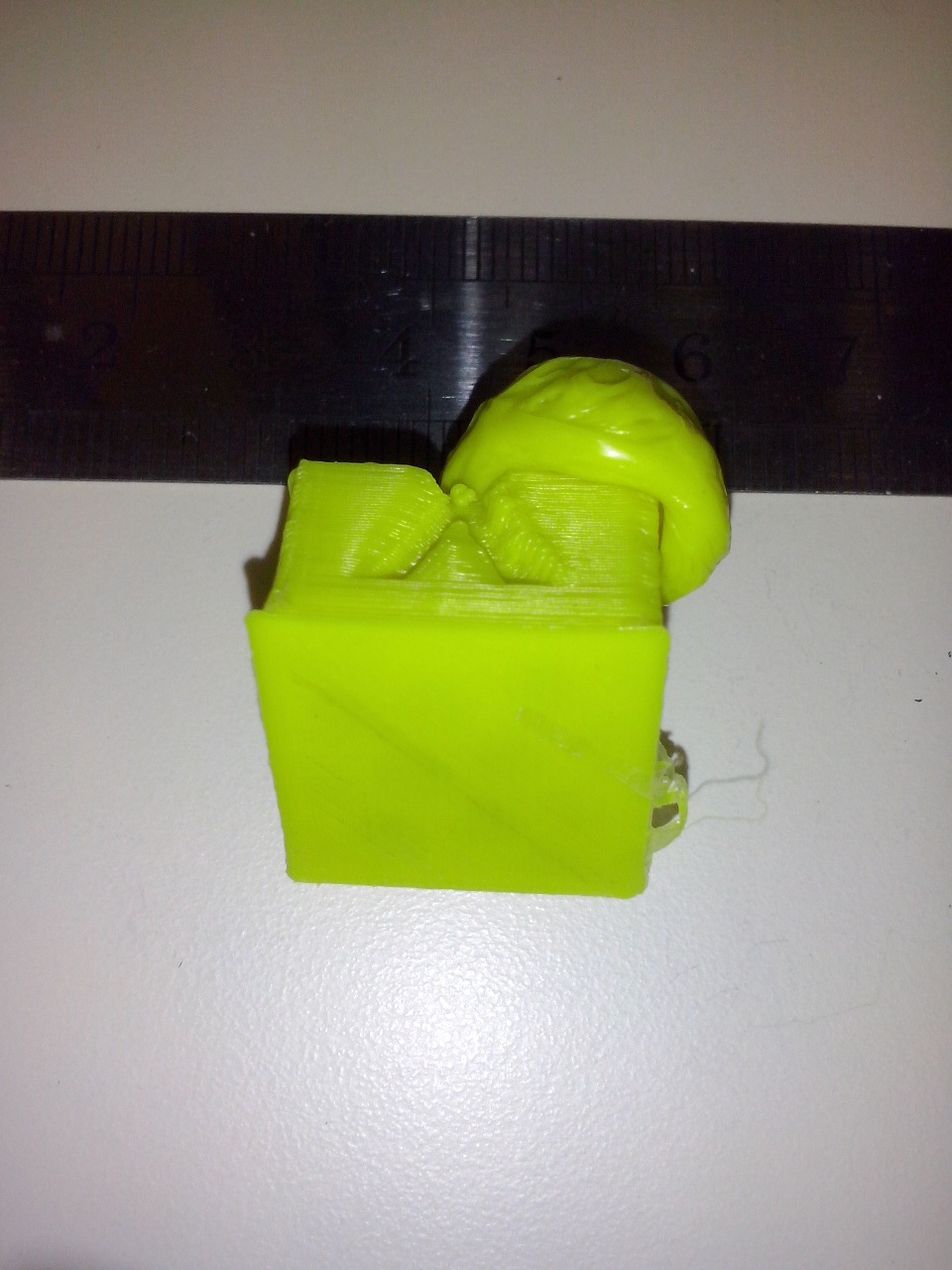
I've lowered the extruder temperature from 200°C to 190°C. Layer height was always 0.2mm. The material I'm printing is PLA. Infill was increased from 20% -> 40%. Attached are the pictures of the resulting print. As you can see, there is still room for improvement in quality.
When I created the .stl file from Pro/Engineer, I've set the step size from >1 to 0.2. Attached also is the new .stl file.
Edit: Also tried an extruder temperature of 180°C but the print quality is the same:
Edited 1 time(s). Last edit at 10/29/2017 07:17AM by blueskiesresearch.
Thank you for your advice.
I've lowered the extruder temperature from 200°C to 190°C. Layer height was always 0.2mm. The material I'm printing is PLA. Infill was increased from 20% -> 40%. Attached are the pictures of the resulting print. As you can see, there is still room for improvement in quality.
When I created the .stl file from Pro/Engineer, I've set the step size from >1 to 0.2. Attached also is the new .stl file.
Edit: Also tried an extruder temperature of 180°C but the print quality is the same:
Edited 1 time(s). Last edit at 10/29/2017 07:17AM by blueskiesresearch.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print quality of gears October 29, 2017 08:08PM |
Registered: 10 years ago Posts: 770 |
|
Re: Poor print quality of gears October 29, 2017 10:25PM |
Registered: 7 years ago Posts: 59 |
I looked at the STL with a .4mm nozzle E3Dv6 I doubt I could print that well enough to really work given the taper towards the center on the vertical gears. Would want to see the gear meshing intended but I doubt it would work in Tech-G low expansion PETG or Alloy 910 nylon, 2 of the better filaments I use for high accuracy parts. there are areas of the face of the gear you want for meshing that are smaller than .4mm.
I tried slicing it with a profile set up for a .25mm nozzle and it might be functional in Alloy 910 for simple visual testing and manual manipulation of a gear set. I doubt gears that size will do much more in the best filament.
in PLA, they will chip off trying to mesh them. The size gear that needs to mesh, there is no base support you need sintered aluminum to even test light loads. In Nylon they will function but under load will just bend or melt if friction is high enough.
your printer is not working well, do some calibration prints and online reading before jumping right into engineering grade gears. When you can print a frog perfectly, then move on to retraction tower tests. When you can print 9 or so tiny towers nicely, try the MakeRook chess piece. At that point, you can probably get as close to those gears as your printer can manage. Just advice, a few of the steps I followed to get high relative accuracy to parts from the same printer. E-steps, calipers to filament, and some adjustment in CAD, and you can match parts from other manufacturing process mounting holes or geometric extents.
I tried slicing it with a profile set up for a .25mm nozzle and it might be functional in Alloy 910 for simple visual testing and manual manipulation of a gear set. I doubt gears that size will do much more in the best filament.
in PLA, they will chip off trying to mesh them. The size gear that needs to mesh, there is no base support you need sintered aluminum to even test light loads. In Nylon they will function but under load will just bend or melt if friction is high enough.
your printer is not working well, do some calibration prints and online reading before jumping right into engineering grade gears. When you can print a frog perfectly, then move on to retraction tower tests. When you can print 9 or so tiny towers nicely, try the MakeRook chess piece. At that point, you can probably get as close to those gears as your printer can manage. Just advice, a few of the steps I followed to get high relative accuracy to parts from the same printer. E-steps, calipers to filament, and some adjustment in CAD, and you can match parts from other manufacturing process mounting holes or geometric extents.
|
Re: Poor print quality of gears October 31, 2017 08:37AM |
Registered: 6 years ago Posts: 15 |
Hi all,
Thanks for your feedback and advice.
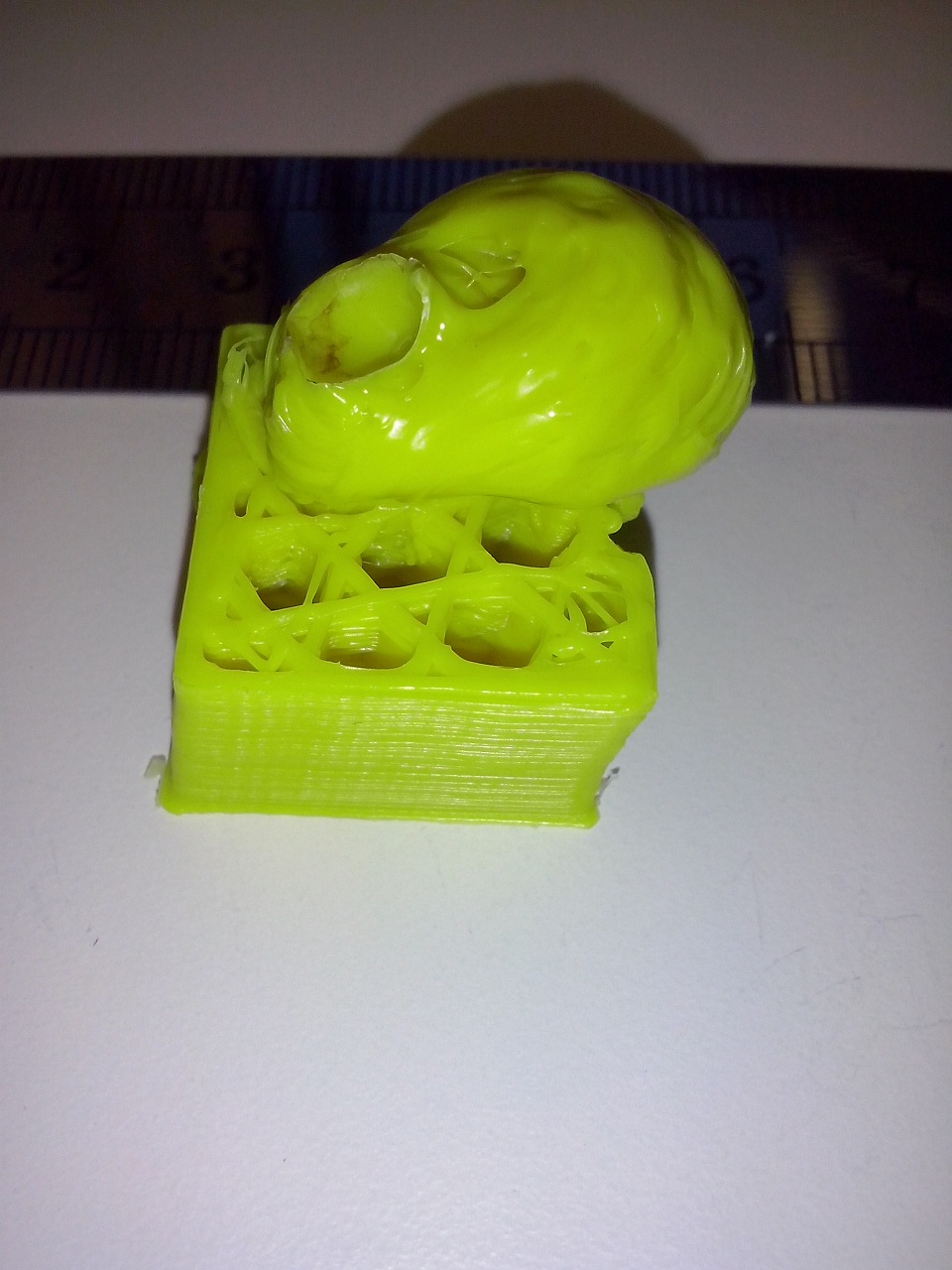
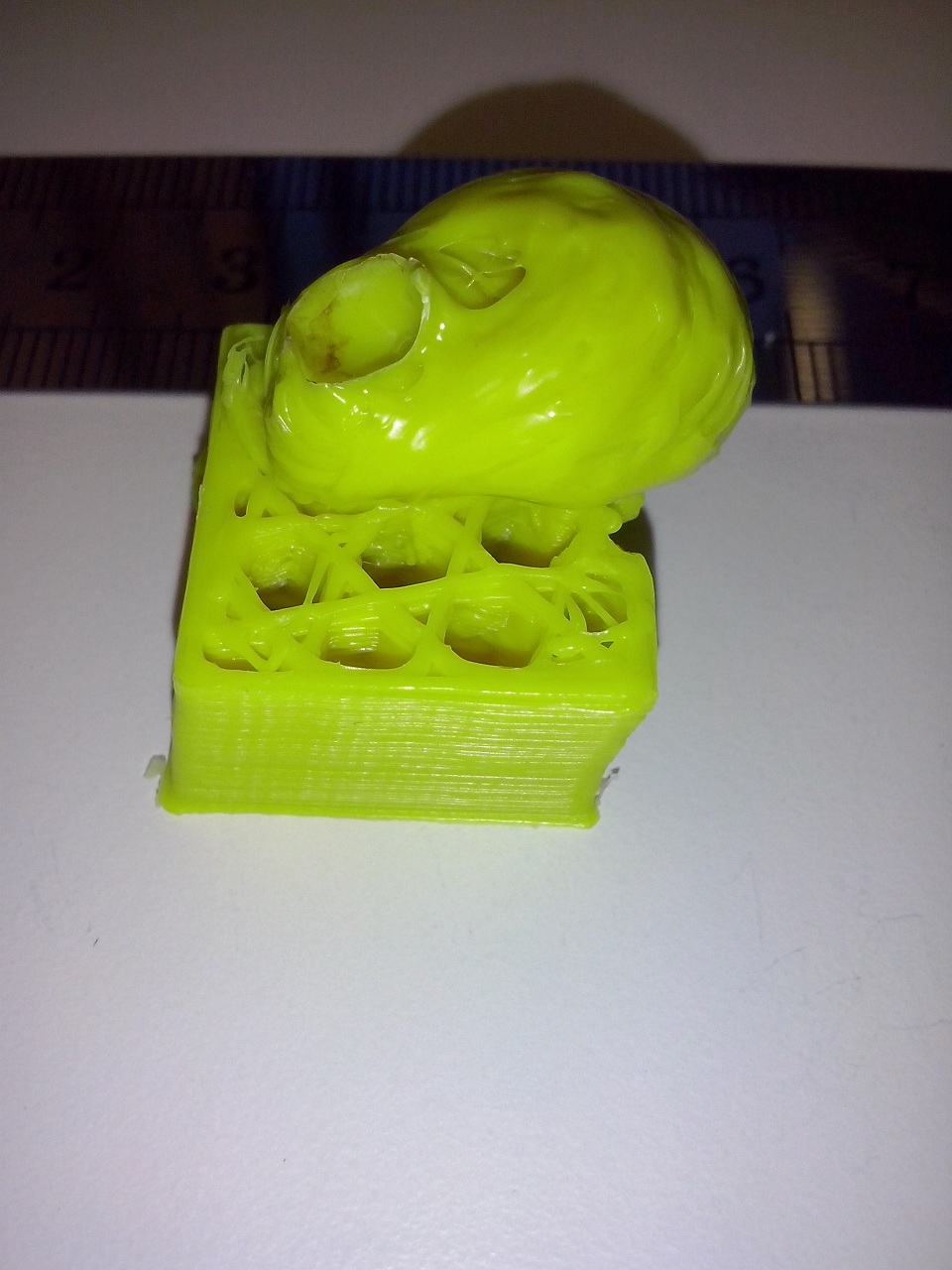
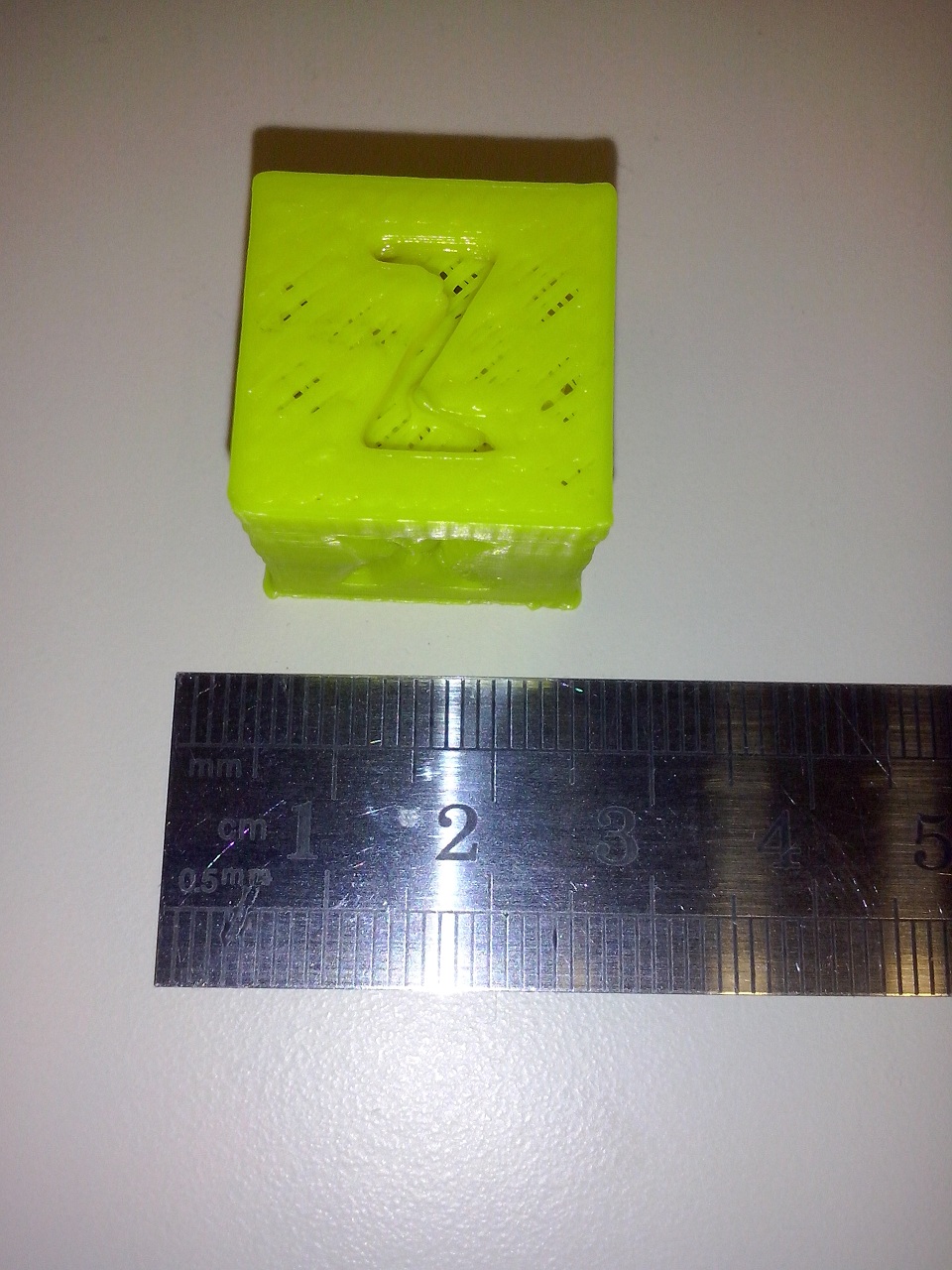
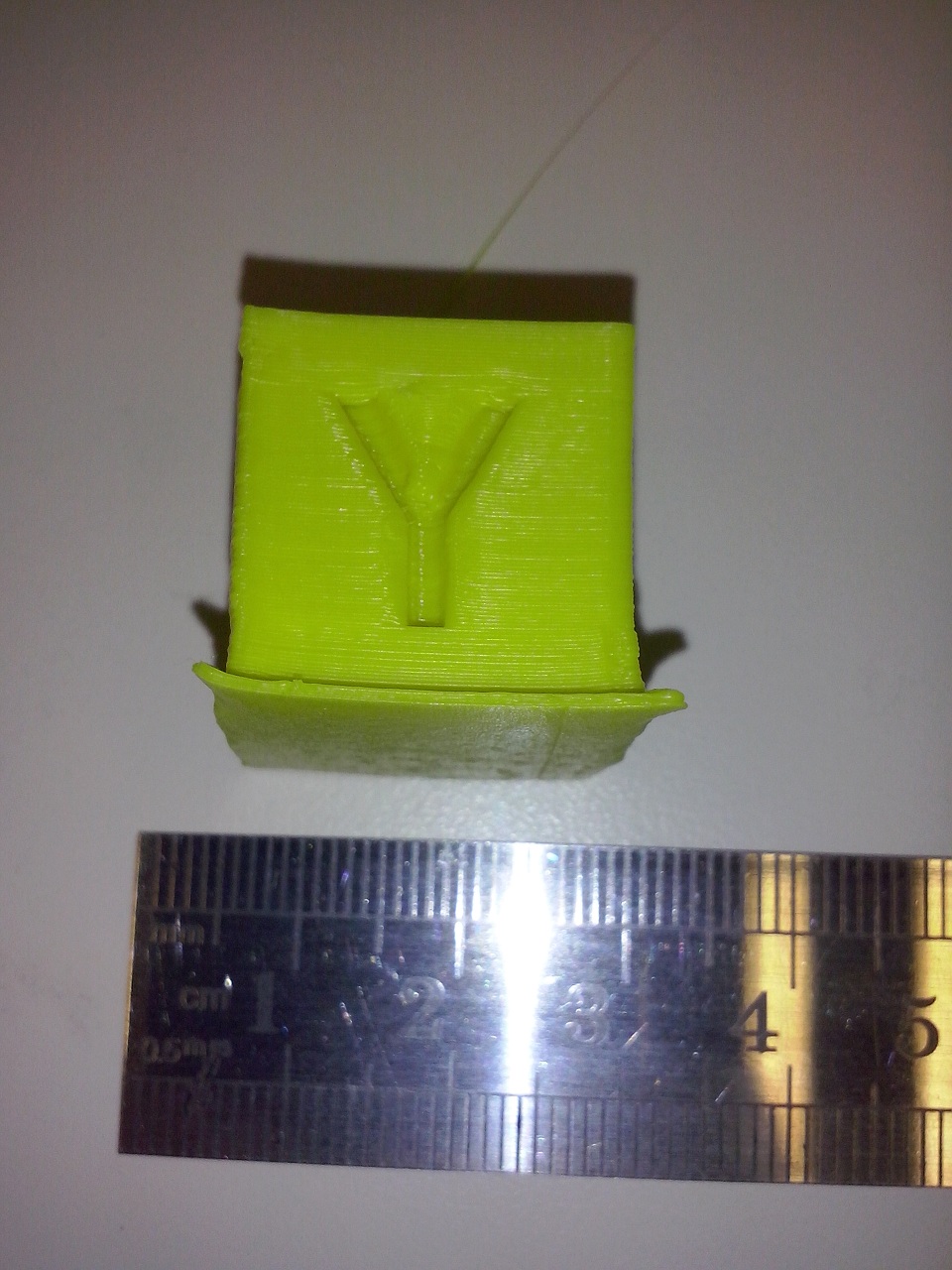
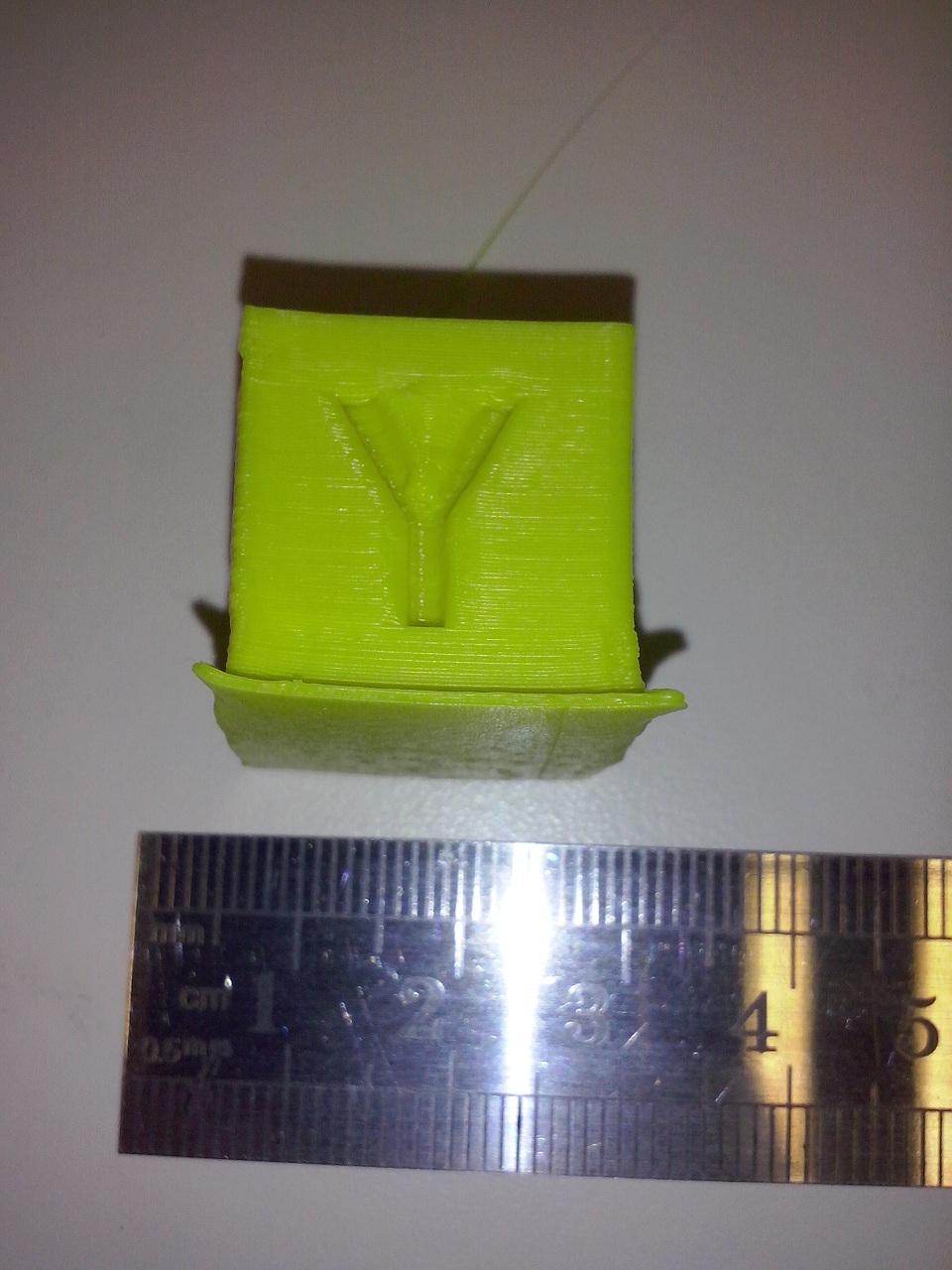
Attached is a calibration cube I tried to print from Thingiverse by iDig3Dprinting
[www.thingiverse.com]
As you can see, there is a visible (printed) slant in the vertical sides of the cube by about 5-10 degrees. At some point the part lost adhesion to the glass bed, got stuck to the extruder, and the rest of the cube became a mess.
It seems there are a few problems here:
1. Poor adhesion to the glass bed. I sprayed Wellaflex extra strong (4 out of 5) hairspray on the glass bed prior to the print. I will need to find something else...
2. The infill patterns are poorly resolved with plastic dribble-lines between them.
3. The letter Y on the cube is poorly resolved.
I am not sure if this is relevant, but my bed thermistor has a room temperature resistance of 500kΩ, while the extruder one has a resistance of ~110kΩ. I improvised a solution by putting the hot bed thermistor in parallel with a 100 kΩ resistor.
Edit: About making gears from PLA, does it matter if the seam lines of the filaments are perpendicular to the shear stress on the gear teeth? In theory this should make the teeth harder to shear off. I'm just interested in the gear lasting for say ~1000 revolutions for a proof of concept. Torque on the gears will not be large, of the order of "finger-tight".
Edited 1 time(s). Last edit at 10/31/2017 08:47AM by blueskiesresearch.
Thanks for your feedback and advice.
Attached is a calibration cube I tried to print from Thingiverse by iDig3Dprinting
[www.thingiverse.com]
As you can see, there is a visible (printed) slant in the vertical sides of the cube by about 5-10 degrees. At some point the part lost adhesion to the glass bed, got stuck to the extruder, and the rest of the cube became a mess.
It seems there are a few problems here:
1. Poor adhesion to the glass bed. I sprayed Wellaflex extra strong (4 out of 5) hairspray on the glass bed prior to the print. I will need to find something else...
2. The infill patterns are poorly resolved with plastic dribble-lines between them.
3. The letter Y on the cube is poorly resolved.
I am not sure if this is relevant, but my bed thermistor has a room temperature resistance of 500kΩ, while the extruder one has a resistance of ~110kΩ. I improvised a solution by putting the hot bed thermistor in parallel with a 100 kΩ resistor.
Edit: About making gears from PLA, does it matter if the seam lines of the filaments are perpendicular to the shear stress on the gear teeth? In theory this should make the teeth harder to shear off. I'm just interested in the gear lasting for say ~1000 revolutions for a proof of concept. Torque on the gears will not be large, of the order of "finger-tight".
Edited 1 time(s). Last edit at 10/31/2017 08:47AM by blueskiesresearch.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print quality of gears October 31, 2017 10:47AM |
Registered: 6 years ago Posts: 15 |
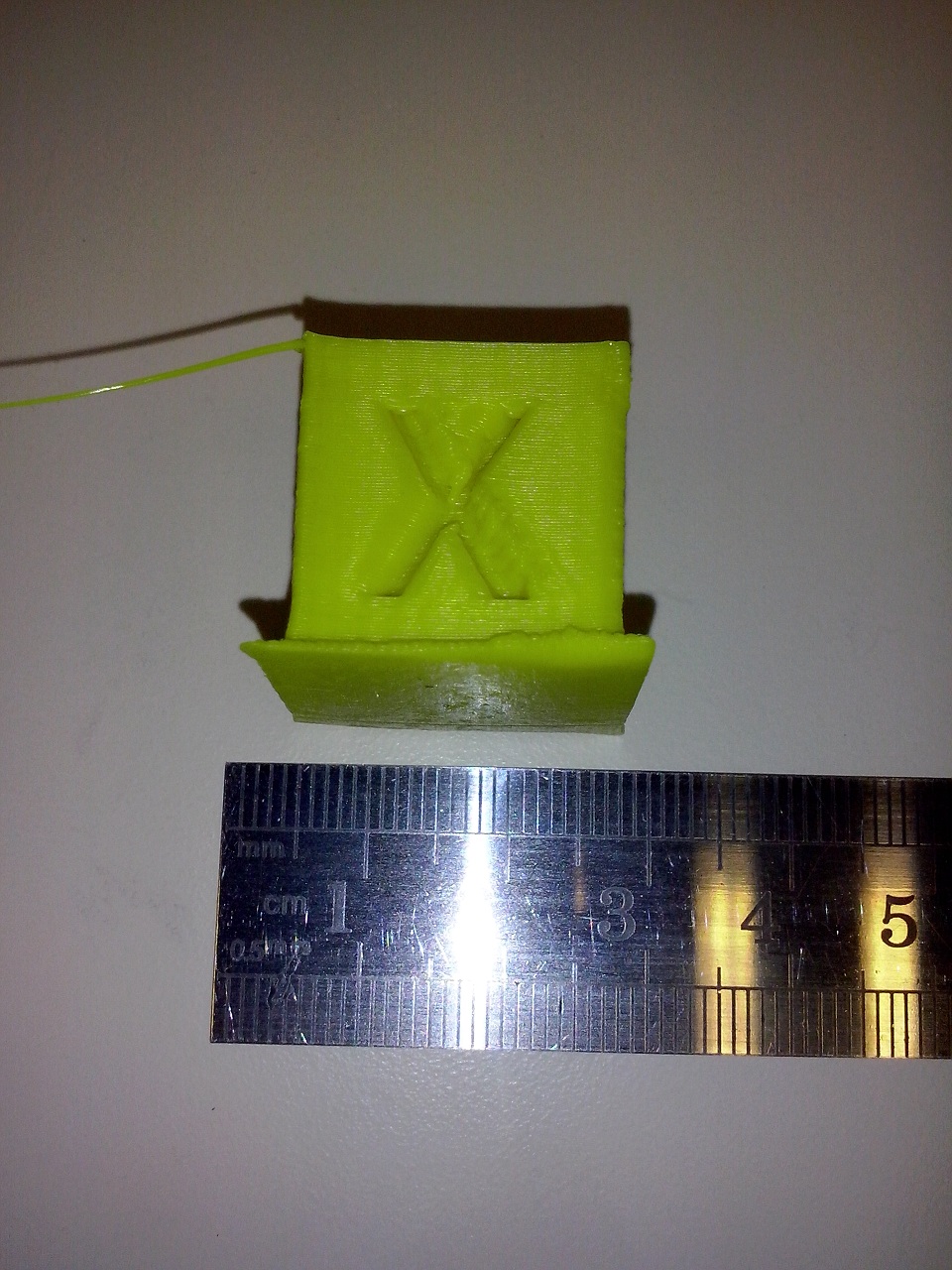
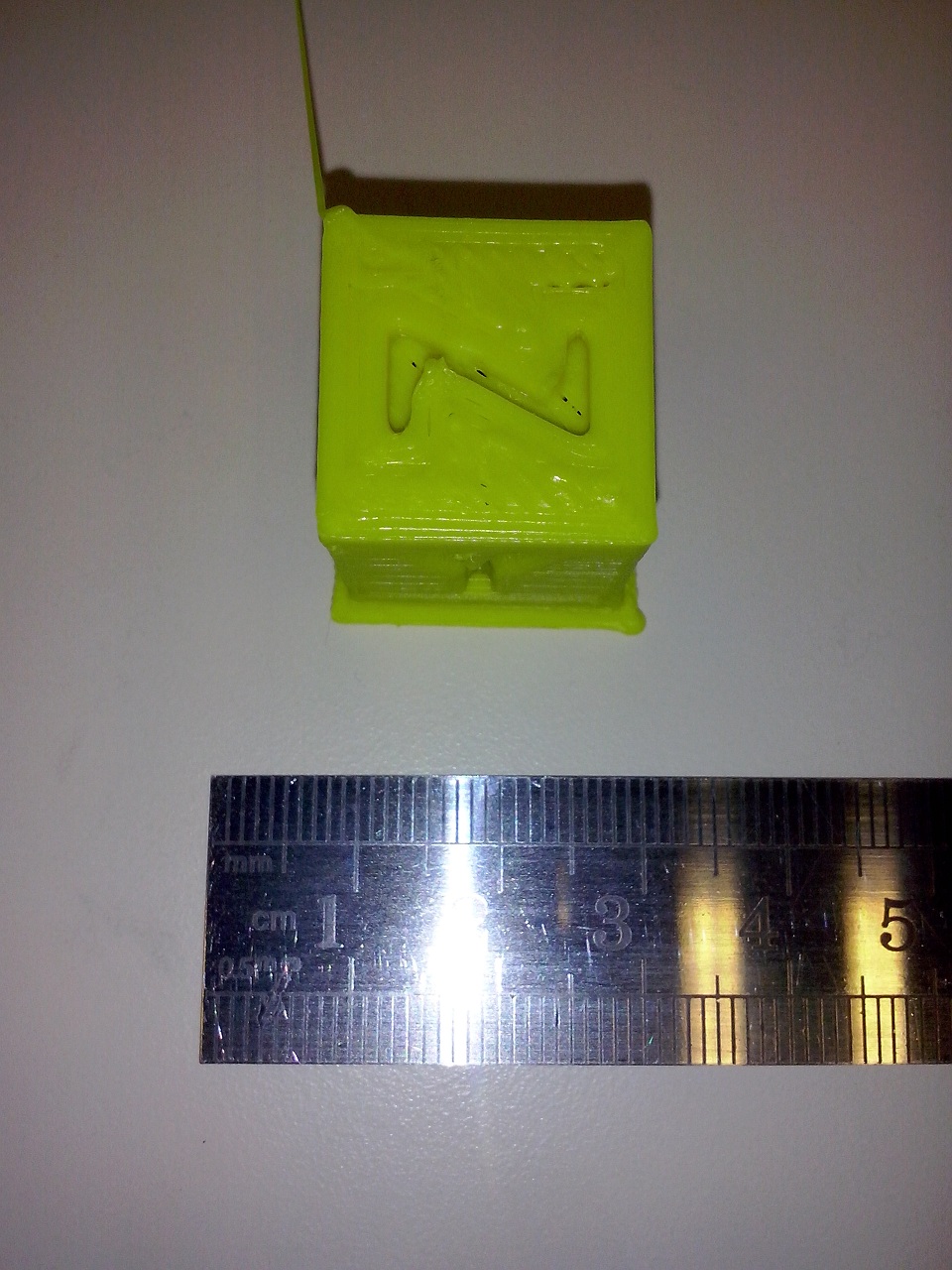
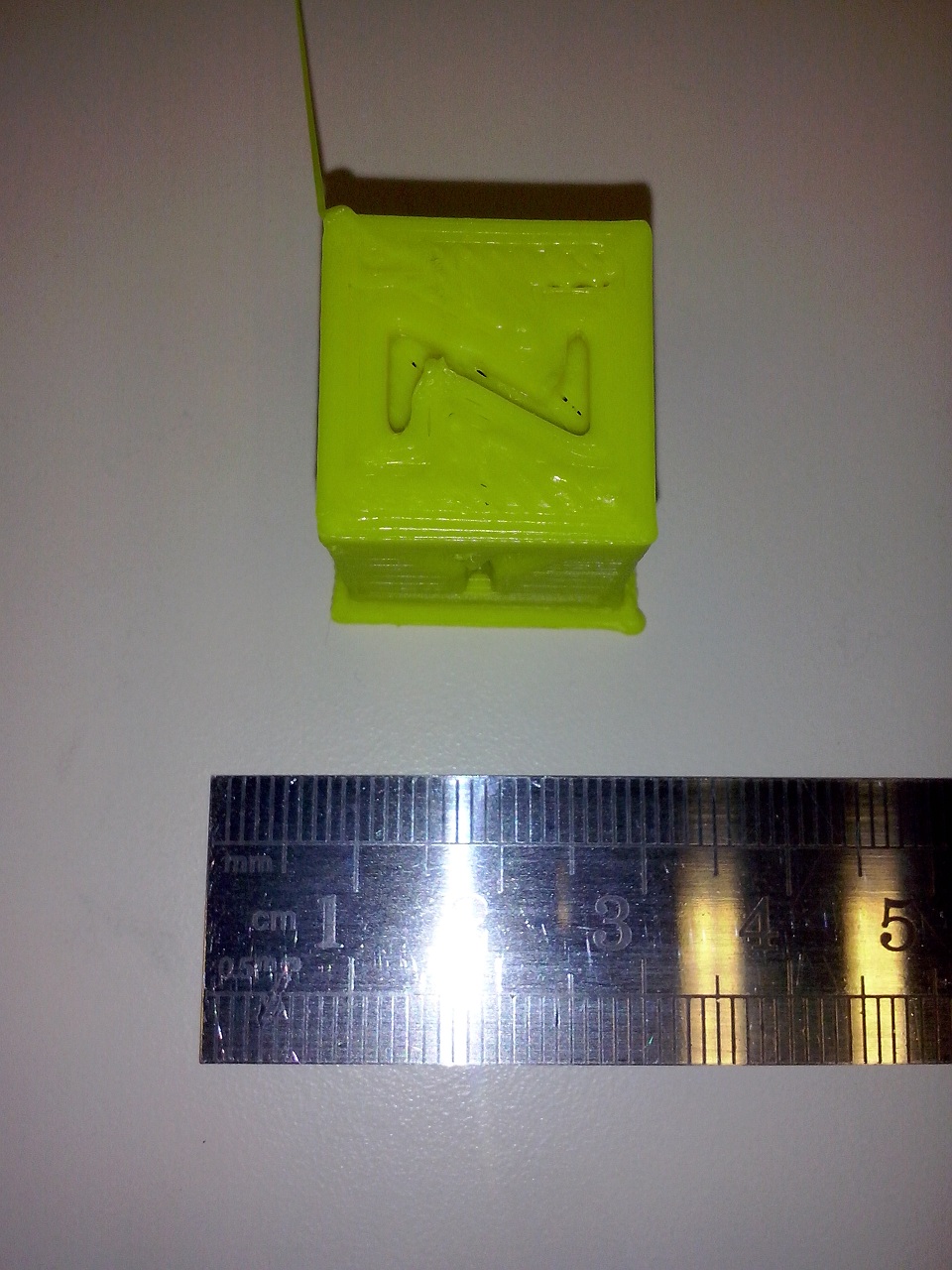
Here's my second attempt. I've stopped using hairspray and instead am using high temperature tape on the glass bed.
Adhesion to the tape was very good (as you can see the bottom surface of the cube is green - some tape was stripped off while peeling off the cube from it)
Nevertheless there is still a visible slant to the cube.
I am not an expert so perhaps others can comment whether the print quality is up to your expectations.
Adhesion to the tape was very good (as you can see the bottom surface of the cube is green - some tape was stripped off while peeling off the cube from it)
Nevertheless there is still a visible slant to the cube.
I am not an expert so perhaps others can comment whether the print quality is up to your expectations.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print quality of gears October 31, 2017 02:01PM |
Registered: 10 years ago Posts: 477 |
You need to calibrate your printer again.
As it is now you will never be able to print the gears.
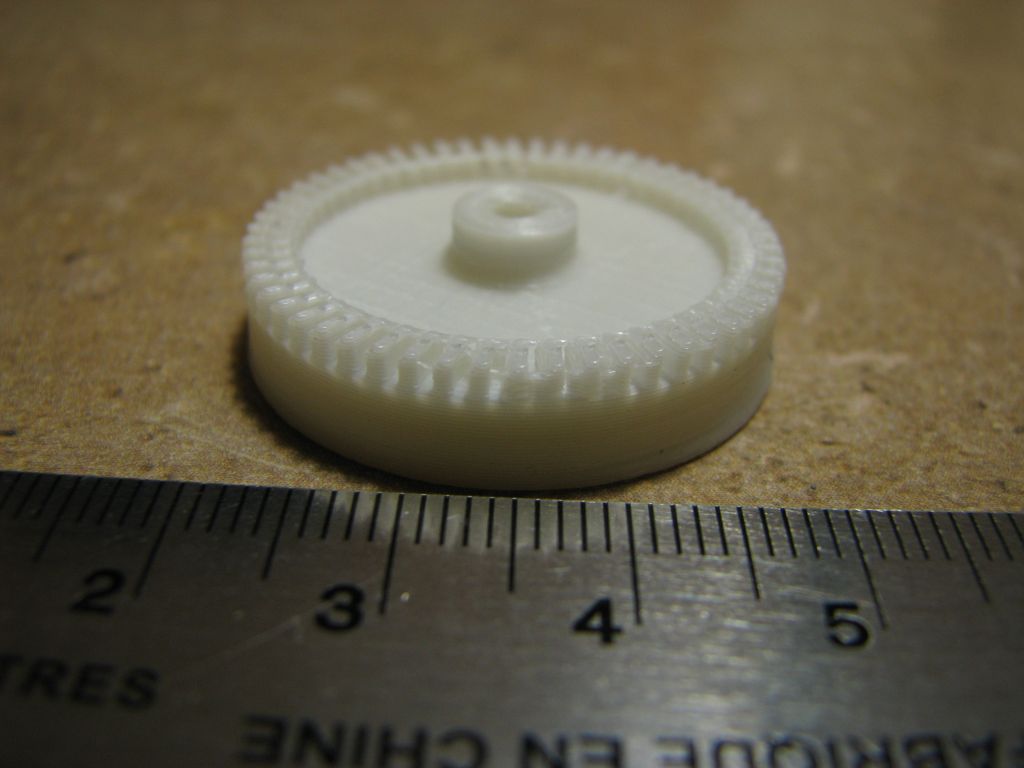
I think my scratch built i3 prints quite well, but I was getting slight bridging across the gears.
The attached image is my print of your 90-degree_gear_56teeth2.stl
Sliced in Cura:
laid flat
4mm nozzle
.2mm layer height
1.6mm shell (4 perimeters)
20% infill
45 mm/s speed
PLA at 190c - glow-in-the-dark green from filaments.ca
bed with blue tape at 55C
retraction speed 30 mm/s
retraction 2mm (probably should be more given the gear spacing
top/bottom speed 20 mm/s
infill speed 60 mm/s
outer shell speed 30 mm/s
As it is now you will never be able to print the gears.
I think my scratch built i3 prints quite well, but I was getting slight bridging across the gears.
The attached image is my print of your 90-degree_gear_56teeth2.stl
Sliced in Cura:
laid flat
4mm nozzle
.2mm layer height
1.6mm shell (4 perimeters)
20% infill
45 mm/s speed
PLA at 190c - glow-in-the-dark green from filaments.ca
bed with blue tape at 55C
retraction speed 30 mm/s
retraction 2mm (probably should be more given the gear spacing
top/bottom speed 20 mm/s
infill speed 60 mm/s
outer shell speed 30 mm/s
{kind=link}
{kind=link}
|
Re: Poor print quality of gears October 31, 2017 02:02PM |
Registered: 7 years ago Posts: 619 |
Quote
blueskiesresearch
Here's my second attempt. I've stopped using hairspray and instead am using high temperature tape on the glass bed.
Adhesion to the tape was very good (as you can see the bottom surface of the cube is green - some tape was stripped off while peeling off the cube from it)
Nevertheless there is still a visible slant to the cube.
I am not an expert so perhaps others can comment whether the print quality is up to your expectations.
You are overextruding and IMO too hot or perhaps too slow. Normally I would say only adjust one parameter at a time, but...
What
print speed are you using?
head temperature are you using?
extrusion feed rate or percentage are you using?
bed temperature?
Are you using a part cooler fan? What rate is it going?
What slicer/printer program are you using?
We can give more ideas knowing those factors. I am wondering how far off your heater temperatures are also.
DLC
|
Re: Poor print quality of gears November 01, 2017 06:32AM |
Registered: 6 years ago Posts: 15 |
Hey all. Thanks again for your input and advice
The slicer I am using is slic3r. I've attached my configuration file to this post; below are the printer settings from Repetier Host. I have a cooler fan but just for the extruder, it is at 100% speed all the time.
Do not trust the temperature readings. As mentioned in a previous post I had to put a 100 kOhm resistor parallel to the bed thermistor because its resistance at room temperature was 500 kOhm...Otherwise it would think the room temperature is 2C and not even heat up the bed.
If you all feel it is vital that I get accurate temperature readings I can calibrate it against a known temperature, and use a variable resistor in parallel to get the right readings. Trial-and-error of may be the easiest way to get the right extruder & bed temperatures.
Printer settings:
Printer tab:
Firmware type: Autodetect
Travel feed rate: 4800 mm/min
Z-axis feed rate: 100 mm/min
Manual extrusion speed: 2-20 mm/s
Manual retraction speed: 30 mm/s
Default extruder temperature: 170C
Default heated bed temperature: 50C
Extruder tab:
Max extruder temperature: 280C
Max bed temperature: 49C
Max volume per second: 12 mm3/s
Extruder diameter: 0.4mm
The slicer I am using is slic3r. I've attached my configuration file to this post; below are the printer settings from Repetier Host. I have a cooler fan but just for the extruder, it is at 100% speed all the time.
Do not trust the temperature readings. As mentioned in a previous post I had to put a 100 kOhm resistor parallel to the bed thermistor because its resistance at room temperature was 500 kOhm...Otherwise it would think the room temperature is 2C and not even heat up the bed.
If you all feel it is vital that I get accurate temperature readings I can calibrate it against a known temperature, and use a variable resistor in parallel to get the right readings. Trial-and-error of may be the easiest way to get the right extruder & bed temperatures.
Printer settings:
Printer tab:
Firmware type: Autodetect
Travel feed rate: 4800 mm/min
Z-axis feed rate: 100 mm/min
Manual extrusion speed: 2-20 mm/s
Manual retraction speed: 30 mm/s
Default extruder temperature: 170C
Default heated bed temperature: 50C
Extruder tab:
Max extruder temperature: 280C
Max bed temperature: 49C
Max volume per second: 12 mm3/s
Extruder diameter: 0.4mm
|
Re: Poor print quality of gears November 01, 2017 06:39AM |
Registered: 7 years ago Posts: 363 |
|
Re: Poor print quality of gears November 01, 2017 07:15AM |
Registered: 6 years ago Posts: 15 |
|
Re: Poor print quality of gears November 01, 2017 07:19AM |
Registered: 7 years ago Posts: 363 |
|
Re: Poor print quality of gears November 01, 2017 09:45AM |
Registered: 6 years ago Posts: 15 |
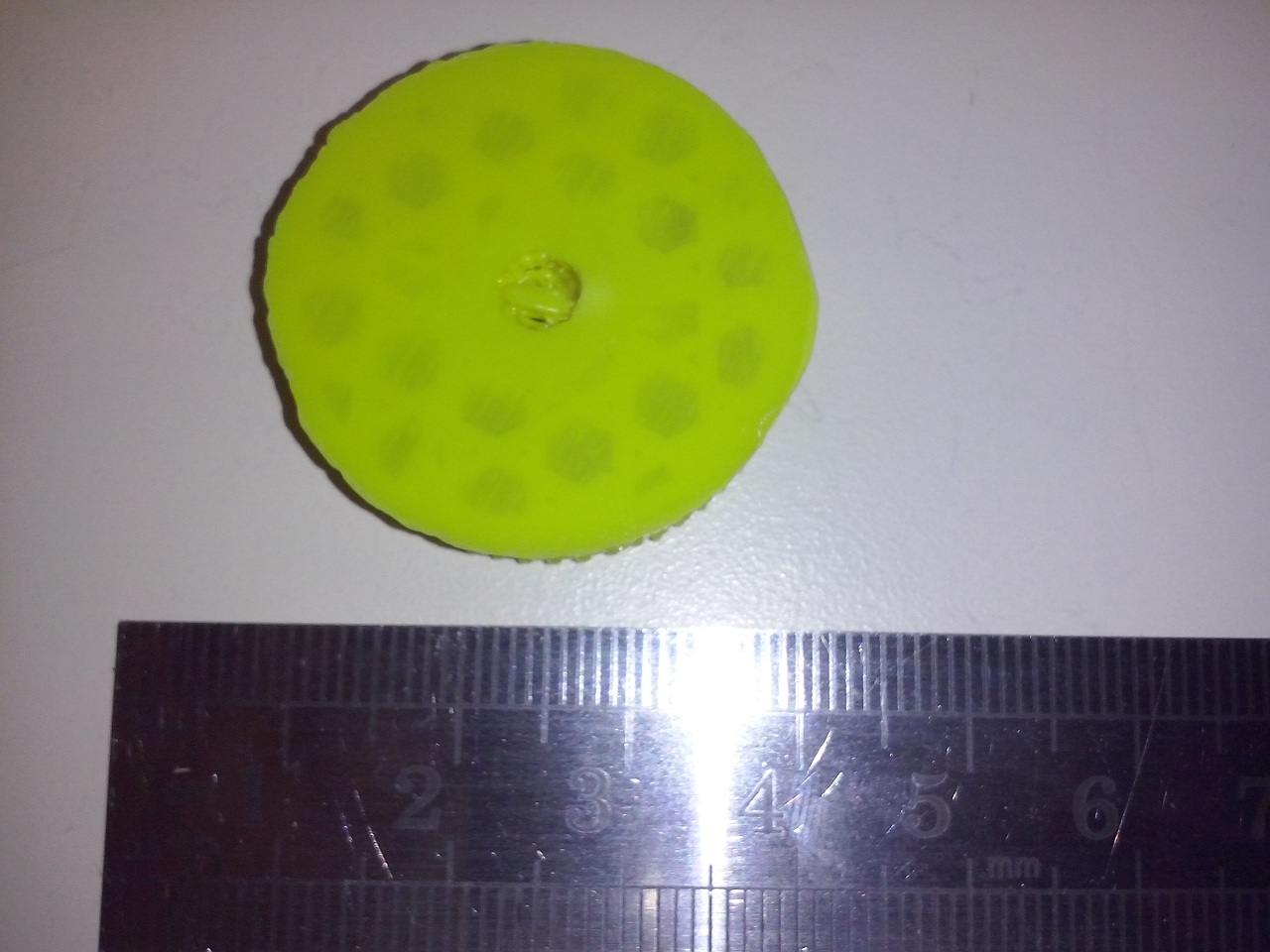
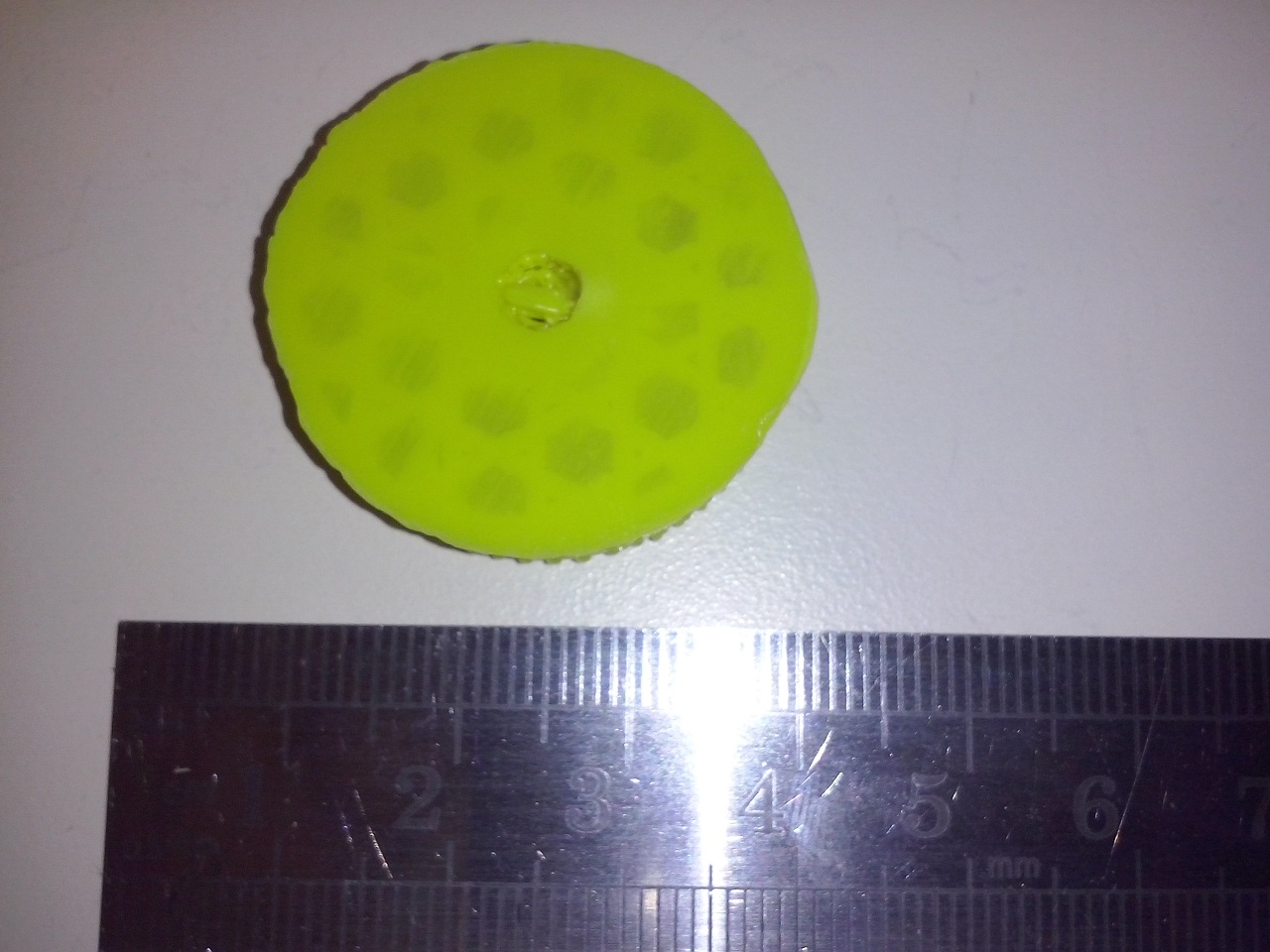
Here's another attempt at printing. The quality is a bit better. Extruder temperature set at 175C, bed temperature set at 53C.
At room temperature after the printer has reached thermal equilibrium, the extruder reports 16C, the bed reports 26C. The truth is probably somewhere in between!
At room temperature after the printer has reached thermal equilibrium, the extruder reports 16C, the bed reports 26C. The truth is probably somewhere in between!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print quality of gears November 01, 2017 11:52AM |
Registered: 10 years ago Posts: 477 |
Printing PLA you need a part cooling fan - D9 on the RAMPs board
Under slic3r "Filament Settings", "Cooling" check the box for auto cooling
You can read the bed temp with one of these:
[www.amazon.com]
It won't read the nozzle temp though - something to do with the way it reflects the infrared?
I still think you need to re-calibrate the printer:
Is the frame rigid and square?
Are the smooth rods straight?
Are the belts tight and the axis run smoothly?
Have you adjusted the drivers properly with a voltmeter?
Does the "extrude 100mm of filament" test extrude 100mm of filament?
Under slic3r "Filament Settings", "Cooling" check the box for auto cooling
You can read the bed temp with one of these:
[www.amazon.com]
It won't read the nozzle temp though - something to do with the way it reflects the infrared?
I still think you need to re-calibrate the printer:
Is the frame rigid and square?
Are the smooth rods straight?
Are the belts tight and the axis run smoothly?
Have you adjusted the drivers properly with a voltmeter?
Does the "extrude 100mm of filament" test extrude 100mm of filament?
|
Re: Poor print quality of gears November 01, 2017 11:41PM |
Registered: 7 years ago Posts: 507 |
Out of curiosity, something I'm seeing on the gear teeth and the cube, are they skewed or is it just me/camera angle? Also, I agree about comments about over extrusion. Your extruder seems a bit inconsistent, there is a lot of plastic laid down there but I swear I'm seeing some missed lines as well. Is the spool catching anywhere or jerking at the extruder? I've noticed this can happen on direct drive i3 designs as the x carriage moves left to right and gets further/closer from the spool. Otherwise belt tension might be a good one to check as there seems to be some issues at corners etc where there is a direction change.
|
Re: Poor print quality of gears November 02, 2017 12:40PM |
Registered: 7 years ago Posts: 619 |
Quote
blueskiesresearch
Here's another attempt at printing. The quality is a bit better. Extruder temperature set at 175C, bed temperature set at 53C.
At room temperature after the printer has reached thermal equilibrium, the extruder reports 16C, the bed reports 26C. The truth is probably somewhere in between!
What is your room temperature?
You say the head reads 16C and the bed 26C. Not good.
If your room is 22-26C then your head thermistor is reading low and you are overheating your filament. Drop that temperature down, or better yet, experiment with other thermistor settings until you find the one that gives the closest reading to the actual room temperature. Then do a PID calibration on the head and put those values into your firmware. Google to find the PID autotune for your firmware. Marlin is easy, dunno about repetier or others.
Experiment with your thermistor setting on your bed after removing the resistor you installed. Find the one that works best, test some temperatures and note any offsets, use that instead of the resistor hack. You can also PID tune the bed heater.
For PLA, you don't need bed heating at all, but it does help. Set your first layer down without a fan and then start the fan in the second or third layer.
Ditch the brim on your part and use a skirt to prime the filament so you can see how your corners lay down better.
DLC
|
Re: Poor print quality of gears November 05, 2017 02:57AM |
Registered: 6 years ago Posts: 15 |
Quote
SteveRoy
Printing PLA you need a part cooling fan - D9 on the RAMPs board
Under slic3r "Filament Settings", "Cooling" check the box for auto cooling
You can read the bed temp with one of these:
[www.amazon.com]
It won't read the nozzle temp though - something to do with the way it reflects the infrared?
I still think you need to re-calibrate the printer:
Is the frame rigid and square?
Are the smooth rods straight?
Are the belts tight and the axis run smoothly?
Have you adjusted the drivers properly with a voltmeter?
Does the "extrude 100mm of filament" test extrude 100mm of filament?
Hi SteveRoy, thanks for your input. We don't have a part cooling fan. Will a desktop fan that is always on work?
Will pick up an infrared thermometer, thanks.
Yes the frame is rigid and square. It is one of the things I checked when I built it. Belts are tight and the axes run smoothly, but one of the bearings that translates on the z-axis rod started dropping 1mm balls out while I was putting it on the rod. Would this be a problem?
Yes the smooth rods are straight. Firstly I measured their spacing to be about equal by eye, then ensured the bed could translate smoothly in the y-axis direction. Once everything was smooth, I secured the nuts with a pair of pliers + wrench.
Voltages on driver chips with a multimeter - yes, I've checked this. One was off (0.2V) and the heat sink on that chip was really hot to touch. I changed it to 0.5V and it is fine now.
100mm filament extrusion test - it was under-extruding at first (90mm) so I applied a multiplier to the extruder (1.1) and it is not extruding correctly.
Quote
Trakyan
Out of curiosity, something I'm seeing on the gear teeth and the cube, are they skewed or is it just me/camera angle? Also, I agree about comments about over extrusion. Your extruder seems a bit inconsistent, there is a lot of plastic laid down there but I swear I'm seeing some missed lines as well. Is the spool catching anywhere or jerking at the extruder? I've noticed this can happen on direct drive i3 designs as the x carriage moves left to right and gets further/closer from the spool. Otherwise belt tension might be a good one to check as there seems to be some issues at corners etc where there is a direction change.
Hi Trakyan, thank you for your feedback. Yes all the parts are skewed. It is very frustrating!
I will place the spool closer and above the extruder, and see if it helps. The supplied spool holder that hangs off the gantry of the 3d printer often gets the filament caught.
Quote
dlc60
Quote
blueskiesresearch
Here's another attempt at printing. The quality is a bit better. Extruder temperature set at 175C, bed temperature set at 53C.
At room temperature after the printer has reached thermal equilibrium, the extruder reports 16C, the bed reports 26C. The truth is probably somewhere in between!
What is your room temperature?
You say the head reads 16C and the bed 26C. Not good.
If your room is 22-26C then your head thermistor is reading low and you are overheating your filament. Drop that temperature down, or better yet, experiment with other thermistor settings until you find the one that gives the closest reading to the actual room temperature. Then do a PID calibration on the head and put those values into your firmware. Google to find the PID autotune for your firmware. Marlin is easy, dunno about repetier or others.
Experiment with your thermistor setting on your bed after removing the resistor you installed. Find the one that works best, test some temperatures and note any offsets, use that instead of the resistor hack. You can also PID tune the bed heater.
For PLA, you don't need bed heating at all, but it does help. Set your first layer down without a fan and then start the fan in the second or third layer.
Ditch the brim on your part and use a skirt to prime the filament so you can see how your corners lay down better.
DLC
Hi DLC, thanks for your input. The room temperature is 18-22C.
Will try to also print without bed heating for PLA, and printing according to your advice.
I will do some temperature readings and calibrations when I get the chance. At the moment the infrared thermometer is being ordered.
Edited 3 time(s). Last edit at 11/05/2017 03:03AM by blueskiesresearch.
|
Re: Poor print quality of gears November 07, 2017 01:16AM |
Registered: 9 years ago Posts: 483 |
Sorry, only registered users may post in this forum.