My extrusion is wavie
Posted by shaol
|
My extrusion is wavie August 07, 2015 01:23PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 07, 2015 05:26PM |
Registered: 9 years ago Posts: 977 |
|
Re: My extrusion is wavie August 07, 2015 05:56PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 08, 2015 03:47AM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 08, 2015 01:33PM |
Registered: 8 years ago Posts: 50 |
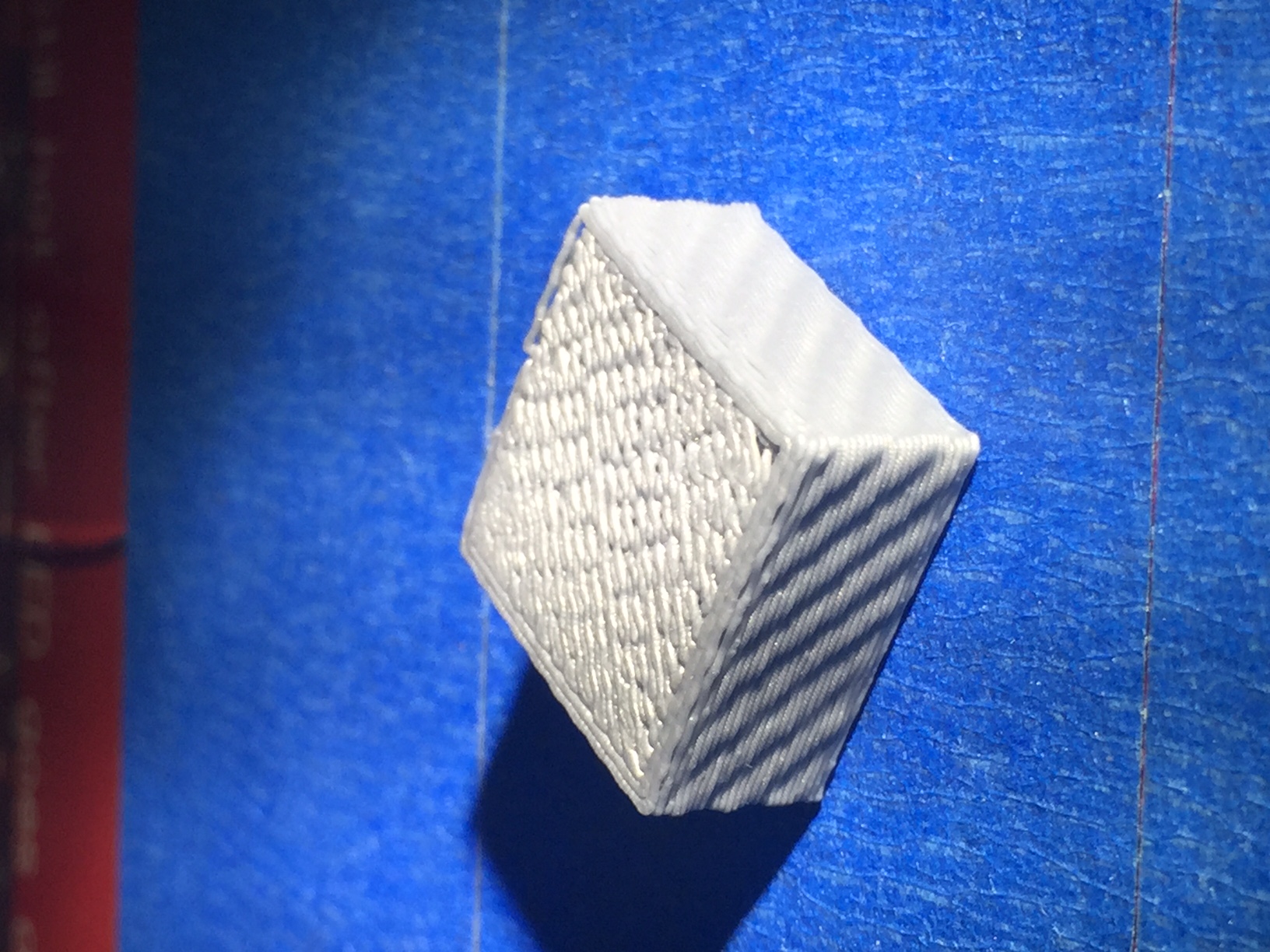
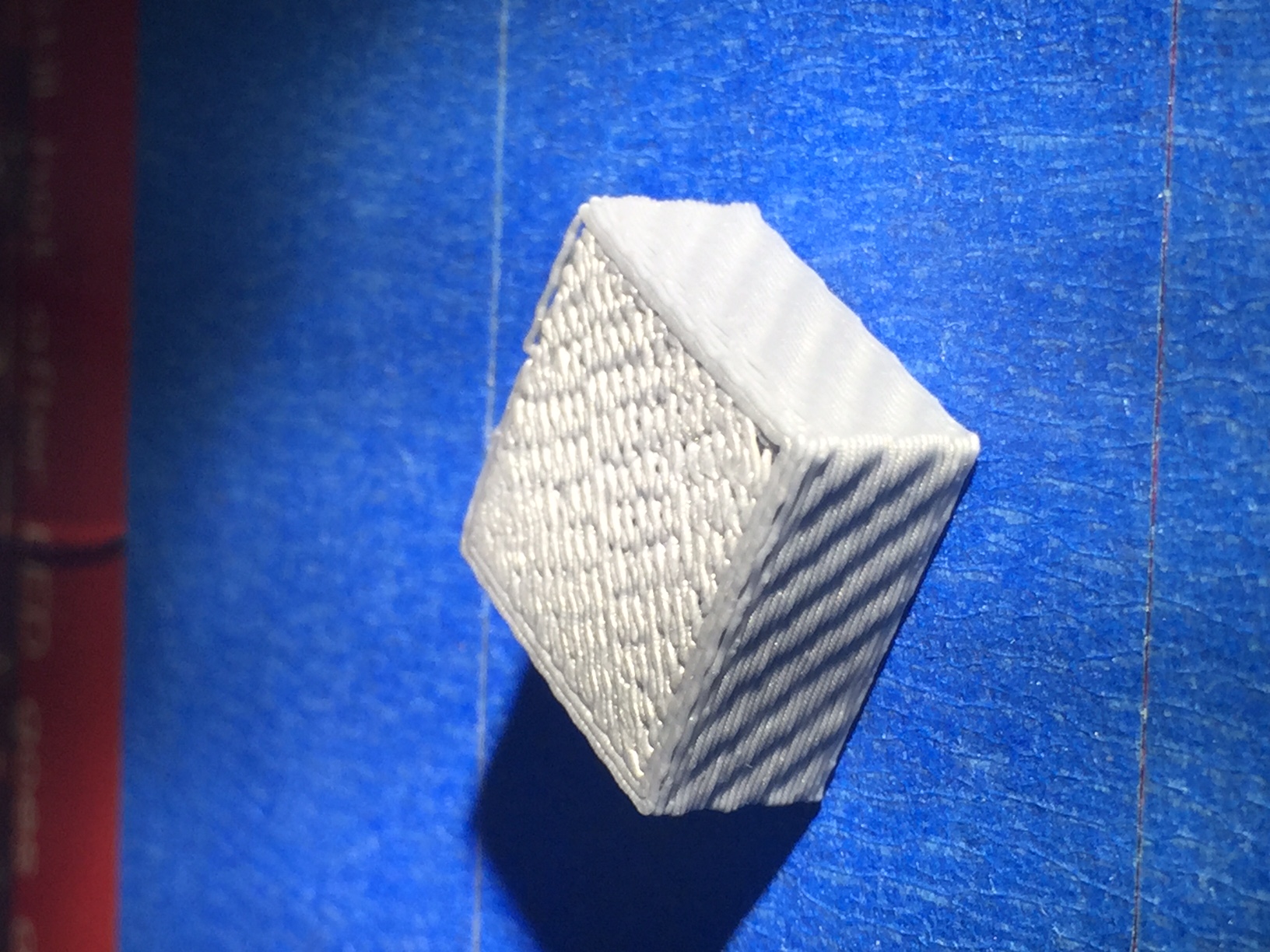
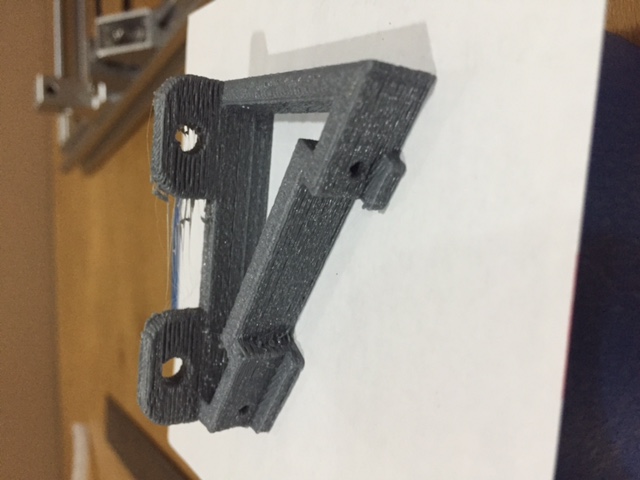
I'm still looking into the tuning of the motors but, my problem is the extrusion of the filament. the Filament has either a pause or more like and oval movement then a circle. Also possibly sucking up the filament like a sowing machine causing this 2D water shape or wave as I call it.. I just want to confirm that this is a motor tuning issue then a firmware issue and if it is firmware is it in the configuration.h or stepper.h files or any of the other .h files.
So if anyone has had this problem please give direction.
I'm sorry for the stupid questions but, I am an visual person so if i can't see how to do it it wont get done. I have no electric,computer electronic or programming skills. so I am way out of my comfort zone. If I can get this hurdle fixed I should have minimal tweaks left and I can start to print my own designs.
So if anyone has had this problem please give direction.
I'm sorry for the stupid questions but, I am an visual person so if i can't see how to do it it wont get done. I have no electric,computer electronic or programming skills. so I am way out of my comfort zone. If I can get this hurdle fixed I should have minimal tweaks left and I can start to print my own designs.
|
Re: My extrusion is wavie August 08, 2015 02:39PM |
Registered: 9 years ago Posts: 476 |
I don't think that's the main reason, your prints doesn't have any holes in the walls. But how do you know there's problem in the extruded plastic? This thread here had the same problem with you [forums.reprap.org]
|
Re: My extrusion is wavie August 08, 2015 09:55PM |
Registered: 8 years ago Posts: 430 |
What slicer and slicer settings did you use? I have been using repetier and slic3r and had not seen this but I tried matter control and I got output like this. I figured it was a setting for the speed or something because I didn't really dig through all the settings in matter control to see if it was setup the same as slic3r.
Newbie with Folgertech 2020 i3.
Newbie with Folgertech 2020 i3.
|
Re: My extrusion is wavie August 08, 2015 10:08PM |
Registered: 8 years ago Posts: 50 |
Like I said above I can see the the filament coming out is moving in a wave like pattern as its laying the filament. This is what I can see as it comes down there's like a pause were it should be constant flow of filament. Also the person you referenced still has this pattern even though it is much better. My 3d printer is solid everything is stiff so I can't do much more there. I think tuning is the only other way to go which sucks cause now I got to buy a multi meter and figure out how to use it so I can tune the motors and see if there is something wrong with the stepper drivers also. I will look into the bearings after I look into this issue.
Thanks for your help
Thanks for your help
|
Re: My extrusion is wavie August 09, 2015 02:26AM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 09, 2015 11:33AM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 09, 2015 11:43AM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 09, 2015 01:02PM |
Registered: 8 years ago Posts: 50 |
So I did a basic tuning of the motors by ear (much quieter) and it help the banning is mostly gone. Still have tiny gaps in the print need more calibrating (will this never end lol).
I'm printing abs right now heating nozzle to 230 and bed 70 (I think its much hotter) should I increase nozzle temp and bed temp?
I'm printing abs right now heating nozzle to 230 and bed 70 (I think its much hotter) should I increase nozzle temp and bed temp?
|
Re: My extrusion is wavie August 09, 2015 01:06PM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 09, 2015 02:09PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 09, 2015 03:08PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 10, 2015 06:47AM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 10, 2015 09:45AM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 10, 2015 11:30AM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 12, 2015 05:14PM |
Registered: 8 years ago Posts: 50 |
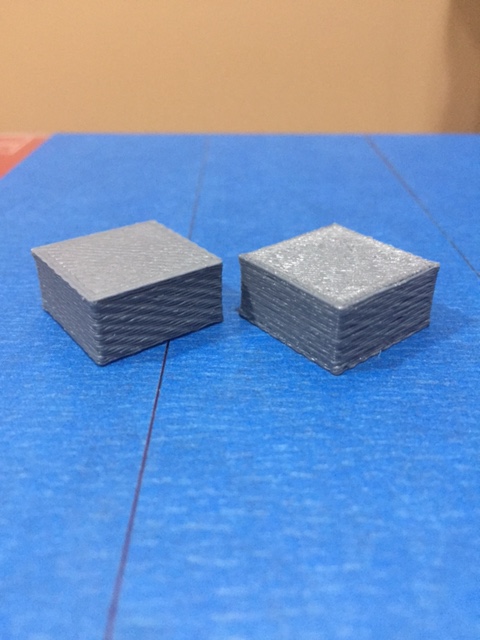
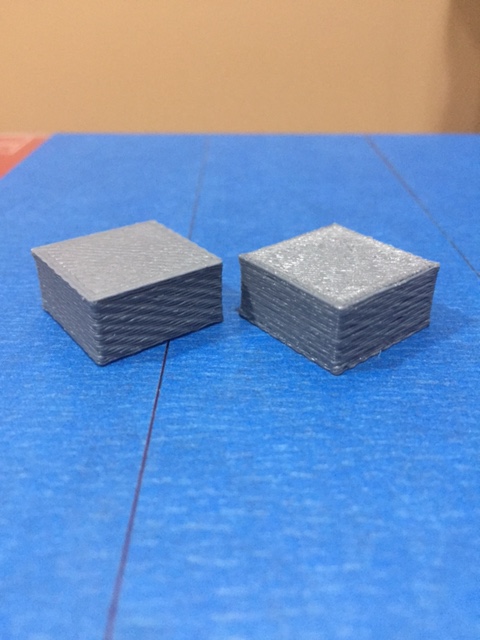
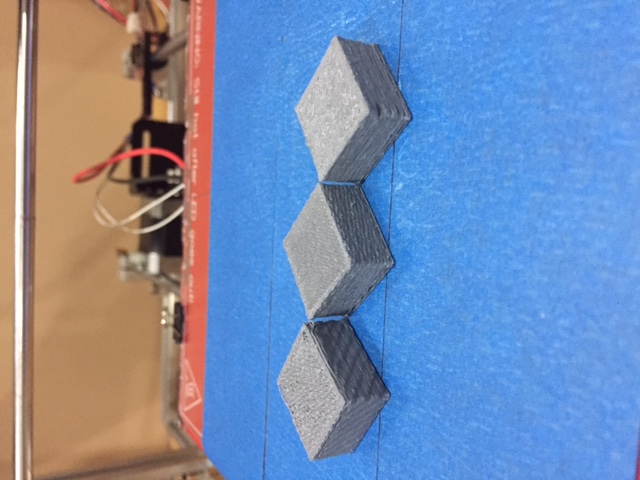
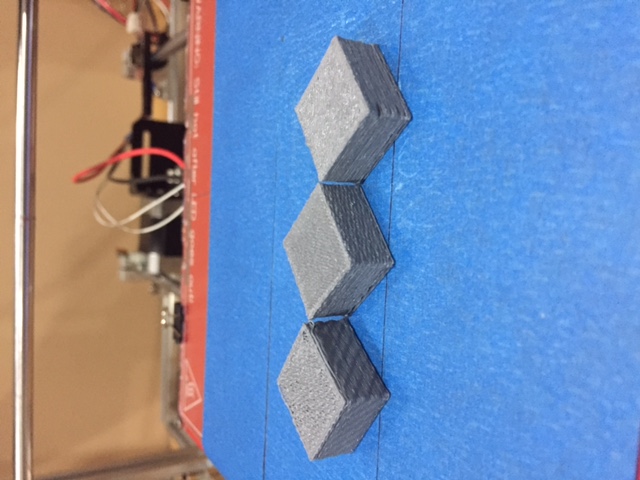
OK Its getting better but my bed heater and extruder I think are not working correctly because the bed temp is set to 80 and it says 80 but my multimeter say 140 and the extruder set to 250 and it says 250 but the multimeter says 430. It does sound like the filament is boiling cause I hear crackling. It also looks a little melted anyhow left some up date photos to view. the one on the right is the latest.
Edited 1 time(s). Last edit at 08/12/2015 05:17PM by shaol.
Edited 1 time(s). Last edit at 08/12/2015 05:17PM by shaol.
|
Re: My extrusion is wavie August 12, 2015 05:57PM |
Registered: 9 years ago Posts: 476 |
Do you use centigrade instead of fahrenheit on your multimeter? I'm not sure about checking the temperature using multimeter/infrared temperature reading.
The sound you're hearing might be due to humidity, water particle has caught on to your filament or there's an air bubble in the heat break.
I assume that you're using brass nozzle, from what I've read, brass nozzle starts to melt/soften around 300-350'c. So, if your multimeter shows 430'c, your brass nozzle would've been melted and I think, the heater cartridge and block would turn to bright red as well
The sound you're hearing might be due to humidity, water particle has caught on to your filament or there's an air bubble in the heat break.
I assume that you're using brass nozzle, from what I've read, brass nozzle starts to melt/soften around 300-350'c. So, if your multimeter shows 430'c, your brass nozzle would've been melted and I think, the heater cartridge and block would turn to bright red as well
|
Re: My extrusion is wavie August 12, 2015 07:27PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 13, 2015 11:15AM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 13, 2015 01:29PM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 14, 2015 12:00PM |
Registered: 8 years ago Posts: 50 |
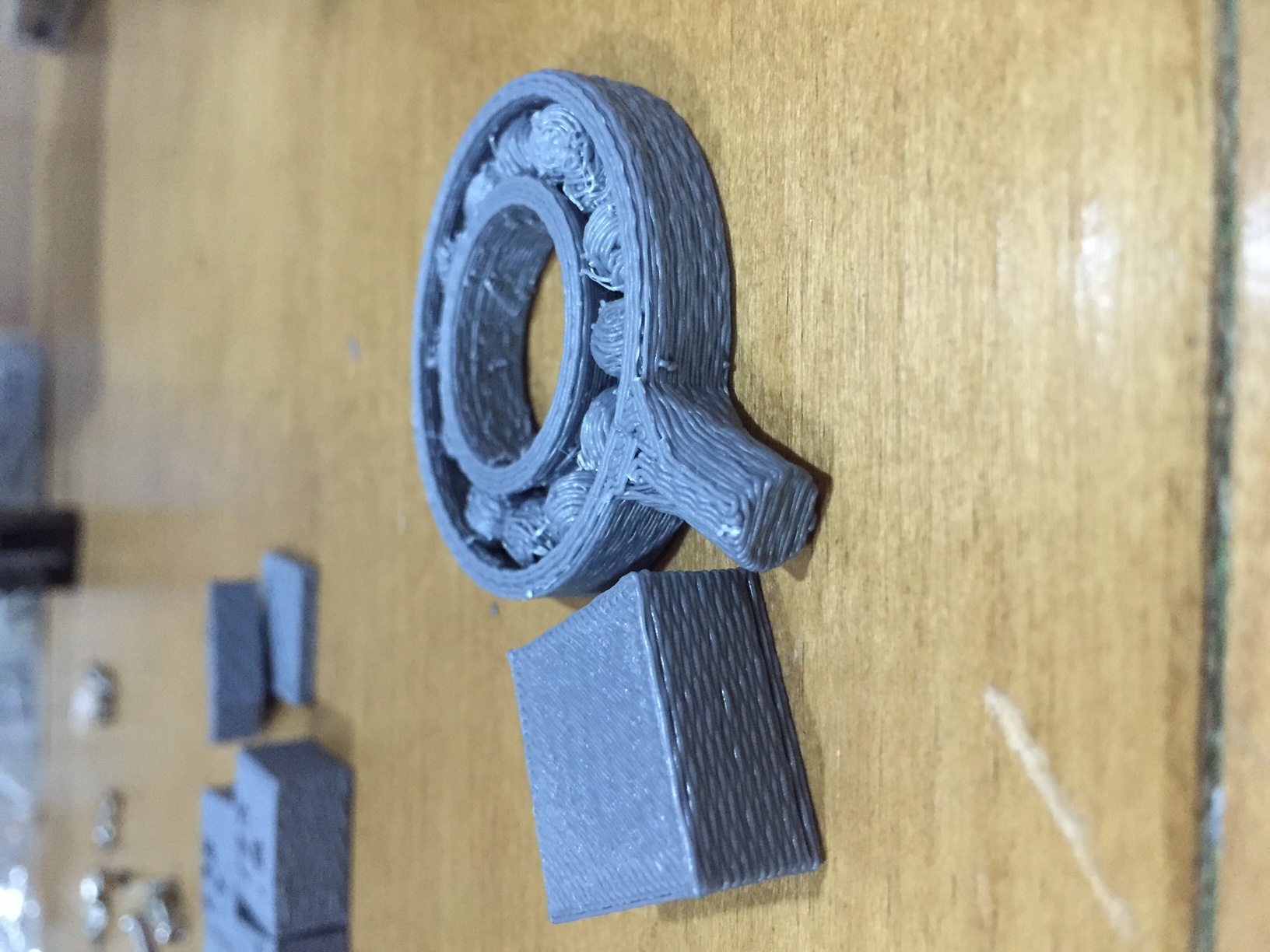
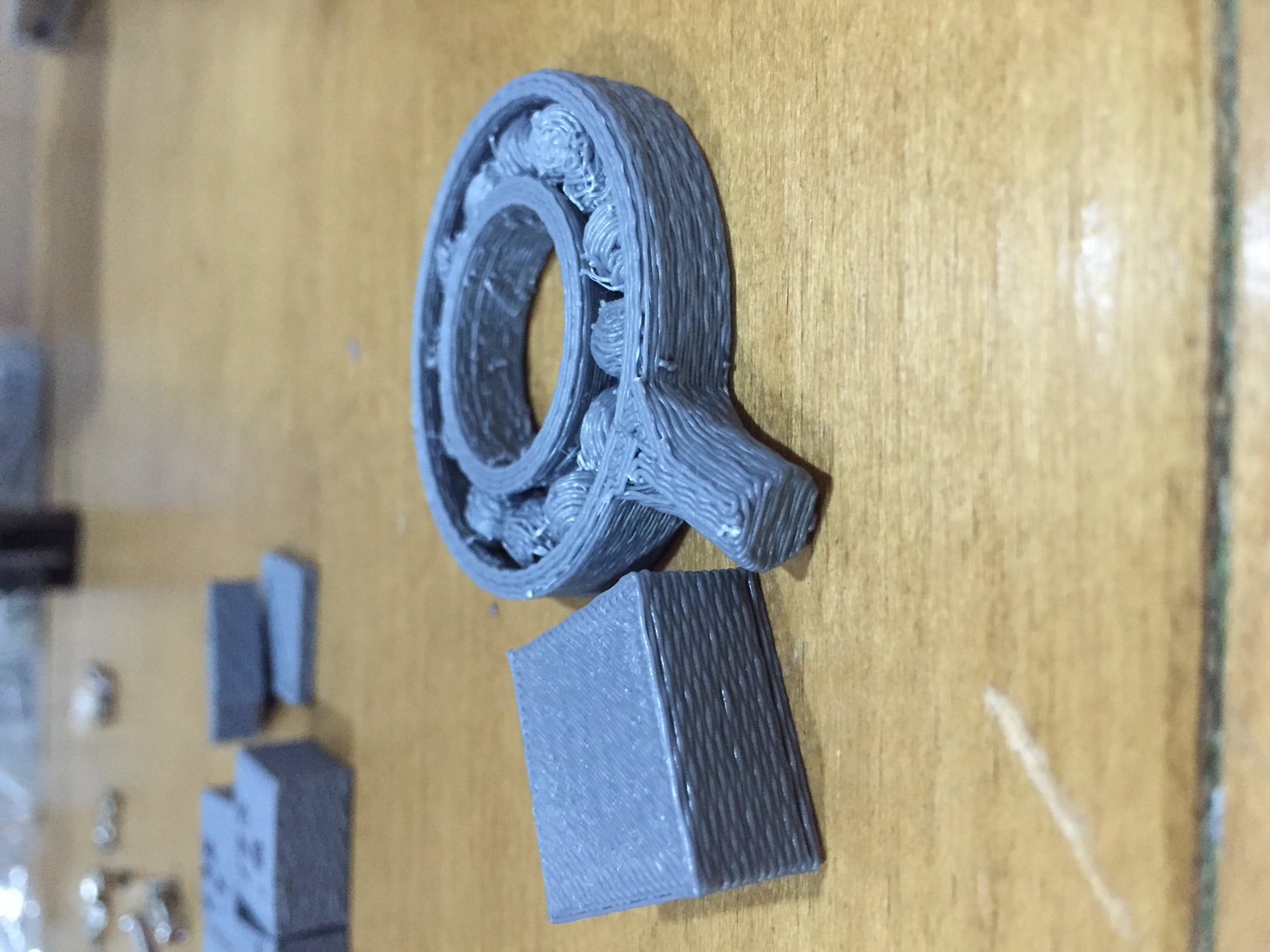
I'm getting better prints now. It seemed that the filament was heating to hot and it was boiling causing the bubbles. I'm heating the extruder to 195 for the cub picture. I still have that up down movement but its less noticeable. Also finding out that I have to change stats for each object I'm print which sucks. any idea how to print this bearing (picture above) I have slowed it down a lot. The problem is that it doesn't stick so the nozzle keeps lifting the materiel after it lays it down. I'm going to try to do just the balls and see if I can get them better. Back to the grind =)
|
Re: My extrusion is wavie August 14, 2015 12:39PM |
Registered: 9 years ago Posts: 476 |
Maybe your nozzle too far more than 0.15mm off the bed on the first layer it lays down, also seems like you're printing it at about 0.35mm, which from the picture, I can see it will come off from the previous any moment.
I would try to solve the wavy pattern first because it's not nice when you're trying to print something for precision
I would try to solve the wavy pattern first because it's not nice when you're trying to print something for precision
|
Re: My extrusion is wavie August 14, 2015 03:25PM |
Registered: 8 years ago Posts: 50 |
I Am enlightened =).
I think I had it set at default .4. Now its not low enough to for the bed to grab the filament. So when i home xyz I can place a sheet of paper under nozzle with a little grab. Then when I go to print its much higher then the homing. Doesn't that sound weird?
I change the layer height to .2 and the first layer to .2 but it wont grab Iam i missing something?
I think I had it set at default .4. Now its not low enough to for the bed to grab the filament. So when i home xyz I can place a sheet of paper under nozzle with a little grab. Then when I go to print its much higher then the homing. Doesn't that sound weird?
I change the layer height to .2 and the first layer to .2 but it wont grab Iam i missing something?
|
Re: My extrusion is wavie August 14, 2015 06:31PM |
Registered: 9 years ago Posts: 476 |
This is what bothering me too, the initial very first bottom layer, I think you're using slic3r correct? Ever tried using cura and see how it goes?
From what i know the very first layer on gcode for printing, z positioned to 0, please check the g code right after this line "m117 printing..." for example g1 z0.1 or something.
Also try to change the 'first layer' to 0 and check gcode, try not to match your print layer setting
Edited 1 time(s). Last edit at 08/14/2015 06:33PM by sarf2k4.
From what i know the very first layer on gcode for printing, z positioned to 0, please check the g code right after this line "m117 printing..." for example g1 z0.1 or something.
Also try to change the 'first layer' to 0 and check gcode, try not to match your print layer setting
Edited 1 time(s). Last edit at 08/14/2015 06:33PM by sarf2k4.
|
Re: My extrusion is wavie August 15, 2015 11:41AM |
Registered: 8 years ago Posts: 50 |
I'm using Slic3r for now only had this printing for a week now. I change the offset in Slic3r to -.06 seems to be working but need to test alot more. I'm realizing that for each object its going to have different settings . You like Cura better than Slic3r? what's better or worse about Cura. How long Have you had your 3D printer.
g-code sayes : G1 Z-0.280 F9000.000
settings sys -.55
Edited 1 time(s). Last edit at 08/15/2015 01:44PM by shaol.
g-code sayes : G1 Z-0.280 F9000.000
settings sys -.55
Edited 1 time(s). Last edit at 08/15/2015 01:44PM by shaol.
|
Re: My extrusion is wavie August 15, 2015 01:45PM |
Registered: 9 years ago Posts: 476 |
I assume you mean the offset is z home offset was it?
Well, both have their pros and cons, but I prefer cura for its simplicity on the settings. I had my printer since march, delayed by a month due to faulty board, been printing loads of bad quality objects most likely due to cheap chinese brands. the first kilo I print when I had wobble, wasted a lot to print the z axis top bracket due to wobbles, trying to make the positioning correct, it does work, probably nothing beats the anti backlash z axis nut holder though.
Second kilo is on pla, print some objects that doesn't have much use because pla are prone to be soft around 60'c, so I print some figures or something, mostly I don't really remember, failed or wasting plastic for fun just to see the printer doing its job,
Third kilo, is abs bought on supplier same place as I bought my printer, an agent for my geeetech, I seriously don't recommend that supplier. I don't know if it's my nozzle or the filament, the object printed also had a lot of fails due to at some layer, the extruded plastic has become somewhat under extrusion. That's not all, it's more like across that layer for all objects, eg a total of 30 layers, then it occurs on 20th layer for all object, which is pretty much weird
When the third kilo almost gone, I changed the setting (acceleration and steps/mm) to factory setting by geeetech, print quality somewhat improved, but having under extrusion still there, midway, I changed to genuine e3d v6, gotta hold on from ordering new filaments for the new exotic hot end, prints pretty much improved compared to old
Currently I'm away from my printer due to holiday, will be back next week so I can work on my printer more. Wanted to add auto bed leveling features, I ordered inductive proximity sensor, aluminum bed, revised my groove mount adapter for fan duct with e3d v6 which is modular and compatible with previous versions , and modeled add on for inductive sensor mount
, and modeled add on for inductive sensor mount
I also had issues with variable z height for the first layer, sometimes it being too low sometimes too high, which often wastes more plastic, if the nozzle too low or contact with the surface, the plastic gets extruded are very thin and will affect the second layer of not being extruded. Rather than changing the z offset in slicer, I change it in the eeprom from pronterface using m206 z x.xx value depending on the bed distance.
I've gone to an extreme last time leveling the bed, done 5-6 passes and it is 100% leveled and flat, during print, there won't be a certain part that's slightly thick or thin.
I preferred cura v15.04 and below because it's stable, and it gave me quite a confidence because after heating the nozzle, homed all axis, it will go up by few mm and going to the position of the print area, the first gcode, everything are combined as single line, means the nozzle when it's above the bed by 10mm, it will go to the position directly, this gave me confidence of not crashing to the bulldog clip, slic3r however, it goes to z0 first, then move the x and y position at separate line, I didn't say slic3r were bad too, I just don't want to wreck my exotic hot end because of the movement of the slicer setting only
In overall, I guess slic3r are still good because of the extrusion multiplier on overhangs, you can change that while there's no such thing in cura. I don't know how cura was setup for the overhang extrusions, will it be same flow rate or it is default to 100% on separate hidden settings.
Once again, I emphasize you to adjust your z home offset in eeprom compared to slicer setting, also enable babystepping in config_adv.h so you can adjust the z height during print using lcd panel on the fly (that's what I heard)
Well, both have their pros and cons, but I prefer cura for its simplicity on the settings. I had my printer since march, delayed by a month due to faulty board, been printing loads of bad quality objects most likely due to cheap chinese brands. the first kilo I print when I had wobble, wasted a lot to print the z axis top bracket due to wobbles, trying to make the positioning correct, it does work, probably nothing beats the anti backlash z axis nut holder though.
Second kilo is on pla, print some objects that doesn't have much use because pla are prone to be soft around 60'c, so I print some figures or something, mostly I don't really remember, failed or wasting plastic for fun just to see the printer doing its job,
Third kilo, is abs bought on supplier same place as I bought my printer, an agent for my geeetech, I seriously don't recommend that supplier. I don't know if it's my nozzle or the filament, the object printed also had a lot of fails due to at some layer, the extruded plastic has become somewhat under extrusion. That's not all, it's more like across that layer for all objects, eg a total of 30 layers, then it occurs on 20th layer for all object, which is pretty much weird
When the third kilo almost gone, I changed the setting (acceleration and steps/mm) to factory setting by geeetech, print quality somewhat improved, but having under extrusion still there, midway, I changed to genuine e3d v6, gotta hold on from ordering new filaments for the new exotic hot end, prints pretty much improved compared to old
Currently I'm away from my printer due to holiday, will be back next week so I can work on my printer more. Wanted to add auto bed leveling features, I ordered inductive proximity sensor, aluminum bed, revised my groove mount adapter for fan duct with e3d v6 which is modular and compatible with previous versions
, and modeled add on for inductive sensor mountI also had issues with variable z height for the first layer, sometimes it being too low sometimes too high, which often wastes more plastic, if the nozzle too low or contact with the surface, the plastic gets extruded are very thin and will affect the second layer of not being extruded. Rather than changing the z offset in slicer, I change it in the eeprom from pronterface using m206 z x.xx value depending on the bed distance.
I've gone to an extreme last time leveling the bed, done 5-6 passes and it is 100% leveled and flat, during print, there won't be a certain part that's slightly thick or thin.
I preferred cura v15.04 and below because it's stable, and it gave me quite a confidence because after heating the nozzle, homed all axis, it will go up by few mm and going to the position of the print area, the first gcode, everything are combined as single line, means the nozzle when it's above the bed by 10mm, it will go to the position directly, this gave me confidence of not crashing to the bulldog clip, slic3r however, it goes to z0 first, then move the x and y position at separate line, I didn't say slic3r were bad too, I just don't want to wreck my exotic hot end because of the movement of the slicer setting only
In overall, I guess slic3r are still good because of the extrusion multiplier on overhangs, you can change that while there's no such thing in cura. I don't know how cura was setup for the overhang extrusions, will it be same flow rate or it is default to 100% on separate hidden settings.
Once again, I emphasize you to adjust your z home offset in eeprom compared to slicer setting, also enable babystepping in config_adv.h so you can adjust the z height during print using lcd panel on the fly (that's what I heard)
|
Re: My extrusion is wavie August 16, 2015 12:53PM |
Registered: 8 years ago Posts: 50 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.