My extrusion is wavie
Posted by shaol
|
Re: My extrusion is wavie August 16, 2015 01:56PM |
Registered: 9 years ago Posts: 476 |
I did have very little prints on my e3d v6 currently and I'm sorry for the lack of pictures because I ran out of filament, went ahead to order e3d v6 instead of filament, here is the picture with descriptions
[imgur.com]
I currently using the unfortunate sanguino 1.3a, I'm unable to use full graphic lcd while using ramps 1.4 requires quite a cumbersome wire selection. So I'm planning to upgrade to gt2560, by geeetech, basically mega+ramps 1.4 in single board with pwm and fan at the expense of servo controls but that doesn't matter since I'm going to use inductive anyway. Also gonna change to drv8825 when going to gt2560 too and gonna have to calibrate the pot current
The black things is the second roll while gold/brown is the third
Edited 1 time(s). Last edit at 08/16/2015 01:59PM by sarf2k4.
[imgur.com]
I currently using the unfortunate sanguino 1.3a, I'm unable to use full graphic lcd while using ramps 1.4 requires quite a cumbersome wire selection. So I'm planning to upgrade to gt2560, by geeetech, basically mega+ramps 1.4 in single board with pwm and fan at the expense of servo controls but that doesn't matter since I'm going to use inductive anyway. Also gonna change to drv8825 when going to gt2560 too and gonna have to calibrate the pot current
The black things is the second roll while gold/brown is the third
Edited 1 time(s). Last edit at 08/16/2015 01:59PM by sarf2k4.
|
Re: My extrusion is wavie August 17, 2015 01:14PM |
Registered: 8 years ago Posts: 50 |
Very cool stuff. The problem is that when I print a cube compared to the gear the out come is different. The cube looks good but even though the gear print is tighter it has imperfection maybe do to the curves of the movement or maybe the nozzle height needs adjusting . got to tweak more, ug I just want to print. I'm sooo impatient.
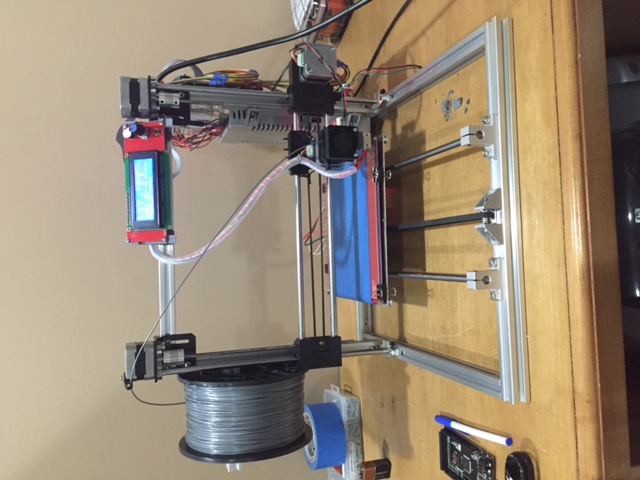
Which printer did u buy before you made changes to it? I have the new Folger Tech 2020 I3 pursa only thing added was the brackets for the lcd. still need to clean up wires and at some point I'll add the Z height extenders
Which printer did u buy before you made changes to it? I have the new Folger Tech 2020 I3 pursa only thing added was the brackets for the lcd. still need to clean up wires and at some point I'll add the Z height extenders
|
Re: My extrusion is wavie August 17, 2015 07:57PM |
Registered: 8 years ago Posts: 80 |
You need to get rid of the wavy problem before anything else. Do an extrusion calibration. I find pronterface easy. Mark 100mm of filament and then extrude 100mm and measure. It should be 100mm into the extruder. The extrusion should be smooth with the same thickness. What speed are you printing at? I fine 25 the best. I had a small banding problem at .2mm but went away at .3mm layer height. Had minor defects in the first couple of layers but went away using a raft. Printing ABS with head temp of 240C and bed of 95C and prints are nice and smooth.
|
Re: My extrusion is wavie August 17, 2015 08:50PM |
Registered: 9 years ago Posts: 476 |
Quote
Putzer
You need to get rid of the wavy problem before anything else. Do an extrusion calibration. I find pronterface easy. Mark 100mm of filament and then extrude 100mm and measure. It should be 100mm into the extruder. The extrusion should be smooth with the same thickness. What speed are you printing at? I fine 25 the best. I had a small banding problem at .2mm but went away at .3mm layer height. Had minor defects in the first couple of layers but went away using a raft. Printing ABS with head temp of 240C and bed of 95C and prints are nice and smooth.
I certainly agree with you regarding wavy pattern prints, it will affect your printed parts when you wanna use it for perfect/precision fit. I think he already had extruder calibration done or he is using preconfigured step/mm loaded, it's just the wavy pattern, that occurred on certain cube face only.
I see that you have spool mounted on the side of your frame, have you ever considered mounting the spool other than the frame? It might be the source of your wavy pattern problem. I know this might sound so absurd, but worth the shot
I am using geeetech prusa i3b printer, had problems a lot because I ordered it from an agent that were good at early days but ignored me when I asked for coupler and lcd panel replacement, what an agent. Putting that aside, pronterface really is easy to use compared to repetier host, I remembered last time I sliced an object tried to print on repetier, it just prints the cube without even heating up the nozzle, don't know if it's just me or what, seems like repetier is more like everything's manual control
|
Re: My extrusion is wavie August 18, 2015 12:42AM |
Registered: 8 years ago Posts: 50 |
I don't mine the Slic3r but will look into the others as well
I need to either find new location for the spool or design a stand for it. I also might try printing a bearing to see if it will roll easier were it sits. Stuff I need to do when I get a chance.
I'll post my new prints after I finish redoing the bearing piece.
I appreciate your responses.
I need to either find new location for the spool or design a stand for it. I also might try printing a bearing to see if it will roll easier were it sits. Stuff I need to do when I get a chance.
I'll post my new prints after I finish redoing the bearing piece.
I appreciate your responses.
|
Re: My extrusion is wavie August 18, 2015 01:31PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 18, 2015 02:34PM |
Registered: 9 years ago Posts: 476 |

|
Re: My extrusion is wavie August 21, 2015 01:02PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 21, 2015 02:33PM |
Registered: 9 years ago Posts: 476 |
|
Re: My extrusion is wavie August 21, 2015 03:48PM |
Registered: 8 years ago Posts: 50 |
|
Re: My extrusion is wavie August 21, 2015 07:14PM |
Registered: 9 years ago Posts: 476 |
Flow rate differs from filament makers, during calibration we often uses cube, 0 infill no top shells, then flow rate at 100%, set perimeter/wall to be about 3, print it, then measure the most flat wall with your digital caliper, then result divide with target (I think).
Above is summary of steps how to do it
Important? Yes it does, not only you can save plastic by about 10-30% depending on your flow rate calibration results (you might going to adjust it higher), you also can achieve finer prints on smaller objects or details. for example printing a fully assembled wrench, without proper flow rate control, those mechanical stuffs inside would've bonded together where it shouldn't because the gap are minimal roughly about 0.4mm depending on who made that model for fully assembled working mechanical object.
You probably should try print gear bearing or planetary herringbone gear with 100% flow and calibrated flow rate, and you should see the differences right away
Above is summary of steps how to do it
Important? Yes it does, not only you can save plastic by about 10-30% depending on your flow rate calibration results (you might going to adjust it higher), you also can achieve finer prints on smaller objects or details. for example printing a fully assembled wrench, without proper flow rate control, those mechanical stuffs inside would've bonded together where it shouldn't because the gap are minimal roughly about 0.4mm depending on who made that model for fully assembled working mechanical object.
You probably should try print gear bearing or planetary herringbone gear with 100% flow and calibrated flow rate, and you should see the differences right away

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.