bad print (4)
Posted by rui.o.pereira
|
bad print (4) January 08, 2016 12:48PM |
Registered: 8 years ago Posts: 2 |
Hi there,
I need help. (Please..)
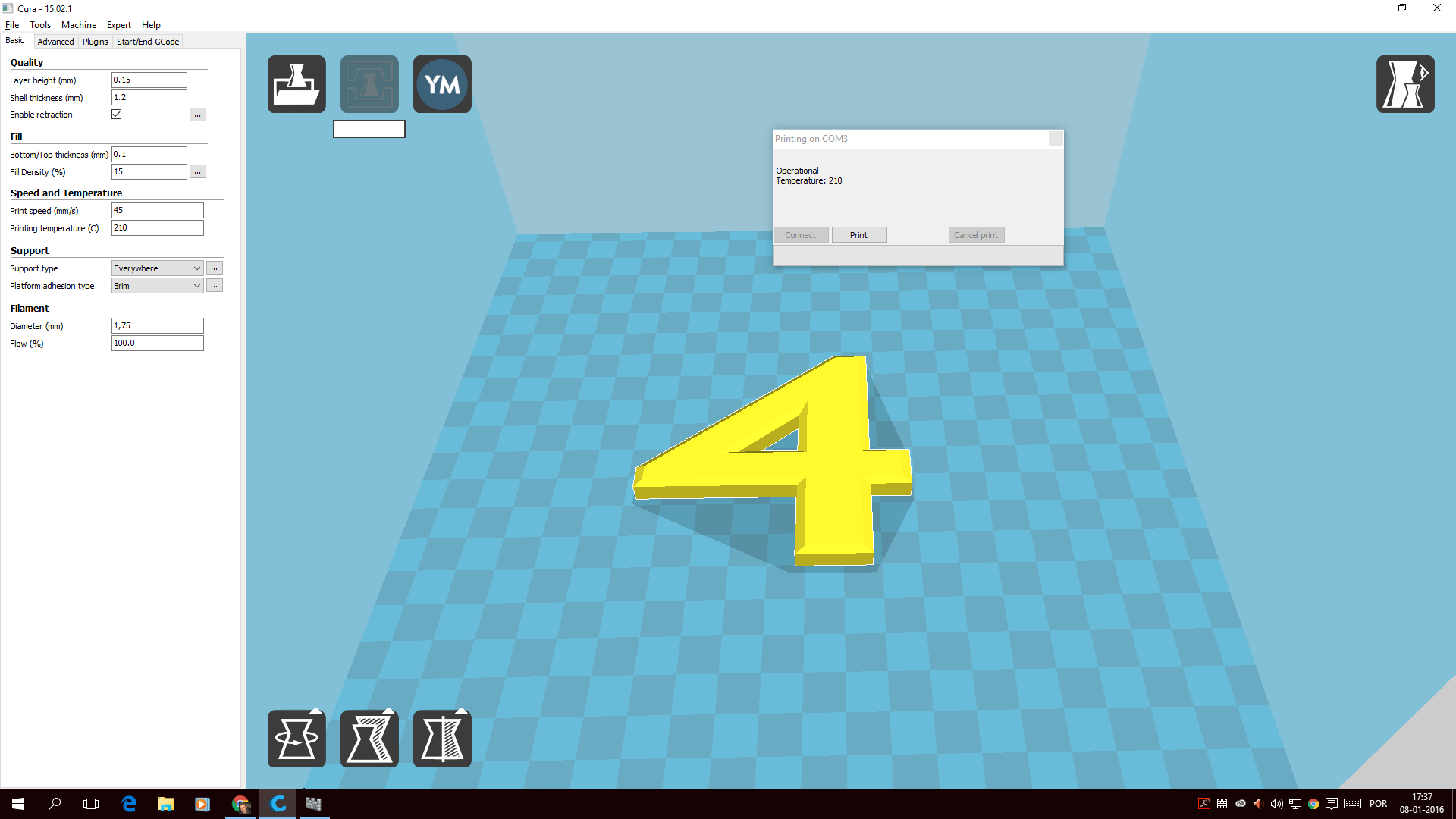
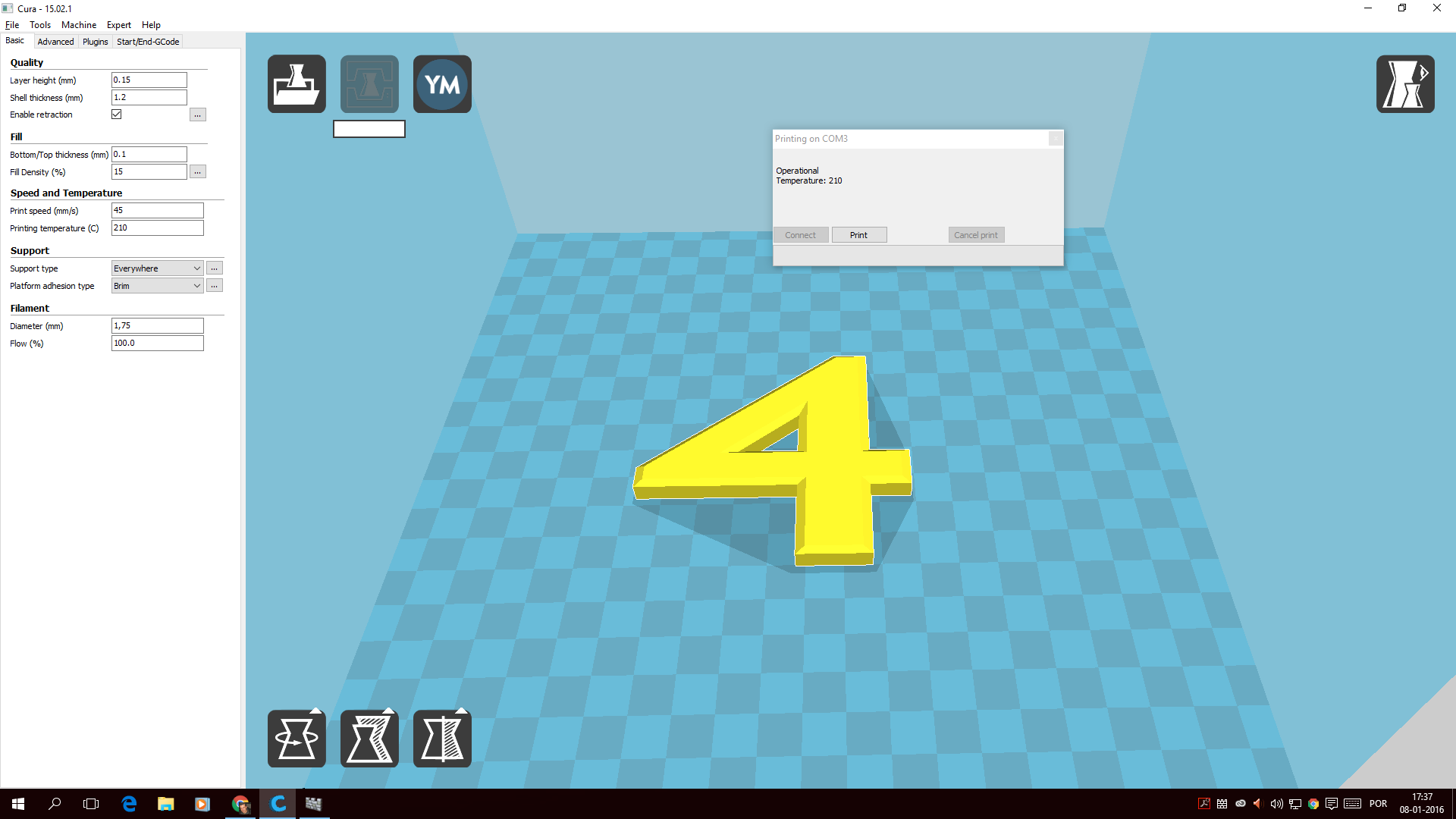
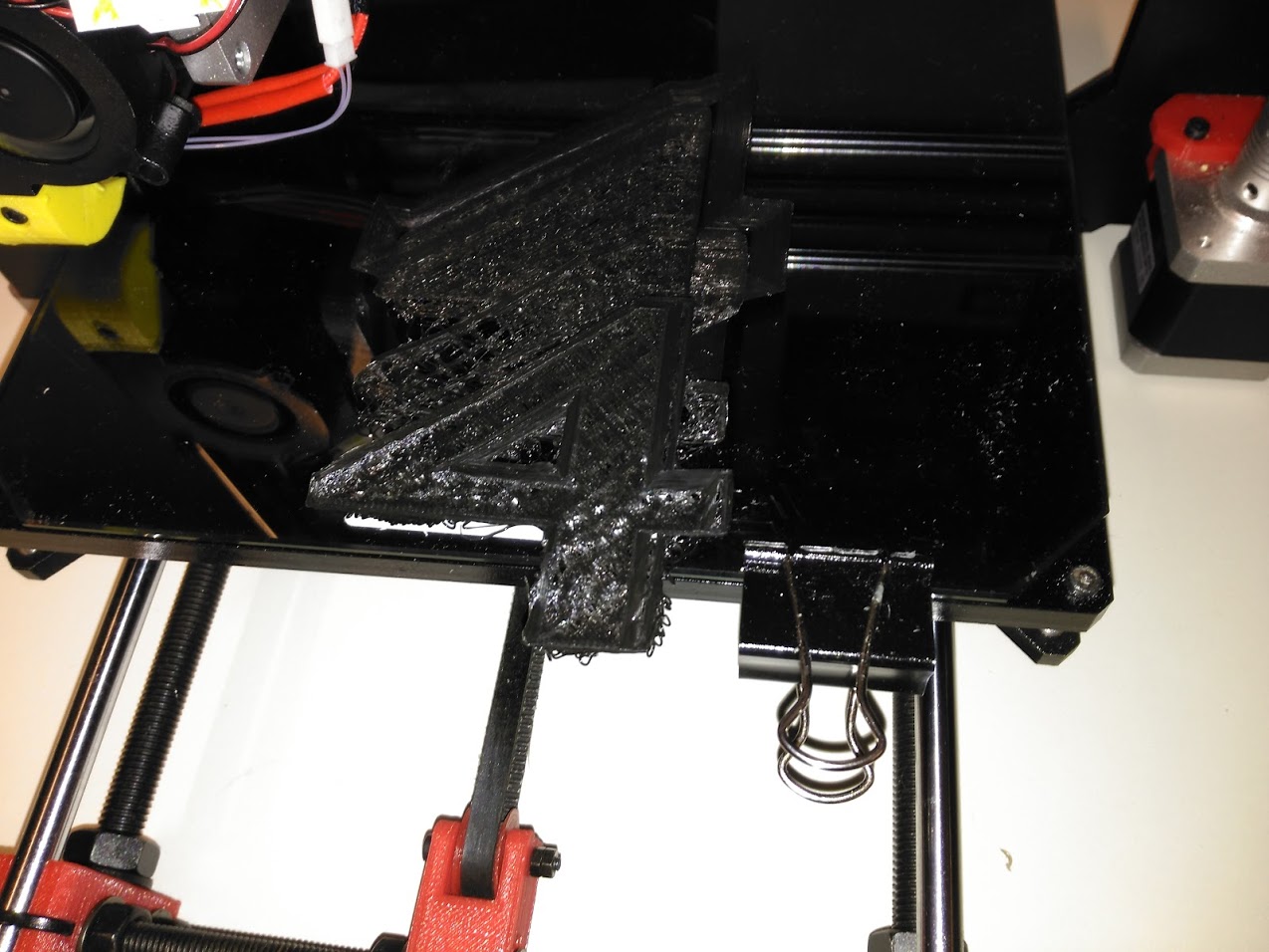
I want to print a "four" (4) , (like in the cura.png) but comes out something like this: (4.jpg) .
(seems like the layers don't stay aligned)
I new to this.
Does anybody can give a heads up?
(Is there any setting, that i need to change in Cura? )
Th prusa i3 hephestos is using marlin v1.3.1.
I already change the hot End.
I also leveled the plate.
I tryed to print by USB (with PC) and also saving the Gcode to an SD card.
I'm outta ideas...
Regards, and thank's in advance.
Rui Pereira
Edited 1 time(s). Last edit at 01/08/2016 12:53PM by rui.o.pereira.
I need help. (Please..)
I want to print a "four" (4) , (like in the cura.png) but comes out something like this: (4.jpg) .
(seems like the layers don't stay aligned)
I new to this.
Does anybody can give a heads up?
(Is there any setting, that i need to change in Cura? )
Th prusa i3 hephestos is using marlin v1.3.1.
I already change the hot End.
I also leveled the plate.
I tryed to print by USB (with PC) and also saving the Gcode to an SD card.
I'm outta ideas...
Regards, and thank's in advance.
Rui Pereira
Edited 1 time(s). Last edit at 01/08/2016 12:53PM by rui.o.pereira.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: bad print (4) January 08, 2016 03:00PM |
Registered: 10 years ago Posts: 344 |
Hello,
This has nothing to do with Cura. The y-motor is missing steps.
Lower the speed in marlin.
Here is an example:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.00,3200/0.8,400} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {200, 200, 2, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
// Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing).
// The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder).
// For the other hotends it is their distance from the extruder 0 hotend.
// #define EXTRUDER_OFFSET_X {0.0, 20.00} // (in mm) for each extruder, offset of the hotend on the X axis
// #define EXTRUDER_OFFSET_Y {0.0, 5.00} // (in mm) for each extruder, offset of the hotend on the Y axis
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 5.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
This has nothing to do with Cura. The y-motor is missing steps.
Lower the speed in marlin.
Here is an example:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.00,3200/0.8,400} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {200, 200, 2, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
// Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing).
// The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder).
// For the other hotends it is their distance from the extruder 0 hotend.
// #define EXTRUDER_OFFSET_X {0.0, 20.00} // (in mm) for each extruder, offset of the hotend on the X axis
// #define EXTRUDER_OFFSET_Y {0.0, 5.00} // (in mm) for each extruder, offset of the hotend on the Y axis
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 5.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
|
Re: bad print (4) January 08, 2016 10:30PM |
Registered: 9 years ago Posts: 476 |
Try increasing your step stick current by turning the little flat screw there, but do be careful on turning them as it is quite sensitive even if it's just 1 degree turn would mean about 100mV value difference, then check your step stick and motor's temperature by touching them, let it run at max of warm temperature
|
Re: bad print (4) January 09, 2016 02:45AM |
Registered: 9 years ago Posts: 49 |
|
Re: bad print (4) January 12, 2016 06:12PM |
Registered: 8 years ago Posts: 2 |
ok, guys,
I'm gonna try this, because i didn't change nothing in the marlin...and a couple of month ago , it was printing just fine..Maybe it has some slack...i guess,
It's a BQ prusa i3 hephestos.
Thank's very much. for the heads up.
Edited 2 time(s). Last edit at 01/13/2016 04:24AM by rui.o.pereira.
I'm gonna try this, because i didn't change nothing in the marlin...and a couple of month ago , it was printing just fine..Maybe it has some slack...i guess,
It's a BQ prusa i3 hephestos.
Thank's very much. for the heads up.
Edited 2 time(s). Last edit at 01/13/2016 04:24AM by rui.o.pereira.
Sorry, only registered users may post in this forum.