Speed increase suggestions
Posted by slim71
|
Speed increase suggestions May 21, 2017 03:57PM |
Registered: 7 years ago Posts: 29 |
Hi there! 
I tried to search for this on the web, but couldn't find an answer enough precise, so I'm asking you for suggestions.
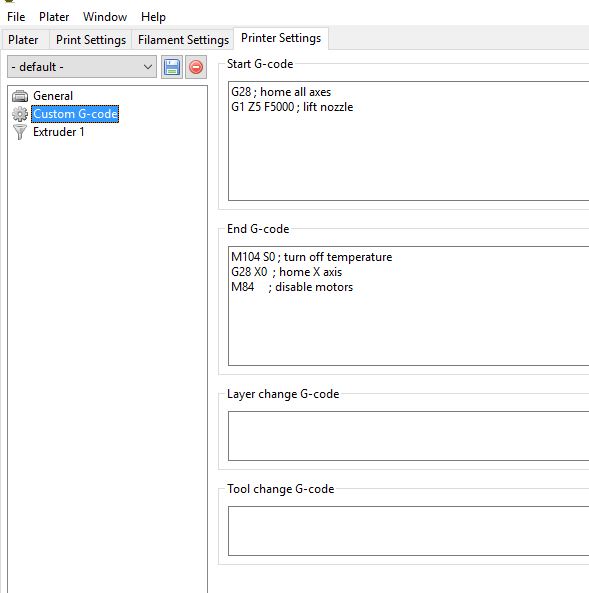
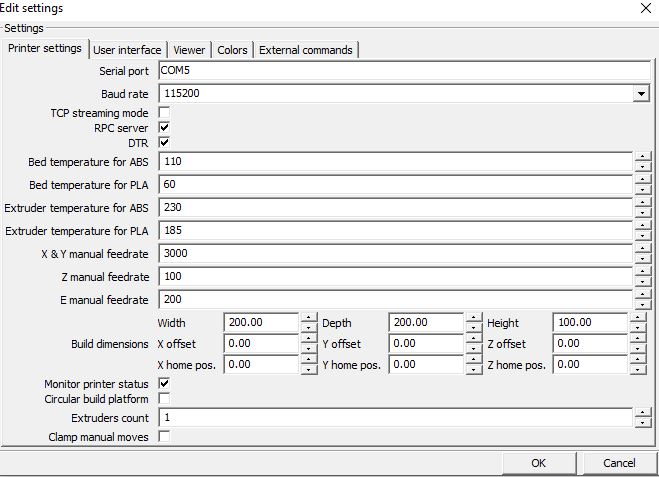
I use a Prusa i3 Rework and I'm printing 0.2mm layer heights (0.3mm for the first) with a 0.4mm nozzle, using 40% infill. I'm attaching some screenshots of the main settings I'm currently using. I'm printing good enough for me, but I'd like to print a bit faster.
Right now I can print a 20mm cube in about 40 minutes (or that's how much Pronterface says, if it's reliable). Is there any way to improve that? I have the extruder calibrated right, of course.
Also, I've already tried to increase extrusion speed in Pronterface interface, and the speed values in Slic3r, but nothing changed (again, according with Pronterface too).
This is not a so-big deal, because as I said I'm able to print. But I want to start printing something useful, like a 3D scanner, and I'd like to reduce the time I'll need. Thank you very much!
EDIT: I forgot to mention some of my firmware settings (also, I use Marlin). I'm attaching that!
Edited 1 time(s). Last edit at 05/21/2017 04:01PM by slim71.
I tried to search for this on the web, but couldn't find an answer enough precise, so I'm asking you for suggestions.
I use a Prusa i3 Rework and I'm printing 0.2mm layer heights (0.3mm for the first) with a 0.4mm nozzle, using 40% infill. I'm attaching some screenshots of the main settings I'm currently using. I'm printing good enough for me, but I'd like to print a bit faster.
Right now I can print a 20mm cube in about 40 minutes (or that's how much Pronterface says, if it's reliable). Is there any way to improve that? I have the extruder calibrated right, of course.
Also, I've already tried to increase extrusion speed in Pronterface interface, and the speed values in Slic3r, but nothing changed (again, according with Pronterface too).
This is not a so-big deal, because as I said I'm able to print. But I want to start printing something useful, like a 3D scanner, and I'd like to reduce the time I'll need. Thank you very much!
EDIT: I forgot to mention some of my firmware settings (also, I use Marlin). I'm attaching that!
Edited 1 time(s). Last edit at 05/21/2017 04:01PM by slim71.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Speed increase suggestions May 21, 2017 09:47PM |
Registered: 10 years ago Posts: 477 |
I print at 45 to 50 mm/s so I think 65 mm/sec for perimeters is good.
1st layer 1/2 of that depending on what I am printing.
If you are using a heated bed then I would add :
M140 S0
in your end gcode to turn the bed off
Steve
Edited 2 time(s). Last edit at 05/21/2017 09:48PM by SteveRoy.
1st layer 1/2 of that depending on what I am printing.
If you are using a heated bed then I would add :
M140 S0
in your end gcode to turn the bed off
Steve
Edited 2 time(s). Last edit at 05/21/2017 09:48PM by SteveRoy.
|
Re: Speed increase suggestions May 21, 2017 11:51PM |
Registered: 7 years ago Posts: 58 |
Layer heights affect print time too. 0.4mm will print faster than 0.2mm at the expense of resolution/detail.
I have my anet a8 with steel frame set to print at a max 90mm/s but it never actually gets that fast due to the other speed settings I set (first layer, perimeters etc.).
I usually print at 0.2mm layer height but my first layer width/height is set to 0.4mm and my infill widths are set to 0.4mm (0.2mm height).
It has helped reduce some of my printing time but I took the easy way out and have two anet a8 printers with steel frames so I no longer focus on print times more than final print quality.
I have my anet a8 with steel frame set to print at a max 90mm/s but it never actually gets that fast due to the other speed settings I set (first layer, perimeters etc.).
I usually print at 0.2mm layer height but my first layer width/height is set to 0.4mm and my infill widths are set to 0.4mm (0.2mm height).
It has helped reduce some of my printing time but I took the easy way out and have two anet a8 printers with steel frames so I no longer focus on print times more than final print quality.
|
Re: Speed increase suggestions May 22, 2017 07:53AM |
Registered: 8 years ago Posts: 413 |
Don't know about Ponterface but slicer time predictions are wrong for me. It seems to ignore infill.
As mentioned you can increase layer height - in Slicer I believe you can have different layer height on different layers.
You can reduce the infill. 40% is actually quite dense. I often print down at 15%. Again in slicer you can have different values on different layers.
I also think the layers are faster than the height so orientate parts so the biggest surface is on the bed. By that I mean a 20 x 20 column 100mm high seems to take longer than a 20 x 100 block 20 high. Might be an illusion though.
Another thing you can do is print multiple parts at the same time. At least you save the heating and cooling time.
Hexagonal infill is slower than linear.
Don't go to fast on the 1st layer or perimeters. Typically you can be faster on infill and significantly faster on moves. However inertia will take over at some point and you can start to get lumpy corners, ringing and vibration issues.
Also the extruder has to keep up with print speed so watch out for missing steps and under extrusion if the speed is to high.
Also you can start to shake fixings loose. The bed starts to move on the springs.
For speed im in the order of:- perimeters 50, infill 80, moves 140, solid infill 60. layer height up to 0.36. Linear infill. 1st layer speed 60%.
Save different settings dependant on what you want from your print.
As mentioned you can increase layer height - in Slicer I believe you can have different layer height on different layers.
You can reduce the infill. 40% is actually quite dense. I often print down at 15%. Again in slicer you can have different values on different layers.
I also think the layers are faster than the height so orientate parts so the biggest surface is on the bed. By that I mean a 20 x 20 column 100mm high seems to take longer than a 20 x 100 block 20 high. Might be an illusion though.
Another thing you can do is print multiple parts at the same time. At least you save the heating and cooling time.
Hexagonal infill is slower than linear.
Don't go to fast on the 1st layer or perimeters. Typically you can be faster on infill and significantly faster on moves. However inertia will take over at some point and you can start to get lumpy corners, ringing and vibration issues.
Also the extruder has to keep up with print speed so watch out for missing steps and under extrusion if the speed is to high.
Also you can start to shake fixings loose. The bed starts to move on the springs.
For speed im in the order of:- perimeters 50, infill 80, moves 140, solid infill 60. layer height up to 0.36. Linear infill. 1st layer speed 60%.
Save different settings dependant on what you want from your print.
|
Re: Speed increase suggestions May 24, 2017 04:05AM |
Registered: 7 years ago Posts: 29 |
Thanks guys! Those are very helpfull suggestions!
I will try to print 0.4 layer height (both normal and first layer, due to my extruder width) and 20% linear infill. I won't touch speed settings, as it seems these are good according with you. Maybe I'm just demanding too much from my printer after all
I'll let you know if there's something new
PS: sorry for the late reply but I just didn't have time yesterday
I will try to print 0.4 layer height (both normal and first layer, due to my extruder width) and 20% linear infill. I won't touch speed settings, as it seems these are good according with you. Maybe I'm just demanding too much from my printer after all
I'll let you know if there's something new
PS: sorry for the late reply but I just didn't have time yesterday
Sorry, only registered users may post in this forum.