Some layers bad adhesion but just one area after corner
Posted by charentejohn
|
Some layers bad adhesion but just one area after corner April 30, 2018 02:10PM |
Registered: 5 years ago Posts: 6 |
I know this is a common problem but I have tried the usual ansers, increase temp, go slower but this only happens under certain conditions.
I thought I had fixed it but it is back again, I changed so much stuff no idea how it went away in the first place.
I printed a 3dlab P47 plane which I eventually managed to do but the wings were a nightmare, the inner supports would not print, then no adhesion, then 'blobbing' due to temp. Eventually managed to sort out the wings by printing in pieces.
Now trying the Gasb jet and all ok until the wings again....................
I am using Cura 3.1.0 and a Creality CR-10 (I have adjusted all I can).
What happens is.
I print a wing section at 45degrees and with infill. The section is fine apart from two things, the infill that runs front to back down the middle is just strings (like 3dlab was).
The outer shell is fine apart from where it goes round the bottom right corner of the print, it then just goes stringy with no strength.
Makes no difference rotating the print through 180 degrees, same lower right corner to the first part of the infill is just stringy and weak.
My question is what sort of settings would influence this ? I can post details but a lot of info to process.
Is there a fix that is just, this needs setting ABC changing because..............
As it is an ongoing problem I wonder if it is printer setup or a specific setting.
Any help appreciated. John
I thought I had fixed it but it is back again, I changed so much stuff no idea how it went away in the first place.
I printed a 3dlab P47 plane which I eventually managed to do but the wings were a nightmare, the inner supports would not print, then no adhesion, then 'blobbing' due to temp. Eventually managed to sort out the wings by printing in pieces.
Now trying the Gasb jet and all ok until the wings again....................
I am using Cura 3.1.0 and a Creality CR-10 (I have adjusted all I can).
What happens is.
I print a wing section at 45degrees and with infill. The section is fine apart from two things, the infill that runs front to back down the middle is just strings (like 3dlab was).
The outer shell is fine apart from where it goes round the bottom right corner of the print, it then just goes stringy with no strength.
Makes no difference rotating the print through 180 degrees, same lower right corner to the first part of the infill is just stringy and weak.
My question is what sort of settings would influence this ? I can post details but a lot of info to process.
Is there a fix that is just, this needs setting ABC changing because..............
As it is an ongoing problem I wonder if it is printer setup or a specific setting.
Any help appreciated. John
|
Re: Some layers bad adhesion but just one area after corner April 30, 2018 04:30PM |
Registered: 8 years ago Posts: 5,232 |
|
Re: Some layers bad adhesion but just one area after corner April 30, 2018 05:48PM |
Registered: 5 years ago Posts: 6 |
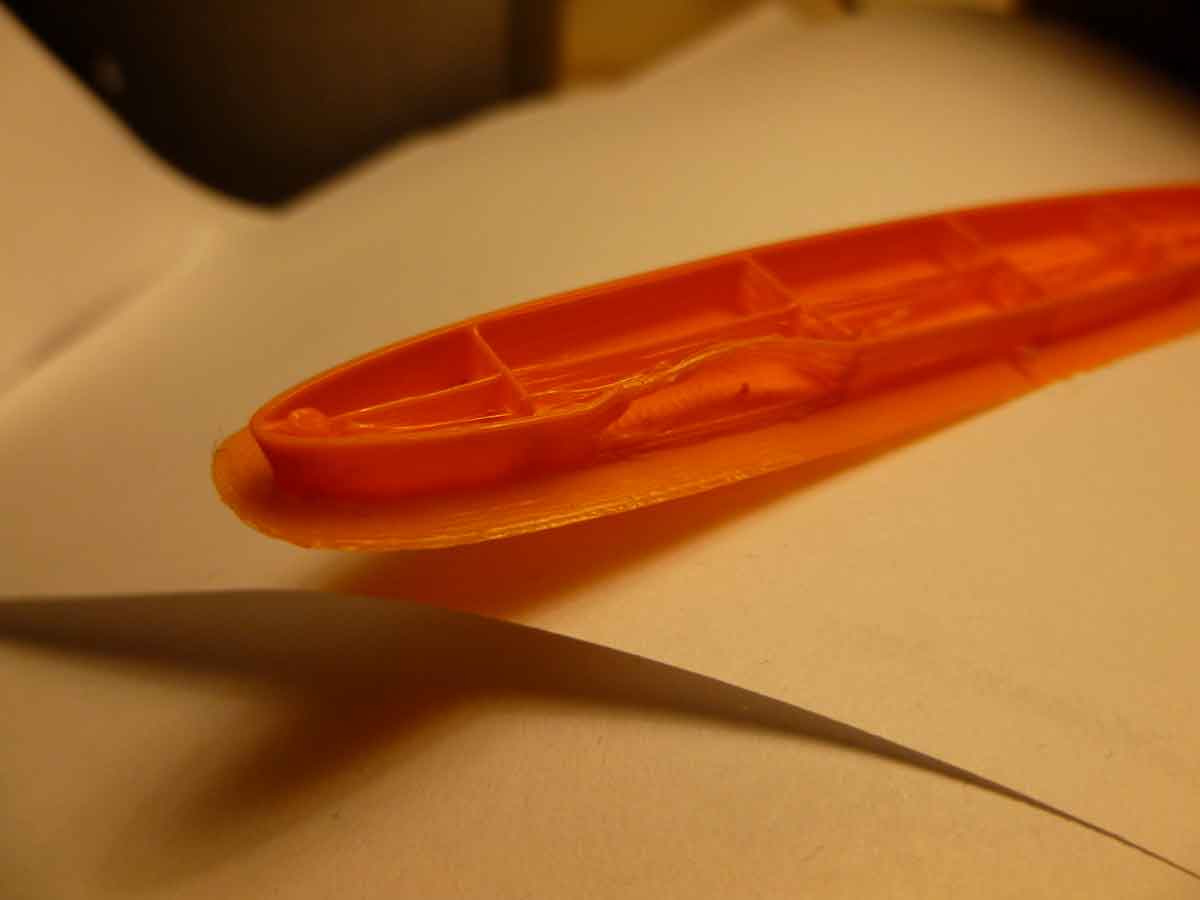
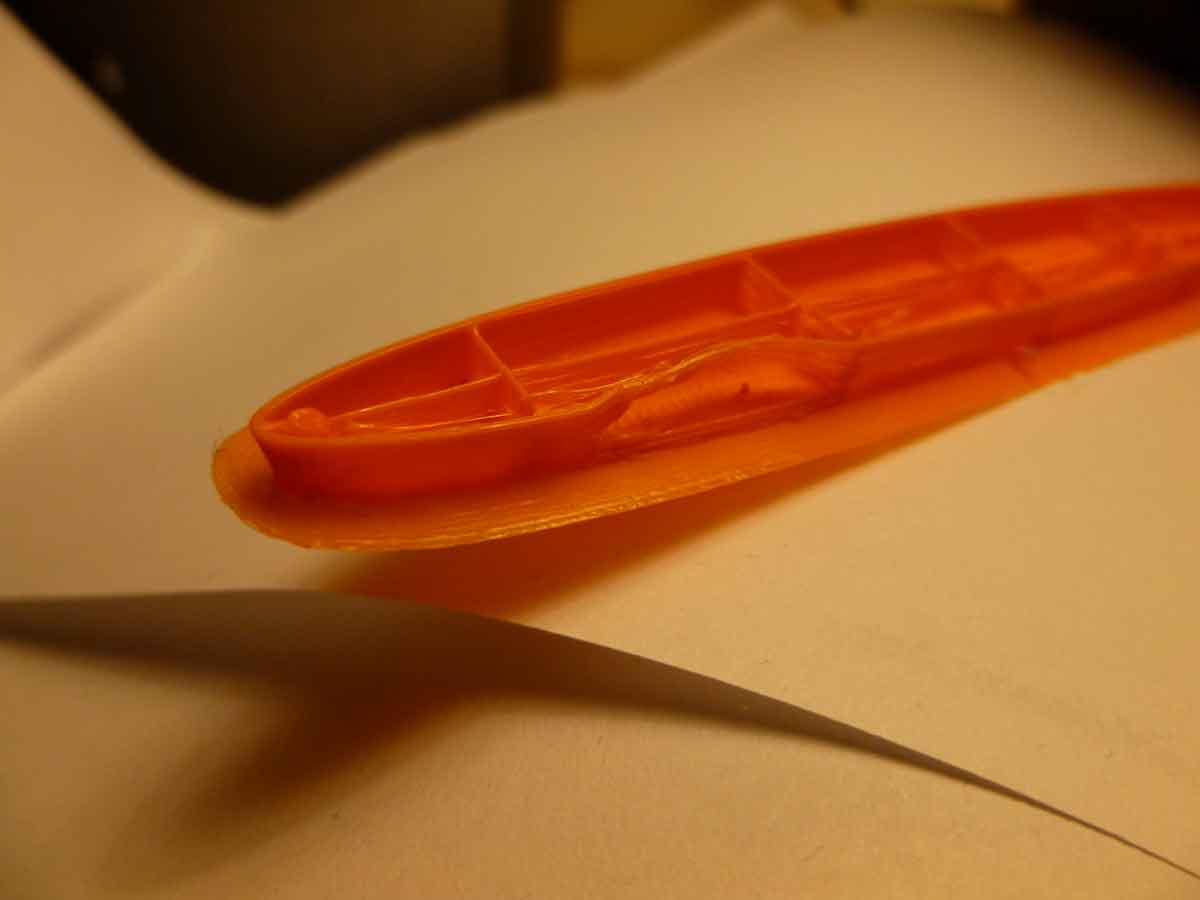
I knew someone would ask, not a great photo but should help.
Note the central infill, just strings not a solid. Also the small section also not a solid just strings.
If I rotate the part through 180 degrees the same bit would be just strings so related to where it is on the buildplate rather than which part of the model it is. Basically like it turns the corner, decides not to work between the infill lines and then ok again. This has happened before on other parts, again always in one spot regardless of orientation.
The rubbish infill is also a recurring problem. I can keep messing with settings but it just keeps getting a bit better then a bit worse but never goes away.
Question is what would cause this, seems it could be movement and or retraction of filament at the wrong time ?
I have added an attachment, hope the image appears.
Note the central infill, just strings not a solid. Also the small section also not a solid just strings.
If I rotate the part through 180 degrees the same bit would be just strings so related to where it is on the buildplate rather than which part of the model it is. Basically like it turns the corner, decides not to work between the infill lines and then ok again. This has happened before on other parts, again always in one spot regardless of orientation.
The rubbish infill is also a recurring problem. I can keep messing with settings but it just keeps getting a bit better then a bit worse but never goes away.
Question is what would cause this, seems it could be movement and or retraction of filament at the wrong time ?
I have added an attachment, hope the image appears.
{kind=link}
{kind=link}
|
Re: Some layers bad adhesion but just one area after corner May 01, 2018 02:19AM |
Registered: 8 years ago Posts: 5,232 |
The brim looks OK, so it's not a general problem with uneven or unleveled bed.
The problem starts, when you print faster. Maybe the extruder can't keep up because the filament feed is blocked at the certain area of the bed?
Maybe the whole printhead is tilting a bit because the cables are blocking?
Edited 1 time(s). Last edit at 05/01/2018 02:21AM by o_lampe.
The problem starts, when you print faster. Maybe the extruder can't keep up because the filament feed is blocked at the certain area of the bed?
Maybe the whole printhead is tilting a bit because the cables are blocking?
Edited 1 time(s). Last edit at 05/01/2018 02:21AM by o_lampe.
|
Re: Some layers bad adhesion but just one area after corner May 01, 2018 04:28AM |
Registered: 5 years ago Posts: 6 |
That is what is so strange, the rest of the sides are fine just not that bit. Also the short side to side infill is ok but the end to end isn't.
I can see the infill may need slowing, perhaps it is going end to end too fast.
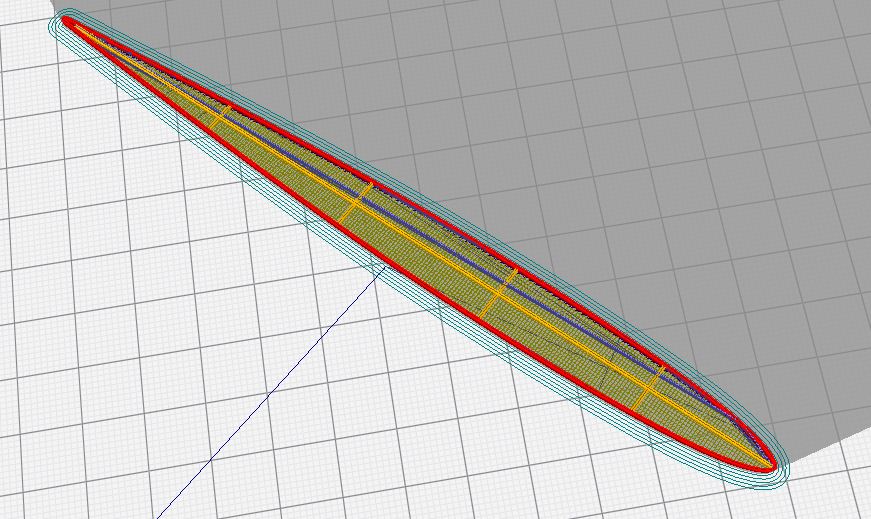
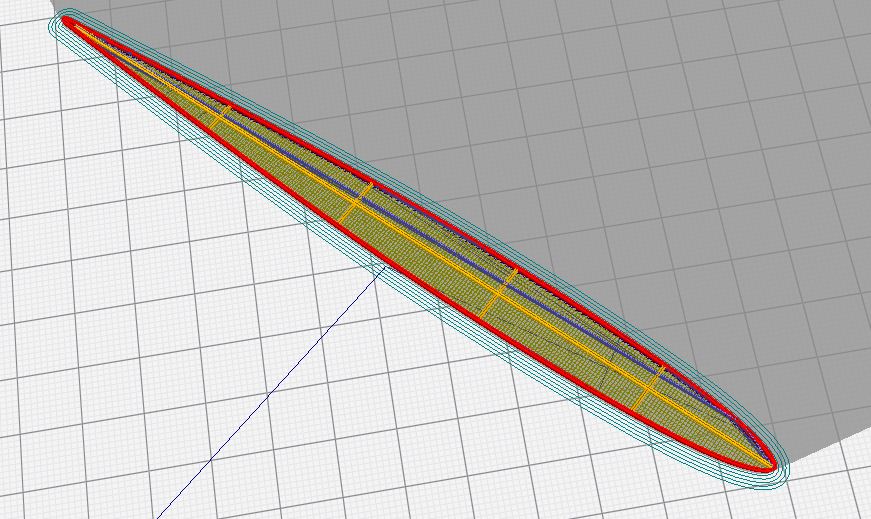
I remembered something from Cura about travel and so turned to view it and guess what. No matter what I do it always ends up at the same failed corner !!
Photo attached, I have tried all travel setting on, off, and supposedly random but nothing changes.
Could be the problem ? Is this retraction so looks to start there (same if I reverse the model on the platform) each time, could be slow to extrude material, what would I change to fix that ?
Settings are - print speed 30mm/s wall speed 25inner wall 30 travel speed 120 (maybe more ?)
Retraction (bowden system) 4.5mm speed25mm/s extra prime amount 0.2 mm3 mimimum travel 0.9mm
I can see the infill may need slowing, perhaps it is going end to end too fast.
I remembered something from Cura about travel and so turned to view it and guess what. No matter what I do it always ends up at the same failed corner !!
Photo attached, I have tried all travel setting on, off, and supposedly random but nothing changes.
Could be the problem ? Is this retraction so looks to start there (same if I reverse the model on the platform) each time, could be slow to extrude material, what would I change to fix that ?
Settings are - print speed 30mm/s wall speed 25inner wall 30 travel speed 120 (maybe more ?)
Retraction (bowden system) 4.5mm speed25mm/s extra prime amount 0.2 mm3 mimimum travel 0.9mm
{kind=link}
{kind=link}
|
Re: Some layers bad adhesion but just one area after corner May 01, 2018 06:31AM |
Registered: 7 years ago Posts: 759 |
|
Re: Some layers bad adhesion but just one area after corner May 01, 2018 06:38AM |
Registered: 8 years ago Posts: 5,232 |
|
Re: Some layers bad adhesion but just one area after corner May 01, 2018 11:00AM |
Registered: 5 years ago Posts: 6 |
Thanks, looks much better. A combination of extrusion and the cunningly names Z seam alignment, should say and travel controller..
I changed Z seam alignment and all the travels stopped ending up at the same place. I did still have a weak layer about 1-2mm from the bottom.
Changing the retraction settings and it seems better, also dropped the layer height from 0.2 to 0.15, figured it was better to wait a bit than dump so much plastic.
So.......
For anyone with this problem, sometimes called shredded wheat or just bad layer adhesion filament looking 'dry'. I am using 'Icefil' filament which is my first filament as new to 3d. Normally this looks slightly shiny if printed well (hot) and if it looks dull it is probably not sticking.
Problem causes if this happens to you, try.
Check the travels and if they end up in one place each time they are probably pointing to where your bad adhesion is
The reason is retraction settings, just made worse by all being in one spot.
I changed retraction setting as suggested, currenly extra prime amount to 0.6 (some minor marks but I can live with that). I have now increased retraction speeds from 20 to 60 as a start, I may couple this with extra prime to 0.5 just to see if that is an ideal mix.
Part is currently printing ok as far as I can tell, this is the dreaded thin wall printing so temp is 215c bed 50c 30mm/s wall speed.
I know as filament changes, printer wears and slicers change it is like hitting a moving target, at least knowing what areas to change as a starter is a big help.
I think I will upgrade to direct drive too as the whip in the bowden tube makes life more difficult.
Thanks for all the help, I may have more questions if the next piece has problems
I changed Z seam alignment and all the travels stopped ending up at the same place. I did still have a weak layer about 1-2mm from the bottom.
Changing the retraction settings and it seems better, also dropped the layer height from 0.2 to 0.15, figured it was better to wait a bit than dump so much plastic.
So.......
For anyone with this problem, sometimes called shredded wheat or just bad layer adhesion filament looking 'dry'. I am using 'Icefil' filament which is my first filament as new to 3d. Normally this looks slightly shiny if printed well (hot) and if it looks dull it is probably not sticking.
Problem causes if this happens to you, try.
Check the travels and if they end up in one place each time they are probably pointing to where your bad adhesion is
The reason is retraction settings, just made worse by all being in one spot.
I changed retraction setting as suggested, currenly extra prime amount to 0.6 (some minor marks but I can live with that). I have now increased retraction speeds from 20 to 60 as a start, I may couple this with extra prime to 0.5 just to see if that is an ideal mix.
Part is currently printing ok as far as I can tell, this is the dreaded thin wall printing so temp is 215c bed 50c 30mm/s wall speed.
I know as filament changes, printer wears and slicers change it is like hitting a moving target, at least knowing what areas to change as a starter is a big help.
I think I will upgrade to direct drive too as the whip in the bowden tube makes life more difficult.
Thanks for all the help, I may have more questions if the next piece has problems
Sorry, only registered users may post in this forum.