Fisher printing of 3DBenchy
Posted by tblitzy
|
Fisher printing of 3DBenchy January 09, 2016 04:33PM |
Registered: 8 years ago Posts: 9 |
Hi Everyone,
So, I've just gotten my hands on a RepRapPro Fisher 3D printer. Apart from a few issues with the extruder (slipping every now and again), which I think I've fixed, its printing alright.
What I'm looking into now is getting the settings correct for Slic3r, so I've printed a few 3DBenchy (http://www.thingiverse.com/thing:763622) so as to test some settings.
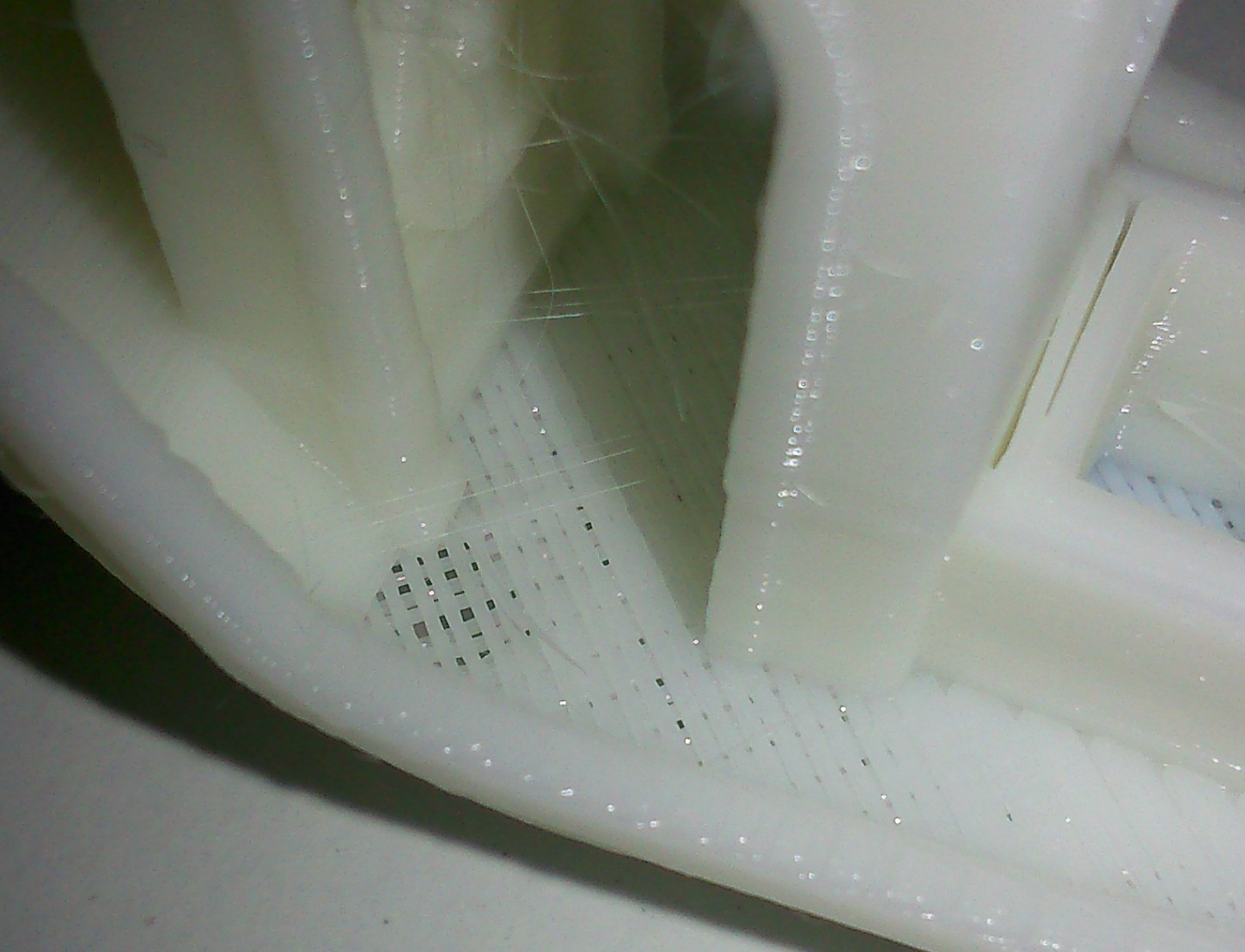
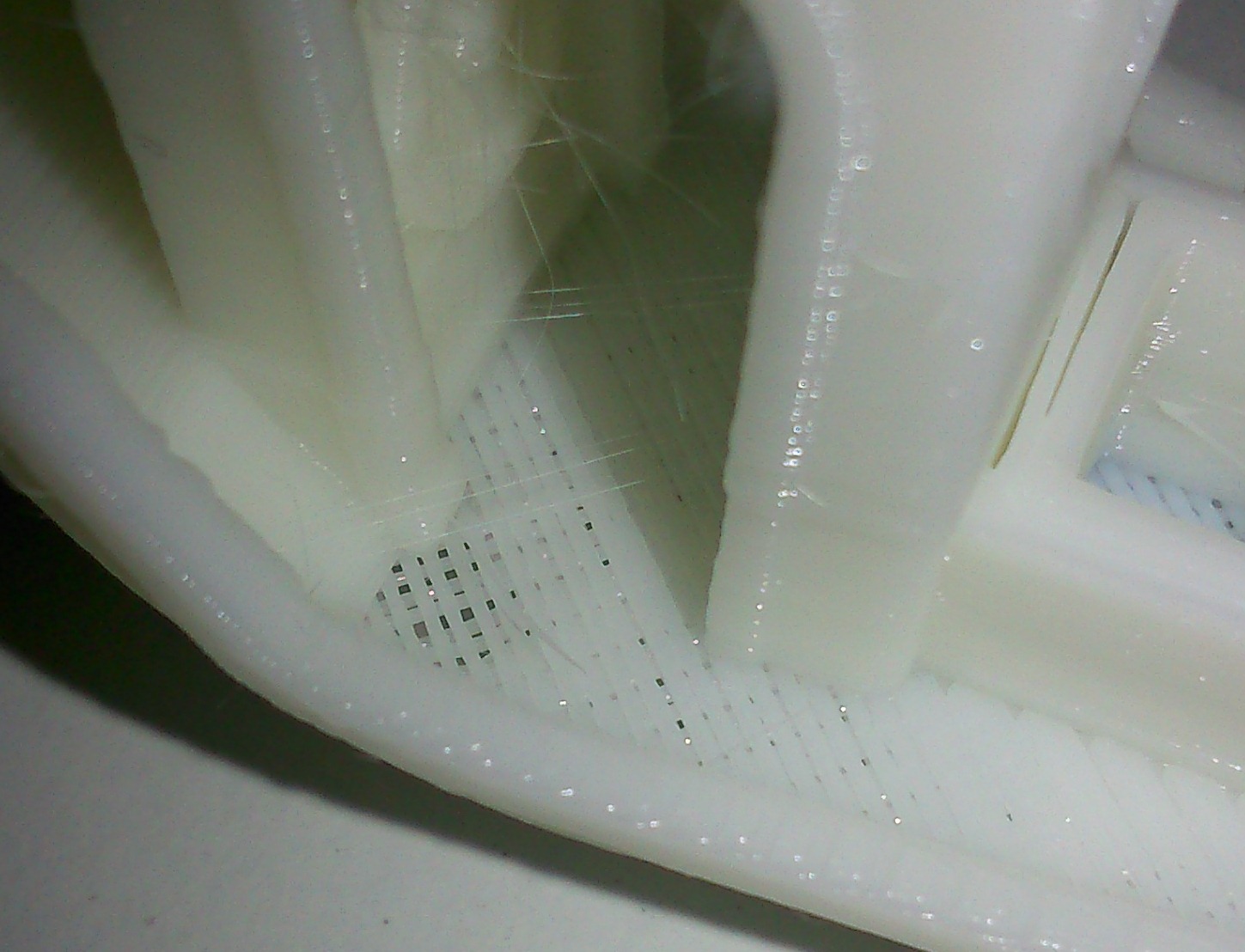
I'm having a few difficulties with getting the top/bottom layers, and bridging to work correctly, issues are (I have attached some pictures):
The settings that I have used so far, are from Fisher.ini with a few changes:
Layer height set as 0.2mm
Fill Density at 10%
The filament used is PLA with a diameter of 1.75mm
Does anyone have any ideas on how to fix the issues that I'm seeing?
Regards,
Thomas
So, I've just gotten my hands on a RepRapPro Fisher 3D printer. Apart from a few issues with the extruder (slipping every now and again), which I think I've fixed, its printing alright.
What I'm looking into now is getting the settings correct for Slic3r, so I've printed a few 3DBenchy (http://www.thingiverse.com/thing:763622) so as to test some settings.
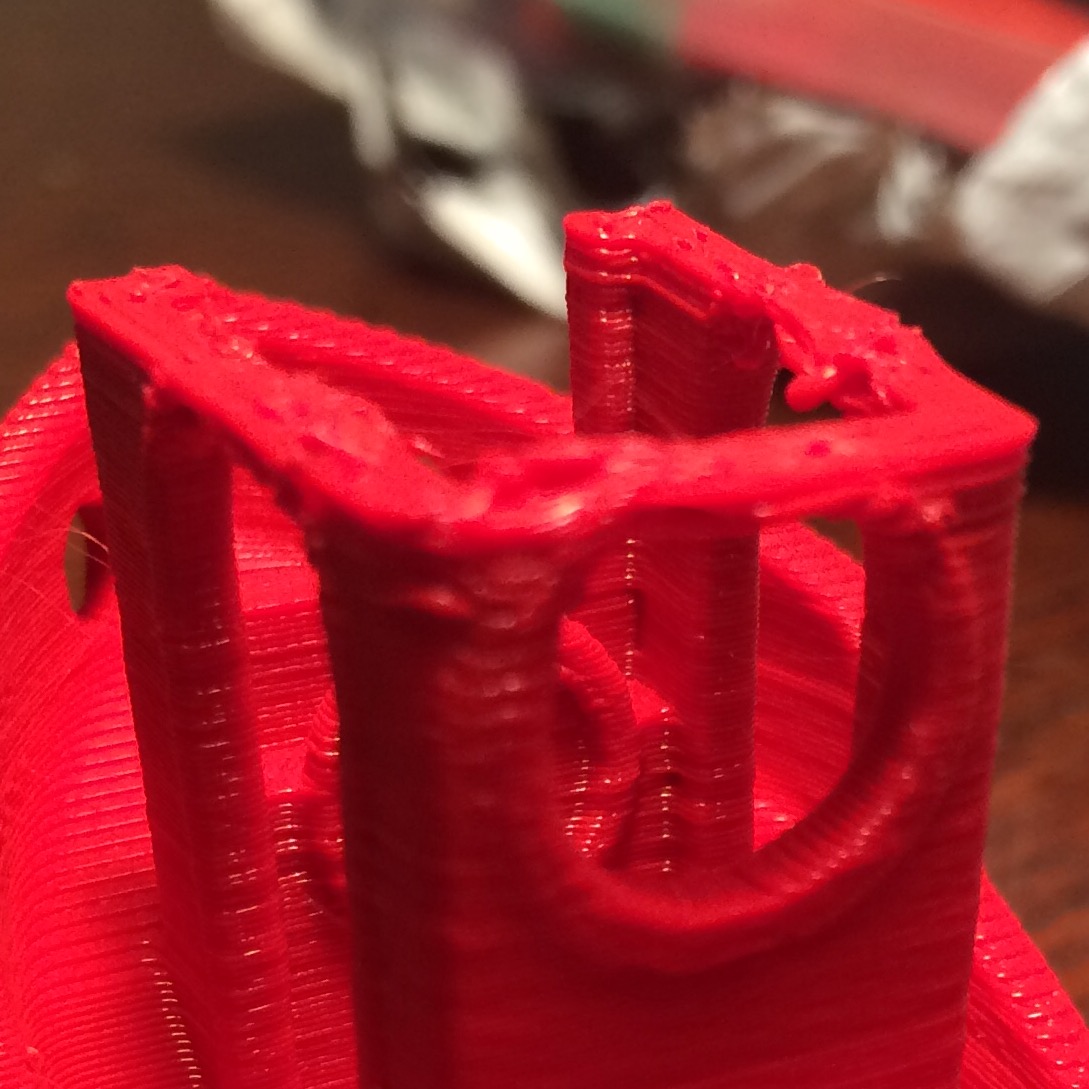
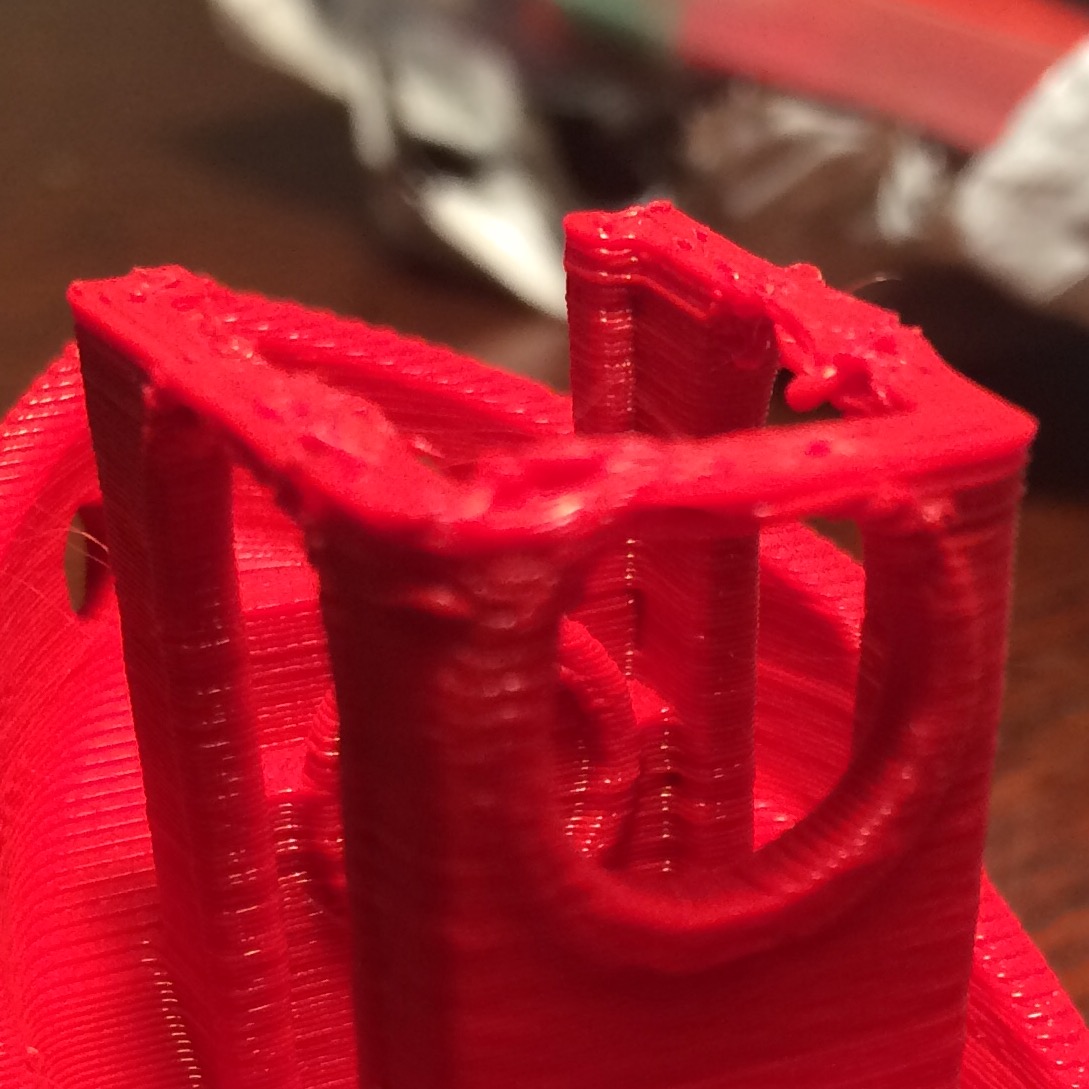
I'm having a few difficulties with getting the top/bottom layers, and bridging to work correctly, issues are (I have attached some pictures):
- The top/bottom layers seem to have some gaps between filament prints
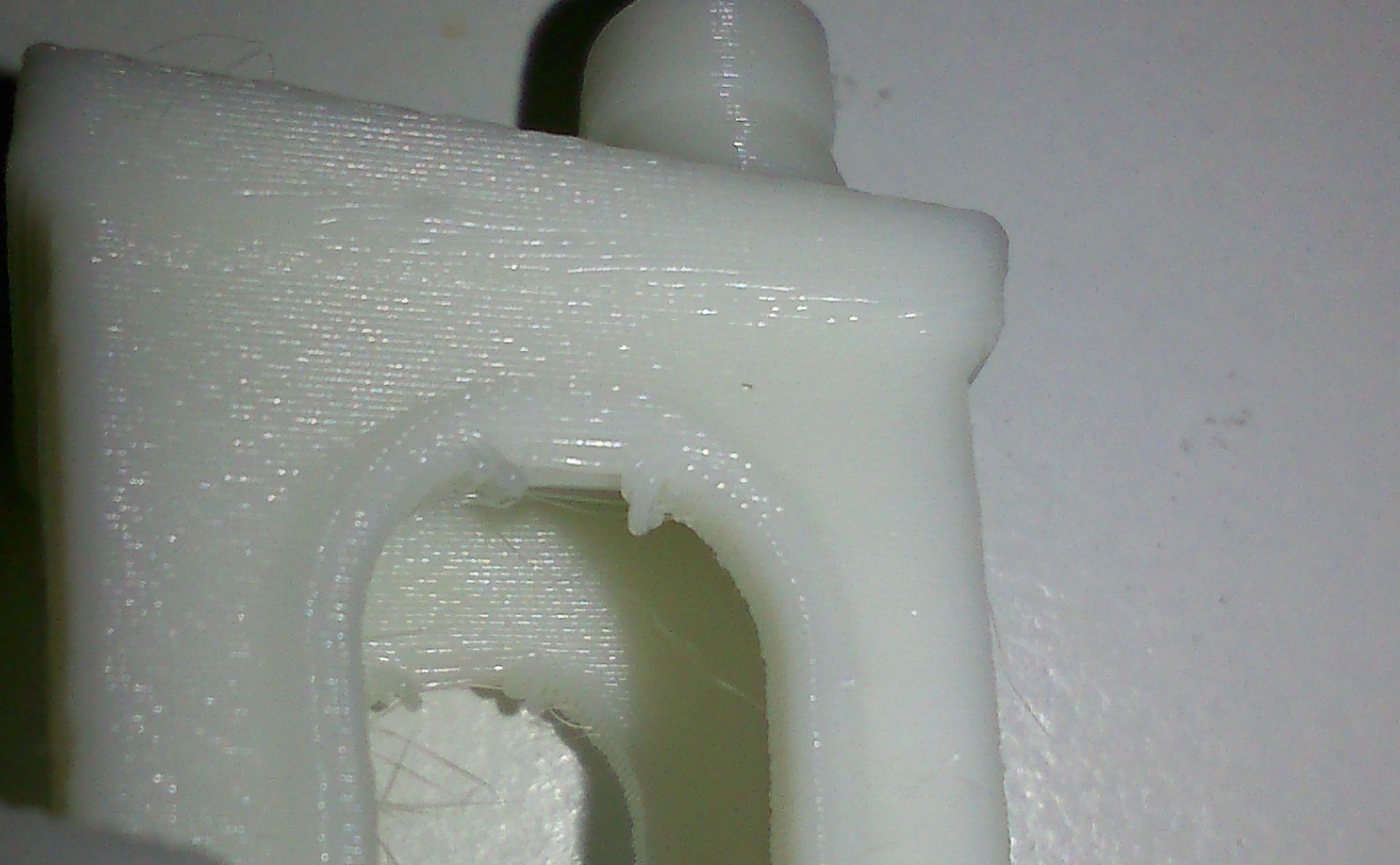
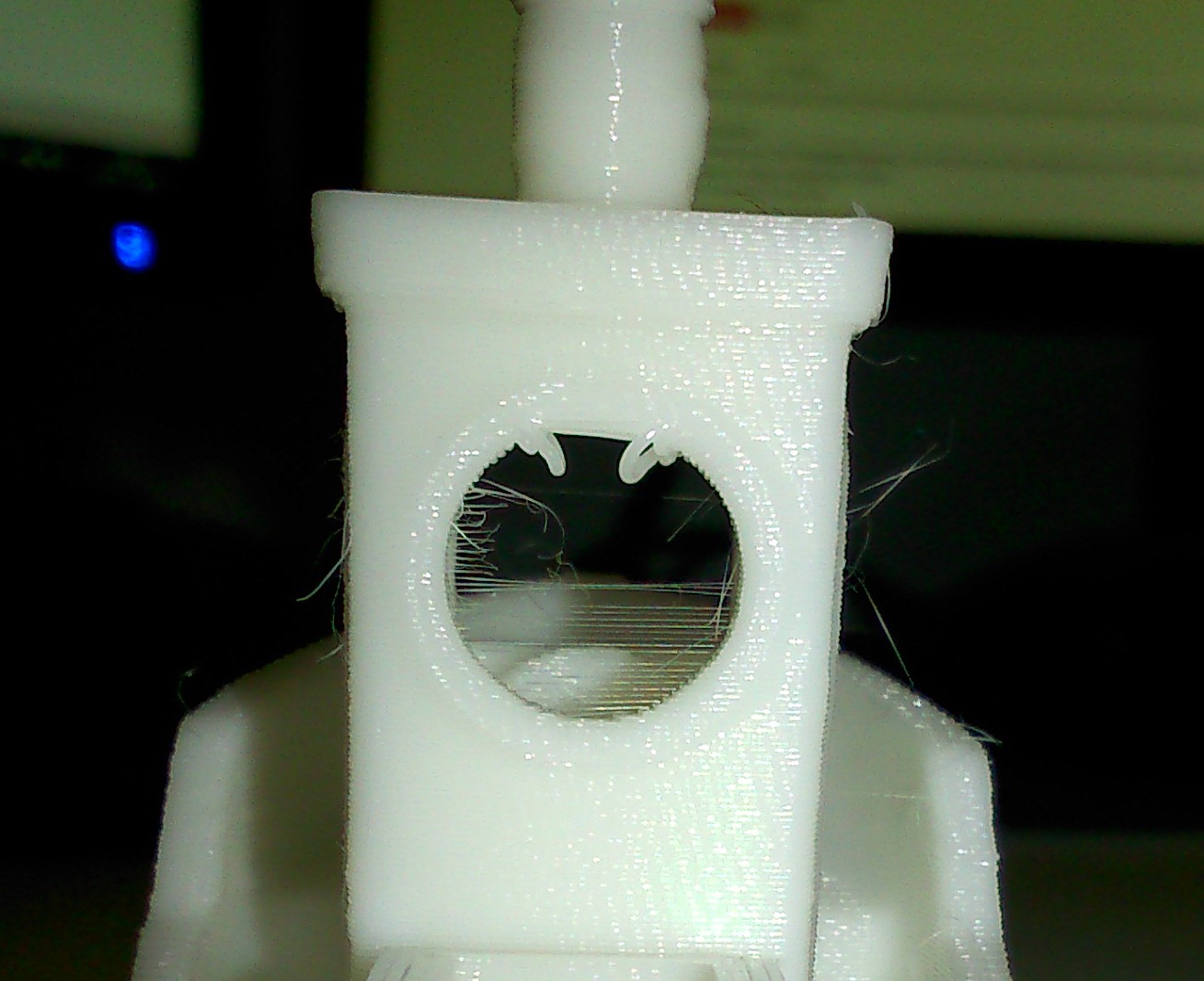
- It appears that at the top of the arches/windows have some bulges on them
- The chimney seems to bulge out slighty
The settings that I have used so far, are from Fisher.ini with a few changes:
Layer height set as 0.2mm
Fill Density at 10%
The filament used is PLA with a diameter of 1.75mm
Does anyone have any ideas on how to fix the issues that I'm seeing?
Regards,
Thomas
|
Re: Fisher printing of 3DBenchy January 09, 2016 04:38PM |
Registered: 8 years ago Posts: 9 |
|
Re: Fisher printing of 3DBenchy January 09, 2016 05:01PM |
Registered: 8 years ago Posts: 183 |

|
Re: Fisher printing of 3DBenchy January 09, 2016 08:36PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Fisher printing of 3DBenchy January 10, 2016 05:49AM |
Registered: 8 years ago Posts: 301 |
You could try reducing the temperature and reducing speed. Some people also recommend printing to st a time to give the other one more time to cool down.
The official slic3r profile for fisher is on git hub here [github.com]
The official slic3r profile for fisher is on git hub here [github.com]
|
Re: Fisher printing of 3DBenchy January 10, 2016 07:25AM |
Registered: 8 years ago Posts: 42 |
I'm having a couple of problems with 3Dbenchy, it mostly prints ok, until I get to the roof where it failed twice, as soon as it does the top of the arches it stops extruding. I think this is down to the PLA bending upwards where the over hangs are being formed. Does anyone have any advice? I've used slic3r for this with the standard print settings from the GitHub profile for Fisher. Experienced this twice with two different brands of fillament.
Printed at 200C
Edited 1 time(s). Last edit at 01/10/2016 07:26AM by geeksarebeta.
Printed at 200C
Edited 1 time(s). Last edit at 01/10/2016 07:26AM by geeksarebeta.
|
Re: Fisher printing of 3DBenchy January 10, 2016 08:25AM |
Registered: 8 years ago Posts: 9 |
Quote
DADIY
You could try reducing the temperature and reducing speed. Some people also recommend printing to st a time to give the other one more time to cool down.
The official slic3r profile for fisher is on git hub here [github.com]
I'm currently using the official profile for fisher, which speed/temp setting should I change, also how much should I reduce it by.
Also JamesK the printer has no part cooling fan, just the cooling fan for the extruder.
|
Re: Fisher printing of 3DBenchy January 10, 2016 12:28PM |
Registered: 8 years ago Posts: 301 |
|
Re: Fisher printing of 3DBenchy January 10, 2016 04:04PM |
Registered: 8 years ago Posts: 9 |
|
Re: Fisher printing of 3DBenchy January 10, 2016 04:37PM |
Registered: 8 years ago Posts: 26 |
I've not printed 3DBenchy, but I've been seeing the gaps on my prints too, so I'd be interested in knowing how to solve that. I did increase the extrusion multiplier from 0.95 to 1.0 in slic3r, which seemed to make very little difference. I also slowed the speeds down probably 33% from the stock settings.
|
Re: Fisher printing of 3DBenchy January 16, 2016 10:21AM |
Registered: 8 years ago Posts: 9 |
Sorry for the delay in response.
So I've tried 200oc and 190oc, and I am unable to see much of an improvement, the tops of the window/door still have burs.
The top surface still has the same gaps, and the chimeny is still bulging.
I was going to try your idea pixelseventy2, and reduce the speeds of everything, but my printer has run into an issue - it happens quite a bit really, when printing the initial layer, I think the continues feeding and retracting wears a grove within the filament, meaning that the extruder eventually stops feeding - the only solution that I have found is to clear the extruder motor, and put it back together again. If anyone knows how to fix this as well I'd be very happy ^^
So I've tried 200oc and 190oc, and I am unable to see much of an improvement, the tops of the window/door still have burs.
The top surface still has the same gaps, and the chimeny is still bulging.
I was going to try your idea pixelseventy2, and reduce the speeds of everything, but my printer has run into an issue - it happens quite a bit really, when printing the initial layer, I think the continues feeding and retracting wears a grove within the filament, meaning that the extruder eventually stops feeding - the only solution that I have found is to clear the extruder motor, and put it back together again. If anyone knows how to fix this as well I'd be very happy ^^
|
Re: Fisher printing of 3DBenchy January 16, 2016 11:37AM |
Registered: 10 years ago Posts: 1,230 |
Quote
tblitzy
The top/bottom layers seem to have some gaps between filament prints
If your config. of extruder steps per mm and extrusion width is correct and the pictures seems to show that - then those gaps is caused by missing support from underneath (the layer width is reached by squeezing out the filament against the former layer) or too few layer to repair that
Ad more top layers and/or ad to the infill %
Quote
It appears that at the top of the arches/windows have some bulges on them
What you see is the effect of the hot filament curling up while printing overhangs, ad more cooling, ad a secondary fan
With enough cooling you wont have problems with overhangs


Quote
The chimney seems to bulge out slighty
Same thing, too hot, ad more cooling or print more items to so the models have more time to cool down
Erik
|
Re: Fisher printing of 3DBenchy January 16, 2016 04:15PM |
Registered: 8 years ago Posts: 9 |
|
Re: Fisher printing of 3DBenchy January 16, 2016 05:49PM |
Registered: 8 years ago Posts: 13 |
I don't if you have been following the Bowden tube thread? Your symptoms sound just like mine. In my case the tube being properly seated in the radiator. Once figured out every now works. Below is my last remarks copied from that thread. Perhaps might help? Paul
rogerdiver [ PM ]
Re: Issues with bowden feed...
September 11, 2015 05:43AM Registered: 4 weeks ago
Posts: 7
Thank for this valuable thread and advice!
I remade the Bowden tube after getting a PCB drill. What a difference! Sharp and clean finish. I also pre-threaded the tube using a M4 nut before attempting to screw into radiator. Also carefully measured the length of thread and marked the guide filament so I knew when it was fully seated. 1/2 turn back suggested too. Shortened Bowden tube to have better 'fold' profile as effector moves up. Added cable tie to keep it upright at effector top.
And now a smooth insertion of filament. What a difference.
Now printing predictably. But only after resetting Slicer to default settings (too much filament in wrong places) !
Lesson for me - if having to keep adjusting retract feed and speed and temp I ought to understand the underlying issues.
Thank you all!
Edited 1 time(s). Last edit at 09/11/2015 10:40AM by rogerdiver.
Reply Quote Report
Edited 1 time(s). Last edit at 09/18/2015 08:51AM by rogerdiver.
Have a look at the topic Skipping Extruder on page 3 by kelief - many of us had similar problems that were cured when we remade the Bowden tube connection to the hot end
It seems that if the tube is not a smooth connection with no gaps the filament cools and causes the skipping on retract.
Also thread on Bowden tube
Edited 2 time(s). Last edit at 01/16/2016 06:04PM by rogerdiver.
rogerdiver [ PM ]
Re: Issues with bowden feed...
September 11, 2015 05:43AM Registered: 4 weeks ago
Posts: 7
Thank for this valuable thread and advice!
I remade the Bowden tube after getting a PCB drill. What a difference! Sharp and clean finish. I also pre-threaded the tube using a M4 nut before attempting to screw into radiator. Also carefully measured the length of thread and marked the guide filament so I knew when it was fully seated. 1/2 turn back suggested too. Shortened Bowden tube to have better 'fold' profile as effector moves up. Added cable tie to keep it upright at effector top.
And now a smooth insertion of filament. What a difference.
Now printing predictably. But only after resetting Slicer to default settings (too much filament in wrong places) !
Lesson for me - if having to keep adjusting retract feed and speed and temp I ought to understand the underlying issues.
Thank you all!
Edited 1 time(s). Last edit at 09/11/2015 10:40AM by rogerdiver.
Reply Quote Report
Edited 1 time(s). Last edit at 09/18/2015 08:51AM by rogerdiver.
Have a look at the topic Skipping Extruder on page 3 by kelief - many of us had similar problems that were cured when we remade the Bowden tube connection to the hot end
It seems that if the tube is not a smooth connection with no gaps the filament cools and causes the skipping on retract.
Also thread on Bowden tube
Edited 2 time(s). Last edit at 01/16/2016 06:04PM by rogerdiver.
|
Re: Fisher printing of 3DBenchy January 20, 2016 03:32PM |
Registered: 8 years ago Posts: 9 |
Quote
rogerdiver
I don't if you have been following the Bowden tube thread? Your symptoms sound just like mine. In my case the tube being properly seated in the radiator. Once figured out every now works. Below is my last remarks copied from that thread. Perhaps might help? Paul
rogerdiver [ PM ]
Re: Issues with bowden feed...
September 11, 2015 05:43AM Registered: 4 weeks ago
Posts: 7
Thank for this valuable thread and advice!
I remade the Bowden tube after getting a PCB drill. What a difference! Sharp and clean finish. I also pre-threaded the tube using a M4 nut before attempting to screw into radiator. Also carefully measured the length of thread and marked the guide filament so I knew when it was fully seated. 1/2 turn back suggested too. Shortened Bowden tube to have better 'fold' profile as effector moves up. Added cable tie to keep it upright at effector top.
And now a smooth insertion of filament. What a difference.
Now printing predictably. But only after resetting Slicer to default settings (too much filament in wrong places) !
Lesson for me - if having to keep adjusting retract feed and speed and temp I ought to understand the underlying issues.
Thank you all!
Edited 1 time(s). Last edit at 09/11/2015 10:40AM by rogerdiver.
Reply Quote Report
Edited 1 time(s). Last edit at 09/18/2015 08:51AM by rogerdiver.
Have a look at the topic Skipping Extruder on page 3 by kelief - many of us had similar problems that were cured when we remade the Bowden tube connection to the hot end
It seems that if the tube is not a smooth connection with no gaps the filament cools and causes the skipping on retract.
Also thread on Bowden tube
rogerdiver, when you printed with the corrected hardware what temperature did you print at?
And did you use the Fisher speed settings or the default speed settings from slic3r?
|
Re: Fisher printing of 3DBenchy January 20, 2016 05:52PM |
Registered: 8 years ago Posts: 13 |
I use the default settings in Slic3r but if I get occasional first layer problems I use the web control to 70% speed. Also learnt to add 2 brim circuits at 8mm away to make sure filament is running smoothly . After some experimentation I run at 225 degrees C . Gets good adhesion and reliable prints. If a lot of bridging have dropped bact to 205 for those layers manually . ESun pla from prima.
Trust this helps
Trust this helps
|
Re: Fisher printing of 3DBenchy January 23, 2016 06:38AM |
Registered: 8 years ago Posts: 9 |
|
Re: Fisher printing of 3DBenchy January 24, 2016 05:48PM |
Registered: 8 years ago Posts: 13 |
iQuote
tblitzy
I've got the printer head in pieces now, and when I manual feed the filament through the radiator/nozzle, it doesn't feed smooth.
The point that the bowden tube touches the nozzle (inside the radiator) is a point of resistance.....is this the issue?
Yes! All my troubles seated here!
|
Re: Fisher printing of 3DBenchy February 01, 2016 10:40AM |
Registered: 11 years ago Posts: 103 |
Erik did you post this "cooling ring" somewhere? I would really like to add something like that to my ormerod... (might have missed it on your first posting).

Also a source for the (2nd?) fan would be great
thanks
auser
Edited 1 time(s). Last edit at 02/01/2016 10:45AM by auser.
|
Re: Fisher printing of 3DBenchy February 01, 2016 10:48AM |
Registered: 9 years ago Posts: 1,873 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.