Prusa i3 Rookie
Posted by Hill
|
Re: Prusa i3 Rookie January 20, 2014 01:05PM |
Registered: 10 years ago Posts: 266 |
Filmpje bekeken en dat is inderdaad niet goed. Er vanuit gaande dat de schakelaar mechanisch okay is, zou je mogelijk een electrisch probleempje kunnen hebben.
Ik zou aan twee zaken denken; de scakelaar draad pikt een spike op van het schakelen van de stepper. Er wordt aanbevolen om de draden van je eindschakelaars te twisten ( in elkaar draaien). Als ze langs elkaar liggen werken ze als antennes en pikken makkelijk stoorpulsen op. Door ze in elkaar te draaien wordt dit voorkomen.
Een tweede opties waar je naar moet kijken is in de configuration.h file, daar staat ergens een entry ENDSTOPPULLUP, die moet je activeren voor mechanische pullups volgens het bijbehorende commentaar.
Post je configuration.h even, dan kijken we mee, maar een van de twee gaat je helpen.
Eric
Ik zou aan twee zaken denken; de scakelaar draad pikt een spike op van het schakelen van de stepper. Er wordt aanbevolen om de draden van je eindschakelaars te twisten ( in elkaar draaien). Als ze langs elkaar liggen werken ze als antennes en pikken makkelijk stoorpulsen op. Door ze in elkaar te draaien wordt dit voorkomen.
Een tweede opties waar je naar moet kijken is in de configuration.h file, daar staat ergens een entry ENDSTOPPULLUP, die moet je activeren voor mechanische pullups volgens het bijbehorende commentaar.
Post je configuration.h even, dan kijken we mee, maar een van de twee gaat je helpen.
Eric
|
Re: Prusa i3 Rookie January 20, 2014 01:55PM |
Registered: 10 years ago Posts: 45 |
@Eric,
Ik heb de configuration.h file bekeken maar zag daar niets staan over endstoppullup. Een copy paste van die file staat hieronder
/*
This file is part of Repetier-Firmware.
Repetier-Firmware is free software: you can redistribute it and/or modify
it under the terms of the GNU General Public License as published by
the Free Software Foundation, either version 3 of the License, or
(at your option) any later version.
Repetier-Firmware is distributed in the hope that it will be useful,
but WITHOUT ANY WARRANTY; without even the implied warranty of
MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the
GNU General Public License for more details.
You should have received a copy of the GNU General Public License
along with Repetier-Firmware. If not, see [www.gnu.org].
*/
#ifndef CONFIGURATION_H
#define CONFIGURATION_H
/**************** READ FIRST ************************
This configuration file was created with the configuration tool. For that
reason, it does not contain the same informations as the original Configuration.h file.
It misses the comments and unused parts. Open this file file in the config tool
to see and change the data. You can also upload it to newer/older versions. The system
will silently add new options, so compilation continues to work.
This file is optimized for version 0.91
generator: [www.repetier.com]
*/
#define NUM_EXTRUDER 1
#define MOTHERBOARD 701
#include "pins.h"
// ################## EDIT THESE SETTINGS MANUALLY ################
// ################ END MANUAL SETTINGS ##########################
#define FAN_BOARD_PIN -1
//#define EXTERNALSERIAL use Arduino serial library instead of build in. Requires more ram, has only 63 byte input buffer.
// Uncomment the following line if you are using arduino compatible firmware made for Arduino version earlier then 1.0
// If it is incompatible you will get compiler errors about write functions not beeing compatible!
//#define COMPAT_PRE1
#define DRIVE_SYSTEM 0
#define XAXIS_STEPS_PER_MM 80
#define YAXIS_STEPS_PER_MM 80
#define ZAXIS_STEPS_PER_MM 80
#define EXTRUDER_FAN_COOL_TEMP 50
#define EXT0_X_OFFSET 0
#define EXT0_Y_OFFSET 0
#define EXT0_STEPS_PER_MM 370
#define EXT0_TEMPSENSOR_TYPE 1
#define EXT0_TEMPSENSOR_PIN TEMP_0_PIN
#define EXT0_HEATER_PIN HEATER_0_PIN
#define EXT0_STEP_PIN E0_STEP_PIN
#define EXT0_DIR_PIN E0_DIR_PIN
#define EXT0_INVERSE 0
#define EXT0_ENABLE_PIN E0_ENABLE_PIN
#define EXT0_ENABLE_ON 0
#define EXT0_MAX_FEEDRATE 50
#define EXT0_MAX_START_FEEDRATE 20
#define EXT0_MAX_ACCELERATION 5000
#define EXT0_HEAT_MANAGER 3
#define EXT0_WATCHPERIOD 1
#define EXT0_PID_INTEGRAL_DRIVE_MAX 230
#define EXT0_PID_INTEGRAL_DRIVE_MIN 40
#define EXT0_PID_P 7
#define EXT0_PID_I 2
#define EXT0_PID_D 40
#define EXT0_PID_MAX 255
#define EXT0_ADVANCE_K 0
#define EXT0_ADVANCE_L 0
#define EXT0_ADVANCE_BACKLASH_STEPS 0
#define EXT0_WAIT_RETRACT_TEMP 150
#define EXT0_WAIT_RETRACT_UNITS 0
#define EXT0_SELECT_COMMANDS ""
#define EXT0_DESELECT_COMMANDS ""
#define EXT0_EXTRUDER_COOLER_PIN -1
#define EXT0_EXTRUDER_COOLER_SPEED 255
#define RETRACT_DURING_HEATUP true
#define PID_CONTROL_RANGE 20
#define SKIP_M109_IF_WITHIN 2
#define SCALE_PID_TO_MAX 0
#define TEMP_HYSTERESIS 0
#define EXTRUDE_MAXLENGTH 160
#define NUM_TEMPS_USERTHERMISTOR0 0
#define USER_THERMISTORTABLE0 {}
#define NUM_TEMPS_USERTHERMISTOR1 0
#define USER_THERMISTORTABLE1 {}
#define NUM_TEMPS_USERTHERMISTOR2 0
#define USER_THERMISTORTABLE2 {}
#define GENERIC_THERM_VREF 5
#define GENERIC_THERM_NUM_ENTRIES 33
// ############# Heated bed configuration ########################
#define HAVE_HEATED_BED 0
#define HEATED_BED_MAX_TEMP 120
#define SKIP_M190_IF_WITHIN 3
#define HEATED_BED_SENSOR_TYPE 1
#define HEATED_BED_SENSOR_PIN TEMP_1_PIN
#define HEATED_BED_HEATER_PIN HEATER_1_PIN
#define HEATED_BED_SET_INTERVAL 5000
#define HEATED_BED_HEAT_MANAGER 0
#define HEATED_BED_PID_INTEGRAL_DRIVE_MAX 255
#define HEATED_BED_PID_INTEGRAL_DRIVE_MIN 80
#define HEATED_BED_PID_PGAIN 196
#define HEATED_BED_PID_IGAIN 33
#define HEATED_BED_PID_DGAIN 290
#define HEATED_BED_PID_MAX 255
#define MIN_EXTRUDER_TEMP 150
#define MAXTEMP 275
#define MIN_DEFECT_TEMPERATURE -10
#define MAX_DEFECT_TEMPERATURE 290
// ################ Endstop configuration #####################
#define ENDSTOP_PULLUP_X_MIN true
#define ENDSTOP_X_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_X true
#define ENDSTOP_PULLUP_Y_MIN true
#define ENDSTOP_Y_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Y true
#define ENDSTOP_PULLUP_Z_MIN true
#define ENDSTOP_Z_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Z true
#define ENDSTOP_PULLUP_X_MAX true
#define ENDSTOP_X_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_X false
#define ENDSTOP_PULLUP_Y_MAX true
#define ENDSTOP_Y_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Y false
#define ENDSTOP_PULLUP_Z_MAX true
#define ENDSTOP_Z_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Z false
#define max_software_endstop_r true
#define min_software_endstop_x false
#define min_software_endstop_y false
#define min_software_endstop_z false
#define max_software_endstop_x true
#define max_software_endstop_y true
#define max_software_endstop_z true
#define ENDSTOP_X_BACK_MOVE 5
#define ENDSTOP_Y_BACK_MOVE 5
#define ENDSTOP_Z_BACK_MOVE 1
#define ENDSTOP_X_RETEST_REDUCTION_FACTOR 3
#define ENDSTOP_Y_RETEST_REDUCTION_FACTOR 3
#define ENDSTOP_Z_RETEST_REDUCTION_FACTOR 3
#define ENDSTOP_X_BACK_ON_HOME 1
#define ENDSTOP_Y_BACK_ON_HOME 1
#define ENDSTOP_Z_BACK_ON_HOME 1
#define ALWAYS_CHECK_ENDSTOPS 1
// ################# XYZ movements ###################
#define X_ENABLE_ON 0
#define Y_ENABLE_ON 0
#define Z_ENABLE_ON 0
#define DISABLE_X 0
#define DISABLE_Y 0
#define DISABLE_Z 0
#define DISABLE_E 0
#define INVERT_X_DIR 0
#define INVERT_Y_DIR 0
#define INVERT_Z_DIR 0
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
#define X_MAX_LENGTH 200
#define Y_MAX_LENGTH 200
#define Z_MAX_LENGTH 120
#define X_MIN_POS 0
#define Y_MIN_POS 0
#define Z_MIN_POS 0
// ##########################################################################################
// ## Movement settings ##
// ##########################################################################################
#define DELTA_SEGMENTS_PER_SECOND_PRINT 180 // Move accurate setting for print moves
#define DELTA_SEGMENTS_PER_SECOND_MOVE 70 // Less accurate setting for other moves
// Delta settings
#define DELTA_HOME_ON_POWER 0
#define MAX_DELTA_SEGMENTS_PER_LINE 24
#define STEPPER_INACTIVE_TIME 360L
#define MAX_INACTIVE_TIME 0L
#define MAX_FEEDRATE_X 200
#define MAX_FEEDRATE_Y 200
#define MAX_FEEDRATE_Z 2
#define HOMING_FEEDRATE_X 40
#define HOMING_FEEDRATE_Y 40
#define HOMING_FEEDRATE_Z 2
#define HOMING_ORDER HOME_ORDER_ZXY
#define ENABLE_BACKLASH_COMPENSATION 0
#define X_BACKLASH 0
#define Y_BACKLASH 0
#define Z_BACKLASH 0
#define RAMP_ACCELERATION 1
#define STEPPER_HIGH_DELAY 0
#define STEP_DOUBLER_FREQUENCY 12000
#define ALLOW_QUADSTEPPING 1
#define DOUBLE_STEP_DELAY 1 // time in microseconds
#define MAX_HALFSTEP_INTERVAL 1999
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_X 1000
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Y 1000
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Z 100
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_X 1000
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Y 1000
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Z 100
#define MAX_JERK 20
#define MAX_ZJERK 0.3
#define MOVE_CACHE_SIZE 16
#define MOVE_CACHE_LOW 10
#define LOW_TICKS_PER_MOVE 250000
#define FEATURE_TWO_XSTEPPER 0
#define X2_STEP_PIN E1_STEP_PIN
#define X2_DIR_PIN E1_DIR_PIN
#define X2_ENABLE_PIN E1_ENABLE_PIN
#define FEATURE_TWO_YSTEPPER 0
#define Y2_STEP_PIN E1_STEP_PIN
#define Y2_DIR_PIN E1_DIR_PIN
#define Y2_ENABLE_PIN E1_ENABLE_PIN
#define FEATURE_TWO_ZSTEPPER 0
#define Z2_STEP_PIN E1_STEP_PIN
#define Z2_DIR_PIN E1_DIR_PIN
#define Z2_ENABLE_PIN E1_ENABLE_PIN
#define FEATURE_DITTO_PRINTING 0
// ################# Misc. settings ##################
#define BAUDRATE 230400
#define ENABLE_POWER_ON_STARTUP
#define POWER_INVERTING 0
#define KILL_METHOD 1
#define GCODE_BUFFER_SIZE 2
#define ACK_WITH_LINENUMBER
#define WAITING_IDENTIFIER "wait"
#define ECHO_ON_EXECUTE
#define EEPROM_MODE 1
/* ======== Servos =======
Control the servos with
M340 P S / ServoID = 0..3 pulseInUs = 500..2500
Servos are controlled by a pulse width normally between 500 and 2500 with 1500ms in center position. 0 turns servo off.
WARNING: Servos can draw a considerable amount of current. Make sure your system can handle this or you may risk your hardware!
*/
#define FEATURE_SERVO 0
#define SERVO0_PIN 11
#define SERVO1_PIN -1
#define SERVO2_PIN -1
#define SERVO3_PIN -1
#define FEATURE_WATCHDOG 0
// #################### Z-Probing #####################
#define FEATURE_Z_PROBE 0
#define Z_PROBE_PIN -1
#define Z_PROBE_PULLUP 0
#define Z_PROBE_ON_HIGH 0
#define Z_PROBE_X_OFFSET 0
#define Z_PROBE_Y_OFFSET 0
#define Z_PROBE_WAIT_BEFORE_TEST 0
#define Z_PROBE_SPEED 2
#define Z_PROBE_XY_SPEED 150
#define Z_PROBE_HEIGHT 40
#define Z_PROBE_START_SCRIPT ""
#define Z_PROBE_FINISHED_SCRIPT ""
#define FEATURE_AUTOLEVEL 1
#define Z_PROBE_X1 20
#define Z_PROBE_Y1 20
#define Z_PROBE_X2 160
#define Z_PROBE_Y2 20
#define Z_PROBE_X3 100
#define Z_PROBE_Y3 160
#ifndef SDSUPPORT // Some boards have sd support on board. These define the values already in pins.h
#define SDSUPPORT 0
#define SDCARDDETECT -1
#define SDCARDDETECTINVERTED 0
#endif
#define SD_EXTENDED_DIR 1 /** Show extended directory including file length. Don't use this with Pronterface! */
#define ARC_SUPPORT 1
#define FEATURE_MEMORY_POSITION 1
#define FEATURE_CHECKSUM_FORCED 0
#define FEATURE_FAN_CONTROL 1
#define FEATURE_CONTROLLER 0
#define UI_LANGUAGE 0
#define UI_PRINTER_NAME "RepRap"
#define UI_PRINTER_COMPANY "Home made"
#define UI_PAGES_DURATION 4000
#define UI_ANIMATION 1
#define UI_DISABLE_AUTO_PAGESWITCH 1
#define UI_AUTORETURN_TO_MENU_AFTER 30000
#define FEATURE_UI_KEYS 0
#define UI_ENCODER_SPEED 1
#define UI_KEY_BOUNCETIME 10
#define UI_KEY_FIRST_REPEAT 500
#define UI_KEY_REDUCE_REPEAT 50
#define UI_KEY_MIN_REPEAT 50
#define FEATURE_BEEPER 0
#define CASE_LIGHTS_PIN -1
#define UI_START_SCREEN_DELAY 1000
/**
Beeper sound definitions for short beeps during key actions
and longer beeps for important actions.
Parameter is delay in microseconds and the secons is the number of repetitions.
Values must be in range 1..255
*/
#define BEEPER_SHORT_SEQUENCE 2,2
#define BEEPER_LONG_SEQUENCE 8,8
#define UI_SET_PRESET_HEATED_BED_TEMP_PLA 60
#define UI_SET_PRESET_EXTRUDER_TEMP_PLA 190
#define UI_SET_PRESET_HEATED_BED_TEMP_ABS 110
#define UI_SET_PRESET_EXTRUDER_TEMP_ABS 240
#define UI_SET_MIN_HEATED_BED_TEMP 30
#define UI_SET_MAX_HEATED_BED_TEMP 120
#define UI_SET_MIN_EXTRUDER_TEMP 170
#define UI_SET_MAX_EXTRUDER_TEMP 260
#define UI_SET_EXTRUDER_FEEDRATE 2
#define UI_SET_EXTRUDER_RETRACT_DISTANCE 3
#endif
/* Below you will find the configuration string, that created this Configuration.h
========== Start configuration string ==========
{
"editMode": 1,
"processor": 0,
"baudrate": 230400,
"xStepsPerMM": 80,
"yStepsPerMM": 80,
"zStepsPerMM": 80,
"xInvert": 0,
"xInvertEnable": 0,
"eepromMode": 1,
"yInvert": 0,
"yInvertEnable": 0,
"zInvert": 0,
"zInvertEnable": 0,
"extruder": [
{
"id": 0,
"heatManager": 3,
"pidDriveMin": 40,
"pidDriveMax": 230,
"pidMax": 255,
"sensorType": 1,
"sensorPin": "TEMP_0_PIN",
"heaterPin": "HEATER_0_PIN",
"inverse": 0,
"maxFeedrate": 50,
"startFeedrate": 20,
"invert": "0",
"invertEnable": "0",
"acceleration": 5000,
"watchPeriod": 1,
"pidP": 7,
"pidI": 2,
"pidD": 40,
"advanceK": 0,
"advanceL": 0,
"waitRetractTemp": 150,
"waitRetractUnits": 0,
"waitRetract": 0,
"stepsPerMM": 370,
"coolerPin": -1,
"coolerSpeed": 255,
"selectCommands": "",
"deselectCommands": "",
"xOffset": 0,
"yOffset": 0,
"xOffsetSteps": 0,
"yOffsetSteps": 0,
"stepper": {
"name": "Extruder 0",
"step": "E0_STEP_PIN",
"dir": "E0_DIR_PIN",
"enable": "E0_ENABLE_PIN"
},
"advanceBacklashSteps": 0
}
],
"uiLanguage": 0,
"uiController": 0,
"xMinEndstop": 1,
"yMinEndstop": 1,
"zMinEndstop": 1,
"xMaxEndstop": 0,
"yMaxEndstop": 0,
"zMaxEndstop": 0,
"motherboard": 701,
"driveSystem": 0,
"xMaxSpeed": 200,
"xHomingSpeed": 40,
"xTravelAcceleration": 1000,
"xPrintAcceleration": 1000,
"yMaxSpeed": 200,
"yHomingSpeed": 40,
"yTravelAcceleration": 1000,
"yPrintAcceleration": 1000,
"zMaxSpeed": 2,
"zHomingSpeed": 2,
"zTravelAcceleration": 100,
"zPrintAcceleration": 100,
"xMotor": {
"name": "X motor",
"step": "X_STEP_PIN",
"dir": "X_DIR_PIN",
"enable": "X_ENABLE_PIN"
},
"yMotor": {
"name": "Y motor",
"step": "Y_STEP_PIN",
"dir": "Y_DIR_PIN",
"enable": "Y_ENABLE_PIN"
},
"zMotor": {
"name": "Z motor",
"step": "Z_STEP_PIN",
"dir": "Z_DIR_PIN",
"enable": "Z_ENABLE_PIN"
},
"enableBacklash": "0",
"backlashX": 0,
"backlashY": 0,
"backlashZ": 0,
"stepperInactiveTime": 360,
"maxInactiveTime": 0,
"xMinPos": 0,
"yMinPos": 0,
"zMinPos": 0,
"xLength": 200,
"yLength": 200,
"zLength": 120,
"alwaysCheckEndstops": "1",
"disableX": "0",
"disableY": "0",
"disableZ": "0",
"disableE": "0",
"xHomeDir": "-1",
"yHomeDir": "-1",
"zHomeDir": "-1",
"xEndstopBack": 1,
"yEndstopBack": 1,
"zEndstopBack": 1,
"deltaSegmentsPerSecondPrint": 180,
"deltaSegmentsPerSecondTravel": 70,
"deltaDiagonalRod": 445,
"deltaHorizontalRadius": 209.25,
"deltaAlphaA": 210,
"deltaAlphaB": 330,
"deltaAlphaC": 90,
"deltaRadiusCorrA": 0,
"deltaRadiusCorrB": 0,
"deltaRadiusCorrC": 0,
"deltaXOffsetSteps": 0,
"deltaYOffsetSteps": 0,
"deltaZOffsetSteps": 0,
"deltaSegmentsPerLine": 24,
"stepperHighDelay": 0,
"stepDoublerFrequency": 12000,
"allowQuadstepping": "1",
"doubleStepDelay": 1,
"maxHalfstepInterval": 1999,
"maxJerk": 20,
"maxZJerk": 0.3,
"moveCacheSize": 16,
"moveCacheLow": 10,
"lowTicksPerMove": 250000,
"enablePowerOnStartup": "1",
"echoOnExecute": "1",
"sendWaits": "1",
"ackWithLineNumber": "1",
"killMethod": 1,
"useAdvance": "0",
"useQuadraticAdvance": "0",
"powerInverting": 0,
"mirrorX": 0,
"mirrorXMotor": {
"name": "Extruder 1",
"step": "E1_STEP_PIN",
"dir": "E1_DIR_PIN",
"enable": "E1_ENABLE_PIN"
},
"mirrorY": 0,
"mirrorYMotor": {
"name": "Extruder 1",
"step": "E1_STEP_PIN",
"dir": "E1_DIR_PIN",
"enable": "E1_ENABLE_PIN"
},
"mirrorZ": 0,
"mirrorZMotor": {
"name": "Extruder 1",
"step": "E1_STEP_PIN",
"dir": "E1_DIR_PIN",
"enable": "E1_ENABLE_PIN"
},
"dittoPrinting": "0",
"featureServos": "0",
"servo0Pin": 11,
"servo1Pin": -1,
"servo2Pin": -1,
"servo3Pin": -1,
"featureWatchdog": "0",
"hasHeatedBed": "0",
"enableZProbing": "0",
"extrudeMaxLength": 160,
"homeOrder": "HOME_ORDER_ZXY",
"featureController": 0,
"uiPrinterName": "RepRap",
"uiPrinterCompany": "Home made",
"uiPagesDuration": 4000,
"uiAnimation": "1",
"uiDisablePageswitch": "1",
"uiAutoReturnAfter": 30000,
"featureKeys": "0",
"uiEncoderSpeed": 1,
"uiKeyBouncetime": 10,
"uiKeyFirstRepeat": 500,
"uiKeyReduceRepeat": 50,
"uiKeyMinRepeat": 50,
"featureBeeper": "0",
"uiPresetBedTempPLA": 60,
"uiPresetBedABS": 110,
"uiPresetExtruderPLA": 190,
"uiPresetExtruderABS": 240,
"uiMinHeatedBed": 30,
"uiMaxHeatedBed": 120,
"uiMinEtxruderTemp": 170,
"uiMaxExtruderTemp": 260,
"uiExtruderFeedrate": 2,
"uiExtruderRetractDistance": 3,
"maxBedTemperature": 120,
"bedSensorType": 1,
"bedSensorPin": "TEMP_1_PIN",
"bedHeaterPin": "HEATER_1_PIN",
"bedHeatManager": 0,
"bedUpdateInterval": 5000,
"bedPidDriveMin": 80,
"bedPidDriveMax": 255,
"bedPidP": 196,
"bedPidI": 33,
"bedPidD": 290,
"bedPidMax": 255,
"caseLightPin": -1,
"bedSkipIfWithin": 3,
"gen1T0": 25,
"gen1R0": 100000,
"gen1Beta": 4036,
"gen1MinTemp": -20,
"gen1MaxTemp": 300,
"gen1R1": 0,
"gen1R2": 4700,
"gen2T0": 25,
"gen2R0": 100000,
"gen2Beta": 4036,
"gen2MinTemp": -20,
"gen2MaxTemp": 300,
"gen2R1": 0,
"gen2R2": 4700,
"gen3T0": 25,
"gen3R0": 100000,
"gen3Beta": 4036,
"gen3MinTemp": -20,
"gen3MaxTemp": 300,
"gen3R1": 0,
"gen3R2": 4700,
"userTable0": {
"r1": 0,
"r2": 4700,
"temps": [
]
},
"userTable1": {
"r1": 0,
"r2": 4700,
"temps": [
]
},
"userTable2": {
"r1": 0,
"r2": 4700,
"temps": [
]
},
"tempHysteresis": 0,
"pidControlRange": 20,
"skipM109Within": 2,
"extruderFanCoolTemp": 50,
"minTemp": 150,
"maxTemp": 275,
"minDefectTemp": -10,
"maxDefectTemp": 290,
"arcSupport": "1",
"featureMemoryPositionWatchdog": "1",
"forceChecksum": "0",
"sdExtendedDir": "1",
"featureFanControl": "1",
"fanPin": "FAN_PIN",
"scalePidToMax": 0,
"zProbePin": -1,
"zProbePullup": "0",
"zProbeOnHigh": "0",
"zProbeXOffset": 0,
"zProbeYOffset": 0,
"zProbeWaitBeforeTest": "0",
"zProbeSpeed": 2,
"zProbeXYSpeed": 150,
"zProbeHeight": 40,
"zProbeStartScript": "",
"zProbeFinishedScript": "",
"featureAutolevel": "1",
"zProbeX1": 20,
"zProbeY1": 20,
"zProbeX2": 160,
"zProbeY2": 20,
"zProbeX3": 100,
"zProbeY3": 160,
"sdSupport": "0",
"sdCardDetectPin": -1,
"sdCardDetectInverted": "0",
"uiStartScreenDelay": 1000,
"xEndstopBackMove": 5,
"yEndstopBackMove": 5,
"zEndstopBackMove": 1,
"xEndstopRetestFactor": 3,
"yEndstopRetestFactor": 3,
"zEndstopRetestFactor": 3,
"xMinPin": "X_MIN_PIN",
"yMinPin": "Y_MIN_PIN",
"zMinPin": "Z_MIN_PIN",
"xMaxPin": "X_MAX_PIN",
"yMaxPin": "Y_MAX_PIN",
"zMaxPin": "Z_MAX_PIN",
"deltaHomeOnPower": "0",
"fanBoardPin": -1,
"hasMAX6675": false,
"hasMAX31855": false,
"hasGeneric1": false,
"hasGeneric2": false,
"hasGeneric3": false,
"hasUser0": false,
"hasUser1": false,
"hasUser2": false,
"numExtruder": 1,
"version": 91
}
========== End configuration string ==========
*/
Ik heb de configuration.h file bekeken maar zag daar niets staan over endstoppullup. Een copy paste van die file staat hieronder
/*
This file is part of Repetier-Firmware.
Repetier-Firmware is free software: you can redistribute it and/or modify
it under the terms of the GNU General Public License as published by
the Free Software Foundation, either version 3 of the License, or
(at your option) any later version.
Repetier-Firmware is distributed in the hope that it will be useful,
but WITHOUT ANY WARRANTY; without even the implied warranty of
MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the
GNU General Public License for more details.
You should have received a copy of the GNU General Public License
along with Repetier-Firmware. If not, see [www.gnu.org].
*/
#ifndef CONFIGURATION_H
#define CONFIGURATION_H
/**************** READ FIRST ************************
This configuration file was created with the configuration tool. For that
reason, it does not contain the same informations as the original Configuration.h file.
It misses the comments and unused parts. Open this file file in the config tool
to see and change the data. You can also upload it to newer/older versions. The system
will silently add new options, so compilation continues to work.
This file is optimized for version 0.91
generator: [www.repetier.com]
*/
#define NUM_EXTRUDER 1
#define MOTHERBOARD 701
#include "pins.h"
// ################## EDIT THESE SETTINGS MANUALLY ################
// ################ END MANUAL SETTINGS ##########################
#define FAN_BOARD_PIN -1
//#define EXTERNALSERIAL use Arduino serial library instead of build in. Requires more ram, has only 63 byte input buffer.
// Uncomment the following line if you are using arduino compatible firmware made for Arduino version earlier then 1.0
// If it is incompatible you will get compiler errors about write functions not beeing compatible!
//#define COMPAT_PRE1
#define DRIVE_SYSTEM 0
#define XAXIS_STEPS_PER_MM 80
#define YAXIS_STEPS_PER_MM 80
#define ZAXIS_STEPS_PER_MM 80
#define EXTRUDER_FAN_COOL_TEMP 50
#define EXT0_X_OFFSET 0
#define EXT0_Y_OFFSET 0
#define EXT0_STEPS_PER_MM 370
#define EXT0_TEMPSENSOR_TYPE 1
#define EXT0_TEMPSENSOR_PIN TEMP_0_PIN
#define EXT0_HEATER_PIN HEATER_0_PIN
#define EXT0_STEP_PIN E0_STEP_PIN
#define EXT0_DIR_PIN E0_DIR_PIN
#define EXT0_INVERSE 0
#define EXT0_ENABLE_PIN E0_ENABLE_PIN
#define EXT0_ENABLE_ON 0
#define EXT0_MAX_FEEDRATE 50
#define EXT0_MAX_START_FEEDRATE 20
#define EXT0_MAX_ACCELERATION 5000
#define EXT0_HEAT_MANAGER 3
#define EXT0_WATCHPERIOD 1
#define EXT0_PID_INTEGRAL_DRIVE_MAX 230
#define EXT0_PID_INTEGRAL_DRIVE_MIN 40
#define EXT0_PID_P 7
#define EXT0_PID_I 2
#define EXT0_PID_D 40
#define EXT0_PID_MAX 255
#define EXT0_ADVANCE_K 0
#define EXT0_ADVANCE_L 0
#define EXT0_ADVANCE_BACKLASH_STEPS 0
#define EXT0_WAIT_RETRACT_TEMP 150
#define EXT0_WAIT_RETRACT_UNITS 0
#define EXT0_SELECT_COMMANDS ""
#define EXT0_DESELECT_COMMANDS ""
#define EXT0_EXTRUDER_COOLER_PIN -1
#define EXT0_EXTRUDER_COOLER_SPEED 255
#define RETRACT_DURING_HEATUP true
#define PID_CONTROL_RANGE 20
#define SKIP_M109_IF_WITHIN 2
#define SCALE_PID_TO_MAX 0
#define TEMP_HYSTERESIS 0
#define EXTRUDE_MAXLENGTH 160
#define NUM_TEMPS_USERTHERMISTOR0 0
#define USER_THERMISTORTABLE0 {}
#define NUM_TEMPS_USERTHERMISTOR1 0
#define USER_THERMISTORTABLE1 {}
#define NUM_TEMPS_USERTHERMISTOR2 0
#define USER_THERMISTORTABLE2 {}
#define GENERIC_THERM_VREF 5
#define GENERIC_THERM_NUM_ENTRIES 33
// ############# Heated bed configuration ########################
#define HAVE_HEATED_BED 0
#define HEATED_BED_MAX_TEMP 120
#define SKIP_M190_IF_WITHIN 3
#define HEATED_BED_SENSOR_TYPE 1
#define HEATED_BED_SENSOR_PIN TEMP_1_PIN
#define HEATED_BED_HEATER_PIN HEATER_1_PIN
#define HEATED_BED_SET_INTERVAL 5000
#define HEATED_BED_HEAT_MANAGER 0
#define HEATED_BED_PID_INTEGRAL_DRIVE_MAX 255
#define HEATED_BED_PID_INTEGRAL_DRIVE_MIN 80
#define HEATED_BED_PID_PGAIN 196
#define HEATED_BED_PID_IGAIN 33
#define HEATED_BED_PID_DGAIN 290
#define HEATED_BED_PID_MAX 255
#define MIN_EXTRUDER_TEMP 150
#define MAXTEMP 275
#define MIN_DEFECT_TEMPERATURE -10
#define MAX_DEFECT_TEMPERATURE 290
// ################ Endstop configuration #####################
#define ENDSTOP_PULLUP_X_MIN true
#define ENDSTOP_X_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_X true
#define ENDSTOP_PULLUP_Y_MIN true
#define ENDSTOP_Y_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Y true
#define ENDSTOP_PULLUP_Z_MIN true
#define ENDSTOP_Z_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Z true
#define ENDSTOP_PULLUP_X_MAX true
#define ENDSTOP_X_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_X false
#define ENDSTOP_PULLUP_Y_MAX true
#define ENDSTOP_Y_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Y false
#define ENDSTOP_PULLUP_Z_MAX true
#define ENDSTOP_Z_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Z false
#define max_software_endstop_r true
#define min_software_endstop_x false
#define min_software_endstop_y false
#define min_software_endstop_z false
#define max_software_endstop_x true
#define max_software_endstop_y true
#define max_software_endstop_z true
#define ENDSTOP_X_BACK_MOVE 5
#define ENDSTOP_Y_BACK_MOVE 5
#define ENDSTOP_Z_BACK_MOVE 1
#define ENDSTOP_X_RETEST_REDUCTION_FACTOR 3
#define ENDSTOP_Y_RETEST_REDUCTION_FACTOR 3
#define ENDSTOP_Z_RETEST_REDUCTION_FACTOR 3
#define ENDSTOP_X_BACK_ON_HOME 1
#define ENDSTOP_Y_BACK_ON_HOME 1
#define ENDSTOP_Z_BACK_ON_HOME 1
#define ALWAYS_CHECK_ENDSTOPS 1
// ################# XYZ movements ###################
#define X_ENABLE_ON 0
#define Y_ENABLE_ON 0
#define Z_ENABLE_ON 0
#define DISABLE_X 0
#define DISABLE_Y 0
#define DISABLE_Z 0
#define DISABLE_E 0
#define INVERT_X_DIR 0
#define INVERT_Y_DIR 0
#define INVERT_Z_DIR 0
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
#define X_MAX_LENGTH 200
#define Y_MAX_LENGTH 200
#define Z_MAX_LENGTH 120
#define X_MIN_POS 0
#define Y_MIN_POS 0
#define Z_MIN_POS 0
// ##########################################################################################
// ## Movement settings ##
// ##########################################################################################
#define DELTA_SEGMENTS_PER_SECOND_PRINT 180 // Move accurate setting for print moves
#define DELTA_SEGMENTS_PER_SECOND_MOVE 70 // Less accurate setting for other moves
// Delta settings
#define DELTA_HOME_ON_POWER 0
#define MAX_DELTA_SEGMENTS_PER_LINE 24
#define STEPPER_INACTIVE_TIME 360L
#define MAX_INACTIVE_TIME 0L
#define MAX_FEEDRATE_X 200
#define MAX_FEEDRATE_Y 200
#define MAX_FEEDRATE_Z 2
#define HOMING_FEEDRATE_X 40
#define HOMING_FEEDRATE_Y 40
#define HOMING_FEEDRATE_Z 2
#define HOMING_ORDER HOME_ORDER_ZXY
#define ENABLE_BACKLASH_COMPENSATION 0
#define X_BACKLASH 0
#define Y_BACKLASH 0
#define Z_BACKLASH 0
#define RAMP_ACCELERATION 1
#define STEPPER_HIGH_DELAY 0
#define STEP_DOUBLER_FREQUENCY 12000
#define ALLOW_QUADSTEPPING 1
#define DOUBLE_STEP_DELAY 1 // time in microseconds
#define MAX_HALFSTEP_INTERVAL 1999
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_X 1000
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Y 1000
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Z 100
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_X 1000
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Y 1000
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Z 100
#define MAX_JERK 20
#define MAX_ZJERK 0.3
#define MOVE_CACHE_SIZE 16
#define MOVE_CACHE_LOW 10
#define LOW_TICKS_PER_MOVE 250000
#define FEATURE_TWO_XSTEPPER 0
#define X2_STEP_PIN E1_STEP_PIN
#define X2_DIR_PIN E1_DIR_PIN
#define X2_ENABLE_PIN E1_ENABLE_PIN
#define FEATURE_TWO_YSTEPPER 0
#define Y2_STEP_PIN E1_STEP_PIN
#define Y2_DIR_PIN E1_DIR_PIN
#define Y2_ENABLE_PIN E1_ENABLE_PIN
#define FEATURE_TWO_ZSTEPPER 0
#define Z2_STEP_PIN E1_STEP_PIN
#define Z2_DIR_PIN E1_DIR_PIN
#define Z2_ENABLE_PIN E1_ENABLE_PIN
#define FEATURE_DITTO_PRINTING 0
// ################# Misc. settings ##################
#define BAUDRATE 230400
#define ENABLE_POWER_ON_STARTUP
#define POWER_INVERTING 0
#define KILL_METHOD 1
#define GCODE_BUFFER_SIZE 2
#define ACK_WITH_LINENUMBER
#define WAITING_IDENTIFIER "wait"
#define ECHO_ON_EXECUTE
#define EEPROM_MODE 1
/* ======== Servos =======
Control the servos with
M340 P S / ServoID = 0..3 pulseInUs = 500..2500
Servos are controlled by a pulse width normally between 500 and 2500 with 1500ms in center position. 0 turns servo off.
WARNING: Servos can draw a considerable amount of current. Make sure your system can handle this or you may risk your hardware!
*/
#define FEATURE_SERVO 0
#define SERVO0_PIN 11
#define SERVO1_PIN -1
#define SERVO2_PIN -1
#define SERVO3_PIN -1
#define FEATURE_WATCHDOG 0
// #################### Z-Probing #####################
#define FEATURE_Z_PROBE 0
#define Z_PROBE_PIN -1
#define Z_PROBE_PULLUP 0
#define Z_PROBE_ON_HIGH 0
#define Z_PROBE_X_OFFSET 0
#define Z_PROBE_Y_OFFSET 0
#define Z_PROBE_WAIT_BEFORE_TEST 0
#define Z_PROBE_SPEED 2
#define Z_PROBE_XY_SPEED 150
#define Z_PROBE_HEIGHT 40
#define Z_PROBE_START_SCRIPT ""
#define Z_PROBE_FINISHED_SCRIPT ""
#define FEATURE_AUTOLEVEL 1
#define Z_PROBE_X1 20
#define Z_PROBE_Y1 20
#define Z_PROBE_X2 160
#define Z_PROBE_Y2 20
#define Z_PROBE_X3 100
#define Z_PROBE_Y3 160
#ifndef SDSUPPORT // Some boards have sd support on board. These define the values already in pins.h
#define SDSUPPORT 0
#define SDCARDDETECT -1
#define SDCARDDETECTINVERTED 0
#endif
#define SD_EXTENDED_DIR 1 /** Show extended directory including file length. Don't use this with Pronterface! */
#define ARC_SUPPORT 1
#define FEATURE_MEMORY_POSITION 1
#define FEATURE_CHECKSUM_FORCED 0
#define FEATURE_FAN_CONTROL 1
#define FEATURE_CONTROLLER 0
#define UI_LANGUAGE 0
#define UI_PRINTER_NAME "RepRap"
#define UI_PRINTER_COMPANY "Home made"
#define UI_PAGES_DURATION 4000
#define UI_ANIMATION 1
#define UI_DISABLE_AUTO_PAGESWITCH 1
#define UI_AUTORETURN_TO_MENU_AFTER 30000
#define FEATURE_UI_KEYS 0
#define UI_ENCODER_SPEED 1
#define UI_KEY_BOUNCETIME 10
#define UI_KEY_FIRST_REPEAT 500
#define UI_KEY_REDUCE_REPEAT 50
#define UI_KEY_MIN_REPEAT 50
#define FEATURE_BEEPER 0
#define CASE_LIGHTS_PIN -1
#define UI_START_SCREEN_DELAY 1000
/**
Beeper sound definitions for short beeps during key actions
and longer beeps for important actions.
Parameter is delay in microseconds and the secons is the number of repetitions.
Values must be in range 1..255
*/
#define BEEPER_SHORT_SEQUENCE 2,2
#define BEEPER_LONG_SEQUENCE 8,8
#define UI_SET_PRESET_HEATED_BED_TEMP_PLA 60
#define UI_SET_PRESET_EXTRUDER_TEMP_PLA 190
#define UI_SET_PRESET_HEATED_BED_TEMP_ABS 110
#define UI_SET_PRESET_EXTRUDER_TEMP_ABS 240
#define UI_SET_MIN_HEATED_BED_TEMP 30
#define UI_SET_MAX_HEATED_BED_TEMP 120
#define UI_SET_MIN_EXTRUDER_TEMP 170
#define UI_SET_MAX_EXTRUDER_TEMP 260
#define UI_SET_EXTRUDER_FEEDRATE 2
#define UI_SET_EXTRUDER_RETRACT_DISTANCE 3
#endif
/* Below you will find the configuration string, that created this Configuration.h
========== Start configuration string ==========
{
"editMode": 1,
"processor": 0,
"baudrate": 230400,
"xStepsPerMM": 80,
"yStepsPerMM": 80,
"zStepsPerMM": 80,
"xInvert": 0,
"xInvertEnable": 0,
"eepromMode": 1,
"yInvert": 0,
"yInvertEnable": 0,
"zInvert": 0,
"zInvertEnable": 0,
"extruder": [
{
"id": 0,
"heatManager": 3,
"pidDriveMin": 40,
"pidDriveMax": 230,
"pidMax": 255,
"sensorType": 1,
"sensorPin": "TEMP_0_PIN",
"heaterPin": "HEATER_0_PIN",
"inverse": 0,
"maxFeedrate": 50,
"startFeedrate": 20,
"invert": "0",
"invertEnable": "0",
"acceleration": 5000,
"watchPeriod": 1,
"pidP": 7,
"pidI": 2,
"pidD": 40,
"advanceK": 0,
"advanceL": 0,
"waitRetractTemp": 150,
"waitRetractUnits": 0,
"waitRetract": 0,
"stepsPerMM": 370,
"coolerPin": -1,
"coolerSpeed": 255,
"selectCommands": "",
"deselectCommands": "",
"xOffset": 0,
"yOffset": 0,
"xOffsetSteps": 0,
"yOffsetSteps": 0,
"stepper": {
"name": "Extruder 0",
"step": "E0_STEP_PIN",
"dir": "E0_DIR_PIN",
"enable": "E0_ENABLE_PIN"
},
"advanceBacklashSteps": 0
}
],
"uiLanguage": 0,
"uiController": 0,
"xMinEndstop": 1,
"yMinEndstop": 1,
"zMinEndstop": 1,
"xMaxEndstop": 0,
"yMaxEndstop": 0,
"zMaxEndstop": 0,
"motherboard": 701,
"driveSystem": 0,
"xMaxSpeed": 200,
"xHomingSpeed": 40,
"xTravelAcceleration": 1000,
"xPrintAcceleration": 1000,
"yMaxSpeed": 200,
"yHomingSpeed": 40,
"yTravelAcceleration": 1000,
"yPrintAcceleration": 1000,
"zMaxSpeed": 2,
"zHomingSpeed": 2,
"zTravelAcceleration": 100,
"zPrintAcceleration": 100,
"xMotor": {
"name": "X motor",
"step": "X_STEP_PIN",
"dir": "X_DIR_PIN",
"enable": "X_ENABLE_PIN"
},
"yMotor": {
"name": "Y motor",
"step": "Y_STEP_PIN",
"dir": "Y_DIR_PIN",
"enable": "Y_ENABLE_PIN"
},
"zMotor": {
"name": "Z motor",
"step": "Z_STEP_PIN",
"dir": "Z_DIR_PIN",
"enable": "Z_ENABLE_PIN"
},
"enableBacklash": "0",
"backlashX": 0,
"backlashY": 0,
"backlashZ": 0,
"stepperInactiveTime": 360,
"maxInactiveTime": 0,
"xMinPos": 0,
"yMinPos": 0,
"zMinPos": 0,
"xLength": 200,
"yLength": 200,
"zLength": 120,
"alwaysCheckEndstops": "1",
"disableX": "0",
"disableY": "0",
"disableZ": "0",
"disableE": "0",
"xHomeDir": "-1",
"yHomeDir": "-1",
"zHomeDir": "-1",
"xEndstopBack": 1,
"yEndstopBack": 1,
"zEndstopBack": 1,
"deltaSegmentsPerSecondPrint": 180,
"deltaSegmentsPerSecondTravel": 70,
"deltaDiagonalRod": 445,
"deltaHorizontalRadius": 209.25,
"deltaAlphaA": 210,
"deltaAlphaB": 330,
"deltaAlphaC": 90,
"deltaRadiusCorrA": 0,
"deltaRadiusCorrB": 0,
"deltaRadiusCorrC": 0,
"deltaXOffsetSteps": 0,
"deltaYOffsetSteps": 0,
"deltaZOffsetSteps": 0,
"deltaSegmentsPerLine": 24,
"stepperHighDelay": 0,
"stepDoublerFrequency": 12000,
"allowQuadstepping": "1",
"doubleStepDelay": 1,
"maxHalfstepInterval": 1999,
"maxJerk": 20,
"maxZJerk": 0.3,
"moveCacheSize": 16,
"moveCacheLow": 10,
"lowTicksPerMove": 250000,
"enablePowerOnStartup": "1",
"echoOnExecute": "1",
"sendWaits": "1",
"ackWithLineNumber": "1",
"killMethod": 1,
"useAdvance": "0",
"useQuadraticAdvance": "0",
"powerInverting": 0,
"mirrorX": 0,
"mirrorXMotor": {
"name": "Extruder 1",
"step": "E1_STEP_PIN",
"dir": "E1_DIR_PIN",
"enable": "E1_ENABLE_PIN"
},
"mirrorY": 0,
"mirrorYMotor": {
"name": "Extruder 1",
"step": "E1_STEP_PIN",
"dir": "E1_DIR_PIN",
"enable": "E1_ENABLE_PIN"
},
"mirrorZ": 0,
"mirrorZMotor": {
"name": "Extruder 1",
"step": "E1_STEP_PIN",
"dir": "E1_DIR_PIN",
"enable": "E1_ENABLE_PIN"
},
"dittoPrinting": "0",
"featureServos": "0",
"servo0Pin": 11,
"servo1Pin": -1,
"servo2Pin": -1,
"servo3Pin": -1,
"featureWatchdog": "0",
"hasHeatedBed": "0",
"enableZProbing": "0",
"extrudeMaxLength": 160,
"homeOrder": "HOME_ORDER_ZXY",
"featureController": 0,
"uiPrinterName": "RepRap",
"uiPrinterCompany": "Home made",
"uiPagesDuration": 4000,
"uiAnimation": "1",
"uiDisablePageswitch": "1",
"uiAutoReturnAfter": 30000,
"featureKeys": "0",
"uiEncoderSpeed": 1,
"uiKeyBouncetime": 10,
"uiKeyFirstRepeat": 500,
"uiKeyReduceRepeat": 50,
"uiKeyMinRepeat": 50,
"featureBeeper": "0",
"uiPresetBedTempPLA": 60,
"uiPresetBedABS": 110,
"uiPresetExtruderPLA": 190,
"uiPresetExtruderABS": 240,
"uiMinHeatedBed": 30,
"uiMaxHeatedBed": 120,
"uiMinEtxruderTemp": 170,
"uiMaxExtruderTemp": 260,
"uiExtruderFeedrate": 2,
"uiExtruderRetractDistance": 3,
"maxBedTemperature": 120,
"bedSensorType": 1,
"bedSensorPin": "TEMP_1_PIN",
"bedHeaterPin": "HEATER_1_PIN",
"bedHeatManager": 0,
"bedUpdateInterval": 5000,
"bedPidDriveMin": 80,
"bedPidDriveMax": 255,
"bedPidP": 196,
"bedPidI": 33,
"bedPidD": 290,
"bedPidMax": 255,
"caseLightPin": -1,
"bedSkipIfWithin": 3,
"gen1T0": 25,
"gen1R0": 100000,
"gen1Beta": 4036,
"gen1MinTemp": -20,
"gen1MaxTemp": 300,
"gen1R1": 0,
"gen1R2": 4700,
"gen2T0": 25,
"gen2R0": 100000,
"gen2Beta": 4036,
"gen2MinTemp": -20,
"gen2MaxTemp": 300,
"gen2R1": 0,
"gen2R2": 4700,
"gen3T0": 25,
"gen3R0": 100000,
"gen3Beta": 4036,
"gen3MinTemp": -20,
"gen3MaxTemp": 300,
"gen3R1": 0,
"gen3R2": 4700,
"userTable0": {
"r1": 0,
"r2": 4700,
"temps": [
]
},
"userTable1": {
"r1": 0,
"r2": 4700,
"temps": [
]
},
"userTable2": {
"r1": 0,
"r2": 4700,
"temps": [
]
},
"tempHysteresis": 0,
"pidControlRange": 20,
"skipM109Within": 2,
"extruderFanCoolTemp": 50,
"minTemp": 150,
"maxTemp": 275,
"minDefectTemp": -10,
"maxDefectTemp": 290,
"arcSupport": "1",
"featureMemoryPositionWatchdog": "1",
"forceChecksum": "0",
"sdExtendedDir": "1",
"featureFanControl": "1",
"fanPin": "FAN_PIN",
"scalePidToMax": 0,
"zProbePin": -1,
"zProbePullup": "0",
"zProbeOnHigh": "0",
"zProbeXOffset": 0,
"zProbeYOffset": 0,
"zProbeWaitBeforeTest": "0",
"zProbeSpeed": 2,
"zProbeXYSpeed": 150,
"zProbeHeight": 40,
"zProbeStartScript": "",
"zProbeFinishedScript": "",
"featureAutolevel": "1",
"zProbeX1": 20,
"zProbeY1": 20,
"zProbeX2": 160,
"zProbeY2": 20,
"zProbeX3": 100,
"zProbeY3": 160,
"sdSupport": "0",
"sdCardDetectPin": -1,
"sdCardDetectInverted": "0",
"uiStartScreenDelay": 1000,
"xEndstopBackMove": 5,
"yEndstopBackMove": 5,
"zEndstopBackMove": 1,
"xEndstopRetestFactor": 3,
"yEndstopRetestFactor": 3,
"zEndstopRetestFactor": 3,
"xMinPin": "X_MIN_PIN",
"yMinPin": "Y_MIN_PIN",
"zMinPin": "Z_MIN_PIN",
"xMaxPin": "X_MAX_PIN",
"yMaxPin": "Y_MAX_PIN",
"zMaxPin": "Z_MAX_PIN",
"deltaHomeOnPower": "0",
"fanBoardPin": -1,
"hasMAX6675": false,
"hasMAX31855": false,
"hasGeneric1": false,
"hasGeneric2": false,
"hasGeneric3": false,
"hasUser0": false,
"hasUser1": false,
"hasUser2": false,
"numExtruder": 1,
"version": 91
}
========== End configuration string ==========
*/
|
Re: Prusa i3 Rookie January 20, 2014 02:25PM |
Registered: 10 years ago Posts: 266 |
Hi,
ik ben geen Repetier specialist, maar volgens mij staan je Z-steps fout. Volgens de Prusa Calculator zou bij een leadscrew M6 (standaard) voor een Prusa I3 de Z-step op 3200 moeten staan, bij 1mm verplaatsing op 360 graden maken de stappers 200 pulsen, vermenigvuldigt met de microstep (1/16) geeft 3200 stapjes.
Als ik je instelling snapt, wil je z-as een heel klein tikje geven, maar door de verkeerde instelling maakt hij een verplaatsing van 40x te groot. Dat zou je filmpje wel ongeveer verklaren.
De PullUpSettings staan ook in je file, maar die heb je aan staan, dus dat is prima. Verander maar even in 3200 als je M6 draad hebt op je Z-as en 2560 als je M8 draad hebt. Dan zal het wel goed zijn.
Kun je gaan levelen en printen.....
Gr. Eric
ik ben geen Repetier specialist, maar volgens mij staan je Z-steps fout. Volgens de Prusa Calculator zou bij een leadscrew M6 (standaard) voor een Prusa I3 de Z-step op 3200 moeten staan, bij 1mm verplaatsing op 360 graden maken de stappers 200 pulsen, vermenigvuldigt met de microstep (1/16) geeft 3200 stapjes.
Als ik je instelling snapt, wil je z-as een heel klein tikje geven, maar door de verkeerde instelling maakt hij een verplaatsing van 40x te groot. Dat zou je filmpje wel ongeveer verklaren.
De PullUpSettings staan ook in je file, maar die heb je aan staan, dus dat is prima. Verander maar even in 3200 als je M6 draad hebt op je Z-as en 2560 als je M8 draad hebt. Dan zal het wel goed zijn.
Kun je gaan levelen en printen.....
Gr. Eric
|
Re: Prusa i3 Rookie January 20, 2014 06:17PM |
Admin Registered: 11 years ago Posts: 3,096 |
Het staat er wel tussen hoor:
#define ENDSTOP_PULLUP_X_MIN true
#define ENDSTOP_X_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_X true
#define ENDSTOP_PULLUP_Y_MIN true
#define ENDSTOP_Y_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Y true
#define ENDSTOP_PULLUP_Z_MIN true
#define ENDSTOP_Z_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Z true
#define ENDSTOP_PULLUP_X_MAX true
#define ENDSTOP_X_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_X false
#define ENDSTOP_PULLUP_Y_MAX true
#define ENDSTOP_Y_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Y false
#define ENDSTOP_PULLUP_Z_MAX true
#define ENDSTOP_Z_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Z false
#define max_software_endstop_r true
#define ENDSTOP_PULLUP_X_MIN true
#define ENDSTOP_X_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_X true
#define ENDSTOP_PULLUP_Y_MIN true
#define ENDSTOP_Y_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Y true
#define ENDSTOP_PULLUP_Z_MIN true
#define ENDSTOP_Z_MIN_INVERTING true
#define MIN_HARDWARE_ENDSTOP_Z true
#define ENDSTOP_PULLUP_X_MAX true
#define ENDSTOP_X_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_X false
#define ENDSTOP_PULLUP_Y_MAX true
#define ENDSTOP_Y_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Y false
#define ENDSTOP_PULLUP_Z_MAX true
#define ENDSTOP_Z_MAX_INVERTING false
#define MAX_HARDWARE_ENDSTOP_Z false
#define max_software_endstop_r true
|
Re: Prusa i3 Rookie January 21, 2014 01:33AM |
Registered: 10 years ago Posts: 45 |
|
Re: Prusa i3 Rookie January 21, 2014 04:37AM |
Registered: 10 years ago Posts: 550 |
|
Re: Prusa i3 Rookie January 21, 2014 01:11PM |
Registered: 10 years ago Posts: 43 |
|
Re: Prusa i3 Rookie January 21, 2014 01:26PM |
Registered: 10 years ago Posts: 45 |
|
Re: Prusa i3 Rookie January 21, 2014 03:28PM |
Registered: 10 years ago Posts: 45 |
Heb gekeken naar de waardes die knaapio had aangegeven. Helaas haalde dat niets uit.
Verderop in de code staat
#define ENDSTOP_Z_BACK_ON_HOME 1
Deze waarde op 0 gezet en de z-as stopt op zijn endstop.
Super bedankt allemaal.
Op naar de volgende stappen, het uitlijnen van het heatbed en de extruder steps
Edited 1 time(s). Last edit at 01/21/2014 03:46PM by Hill.
Verderop in de code staat
#define ENDSTOP_Z_BACK_ON_HOME 1
Deze waarde op 0 gezet en de z-as stopt op zijn endstop.
Super bedankt allemaal.
Op naar de volgende stappen, het uitlijnen van het heatbed en de extruder steps
Edited 1 time(s). Last edit at 01/21/2014 03:46PM by Hill.
|
Re: Prusa i3 Rookie January 21, 2014 04:42PM |
Registered: 10 years ago Posts: 266 |
|
Re: Prusa i3 Rookie January 29, 2014 09:49AM |
Registered: 10 years ago Posts: 45 |
Het begint al aardig op te schieten met het afstellen.
Ik wil de extruder nu gaan afstellen maar krijg er geen beweging in. Volgens mij kan deze pas gaan bewegen als de temperatuur is bereikt. Er staat me iets bij dat deze soort van beveiliging weg te halen valt, en heb dat ook ergens gelezen. Helaas kan ik het niet meer terug vinden.
Weet iemand waar ik het kan vinden, of heeft iemand de oplossing zo bij de hand?
Ik wil de extruder nu gaan afstellen maar krijg er geen beweging in. Volgens mij kan deze pas gaan bewegen als de temperatuur is bereikt. Er staat me iets bij dat deze soort van beveiliging weg te halen valt, en heb dat ook ergens gelezen. Helaas kan ik het niet meer terug vinden.
Weet iemand waar ik het kan vinden, of heeft iemand de oplossing zo bij de hand?
|
Re: Prusa i3 Rookie January 29, 2014 11:27AM |
Admin Registered: 11 years ago Posts: 3,096 |
Prevent dangerous extrude uitzetten in je firmware.
Maaaaaar, dan moet je dus niet je filament in je hotend gaan duwen. Beste is dan om de extruder los te maken van de x-carriage, zodat als je extruder het filament verplaatst, het dan gewoon doorloopt en er niets stuk gaat.
Succes! Ohja, en weer aanzetten als je klaar bent met instellen
Maaaaaar, dan moet je dus niet je filament in je hotend gaan duwen. Beste is dan om de extruder los te maken van de x-carriage, zodat als je extruder het filament verplaatst, het dan gewoon doorloopt en er niets stuk gaat.
Succes! Ohja, en weer aanzetten als je klaar bent met instellen
|
Re: Prusa i3 Rookie January 29, 2014 01:31PM |
Registered: 10 years ago Posts: 45 |
Gelukt.
Om er zeker van te zijn heb ik het hot end verwijderd en de in de instelling in de firmware gedaan.
In eerste instantie liep de extruder de verkeerde kant op. Maar door de stekker om te draaien ging het goed.
Alles loopt mooi nu
Nu alles controleren en de eerste print gaan maken.
Spannend!!
Om er zeker van te zijn heb ik het hot end verwijderd en de in de instelling in de firmware gedaan.
In eerste instantie liep de extruder de verkeerde kant op. Maar door de stekker om te draaien ging het goed.
Alles loopt mooi nu
Nu alles controleren en de eerste print gaan maken.
Spannend!!
|
Re: Prusa i3 Rookie January 29, 2014 02:00PM |
Registered: 10 years ago Posts: 266 |
|
Re: Prusa i3 Rookie February 02, 2014 04:22PM |
Registered: 10 years ago Posts: 45 |
Vandaag mijn eerste print gemaakt.
Duurt het opwarmen van het heatbed altijd zo lang? Hij heeft er ongeveer 45min over gedaan.
Ik heb een calibratie blokje geprint. De maatvoering klopt goed, maar ik heb het idee dat het allemaal wel te snel gaat.
Wat zijn gangbare snelheden om te printen?
Duurt het opwarmen van het heatbed altijd zo lang? Hij heeft er ongeveer 45min over gedaan.
Ik heb een calibratie blokje geprint. De maatvoering klopt goed, maar ik heb het idee dat het allemaal wel te snel gaat.
Wat zijn gangbare snelheden om te printen?
|
Re: Prusa i3 Rookie February 02, 2014 05:27PM |
Admin Registered: 11 years ago Posts: 3,096 |
Nee, dat is geen normale wachttijd, bij de ene printer duurt het ongeveer 5 tot 10 minuten voordat heatbed en hotend op temperatuur zijn (225º en 115º voor ABS) en bij de andere printer duurt het misschien anderhalve minuut (200º en 60º voor PLA).
Het lijkt me dat er iets niet goed is, heb je goede dikke draden gebruikt voor je heatbed?
En hoeveel watt/ampère is je voeding?
Edited 1 time(s). Last edit at 02/02/2014 05:28PM by Ohmarinus.
Het lijkt me dat er iets niet goed is, heb je goede dikke draden gebruikt voor je heatbed?
En hoeveel watt/ampère is je voeding?
Edited 1 time(s). Last edit at 02/02/2014 05:28PM by Ohmarinus.
|
Re: Prusa i3 Rookie February 03, 2014 05:54AM |
Registered: 10 years ago Posts: 45 |
Ik gebruik een 20A voeding met 18A bedrading.
De extruder warmt binnen een paar minuten wel op naar de gewenste waarde. Alleen het heatbed duurt er erg lang over.
Overigens worden ze niet beide tegelijk verwarmt. De megatronics boardje waar ze rechtstreeks aan zitten verwarmt eerst het heatbed, en daarna de extruder.
ik heb eerste PLA gedaan met een heatbed temperatuur van 107.
De extruder warmt binnen een paar minuten wel op naar de gewenste waarde. Alleen het heatbed duurt er erg lang over.
Overigens worden ze niet beide tegelijk verwarmt. De megatronics boardje waar ze rechtstreeks aan zitten verwarmt eerst het heatbed, en daarna de extruder.
ik heb eerste PLA gedaan met een heatbed temperatuur van 107.
|
Re: Prusa i3 Rookie February 03, 2014 01:24PM |
Admin Registered: 11 years ago Posts: 3,096 |
|
Re: Prusa i3 Rookie February 03, 2014 02:01PM |
Registered: 10 years ago Posts: 45 |
|
Re: Prusa i3 Rookie February 03, 2014 04:18PM |
Admin Registered: 11 years ago Posts: 3,096 |

|
Re: Prusa i3 Rookie February 04, 2014 08:05AM |
Registered: 10 years ago Posts: 550 |
ik denk dat er wat afstellingen in de firmware niet kloppen, als dit abs is dan lijkt het voor een i3 echt nergens op  Ik heb ook een i3 maar zoiets heb ik nog nooit gezien. Probeer die thin wall test eens. [www.thingiverse.com]
Ik heb ook een i3 maar zoiets heb ik nog nooit gezien. Probeer die thin wall test eens. [www.thingiverse.com]
Ik heb ook een i3 maar zoiets heb ik nog nooit gezien. Probeer die thin wall test eens. [www.thingiverse.com]
|
Re: Prusa i3 Rookie February 05, 2014 04:48PM |
Registered: 10 years ago Posts: 45 |
Heb nu een aantal kleine printjes gemaakt maar kom steeds tot dezelfde resultaat.
Na een betere kijk op mijn z-as blijkt dat deze in het materiaal drukt tijdens het printen.
Nu is hij keurig afgesteld dat hij bij ingaven van Z10 ook daadwerkelijk 10mm omhoog gaat.
Heb ook elders op het forum gekeken en die punten ook geprobeerd. Zoals potmeter op driver hoger zetten met als resultaat dat de motoren beginnen te brommen. En dat de printer niet direct reageert op de G01 invoer op de z-as. Na een tijdje alles wel te hebben geprobeerd de moed opgegeven. ik krijg het niet voor elkaar om de z-as sneller te laten lopen zonder in te leveren op andere neveneffecten.
Iemand nog suggesties?
Na een betere kijk op mijn z-as blijkt dat deze in het materiaal drukt tijdens het printen.
Nu is hij keurig afgesteld dat hij bij ingaven van Z10 ook daadwerkelijk 10mm omhoog gaat.
Heb ook elders op het forum gekeken en die punten ook geprobeerd. Zoals potmeter op driver hoger zetten met als resultaat dat de motoren beginnen te brommen. En dat de printer niet direct reageert op de G01 invoer op de z-as. Na een tijdje alles wel te hebben geprobeerd de moed opgegeven. ik krijg het niet voor elkaar om de z-as sneller te laten lopen zonder in te leveren op andere neveneffecten.
Iemand nog suggesties?
|
Re: Prusa i3 Rookie February 05, 2014 05:11PM |
Registered: 10 years ago Posts: 550 |
Quote
Hill
ik krijg het niet voor elkaar om de z-as sneller te laten lopen zonder in te leveren op andere neveneffecten.
hoe ging de thin wall test? En wat bedoelt je met z-as "sneller"? Het is niet een kwestie van sneller, het is een kwestie van correct. Drukt hij direct vanaf het begin in de print of pas na een tijdje? In dat laatste geval staat volgens mij of de a) z step niet goed of b)verlies je stappen of c) staat je print dikte niet in verhouding met je z-as step waardoor afronding mee gaat spelen. Meer smakken zijn er volgens mij niet.
Edited 1 time(s). Last edit at 02/05/2014 05:11PM by Frans@France.
|
Re: Prusa i3 Rookie February 06, 2014 03:29PM |
Registered: 10 years ago Posts: 266 |
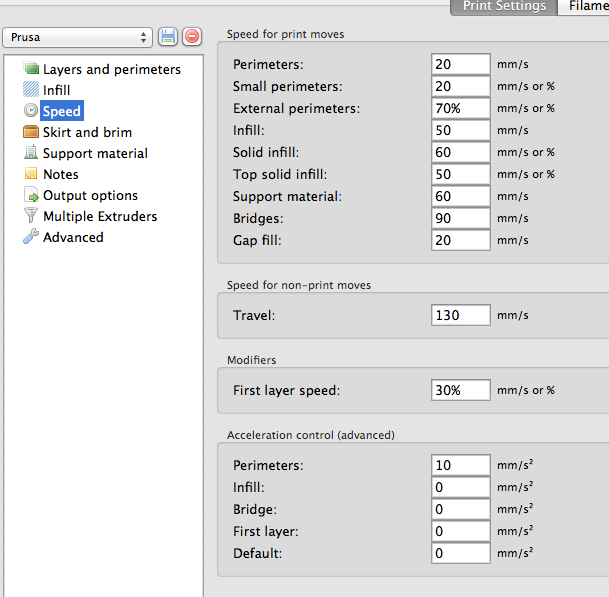
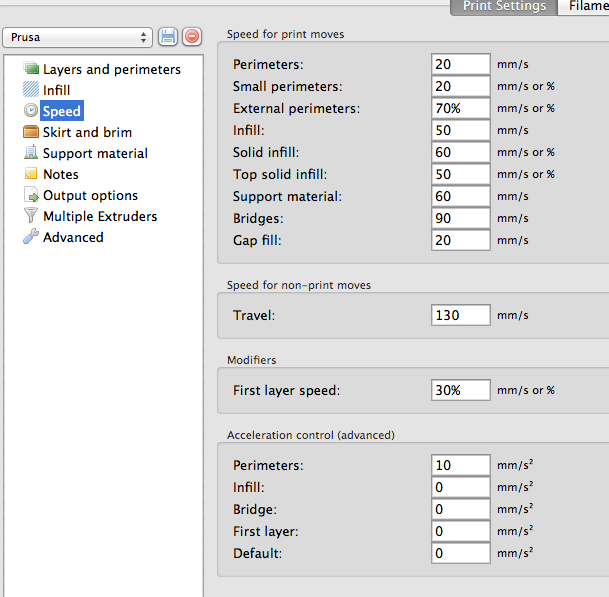
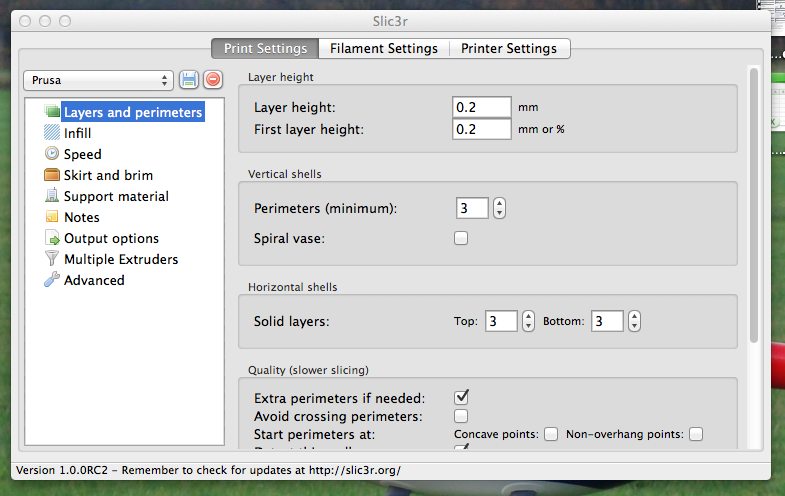
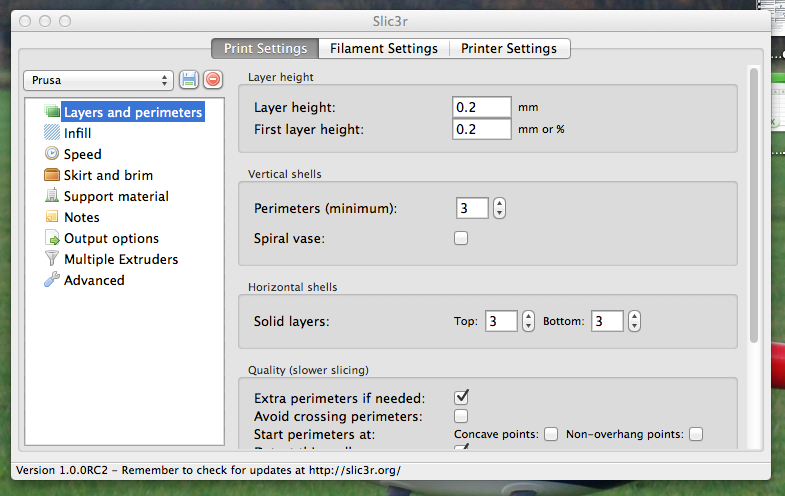
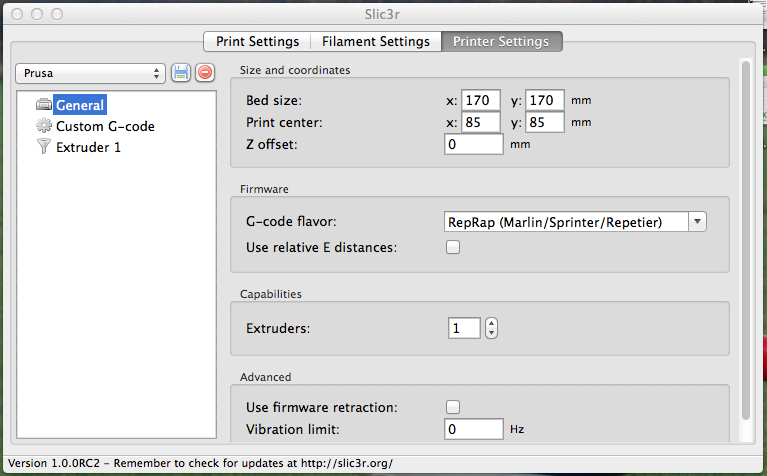
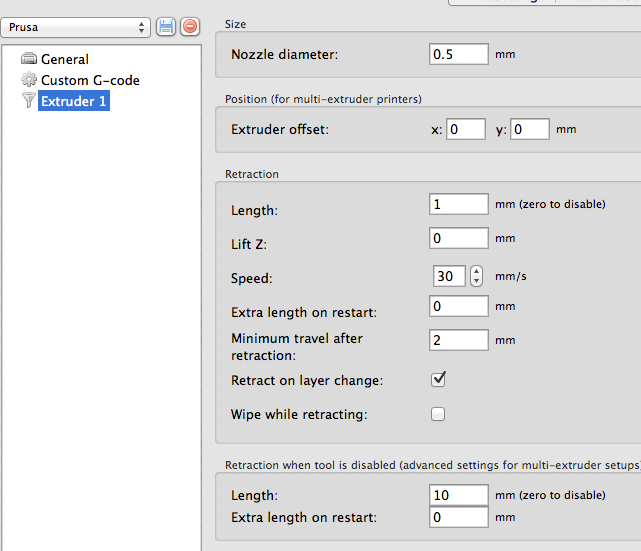
Je hebt toch wel in je slicer settings de nozzle diameter goed ingevoerd? Post je settings voor je slicer eens.
De Z-as snelheid is helemaal geen parameter van betekenis. Z-as draait 1x per layer een slagje omhoog. Niks spannends aan. Als je nozzle door je materiaal sleept, extrudeer je dus te veel. Dat betekent dat je moet kijken naar E-steps (maar dat heb je zeker al gedaan) en dan slicer settings: nozzle diameter, materiaal diameter, extrusion multiplier op 1, temperatuur.
Eric
De Z-as snelheid is helemaal geen parameter van betekenis. Z-as draait 1x per layer een slagje omhoog. Niks spannends aan. Als je nozzle door je materiaal sleept, extrudeer je dus te veel. Dat betekent dat je moet kijken naar E-steps (maar dat heb je zeker al gedaan) en dan slicer settings: nozzle diameter, materiaal diameter, extrusion multiplier op 1, temperatuur.
Eric
|
Re: Prusa i3 Rookie February 06, 2014 04:27PM |
Registered: 10 years ago Posts: 45 |
Hallo Eric,
Wat je vermeld was ook even mijn gedachte, Bijgevoegd enkele schermafdrukken van de slicer. Hopelijk heb je hier iets aan.
Ik kan moeilijk richtwaardes te vinden voor snelheden van de assen. Misschien dat iemand me daar ook mee in de juiste richting kan brengen?
Wat ik ook vreemd is dat mijn steps/mm van de z-as het dubbele is als wat de prusa calculator aangeeft. Maar nu loopt hij wel 10mm als ik dat ook wil.
Wat je vermeld was ook even mijn gedachte, Bijgevoegd enkele schermafdrukken van de slicer. Hopelijk heb je hier iets aan.
Ik kan moeilijk richtwaardes te vinden voor snelheden van de assen. Misschien dat iemand me daar ook mee in de juiste richting kan brengen?
Wat ik ook vreemd is dat mijn steps/mm van de z-as het dubbele is als wat de prusa calculator aangeeft. Maar nu loopt hij wel 10mm als ik dat ook wil.
|
Re: Prusa i3 Rookie February 06, 2014 05:33PM |
Registered: 10 years ago Posts: 550 |
|
Re: Prusa i3 Rookie February 07, 2014 02:37PM |
Registered: 10 years ago Posts: 266 |
|
Re: Prusa i3 Rookie February 07, 2014 02:53PM |
Admin Registered: 11 years ago Posts: 3,096 |
|
Re: Prusa i3 Rookie February 07, 2014 03:57PM |
Registered: 10 years ago Posts: 45 |
|
Re: Prusa i3 Rookie February 08, 2014 09:29AM |
Registered: 10 years ago Posts: 45 |
Vandaag weer bezig geweest met de printer.
Heb de draden naar het heatbed veranderd in dikkere draad om de opwarming te versnellen. Althans dat was de gedachte erachter. Helaas doet hij er zeker 20 minuten over om naar de 110 te gaan. ik kan nog naar 12 AWG draad gaan. Maar word dat niet een overkill?
Heb de draden naar het heatbed veranderd in dikkere draad om de opwarming te versnellen. Althans dat was de gedachte erachter. Helaas doet hij er zeker 20 minuten over om naar de 110 te gaan. ik kan nog naar 12 AWG draad gaan. Maar word dat niet een overkill?


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.