Merakit printer reprap/restrap delta jenis karya3D
Posted by ryannining
|
Merakit printer reprap/restrap delta jenis karya3D January 10, 2016 09:57PM |
Registered: 9 years ago Posts: 281 |
Semua file pembuatan karya3D, file 2D, file 3D, firmware
[resin.tokoled.net]
Barang yg dibutuhkan:
12 magnet tuk balljoint
12 balljoint
9 bimetal bushing 0610
belt yg dibelah 2 jadi lebarnya hanya 3-4mm
3 f623zz bearing untuk belt
3 motor nema apa aja dengan puli sesuai beltnya. Kalo motornya ada puli MXL, maka beli belt MXL.
1 motor nema17 yg besar buat extruder
1 625 bearing untuk idler extruder
1 mega 2560
1 ramps 1.4
4 motor driver
4 4PIN cable untuk kabel motor.
1 Hotbox V6 atau yg lain
1 nozzle
1 filamen pemanas
1 sensor panas
1 Cool CPU heatsink + Fan
1m teflon tube
1 Lem alteco
Sekrup:
3x M3 10cm untuk f623
1x M5 10cm untuk extruder
Toko spare part 3D dan resin
Langkah2 membuat body:
1. Print mkbush.svg 2x, satu untuk ditempel di MDF satu simpan nanti buat masang magnet.
2. Print mkeff.svg 1x, tempel ke bahan apa aja yg akan dijadikan effector. Saya pilih mata gerinda tangan jenis fleksibel. Bahannya tahan panas. Untuk memotong ini perlu mesin gerinda potong dengan mata pemotong diamond/batu akik.
3. Cetak/beli part beltroller.stl 3x
4. Cetak/beli part bushhold.stl 3x
5. Cetak/beli part EXTbody.stl dan EXTidler.stl (ini part extruder, bisa diganti yg lain kalo perlu)
6. Potong 6xbesi as stainless 6mm sesuai kebutuhan, kira2 ya kalo mau tinggi cetak 15mm, maka asnya setidaknya 40cm
7. Potong aluminium siku dengan lebar 5cm 3 biji, untuk carriage.
8. Potong carbon tube/atau apa yg akan dijadikan arm sepanjang 15cm, nantinya akan dipasang ball joint dengan total panjang termasuk balljoinnya adalah 18cm
Setelah (1) ditempel ke mdf, bikin mdf lagi dg ukuran yg sama, tumpuk 2 mdf jadi 1, bikin 2 lubang bor 3.5mm dan kasi sekrup. Nantinya 2 mdf ini akan dipotong sesuai alur pada kertas cetak(1) dan dibor dengan bor ukuran 6mm pada titik2 tiangnya.
Setelah dipotong dan dibor. Lepas sekrup, dan potong lagi jalur kotak diantara 2 lubang tiang. Nantinya akan dipakai untuk lewatnya belt.
Setelah itu, pasang 6 as stainles, ke bagian MDF yg bawah (yg ga ada kertas (1)nya) , dipalu aja, dia akan kencang ntar dari baliknya dikasi lem alteco.
Ingat posisi mdfnya jangan sampai salah, kalo perlu, sebelum sekrup yg menempelkan 2 mdf dilepas, kasi tanda garis, mana bagian atas, Nanti tinggal mensejajarkan tanda ini saat masang tiang.
Setelah tiang terpasang ke MDF dasar, masukkan bushing, untuk masing2 sudut memakai 3 bushing setelah semua bushing terpasang, pasang MDF bagian atas. lem besi stainles pada MDF bawah kalo perlu, tapi jangan sampai kena bushing lem alteconya.
Setelah itu, pasang bshing pada part bushhold dan kemudian pasang / lem aluminium siku . pastikan aluminiumnya rapi dan tegak lurus terhadap bed.
Pakai lem sedikit2. jangan sampai basahnya lem masuk ke bushing.
Kalo sudah, magnet dipasang dengan cara berikut.
1. Balik printernya, posisikan semua aluminium rata kebawah. kasi lem castol (jangan alteco), kemudian tempel kertas (1) pastikan kertas rata
2. Rapikan
3. Pasang magnet sesuai lingkaran pada gambar.
Bersambung (plus merapikan urutan dulu)
[resin.tokoled.net]
Barang yg dibutuhkan:
12 magnet tuk balljoint
12 balljoint
9 bimetal bushing 0610
belt yg dibelah 2 jadi lebarnya hanya 3-4mm
3 f623zz bearing untuk belt
3 motor nema apa aja dengan puli sesuai beltnya. Kalo motornya ada puli MXL, maka beli belt MXL.
1 motor nema17 yg besar buat extruder
1 625 bearing untuk idler extruder
1 mega 2560
1 ramps 1.4
4 motor driver
4 4PIN cable untuk kabel motor.
1 Hotbox V6 atau yg lain
1 nozzle
1 filamen pemanas
1 sensor panas
1 Cool CPU heatsink + Fan
1m teflon tube
1 Lem alteco
Sekrup:
3x M3 10cm untuk f623
1x M5 10cm untuk extruder
Toko spare part 3D dan resin
Langkah2 membuat body:
1. Print mkbush.svg 2x, satu untuk ditempel di MDF satu simpan nanti buat masang magnet.
2. Print mkeff.svg 1x, tempel ke bahan apa aja yg akan dijadikan effector. Saya pilih mata gerinda tangan jenis fleksibel. Bahannya tahan panas. Untuk memotong ini perlu mesin gerinda potong dengan mata pemotong diamond/batu akik.
3. Cetak/beli part beltroller.stl 3x
4. Cetak/beli part bushhold.stl 3x
5. Cetak/beli part EXTbody.stl dan EXTidler.stl (ini part extruder, bisa diganti yg lain kalo perlu)
6. Potong 6xbesi as stainless 6mm sesuai kebutuhan, kira2 ya kalo mau tinggi cetak 15mm, maka asnya setidaknya 40cm
7. Potong aluminium siku dengan lebar 5cm 3 biji, untuk carriage.
8. Potong carbon tube/atau apa yg akan dijadikan arm sepanjang 15cm, nantinya akan dipasang ball joint dengan total panjang termasuk balljoinnya adalah 18cm
Setelah (1) ditempel ke mdf, bikin mdf lagi dg ukuran yg sama, tumpuk 2 mdf jadi 1, bikin 2 lubang bor 3.5mm dan kasi sekrup. Nantinya 2 mdf ini akan dipotong sesuai alur pada kertas cetak(1) dan dibor dengan bor ukuran 6mm pada titik2 tiangnya.
Setelah dipotong dan dibor. Lepas sekrup, dan potong lagi jalur kotak diantara 2 lubang tiang. Nantinya akan dipakai untuk lewatnya belt.
Setelah itu, pasang 6 as stainles, ke bagian MDF yg bawah (yg ga ada kertas (1)nya) , dipalu aja, dia akan kencang ntar dari baliknya dikasi lem alteco.
Ingat posisi mdfnya jangan sampai salah, kalo perlu, sebelum sekrup yg menempelkan 2 mdf dilepas, kasi tanda garis, mana bagian atas, Nanti tinggal mensejajarkan tanda ini saat masang tiang.
Setelah tiang terpasang ke MDF dasar, masukkan bushing, untuk masing2 sudut memakai 3 bushing setelah semua bushing terpasang, pasang MDF bagian atas. lem besi stainles pada MDF bawah kalo perlu, tapi jangan sampai kena bushing lem alteconya.
Setelah itu, pasang bshing pada part bushhold dan kemudian pasang / lem aluminium siku . pastikan aluminiumnya rapi dan tegak lurus terhadap bed.
Pakai lem sedikit2. jangan sampai basahnya lem masuk ke bushing.
Kalo sudah, magnet dipasang dengan cara berikut.
1. Balik printernya, posisikan semua aluminium rata kebawah. kasi lem castol (jangan alteco), kemudian tempel kertas (1) pastikan kertas rata
2. Rapikan
3. Pasang magnet sesuai lingkaran pada gambar.








Bersambung (plus merapikan urutan dulu)
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 11, 2016 09:59PM |
Registered: 8 years ago Posts: 75 |

|
Re: Merakit printer reprap/restrap delta jenis karya3D January 13, 2016 12:55AM |
Registered: 9 years ago Posts: 281 |
Ok, sekarang tahapnya adalah membuat effector. Untuk delta. effector ini yg penting adalah :
- posisi magnet presisi, caranya dengan memotong cetakan kertas MKEff dan tempel ke bahan flat dan potong
- bahan yg dipake flat dan harus kuat/tidak melengkung, tidak rusak karena panas
- saya memilih bahan mata gerinda 1mm dengan cekungan dan lubang ditengahnya (bebas si sebenernya)
- potong memakai mata gerinda jenis diamond
Untuk posisi nozzle, throat, heatsink, posisi kiri kanan tidak penting, yg penting kencang, dan posisi heatsink+fan nantinya tidak mengganggu lengan delta.
Untuk pengkabelan, ada baiknya kabel pemanas dan NTC diarahkan ke sudut ujung dari effector. karena kalo di posisi lebarnya nantinya mengurangi area cetak, dikarenakan, saat mencetak di sudut kabelnya kena tiang.
Untuk lengannya saya memotong carbon tube masing2 15cm, nantinya ditambah sekrup M4 dan bola joint, jadi sekitar 18cm, cukup untuk area cetak 14cm
Sebenernya tadi udah bikin video timelapse.... TAPI TERNYATA POSISI SAYA DUDUK UTAK UTIK SALAH , jadi cuma keliatan sedikit diujung. Terpaksa akhirnya foto2 biasa. Dan proses bikin drat pada heatsink, proses motong semua ilang.
Video timelapse semi gagal ini.
[youtu.be]
- posisi magnet presisi, caranya dengan memotong cetakan kertas MKEff dan tempel ke bahan flat dan potong
- bahan yg dipake flat dan harus kuat/tidak melengkung, tidak rusak karena panas
- saya memilih bahan mata gerinda 1mm dengan cekungan dan lubang ditengahnya (bebas si sebenernya)
- potong memakai mata gerinda jenis diamond
Untuk posisi nozzle, throat, heatsink, posisi kiri kanan tidak penting, yg penting kencang, dan posisi heatsink+fan nantinya tidak mengganggu lengan delta.
Untuk pengkabelan, ada baiknya kabel pemanas dan NTC diarahkan ke sudut ujung dari effector. karena kalo di posisi lebarnya nantinya mengurangi area cetak, dikarenakan, saat mencetak di sudut kabelnya kena tiang.
Untuk lengannya saya memotong carbon tube masing2 15cm, nantinya ditambah sekrup M4 dan bola joint, jadi sekitar 18cm, cukup untuk area cetak 14cm
Sebenernya tadi udah bikin video timelapse.... TAPI TERNYATA POSISI SAYA DUDUK UTAK UTIK SALAH , jadi cuma keliatan sedikit diujung. Terpaksa akhirnya foto2 biasa. Dan proses bikin drat pada heatsink, proses motong semua ilang.








Video timelapse semi gagal ini.
[youtu.be]
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 13, 2016 01:06AM |
Registered: 9 years ago Posts: 281 |
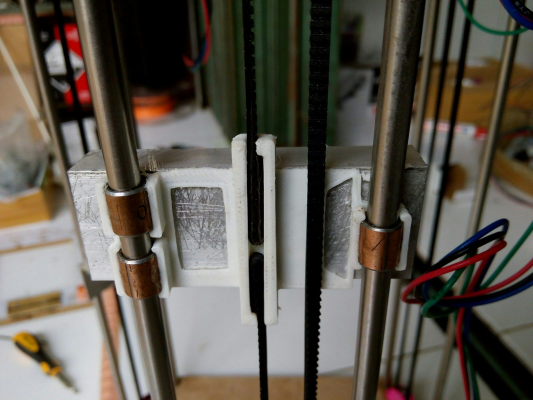
Untuk BELT pemasangannya adalah dilipat kemudian dimasukkan ke sela
Mengatur kekencangannya tentunya dengan mengatur posisi melipatnya sebelum dimasukkan ke plastik carriage
Perhatikan bahwa belt saat melewati idler bearing di bawah adalah bagian halusnya, bukan geriginya. Jadi sisi kanannya beltnya diputar. Hal ini ga ada masalah sama sekali pada hasil. Dan jadi lebih ringkas desain penguncian belt dan desain idler bawahnya bisa pake bearing kecil.
Yang paling penting, karena ini memakai bushing, maka posisi belt yg melewati carriage/pengunci belt idler dan motor harus bener2 lurus, berada di tengah2 tiang. Ini supaya kerja bushing rata tidak berat sebelah. Ya meskipun meleset2 dikit saya rasa ga masalah si.
Plastik cetak dudukan idlernya kalo saya pake LEM, motornya bebas ukurannya jadi saya pake cable ties untuk mengikat motor ke body printer.
Edited 1 time(s). Last edit at 01/13/2016 01:06AM by ryannining.
Mengatur kekencangannya tentunya dengan mengatur posisi melipatnya sebelum dimasukkan ke plastik carriage
Perhatikan bahwa belt saat melewati idler bearing di bawah adalah bagian halusnya, bukan geriginya. Jadi sisi kanannya beltnya diputar. Hal ini ga ada masalah sama sekali pada hasil. Dan jadi lebih ringkas desain penguncian belt dan desain idler bawahnya bisa pake bearing kecil.
Yang paling penting, karena ini memakai bushing, maka posisi belt yg melewati carriage/pengunci belt idler dan motor harus bener2 lurus, berada di tengah2 tiang. Ini supaya kerja bushing rata tidak berat sebelah. Ya meskipun meleset2 dikit saya rasa ga masalah si.
Plastik cetak dudukan idlernya kalo saya pake LEM, motornya bebas ukurannya jadi saya pake cable ties untuk mengikat motor ke body printer.
Edited 1 time(s). Last edit at 01/13/2016 01:06AM by ryannining.
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 14, 2016 03:09AM |
Registered: 9 years ago Posts: 281 |
Ok lanjoot.
Setelah memotong carbon, pasang balljoint dan ukur semua harus sama panjang. Kasi lem alteco biar ga berubah2 lagi.
Kemudian dilanjut masang ramps arduino dan kabel2.
Tuk arduino dan ramps kasus saya, supaya ga perlu motong colokan adaptor dan jadi colokan ijo itu saya akali kutub + colokan arduino di potong belakangnya supaya ga nyambung ke pcbnya mega trus disambung ke + nya ramps pake kabel bagus.
Untuk fan di heatsink dan diatas saya sambungkan ke 12v di colokan deket posisi driver motor x.
Colokan 2 pin saya buat dari colokan 4 pin dibelah.
Setelah memotong carbon, pasang balljoint dan ukur semua harus sama panjang. Kasi lem alteco biar ga berubah2 lagi.
Kemudian dilanjut masang ramps arduino dan kabel2.
Tuk arduino dan ramps kasus saya, supaya ga perlu motong colokan adaptor dan jadi colokan ijo itu saya akali kutub + colokan arduino di potong belakangnya supaya ga nyambung ke pcbnya mega trus disambung ke + nya ramps pake kabel bagus.
Untuk fan di heatsink dan diatas saya sambungkan ke 12v di colokan deket posisi driver motor x.
Colokan 2 pin saya buat dari colokan 4 pin dibelah.







|
Re: Merakit printer reprap/restrap delta jenis karya3D January 17, 2016 04:21AM |
Registered: 9 years ago Posts: 281 |
Lanjottt...
Proses selanjutnya adalah mengupload firmware repetier delta no endstop (cek link di post #1), setelah diupload, maka perlu kalibrasi.
Tapi sebelum kalibrasi, pastikan semua setting panjang lengan dan radius lengan benar. Buka repetier, connect ke printer baud rate 115200, kemudian buka menu setting EEPROM
Cek nilai dari DIAGONAL_ROD_LENGTH dan HORIZONTAL ROD RADIUS AT 0,0
Kalo di desain standar karya 3D, maka nilai Horizontal rod radius adalah fix 76, sedangkan nilai rod length, sesuai berapa bikinnya lengen saya bikinnya 169.5.
Nilai ini kalo diukur secara manual di lengannya adalah jarak titik tengah 2 ball joint. Jadi kalo diukur pake penggaris dari ujung ke ujung harus dikurangi jari2 ball joint x2 (dikurangi 10)
Kemudian masukkan ZMAX kira2 aja adalah tinggi printer terukur + 10cm, nanti ini akan dikalirbasi
KALIBRASI ZMAX.
- Pastikan sekrup bed adjustment di masing2 tiang nongol dengan tinggi yg sama untuk semua tiang (ga harus sama plek, nanti tetep bisa dikalibrasi), anggap aja nongol 3mm.
- Pasang BED (ukuran bed bebas si)
- Setelah tersambung, gerakkan manual semua lengan mentok ke atas. Kalo perlu disconnect, connect lagi dulu supaya motor off
- Lalu di bagian kontrol manual repetier. Tekan tombol HOME
- Lalu manual pejet Z- berkali2 sampai nozzle nempel di BED
- Catat nilai sisa Z pada kotak Z [ ]
- Tekan tombol Home lagi
Misal tertera Z sisa 43
Buka menu Setting EEPROM, misal tadi nilai ZMAX kita isi 250, maka nilai ini kita update dengan 250-Zsisa = 250-43 = 207. Save setting.
Disconnect dan connect lagi printer. Printer siap ditest dan kalibrasi bed.
KALIBRASI BED LEVELLING
Kalibrasi ini dilakukan dengan mengatur sekrup yg deket motor. Anggap aja tiangnya kita kasi nama A B C.
Apabila saat mencetak, BED deket tiang A kok terlalu nekan BED, maka sekrup di tiang A harus dikendurkan. Kalo terlalu ngambang sekrup dikencangkan.
Cek hasil cetak di setiap sudut tiang, adjust sekrup agar cetak di semua sudut sama rata.
Printer siap digunakan.
Pastikan membaca buku manualnya, karena, printer ini tanpa ENDSTOP jadi ada perlakuan khusus setiap kali printer reset atau baru connect, yaitu secara manual mengangkat tiang sampai mentok atas.
Edited 1 time(s). Last edit at 01/17/2016 04:33AM by ryannining.
Proses selanjutnya adalah mengupload firmware repetier delta no endstop (cek link di post #1), setelah diupload, maka perlu kalibrasi.
Tapi sebelum kalibrasi, pastikan semua setting panjang lengan dan radius lengan benar. Buka repetier, connect ke printer baud rate 115200, kemudian buka menu setting EEPROM
Cek nilai dari DIAGONAL_ROD_LENGTH dan HORIZONTAL ROD RADIUS AT 0,0
Kalo di desain standar karya 3D, maka nilai Horizontal rod radius adalah fix 76, sedangkan nilai rod length, sesuai berapa bikinnya lengen saya bikinnya 169.5.
Nilai ini kalo diukur secara manual di lengannya adalah jarak titik tengah 2 ball joint. Jadi kalo diukur pake penggaris dari ujung ke ujung harus dikurangi jari2 ball joint x2 (dikurangi 10)
Kemudian masukkan ZMAX kira2 aja adalah tinggi printer terukur + 10cm, nanti ini akan dikalirbasi
KALIBRASI ZMAX.
- Pastikan sekrup bed adjustment di masing2 tiang nongol dengan tinggi yg sama untuk semua tiang (ga harus sama plek, nanti tetep bisa dikalibrasi), anggap aja nongol 3mm.
- Pasang BED (ukuran bed bebas si)
- Setelah tersambung, gerakkan manual semua lengan mentok ke atas. Kalo perlu disconnect, connect lagi dulu supaya motor off
- Lalu di bagian kontrol manual repetier. Tekan tombol HOME
- Lalu manual pejet Z- berkali2 sampai nozzle nempel di BED
- Catat nilai sisa Z pada kotak Z [ ]
- Tekan tombol Home lagi
Misal tertera Z sisa 43
Buka menu Setting EEPROM, misal tadi nilai ZMAX kita isi 250, maka nilai ini kita update dengan 250-Zsisa = 250-43 = 207. Save setting.
Disconnect dan connect lagi printer. Printer siap ditest dan kalibrasi bed.
KALIBRASI BED LEVELLING
Kalibrasi ini dilakukan dengan mengatur sekrup yg deket motor. Anggap aja tiangnya kita kasi nama A B C.
Apabila saat mencetak, BED deket tiang A kok terlalu nekan BED, maka sekrup di tiang A harus dikendurkan. Kalo terlalu ngambang sekrup dikencangkan.
Cek hasil cetak di setiap sudut tiang, adjust sekrup agar cetak di semua sudut sama rata.
Printer siap digunakan.
Pastikan membaca buku manualnya, karena, printer ini tanpa ENDSTOP jadi ada perlakuan khusus setiap kali printer reset atau baru connect, yaitu secara manual mengangkat tiang sampai mentok atas.





Edited 1 time(s). Last edit at 01/17/2016 04:33AM by ryannining.
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 30, 2016 05:06AM |
Registered: 9 years ago Posts: 281 |
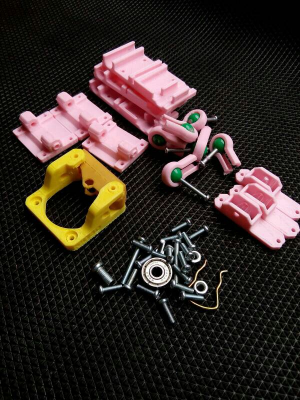
Part model baru, setelah riset dg joint dari manik2
model baru
Dengan part ini kebutuhan magbet dan stainless ball berkurang separonya, yaitu hanya untuk effector.
Pengaruhnya tentu pada setting firmware di arm length yg ngitungnya sekarang adalah panjang lengan dari ujung stainles ke ujung plastik, dikurangi 12.6, biasanya kan dikurangi 10.
Trus arm horizontal radius 80. Tp tetep harus dikalibrasi supaya tepat, cek cara2 diatas
model baru
Dengan part ini kebutuhan magbet dan stainless ball berkurang separonya, yaitu hanya untuk effector.
Pengaruhnya tentu pada setting firmware di arm length yg ngitungnya sekarang adalah panjang lengan dari ujung stainles ke ujung plastik, dikurangi 12.6, biasanya kan dikurangi 10.
Trus arm horizontal radius 80. Tp tetep harus dikalibrasi supaya tepat, cek cara2 diatas


|
Re: Merakit printer reprap/restrap delta jenis karya3D January 30, 2016 10:43AM |
Registered: 8 years ago Posts: 27 |
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 30, 2016 11:48AM |
Registered: 9 years ago Posts: 281 |
Maksudnya ball joint yg sudah ada sekrup dan bola hijaunya itu ya ?
Kalo part karya3D ini sih komplit seperti gambar 50rb, cek di Karya Resin 3D Tokopedia
Kalo file partnya bisa didownload di sini Part 3D yg baru, namany ArmPart.stl.
Untuk manik2 beli plastik yg 10mm, lubangnya diproses memakai tap M3.
Kalo mo beli itu aja per biji (sekrup+bola sudah ditap+armpart) saja boleh lah , sms/whatsapp aja ke 083838461040
Edited 2 time(s). Last edit at 01/30/2016 11:49AM by ryannining.
Kalo part karya3D ini sih komplit seperti gambar 50rb, cek di Karya Resin 3D Tokopedia
Kalo file partnya bisa didownload di sini Part 3D yg baru, namany ArmPart.stl.

Untuk manik2 beli plastik yg 10mm, lubangnya diproses memakai tap M3.
Kalo mo beli itu aja per biji (sekrup+bola sudah ditap+armpart) saja boleh lah , sms/whatsapp aja ke 083838461040
Edited 2 time(s). Last edit at 01/30/2016 11:49AM by ryannining.
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 31, 2016 07:45AM |
Registered: 8 years ago Posts: 27 |
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 31, 2016 06:48PM |
Registered: 9 years ago Posts: 281 |
|
Re: Merakit printer reprap/restrap delta jenis karya3D January 31, 2016 11:45PM |
Registered: 8 years ago Posts: 75 |
Sharing dikit pengalaman merakit racikan agan Ryan.
Paket datang awal Januari lalu. Ngerakitnya dilakukan secara bertahap karena nunggu alat-alat dan bahan tambahan dateng.
Yang saya beli antara lain:
Setelah ketok sana ketok sini, ada beberapa trik penting yang saya tangkap:
Hasilnya lumayan bagus, walaupun ngeprint 20mm cube masih ada deviasi 0,4mm di sisi Y (entah itu yang nggak bener rodnya atau jangka sorongnya karena belinya bukan mitutoyo
Foto-foto menyusul, next up: flying extruder mod
Edited 1 time(s). Last edit at 01/31/2016 11:55PM by rollingdice.
Paket datang awal Januari lalu. Ngerakitnya dilakukan secara bertahap karena nunggu alat-alat dan bahan tambahan dateng.
Yang saya beli antara lain:
- Palu plastik
- Jangka sorong 300mm
- Epoxy resin
- Bubble level
- Teflon tape / selotip paralon
Setelah ketok sana ketok sini, ada beberapa trik penting yang saya tangkap:
- Di langkah perakitan effector, jangan lupa potong bowden tube lalu masukkan di antara hotend dan pushfit. Sebenernya ada fotonya sih di atas, tapi berhubung ane nubi, jadi baru ketahuan pas ngeprint ada flex filamen di antara pushfit dan hotend karena gak pake bowden tube.
- Cara pasang balljoint ke carbon tube agak beda di versi saya. Masukin screw ke balljoint sampe mentok > balurin superglue ke bagian baut yang masuk ke carbon rod > masukin screw ke karbon rod > lepas balljoint > pasang teflon tape di ujung screw 8-12 putaran > pasang balljoint. Teflon tape di sini tujuannya agar balljoint bisa diatur sehingga panjang carbon rod bisa diseragamkan tanpa membuat si balljoint geser-geser saat printer operasional.
- Cek level platform bawah dan platform atas, apabila kemiringannya beda maka ketok si platform atas di sudut X, Y, atau Z sedemikian rupa sehingga kemiringannya sama.
- Saya pertama upload software pakai yang versi tanpa endstop. Tapi berhubung saya dikirimin microswitch 3 biji, dipake aja deh daripada nganggur. Alhasil bikin configuration.h sendiri di situsnya repetier, programnya juga donlod baru versi vanilla (tanpa modif no endstop). Lebih nyaman juga seandainya komputer ngehang / mati lampu bisa dihoming dari repetier tanpa angkat manual. Untuk pemasangan endstop sendiri perlu sedikit skill solder sama part-part elektronik.
- Selesai rakit, sayakonfirmasi steps/mm dari printer pake jangka sorong. Firmware dari agan Ryan sih udah disetting sebenernya, tapi nggak ada salahnya ngecek sekali lagi.
- Selain itu, perlu cek juga parameter lain kayak delta radius, endstop correction, dan tower angle correction karena yang namanya cacat manufaktur itu pasti ada. Saya pake ini nih. Pilih 6 factor dan 7 point, kalo mau lebih akurat mungkin bisa pake 10 point. Jangan lupa firmware typenya pilih Repetier. Kalo selesai tinggal dimasukin aja angkanya ke firmware EEPROM lewat Repetier Host.
- Test print pertama, coba ngeprint yang bulet-bulet. Perhatikan nozzlenya, kalo terlalu neken/terlalu ngambang, sesuaikan endstop correction di EEPROM.
- Jika layer pertama susah nempel, coba oleskan UHU glue stick di printbed.
Hasilnya lumayan bagus, walaupun ngeprint 20mm cube masih ada deviasi 0,4mm di sisi Y (entah itu yang nggak bener rodnya atau jangka sorongnya karena belinya bukan mitutoyo
Foto-foto menyusul, next up: flying extruder mod
Edited 1 time(s). Last edit at 01/31/2016 11:55PM by rollingdice.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 01, 2016 05:17AM |
Registered: 8 years ago Posts: 27 |
Quote
rollingdice
Sharing dikit pengalaman merakit racikan agan Ryan.
Paket datang awal Januari lalu. Ngerakitnya dilakukan secara bertahap karena nunggu alat-alat dan bahan tambahan dateng.
Yang saya beli antara lain:
- Palu plastik
- Jangka sorong 300mm
- Epoxy resin
- Bubble level
- Teflon tape / selotip paralon
Setelah ketok sana ketok sini, ada beberapa trik penting yang saya tangkap:
- Di langkah perakitan effector, jangan lupa potong bowden tube lalu masukkan di antara hotend dan pushfit. Sebenernya ada fotonya sih di atas, tapi berhubung ane nubi, jadi baru ketahuan pas ngeprint ada flex filamen di antara pushfit dan hotend karena gak pake bowden tube.
- Cara pasang balljoint ke carbon tube agak beda di versi saya. Masukin screw ke balljoint sampe mentok > balurin superglue ke bagian baut yang masuk ke carbon rod > masukin screw ke karbon rod > lepas balljoint > pasang teflon tape di ujung screw 8-12 putaran > pasang balljoint. Teflon tape di sini tujuannya agar balljoint bisa diatur sehingga panjang carbon rod bisa diseragamkan tanpa membuat si balljoint geser-geser saat printer operasional.
- Cek level platform bawah dan platform atas, apabila kemiringannya beda maka ketok si platform atas di sudut X, Y, atau Z sedemikian rupa sehingga kemiringannya sama.
- Saya pertama upload software pakai yang versi tanpa endstop. Tapi berhubung saya dikirimin microswitch 3 biji, dipake aja deh daripada nganggur. Alhasil bikin configuration.h sendiri di situsnya repetier, programnya juga donlod baru versi vanilla (tanpa modif no endstop). Lebih nyaman juga seandainya komputer ngehang / mati lampu bisa dihoming dari repetier tanpa angkat manual. Untuk pemasangan endstop sendiri perlu sedikit skill solder sama part-part elektronik.
- Selesai rakit, sayakonfirmasi steps/mm dari printer pake jangka sorong. Firmware dari agan Ryan sih udah disetting sebenernya, tapi nggak ada salahnya ngecek sekali lagi.
- Selain itu, perlu cek juga parameter lain kayak delta radius, endstop correction, dan tower angle correction karena yang namanya cacat manufaktur itu pasti ada. Saya pake ini nih. Pilih 6 factor dan 7 point, kalo mau lebih akurat mungkin bisa pake 10 point. Jangan lupa firmware typenya pilih Repetier. Kalo selesai tinggal dimasukin aja angkanya ke firmware EEPROM lewat Repetier Host.
- Test print pertama, coba ngeprint yang bulet-bulet. Perhatikan nozzlenya, kalo terlalu neken/terlalu ngambang, sesuaikan endstop correction di EEPROM.
- Jika layer pertama susah nempel, coba oleskan UHU glue stick di printbed.
Hasilnya lumayan bagus, walaupun ngeprint 20mm cube masih ada deviasi 0,4mm di sisi Y (entah itu yang nggak bener rodnya atau jangka sorongnya karena belinya bukan mitutoyo
Foto-foto menyusul, next up: flying extruder mod
foto hasil rakitanny dong bang?
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 01, 2016 08:31PM |
Registered: 8 years ago Posts: 75 |
Belom sempet foto semua gan, soalnya lagi dibongkarin pasang flying extruder. Tapi ini ada foto endstop switch pesenan agan ryan.
Intinya si microswitch dimasukin ke female PCB header, ah female headernya disolder + ditempel superglue ke segitiga atas. Nanti kalo mentok atas carriagenya nutup saklar si microswitch.

Intinya si microswitch dimasukin ke female PCB header, ah female headernya disolder + ditempel superglue ke segitiga atas. Nanti kalo mentok atas carriagenya nutup saklar si microswitch.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 02, 2016 01:42AM |
Registered: 9 years ago Posts: 281 |
Berarti endstop adjust pake software ya.
Foto part model baru
Foto part model baru


|
Re: Merakit printer reprap/restrap delta jenis karya3D February 02, 2016 10:33AM |
Registered: 8 years ago Posts: 75 |
Bener gan, si endstop dikoreksi pake software.
Hasil oprekan malam ini:
Keliatannya sih keren, tapi waktu effector digeser ke pinggir pake repetier-host...
...si rod + magnet copot ga kuat nahan kekakuan si bowden tube
Mau dibalikin ke semula aja dulu. Si flying extruder ga cocok buat delta kecil-kecil kayak gini. Atau mungkin bisa dilakukan asal carbon rodnya dipanjangin.
Hasil oprekan malam ini:

Keliatannya sih keren, tapi waktu effector digeser ke pinggir pake repetier-host...

...si rod + magnet copot ga kuat nahan kekakuan si bowden tube
Mau dibalikin ke semula aja dulu. Si flying extruder ga cocok buat delta kecil-kecil kayak gini. Atau mungkin bisa dilakukan asal carbon rodnya dipanjangin.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 02, 2016 10:50AM |
Registered: 9 years ago Posts: 281 |
Lengennya diganti jangan magnet. Tipe2 dijepit plastik kaya gini, cuma memang lebih rumit untuk diterapkan di effector.
Jenis extruder terbang cocoknya motor kecil trus pake gear.
Ntar saya datangin motor stepper yg gear2 besi dan kecil. Malah langsung bisa di base effectornya. Buat ngatasi kelemahan bowden.

Jenis extruder terbang cocoknya motor kecil trus pake gear.
Ntar saya datangin motor stepper yg gear2 besi dan kecil. Malah langsung bisa di base effectornya. Buat ngatasi kelemahan bowden.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 02, 2016 11:12AM |
Registered: 8 years ago Posts: 75 |
Iya gan rata-rata yang pake flying extruder pasti nggak pake magnet. Trus diameter printernya juga lebih gede dari yang ini. Jadinya jarak bowdennya agak panjang sehingga masih bisa nekuk ke kanan/kiri. kalo bowdennya kependekan kaku jadinya, si effector pasti kebawa-bawa juga.
Stepper gear internal ya gan? Berapaan kira2? Kalo direct drive nggak bisa ngebut-ngebut kan gan? hehehe.
Stepper gear internal ya gan? Berapaan kira2? Kalo direct drive nggak bisa ngebut-ngebut kan gan? hehehe.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 03, 2016 04:12AM |
Registered: 8 years ago Posts: 27 |
Quote
ryannining
Ok, sekarang tahapnya adalah membuat effector. Untuk delta. effector ini yg penting adalah :
- posisi magnet presisi, caranya dengan memotong cetakan kertas MKEff dan tempel ke bahan flat dan potong
- bahan yg dipake flat dan harus kuat/tidak melengkung, tidak rusak karena panas
- saya memilih bahan mata gerinda 1mm dengan cekungan dan lubang ditengahnya (bebas si sebenernya)
- potong memakai mata gerinda jenis diamond
Untuk posisi nozzle, throat, heatsink, posisi kiri kanan tidak penting, yg penting kencang, dan posisi heatsink+fan nantinya tidak mengganggu lengan delta.
Untuk pengkabelan, ada baiknya kabel pemanas dan NTC diarahkan ke sudut ujung dari effector. karena kalo di posisi lebarnya nantinya mengurangi area cetak, dikarenakan, saat mencetak di sudut kabelnya kena tiang.
Untuk lengannya saya memotong carbon tube masing2 15cm, nantinya ditambah sekrup M4 dan bola joint, jadi sekitar 18cm, cukup untuk area cetak 14cm
Sebenernya tadi udah bikin video timelapse.... TAPI TERNYATA POSISI SAYA DUDUK UTAK UTIK SALAH , jadi cuma keliatan sedikit diujung. Terpaksa akhirnya foto2 biasa. Dan proses bikin drat pada heatsink, proses motong semua ilang.
[attachment 69612 CameraHDRStudio-1452661077126-1.jpg][attachment 69613 CameraHDRStudio-1452661091425-1.jpg][attachment 69614 CameraHDRStudio-1452661753282-1.jpg][attachment 69615 CameraHDRStudio-1452661772950-1.jpg][attachment 69616 CameraHDRStudio-1452661828105-1.jpg][attachment 69617 CameraHDRStudio-1452662081348-1.jpg][attachment 69618 CameraHDRStudio-1452662086220-1.jpg][attachment 69619 CameraHDRStudio-1452663087579-1.jpg]
Video timelapse semi gagal ini.
[youtu.be]
pemasangan magnet pada efektor effector harus presisi ya?
ok lah pas ditempel kertas yang buat bentuk effektor pas, tapi pas dkletek kertasny. agak geser semili, 2 mili gimana mas?
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 03, 2016 06:14AM |
Registered: 9 years ago Posts: 281 |
Kertasnya kan ga dikletek abis dipasang.
Untuk effector itu cara paling bagus. namun untuk carriage, emmang ribet. makanya saya sebut repstrap, tapi, model part baru, effectornya ga perlu pake cara tsb. karena dijamin pas. ya geser2 karena bor di kayunya paling 1 mili kurang.
Efek dari tidak presisinya lokasi joint (magnet ataupun lainnya) adalah posisinya tidak pas, jadi geometri hasil cetak tidak sempurna. Misal lingkaran jadinya aga penyok.
Namun hal ini memang ciri printer reprap, harus presisi/simetri makanya saat buat. Ya semaksimal mungkin. Ga bisa lah ngejar perfek 100% presisi la part2nya aja linear motion pake sederhana.
Namun untuk kebutuhan basic saya print casing produk, print part printer, ya cukup.
Untuk effector itu cara paling bagus. namun untuk carriage, emmang ribet. makanya saya sebut repstrap, tapi, model part baru, effectornya ga perlu pake cara tsb. karena dijamin pas. ya geser2 karena bor di kayunya paling 1 mili kurang.
Efek dari tidak presisinya lokasi joint (magnet ataupun lainnya) adalah posisinya tidak pas, jadi geometri hasil cetak tidak sempurna. Misal lingkaran jadinya aga penyok.
Namun hal ini memang ciri printer reprap, harus presisi/simetri makanya saat buat. Ya semaksimal mungkin. Ga bisa lah ngejar perfek 100% presisi la part2nya aja linear motion pake sederhana.
Namun untuk kebutuhan basic saya print casing produk, print part printer, ya cukup.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 03, 2016 10:12PM |
Registered: 8 years ago Posts: 75 |
Gan, saya ngalamin masalah hotend bocor. Ada lelehan plastik meleber dari celah-celah ulir nozzle dan heater block.
Ane baca di internet katanya si nozzle haris dikencengin pas heater block nyala. Nah itu udah dilakukan juga, tapi masih bocor.
Sebelumnya ane pernah bocor di sisi ulir heater block dan cold end, nah itu ane kencengin pake teflon tape, sekarang ga masalah lagi. Nah teflon tape kan menghalangi panas, berarti nggak efektif dong buat dipake di nozzle? Solusinya apa gan kira2 biar ga bocor tapi masih bisa ganti2 nozzle?
Edit: Sekalian nanya... gimana caranya ngebelah belt jadi 2 dan bisa jadi lurus gitu?
Edited 1 time(s). Last edit at 02/04/2016 12:09AM by rollingdice.
Ane baca di internet katanya si nozzle haris dikencengin pas heater block nyala. Nah itu udah dilakukan juga, tapi masih bocor.
Sebelumnya ane pernah bocor di sisi ulir heater block dan cold end, nah itu ane kencengin pake teflon tape, sekarang ga masalah lagi. Nah teflon tape kan menghalangi panas, berarti nggak efektif dong buat dipake di nozzle? Solusinya apa gan kira2 biar ga bocor tapi masih bisa ganti2 nozzle?
Edit: Sekalian nanya... gimana caranya ngebelah belt jadi 2 dan bisa jadi lurus gitu?
Edited 1 time(s). Last edit at 02/04/2016 12:09AM by rollingdice.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 04, 2016 10:55AM |
Registered: 8 years ago Posts: 27 |
Quote
ryannining
Kertasnya kan ga dikletek abis dipasang.
Untuk effector itu cara paling bagus. namun untuk carriage, emmang ribet. makanya saya sebut repstrap, tapi, model part baru, effectornya ga perlu pake cara tsb. karena dijamin pas. ya geser2 karena bor di kayunya paling 1 mili kurang.
Efek dari tidak presisinya lokasi joint (magnet ataupun lainnya) adalah posisinya tidak pas, jadi geometri hasil cetak tidak sempurna. Misal lingkaran jadinya aga penyok.
Namun hal ini memang ciri printer reprap, harus presisi/simetri makanya saat buat. Ya semaksimal mungkin. Ga bisa lah ngejar perfek 100% presisi la part2nya aja linear motion pake sederhana.
Namun untuk kebutuhan basic saya print casing produk, print part printer, ya cukup.
1. saya ud motong mata gerinda utk effector, ap benar sisi efector yg buat magnet lebrny 5,5cm, sedangkan jarak smoth rot ny 6cm, ap ada pengaruh klo ud jd?
2. bagusny pasang carbon tube dulu baru magnet di efector atau sebaliknya mas?
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 05, 2016 11:47AM |
Registered: 8 years ago Posts: 75 |
Hasil print:
Lumayan lah buat printer handmade. Step berikutnya: nambah aerator akuarium + selang buat pendingin cetakan

Lumayan lah buat printer handmade. Step berikutnya: nambah aerator akuarium + selang buat pendingin cetakan
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 07, 2016 10:46AM |
Registered: 8 years ago Posts: 27 |
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 07, 2016 11:04AM |
Registered: 9 years ago Posts: 281 |
Kalo mekanik printernya, makin tidak goyang/ oblak makin bagus (tapi jangan seret).
paling belajar slicernya aja. Nah kalo ini emang pertama pake setting default, trus coba2 diganti hasilnya gimana, lama2 ngerti kok setting bagus buat objek A blom tentu bagus dari objek B dst.
Dasarnya si cek disini:
http://reprap.org/wiki/Print_Troubleshooting_Pictorial_Guide
paling belajar slicernya aja. Nah kalo ini emang pertama pake setting default, trus coba2 diganti hasilnya gimana, lama2 ngerti kok setting bagus buat objek A blom tentu bagus dari objek B dst.
Dasarnya si cek disini:
http://reprap.org/wiki/Print_Troubleshooting_Pictorial_Guide
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 07, 2016 12:55PM |
Registered: 8 years ago Posts: 75 |
Hasil print berikutnya lagi:
Telor naga dari Thingiverse. Nutupnya memang nggak bisa rapat karena print bednya sendiri bertekstur, mungkin hasilnya beda kalo pake kaca datar biasa. Selain itu agak kacau waktu ngeprint bagian ulir di dasar telornya, karena ngeprint bagian dalem perimeternya terlebih dahulu, ada filamen yang nggak punya tempat nempel, jadi ya jatuh aja ke bawah. Solusinya mungkin urutan ngeprintnya dibalik, perimeter luar terlebih dulu lalu baru perimeter dalam.
Masalah lain yaitu si tutup telur ada "jambul" nya, resiko tidak pakai cooling fan.

Telor naga dari Thingiverse. Nutupnya memang nggak bisa rapat karena print bednya sendiri bertekstur, mungkin hasilnya beda kalo pake kaca datar biasa. Selain itu agak kacau waktu ngeprint bagian ulir di dasar telornya, karena ngeprint bagian dalem perimeternya terlebih dahulu, ada filamen yang nggak punya tempat nempel, jadi ya jatuh aja ke bawah. Solusinya mungkin urutan ngeprintnya dibalik, perimeter luar terlebih dulu lalu baru perimeter dalam.
Masalah lain yaitu si tutup telur ada "jambul" nya, resiko tidak pakai cooling fan.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 07, 2016 07:29PM |
Registered: 9 years ago Posts: 281 |
Infill ga nempel diakali pake setting infill overlap dinaikkan., tp slicer juga ngaruh, pling bagus simplify3d.
Untuk kaca saya sedia bed akrilik merah, nempel sekali dan rata. Siap2 sosrok ama cutter buat melepas.
Lebih bagus nempelnya, cuma lebih susah melepasnya juga.
Contoh:ngeprint ABS suhu 235, pake raft biar lebih mudah melepas, printernya ditutup kardus separo bawah. Tanpa heatbed, lumayan abs bisa print meski ukurannya ngaruh makin besar makin susah.
Edited 1 time(s). Last edit at 02/07/2016 07:30PM by ryannining.
Untuk kaca saya sedia bed akrilik merah, nempel sekali dan rata. Siap2 sosrok ama cutter buat melepas.
Lebih bagus nempelnya, cuma lebih susah melepasnya juga.

Contoh:ngeprint ABS suhu 235, pake raft biar lebih mudah melepas, printernya ditutup kardus separo bawah. Tanpa heatbed, lumayan abs bisa print meski ukurannya ngaruh makin besar makin susah.
Edited 1 time(s). Last edit at 02/07/2016 07:30PM by ryannining.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 08, 2016 04:53AM |
Registered: 8 years ago Posts: 27 |
Quote
ryannining
Untuk BELT pemasangannya adalah dilipat kemudian dimasukkan ke sela
Mengatur kekencangannya tentunya dengan mengatur posisi melipatnya sebelum dimasukkan ke plastik carriage
Perhatikan bahwa belt saat melewati idler bearing di bawah adalah bagian halusnya, bukan geriginya. Jadi sisi kanannya beltnya diputar. Hal ini ga ada masalah sama sekali pada hasil. Dan jadi lebih ringkas desain penguncian belt dan desain idler bawahnya bisa pake bearing kecil.
Yang paling penting, karena ini memakai bushing, maka posisi belt yg melewati carriage/pengunci belt idler dan motor harus bener2 lurus, berada di tengah2 tiang. Ini supaya kerja bushing rata tidak berat sebelah. Ya meskipun meleset2 dikit saya rasa ga masalah si.
Plastik cetak dudukan idlernya kalo saya pake LEM, motornya bebas ukurannya jadi saya pake cable ties untuk mengikat motor ke body printer.
pnh liht delta gak pake belt, kaya tali apa seling itu kang Ryannining,
klo tali pake jenis apa ya talinya?
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 08, 2016 08:34AM |
Registered: 9 years ago Posts: 281 |
Pake tali pancing. Tp susah buat pulinya. Kelebihannya dia bisa belok2 kemana aja. Tp saya punya solusi gini
Jadi separo belt, separo benang, tujuannya biar ngatur kencangnya belt gampang. Tp entah berapa kuat benangnya. Harus ditest dulu.

Jadi separo belt, separo benang, tujuannya biar ngatur kencangnya belt gampang. Tp entah berapa kuat benangnya. Harus ditest dulu.
|
Re: Merakit printer reprap/restrap delta jenis karya3D February 08, 2016 02:12PM |
Registered: 8 years ago Posts: 75 |
Mantap gan, coba dipilihin benangnya dari apa. Lumayan bisa menghemat timing belt.
Setor kerjaan hari ini dulu:
Custom two in one blower, pake kipas sentrifugal bekas laptop uk. 5cm. Kalo tdk ada bisa pakai kipas 5cm biasa, buang bingkainya trus masukin. Besok mau tes efeknya ke ngeprint overhang + hollow pyramid.
Setor kerjaan hari ini dulu:

Custom two in one blower, pake kipas sentrifugal bekas laptop uk. 5cm. Kalo tdk ada bisa pakai kipas 5cm biasa, buang bingkainya trus masukin. Besok mau tes efeknya ke ngeprint overhang + hollow pyramid.

Sorry, only registered users may post in this forum.