Prusa i3 начало печати
Posted by MaksimP
|
Prusa i3 начало печати January 05, 2015 10:30AM |
Registered: 9 years ago Posts: 18 |
Привет всем.
Успел до Нового года заказать принтер на Алиэкспресс. Версия точно не скажу какая, у продавца не указано. Каркас нарезан из оргалита, стол алюминиевый, экструдер с охлаждающей турбиной.
Собрал. Вроде бы откалибровал все правильно, стол по всей поверхности на толщину листа, концевики само собой.
В комплеккте с принтером шли 2 бобины PLA пластика.
В настройках слайсера выставил температуру экструдера 110 и стола 60. В описании принтера было указан диаметр сопла 0,4, соответственно указал это же значение. Толщину слоя 0,3.
Скорости оставил по умолчанию Perimetr - 30, Infill - 60, Travel - 130.
Подготовил файл G-code.
Запустил печать. Первый слой прилип. После печати первого слоя сразу включается вентилятор обдува и начинааааетсяяяя.... пластик перестает прилипать к предыдущему слою.
Перепробовал разные температуры как стола, так и сопла, Попробовал физически отключить вентилятор.
Последний раз попробовал уменьшить скорости на 20, 20, 130 и толщину слоя 0,2. Получилось вообще ерунда. Если в первых случаях слои хотя бы спекались, то в последнем случае когда закончилась печать изделие от легкого нажатия расслаивалось, и во время печати заполнение выглядело не линиями а как будто волоски.
Пока не пойму какая зависимость между толщиной слоя и диаметром сопла. Либо надо где то в прошивке подправить подачу прутка?
Померил диаметр пластиковой нити на выходе. 0,5мм, т.е. с учетом расширения похоже на то что сопло действительно 0,4мм.
Какая прошивка в принтере тоже не могу ответить.
Помогите начинающему.
Успел до Нового года заказать принтер на Алиэкспресс. Версия точно не скажу какая, у продавца не указано. Каркас нарезан из оргалита, стол алюминиевый, экструдер с охлаждающей турбиной.
Собрал. Вроде бы откалибровал все правильно, стол по всей поверхности на толщину листа, концевики само собой.
В комплеккте с принтером шли 2 бобины PLA пластика.
В настройках слайсера выставил температуру экструдера 110 и стола 60. В описании принтера было указан диаметр сопла 0,4, соответственно указал это же значение. Толщину слоя 0,3.
Скорости оставил по умолчанию Perimetr - 30, Infill - 60, Travel - 130.
Подготовил файл G-code.
Запустил печать. Первый слой прилип. После печати первого слоя сразу включается вентилятор обдува и начинааааетсяяяя.... пластик перестает прилипать к предыдущему слою.
Перепробовал разные температуры как стола, так и сопла, Попробовал физически отключить вентилятор.
Последний раз попробовал уменьшить скорости на 20, 20, 130 и толщину слоя 0,2. Получилось вообще ерунда. Если в первых случаях слои хотя бы спекались, то в последнем случае когда закончилась печать изделие от легкого нажатия расслаивалось, и во время печати заполнение выглядело не линиями а как будто волоски.
Пока не пойму какая зависимость между толщиной слоя и диаметром сопла. Либо надо где то в прошивке подправить подачу прутка?
Померил диаметр пластиковой нити на выходе. 0,5мм, т.е. с учетом расширения похоже на то что сопло действительно 0,4мм.
Какая прошивка в принтере тоже не могу ответить.
Помогите начинающему.
|
Re: Prusa i3 начало печати January 05, 2015 01:37PM |
Registered: 13 years ago Posts: 89 |
для PLA температура экструдера от 190 до 210 град.
какой слайсер?
что наклеено на столе?
точно PLA пластик?
если поджечь пруток, то что происходит?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
какой слайсер?
что наклеено на столе?
точно PLA пластик?
если поджечь пруток, то что происходит?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Prusa i3 начало печати January 05, 2015 01:42PM |
Registered: 10 years ago Posts: 17 |
Если вместо нити расплавленного пластика у вас "волоски", то скорее всего у вас не верно откалибрована подача прутка в экструдер.
Так как вы пишете, что не знаете какая прошивка в принтере, то скорее всего у вас он вообще программно не откалиброван (так как такие вещи делаются в прошивке).
Для решения этих проблем:
1) Внимательно прочтите статью по прошивке и калибровке принтера.
2) Залейте прошивку Marlin. Именно о ней идёт речь в статье выше.
3) Для первичной проверки используйте софт Pronterface.
Если пластик успевает застыть до спекания с предыдущим слоем, значит необходимо немного повысить температуру экструдера.
Опять же там много ньюансов, например, показания сильно зависят от модели установленного термодатчика. Если в прошивке указана не та модель термодатчика, то вы можете получать большую погрешность в измерении температуры экструдера. У вас может быть программно 110 градусов, а реально, например, 100.
Так как вы пишете, что не знаете какая прошивка в принтере, то скорее всего у вас он вообще программно не откалиброван (так как такие вещи делаются в прошивке).
Для решения этих проблем:
1) Внимательно прочтите статью по прошивке и калибровке принтера.
2) Залейте прошивку Marlin. Именно о ней идёт речь в статье выше.
3) Для первичной проверки используйте софт Pronterface.
Если пластик успевает застыть до спекания с предыдущим слоем, значит необходимо немного повысить температуру экструдера.
Опять же там много ньюансов, например, показания сильно зависят от модели установленного термодатчика. Если в прошивке указана не та модель термодатчика, то вы можете получать большую погрешность в измерении температуры экструдера. У вас может быть программно 110 градусов, а реально, например, 100.
|
Re: Prusa i3 начало печати January 05, 2015 02:29PM |
Registered: 9 years ago Posts: 18 |
|
Re: Prusa i3 начало печати January 05, 2015 02:36PM |
Registered: 9 years ago Posts: 18 |
Quote
Energoblock
Если вместо нити расплавленного пластика у вас "волоски", то скорее всего у вас не верно откалибрована подача прутка в экструдер.
Так как вы пишете, что не знаете какая прошивка в принтере, то скорее всего у вас он вообще программно не откалиброван (так как такие вещи делаются в прошивке).
Для решения этих проблем:
1) Внимательно прочтите статью по прошивке и калибровке принтера.
2) Залейте прошивку Marlin. Именно о ней идёт речь в статье выше.
3) Для первичной проверки используйте софт Pronterface.
Если пластик успевает застыть до спекания с предыдущим слоем, значит необходимо немного повысить температуру экструдера.
Опять же там много ньюансов, например, показания сильно зависят от модели установленного термодатчика. Если в прошивке указана не та модель термодатчика, то вы можете получать большую погрешность в измерении температуры экструдера. У вас может быть программно 110 градусов, а реально, например, 100.
Первое.
Принтер покупал не самосбор по частям, а типа законченное изделие. Пусть не сочтут за рекламу АлиЭкспресс.
1) Я так понимаю это стандартный ответ, так как его дословно уже встречал в других темах, ну и ссылку почитал разумеется.
2) Пока заливать не хочу ничего, вот если бы как то можно было узнать какая сейчас залита, это было бы полезно, а то вдруг Марлин уже залит.
3) Сорри что не написал чем калибровал. Именно им и настраивал.
Про подачу пластика тоже есть подозрение, но пока не узнаю какая прошивка залита, лезть внутрь нехочется.
Edited 1 time(s). Last edit at 01/05/2015 02:38PM by MaksimP.
|
Re: Prusa i3 начало печати January 05, 2015 03:29PM |
Registered: 10 years ago Posts: 17 |
Quote
MaksimP
1) Я так понимаю это стандартный ответ, так как его дословно уже встречал в других темах, ну и ссылку почитал разумеется.
2) Пока заливать не хочу ничего, вот если бы как то можно было узнать какая сейчас залита, это было бы полезно, а то вдруг Марлин уже залит.
3) Сорри что не написал чем калибровал. Именно им и настраивал.
Естественно это стандартный ответ, потому что вы задали стандартный вопрос.
Напишите китайцам, у которых купили. Спросите про точную модель платы и о версии залитой прошивки.
Как можно откалибровать аппарат с помощью repieter-host я до сих пор не могу понять. Это ведь всего-лишь слайсер.
Вы проверяли, например, точнсть перемещений каретки?
|
Re: Prusa i3 начало печати January 05, 2015 03:39PM |
Registered: 13 years ago Posts: 89 |
В slic3r в настройках: Filament Setting \ Cooling \ Disable fan... - можно ввести значение слоев (первых) на которых вентилятор не будет включаться.
Если залит марлин, то все настройки шагов можно менять программно через команды в стартовом G-code.
При подключении к принтеру обычно в служебное окно выводятся все настройки прошивки.
Фото получаемых сейчас "изделий" бы.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Если залит марлин, то все настройки шагов можно менять программно через команды в стартовом G-code.
При подключении к принтеру обычно в служебное окно выводятся все настройки прошивки.
Фото получаемых сейчас "изделий" бы.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Prusa i3 начало печати January 06, 2015 02:31AM |
Registered: 9 years ago Posts: 18 |
Quote
Energoblock
Quote
MaksimP
1) Я так понимаю это стандартный ответ, так как его дословно уже встречал в других темах, ну и ссылку почитал разумеется.
2) Пока заливать не хочу ничего, вот если бы как то можно было узнать какая сейчас залита, это было бы полезно, а то вдруг Марлин уже залит.
3) Сорри что не написал чем калибровал. Именно им и настраивал.
Естественно это стандартный ответ, потому что вы задали стандартный вопрос.
Напишите китайцам, у которых купили. Спросите про точную модель платы и о версии залитой прошивки.
Как можно откалибровать аппарат с помощью repieter-host я до сих пор не могу понять. Это ведь всего-лишь слайсер.
Вы проверяли, например, точнсть перемещений каретки?
Откуда взялся repieter-host?? Изначально речь шла о PronterFace.
|
Re: Prusa i3 начало печати January 06, 2015 02:36AM |
Registered: 9 years ago Posts: 18 |
|
Re: Prusa i3 начало печати January 06, 2015 02:56AM |
Registered: 9 years ago Posts: 18 |
Quote
Denis
В slic3r в настройках: Filament Setting \ Cooling \ Disable fan... - можно ввести значение слоев (первых) на которых вентилятор не будет включаться.
Если залит марлин, то все настройки шагов можно менять программно через команды в стартовом G-code.
При подключении к принтеру обычно в служебное окно выводятся все настройки прошивки.
Фото получаемых сейчас "изделий" бы.
На картинках скрин того что появляется в служебном окне Пронтерфейса при конекте к принтеру.
На второй картинке промежуточная печать, уже не помню с с какими настройками.
Про кулер спасибо, уже нашел, пока выставил на 3-й слой.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Prusa i3 начало печати January 06, 2015 04:22AM |
Registered: 9 years ago Posts: 18 |
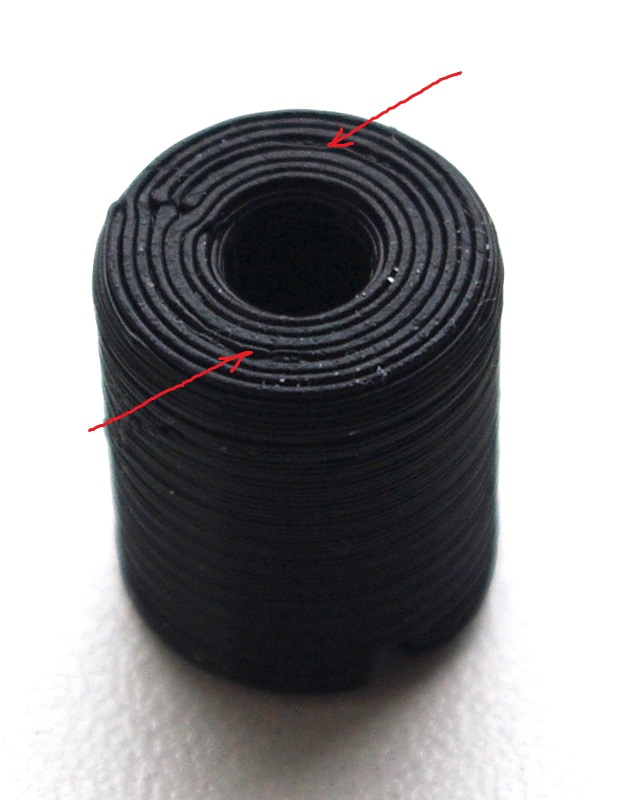
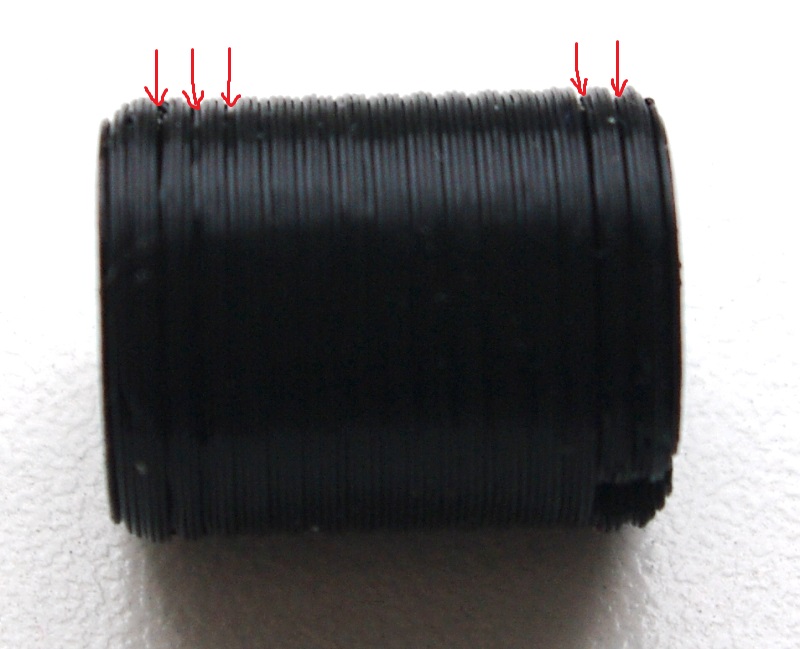
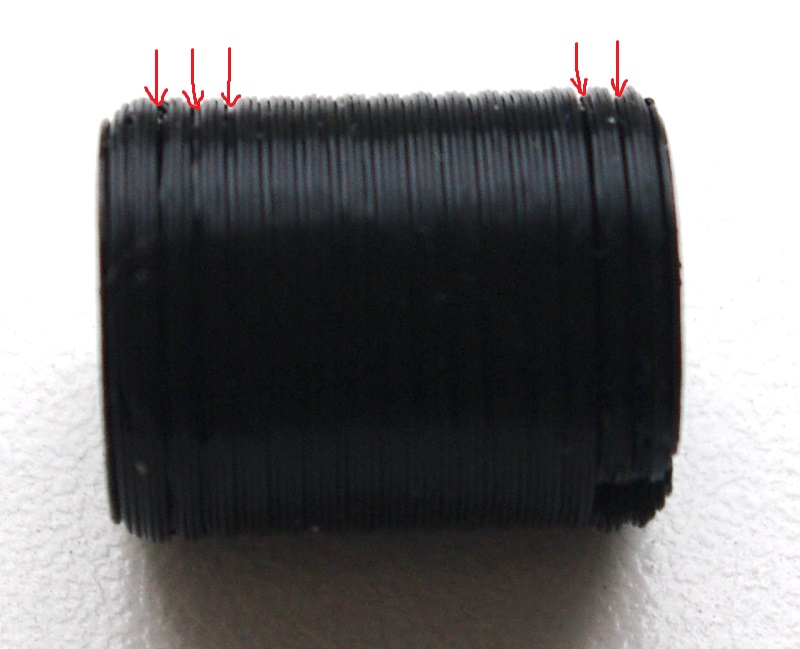
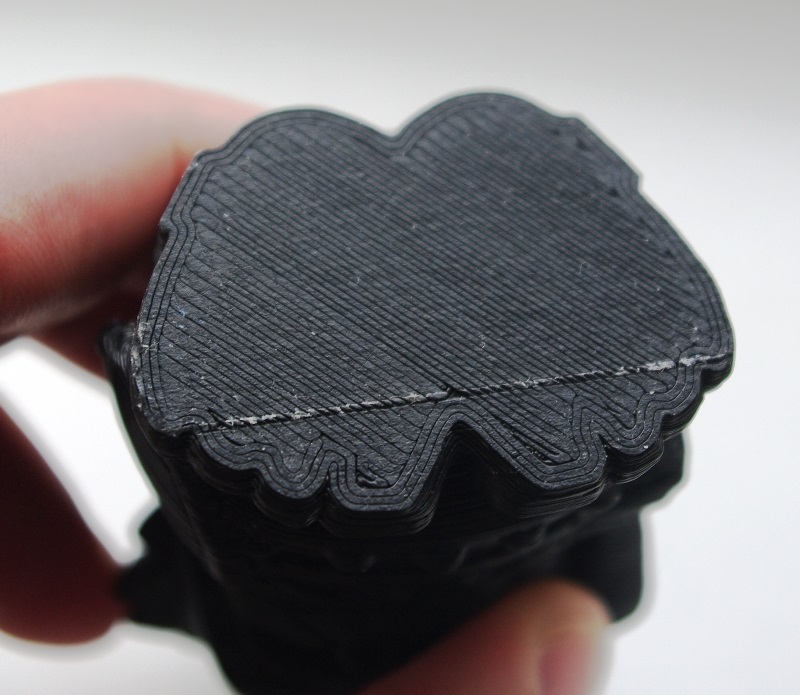
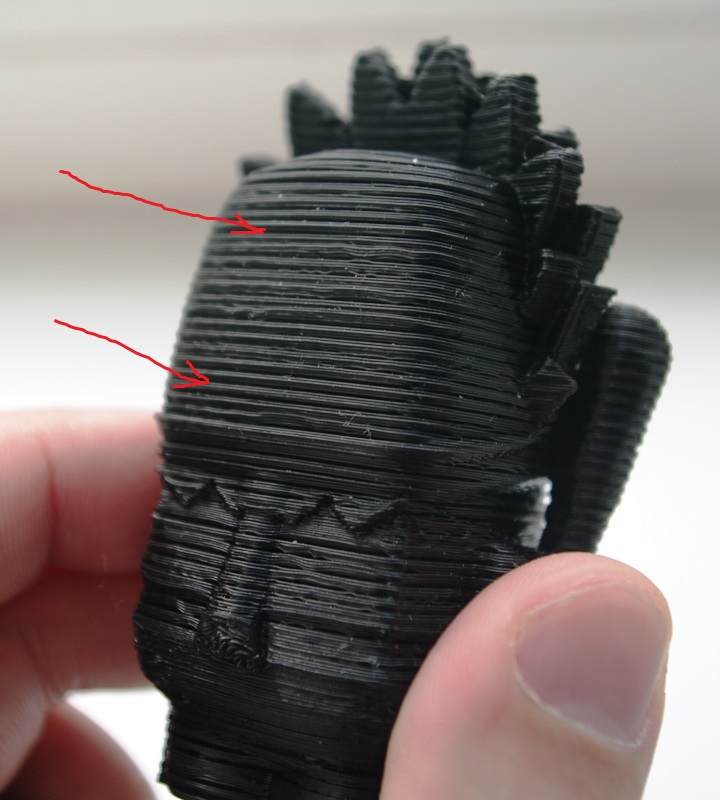
Сегодня отпечатал маленькую детальку (пыльник для прутка). Размеры d-16, h-20 мм.
Настройки следующие. Стол 70, экструдер 200. Слой 0,3. Fill density - 0,4. Pattern - honeyconb, top/bottom - rectylinear. Скорости: perimeter - 20mm, infill - 60mm, solid infill - 60mm. Диаметр сопла 0,4.
Вот что получилось:
1) вид сверху, solid fill получился корявенький.
2) вид снизу, утоньшения нити в начале печати, потом вроде нормально.
3) вид сбоку. Видны провалы. Возможно косяк Slic при нарезке, так как печать проводилась под бдительным наблюдением и в некоторых местах каретка очень быстро проскакивала в некоторых частях периметра, скорее всего из-за этого и образовались провалы.
На блогах и форумах прочитал что у Slic бывают косяки при нарезке. Кто чем пользуется?
Заметил еще у Slic странность. Нарисовал простенькую втулку в openjscad, т.е. пустотелый цилиндр с прорезью, сохранил в STL, загрузил в Slic, нажал просмотреть, и Slic вывел несуществующие плоскости (желтым цветом). Откуда они взялись, если уж ну оооочень простейшая фигура??.
Настройки следующие. Стол 70, экструдер 200. Слой 0,3. Fill density - 0,4. Pattern - honeyconb, top/bottom - rectylinear. Скорости: perimeter - 20mm, infill - 60mm, solid infill - 60mm. Диаметр сопла 0,4.
Вот что получилось:
1) вид сверху, solid fill получился корявенький.
2) вид снизу, утоньшения нити в начале печати, потом вроде нормально.
3) вид сбоку. Видны провалы. Возможно косяк Slic при нарезке, так как печать проводилась под бдительным наблюдением и в некоторых местах каретка очень быстро проскакивала в некоторых частях периметра, скорее всего из-за этого и образовались провалы.
На блогах и форумах прочитал что у Slic бывают косяки при нарезке. Кто чем пользуется?
Заметил еще у Slic странность. Нарисовал простенькую втулку в openjscad, т.е. пустотелый цилиндр с прорезью, сохранил в STL, загрузил в Slic, нажал просмотреть, и Slic вывел несуществующие плоскости (желтым цветом). Откуда они взялись, если уж ну оооочень простейшая фигура??.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Prusa i3 начало печати January 08, 2015 05:52PM |
Registered: 13 years ago Posts: 89 |
Пруток PLA.
Странно, служебную инфу не выводит. Попробуй команду M503 - должны отобразится все настройки.
В Slic3r есть параметр: Filament Setting \ Filament \ Extrusion miltiplier - увеличивает (>1) или уменьшает подачу.
Я калибрую принтер на простом кубике 10х10х10. ставлю заполнение 100%. если подача меньше чем надо, то на верхней грани будут пробелы, если много, то верхняя грань будет "выпуклой" будет видно что пластика много. подбираю таким образом этот параметр.
по первому слою: такое ощущение, что сопло экструдера восоковато над столом. первый слой должен плотнее печататься к столу.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Странно, служебную инфу не выводит. Попробуй команду M503 - должны отобразится все настройки.
В Slic3r есть параметр: Filament Setting \ Filament \ Extrusion miltiplier - увеличивает (>1) или уменьшает подачу.
Я калибрую принтер на простом кубике 10х10х10. ставлю заполнение 100%. если подача меньше чем надо, то на верхней грани будут пробелы, если много, то верхняя грань будет "выпуклой" будет видно что пластика много. подбираю таким образом этот параметр.
по первому слою: такое ощущение, что сопло экструдера восоковато над столом. первый слой должен плотнее печататься к столу.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Prusa i3 начало печати January 09, 2015 02:42AM |
Registered: 9 years ago Posts: 18 |
Quote
Denis
Пруток PLA.
Странно, служебную инфу не выводит. Попробуй команду M503 - должны отобразится все настройки.
В Slic3r есть параметр: Filament Setting \ Filament \ Extrusion miltiplier - увеличивает (>1) или уменьшает подачу.
Я калибрую принтер на простом кубике 10х10х10. ставлю заполнение 100%. если подача меньше чем надо, то на верхней грани будут пробелы, если много, то верхняя грань будет "выпуклой" будет видно что пластика много. подбираю таким образом этот параметр.
по первому слою: такое ощущение, что сопло экструдера восоковато над столом. первый слой должен плотнее печататься к столу.
Extrusion miltiplier - так это подача?? А я думал что количество экструдеров, и не трогал по-этому. А какая кратность?? Целыми единицами или меньше?
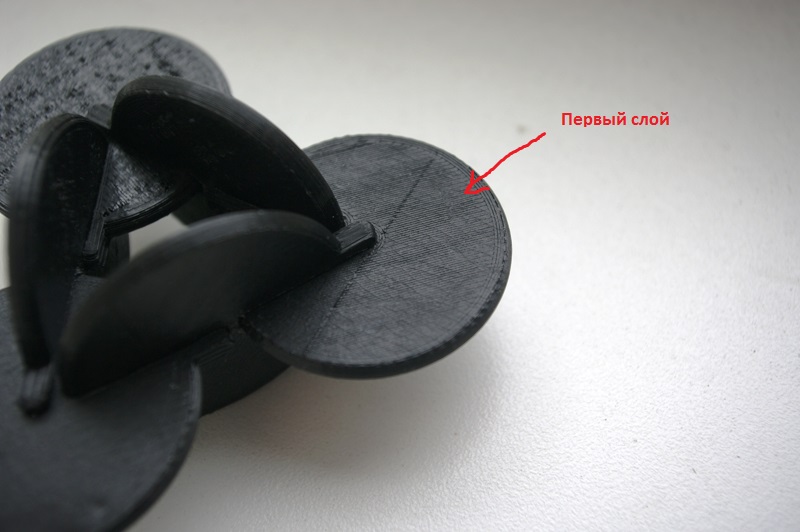
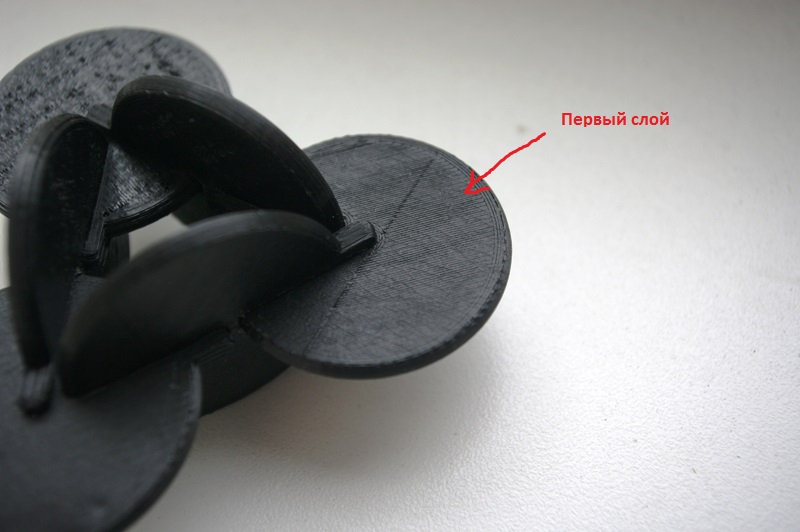
По первому слою, калибрую листом бумаги. Обычно по всей поверхности с трудом протискивается.
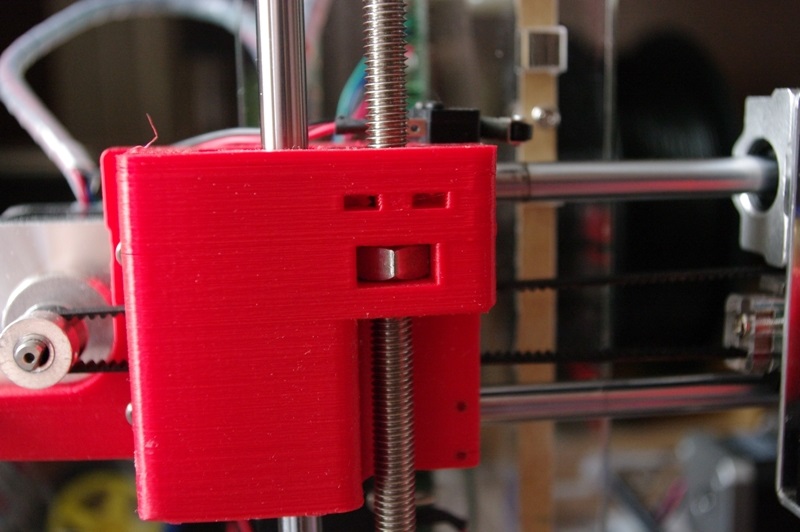
Сейчас стал печатать первый слой на поверхность покрытую раствором ПВА. На фото видно основание какое сейчас.
Кстати про ПВА. Пристает насмерть. Вчера после печати еле оторвал фигурку от стола, правда отрывал когда стол уже остыл, наверное все же нужно отсоединять когда он еще нагрет. Дополнительно убедился что с сотовым заполнением внутри изделие совсем не прочное, оторвалось основание фигурки.
По второй фотке хочу спросить. Откуда берутся эти пропуски? У меня подозрение на Slic. Очень похоже что при нарезке нужно соблюдать какие то соотношения толщины слоя, диаметром сопла и размером самого изделия по высоте. Фигурка печаталась слоями 0,3. Диаметр сопла я выставил 0,35 (по описанию принтера 0,4). Высота фигурки была 80.69мм.
Причем когда наблюдаешь как ходит головка, то видно что в некоторых местах она по периметру пробегает на высокой скорости.
И еще вопрос. Не пойму почему обводка первого слоя и некоторые контуры не доводятся до конца. Обводка примерно на 10мм, а контуры как будто не заканчиваются в зависимости от размера по разному. Стоит откат прутка на 1мм при переносе головки. Из-за него может быть такое? Маленькие контуры вроде полностью.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Prusa i3 начало печати January 09, 2015 05:33PM |
Registered: 13 years ago Posts: 89 |
Обычно меняю на 0.1-0.2. Для точной подстройки по 0.05
Первый слой отличный.
По второй фотке виден профиль шпильки Z. Надо смотреть как она закреплена на моторах и на ее качество.
При настройке ретракта еще есть параметр: Extra lenght on restart обычно ставлю его 0.1-0.05
это доп длинна прутка перед началом печати после ретракта.
Если 0 то обычно начало контура не пропечатывается, так как во время переезда на новый контур чуть прутка все равно вытекает.
по соотношениям: не замечал влияния.
толщину слоя обычно ставлю 0.2; диаметр сопла как у экструдера 0.4 или 0.35.
попробуй сначала откалибровать подачу на кубике со 100% заполнением.
пришли g-code.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Первый слой отличный.
По второй фотке виден профиль шпильки Z. Надо смотреть как она закреплена на моторах и на ее качество.
При настройке ретракта еще есть параметр: Extra lenght on restart обычно ставлю его 0.1-0.05
это доп длинна прутка перед началом печати после ретракта.
Если 0 то обычно начало контура не пропечатывается, так как во время переезда на новый контур чуть прутка все равно вытекает.
по соотношениям: не замечал влияния.
толщину слоя обычно ставлю 0.2; диаметр сопла как у экструдера 0.4 или 0.35.
попробуй сначала откалибровать подачу на кубике со 100% заполнением.
пришли g-code.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Prusa i3 начало печати January 10, 2015 04:21AM |
Registered: 9 years ago Posts: 18 |
To Denis:
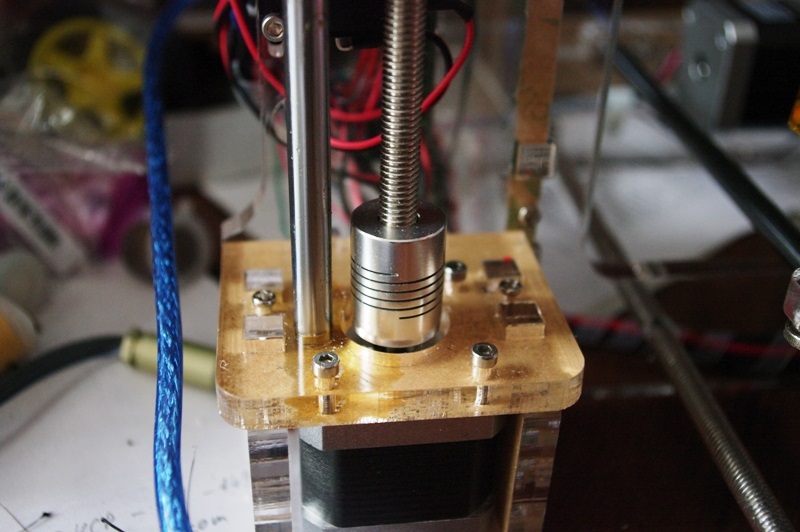
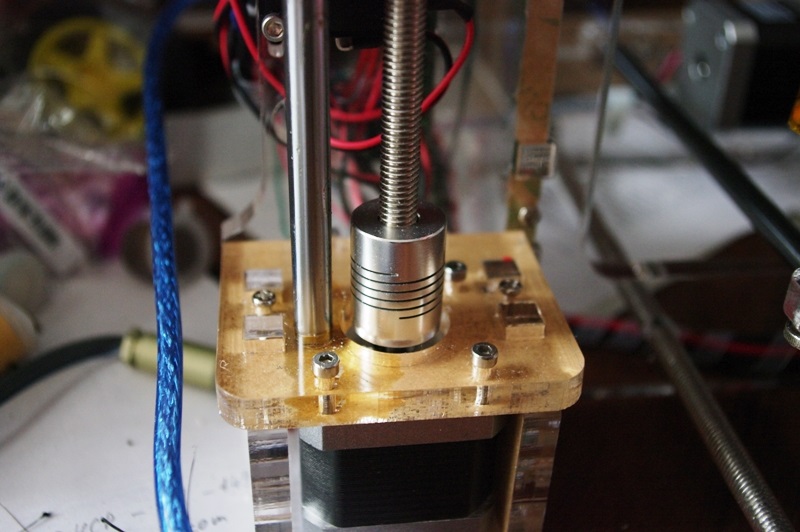
Хм. Про шпильки не подумал. На фото крепление шпильки к мотору, зажато насмерть. Единственное что конструктивно верх шпильки в верхнем отверстии планки свободно болтается с 1мм люфтом.
Осмотрел обе шпильки, заминаний и других дефектов нет, резьба вроде везде одинаковая. Есть вертикальный люфт гайка/шпилька. Думаю можно убрать люфт навернув еще одну гайку (на фото отметил) и закрепив ее чтобы не проворачивалась, предварительно довернув чтобы исчез люфт.
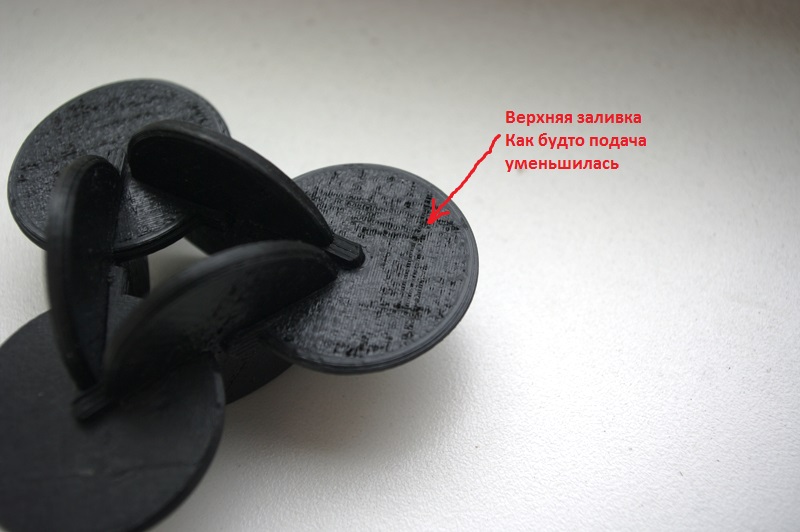
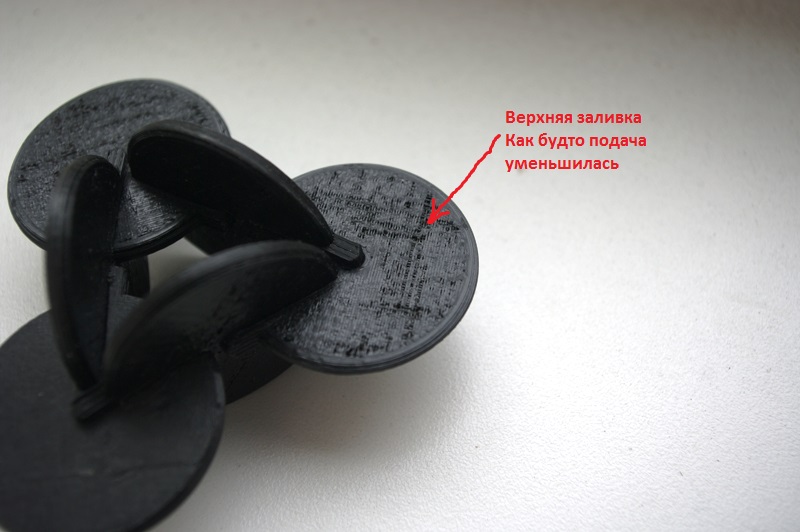
Кстати вчера печатал игрушку толщиной слоя 0.2, там уже зазоров нету, но заливка получилась (верхняя) дырявая. На фото показал. В то же время первый слой пропечатался на отлично.
Прицепил архив с настройками Slic. Настройки "My PLA". Посмотри, может еще у меня что криво стоит изначально??
Ну и прицепил Gcode файла Ацтекского божка где были провалы (файл большой в архиве 3Мб). Файл божка
Хм. Про шпильки не подумал. На фото крепление шпильки к мотору, зажато насмерть. Единственное что конструктивно верх шпильки в верхнем отверстии планки свободно болтается с 1мм люфтом.
Осмотрел обе шпильки, заминаний и других дефектов нет, резьба вроде везде одинаковая. Есть вертикальный люфт гайка/шпилька. Думаю можно убрать люфт навернув еще одну гайку (на фото отметил) и закрепив ее чтобы не проворачивалась, предварительно довернув чтобы исчез люфт.
Кстати вчера печатал игрушку толщиной слоя 0.2, там уже зазоров нету, но заливка получилась (верхняя) дырявая. На фото показал. В то же время первый слой пропечатался на отлично.
Прицепил архив с настройками Slic. Настройки "My PLA". Посмотри, может еще у меня что криво стоит изначально??
Ну и прицепил Gcode файла Ацтекского божка где были провалы (файл большой в архиве 3Мб). Файл божка
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Prusa i3 начало печати January 10, 2015 07:57AM |
Registered: 9 years ago Posts: 18 |
Что-то вообще запутался. Ничего не понимаю.
При заливке 100% инфилл начинает дергаться подача прутка. Раньше такого не было. В результате чего образуются прогалы, а на большой плоскости вообще пунктир.
Это проявилось после выставления Extra lenght on restart обычно ставлю его 0.1, так как вроде больше ничего не менял. :-(
Тестовый кубик сейчас допечатается верну назад и еще раз попробую.
Кстати сейчас при слое 0.3 по боку гребенка, но обратил внимание что как раз в месте провала на внешнем периметре дернулся пруток.
Ммм. Посмотрел при рестарте принтера версию прошивки Zonestar v1.3
Китайцы сказали что типа индивидуальная и при заливке другой прошивки может не поддерживаться LCD экран.
Edited 2 time(s). Last edit at 01/10/2015 08:06AM by MaksimP.
При заливке 100% инфилл начинает дергаться подача прутка. Раньше такого не было. В результате чего образуются прогалы, а на большой плоскости вообще пунктир.
Это проявилось после выставления Extra lenght on restart обычно ставлю его 0.1, так как вроде больше ничего не менял. :-(
Тестовый кубик сейчас допечатается верну назад и еще раз попробую.
Кстати сейчас при слое 0.3 по боку гребенка, но обратил внимание что как раз в месте провала на внешнем периметре дернулся пруток.
Ммм. Посмотрел при рестарте принтера версию прошивки Zonestar v1.3
Китайцы сказали что типа индивидуальная и при заливке другой прошивки может не поддерживаться LCD экран.
Edited 2 time(s). Last edit at 01/10/2015 08:06AM by MaksimP.
|
Re: Prusa i3 начало печати January 11, 2015 03:59PM |
Registered: 13 years ago Posts: 89 |
По фото со шпильками все нормально.
Люфт не страшен, если вся каретка движется без закусываний на линейных направляющих Z. Движение только вверх и люфт в это время выбран.(хотя см. по профилю)
Пробелы при печати игрушки: похоже, что не хватает подачи.
по профилю:
- в printer setting \ extruder1 \ speed =18 (30 это многовато, пруток заберет на этой скорости, а вернуть будет тяжело из-за этого могут быть пробелы в начале линии)
- там-же lift Z = 0. если есть люфт, то подъем экструдера во время ретракта не очень хорошо.
- print settings \ speed \ скорость перемещения travel пока можно понизить до 60-80, потом поднимать и смотреть на качество.
по g-code вроде все нормально.
нужен кубик
дергается пруток: это пропуск шагов на экструдере? щелкает экструдер? с самого первого слоя?
вообще если ретракт только забирал пруток, но не возвращал его на место, то тяжело судить о правильности настройки подачи прутка.
а команду М503 пробовал?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Люфт не страшен, если вся каретка движется без закусываний на линейных направляющих Z. Движение только вверх и люфт в это время выбран.(хотя см. по профилю)
Пробелы при печати игрушки: похоже, что не хватает подачи.
по профилю:
- в printer setting \ extruder1 \ speed =18 (30 это многовато, пруток заберет на этой скорости, а вернуть будет тяжело из-за этого могут быть пробелы в начале линии)
- там-же lift Z = 0. если есть люфт, то подъем экструдера во время ретракта не очень хорошо.
- print settings \ speed \ скорость перемещения travel пока можно понизить до 60-80, потом поднимать и смотреть на качество.
по g-code вроде все нормально.
нужен кубик
дергается пруток: это пропуск шагов на экструдере? щелкает экструдер? с самого первого слоя?
вообще если ретракт только забирал пруток, но не возвращал его на место, то тяжело судить о правильности настройки подачи прутка.
а команду М503 пробовал?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Prusa i3 начало печати January 12, 2015 12:23PM |
Registered: 9 years ago Posts: 18 |
Quote
Denis
По фото со шпильками все нормально.
Люфт не страшен, если вся каретка движется без закусываний на линейных направляющих Z. Движение только вверх и люфт в это время выбран.(хотя см. по профилю)
Пробелы при печати игрушки: похоже, что не хватает подачи.
по профилю:
- в printer setting \ extruder1 \ speed =18 (30 это многовато, пруток заберет на этой скорости, а вернуть будет тяжело из-за этого могут быть пробелы в начале линии)
- там-же lift Z = 0. если есть люфт, то подъем экструдера во время ретракта не очень хорошо.
- print settings \ speed \ скорость перемещения travel пока можно понизить до 60-80, потом поднимать и смотреть на качество.
дергается пруток: это пропуск шагов на экструдере? щелкает экструдер? с самого первого слоя?
вообще если ретракт только забирал пруток, но не возвращал его на место, то тяжело судить о правильности настройки подачи прутка.
а команду М503 пробовал?
При печати игрушки непонятно почему не хватило подачи, ведь первый слой с нормальным заполнением. Кстати насчет подачи, в какую сторону происходит увеличение подачи? Если уменьшать значение или увеличивать?
Дергается пруток: заливка первого слоя вместо непрерывной линии получилось прерывистой, экструдер именно щелкал, т.е. отсасывает назад и возобновляет подачу, но перемещение не останавливается, отсюда и перерывы.
Команду пробовал, вот результат:
>>>M503
SENDING:M503
ok 0
EPR:2 75 115200 Baudrate
EPR:3 129 53.381 Filament printed [m]
EPR:2 125 53826 Printer active
EPR:2 79 0 Max. inactive time [ms,0=off]
EPR:2 83 360000 Stop stepper after inactivity [ms,0=off]
EPR:3 3 100.0000 X-axis steps per mm
EPR:3 7 100.0000 Y-axis steps per mm
EPR:3 11 2560.0000 Z-axis steps per mm
EPR:3 15 400.000 X-axis max. feedrate [mm/s]
EPR:3 19 400.000 Y-axis max. feedrate [mm/s]
EPR:3 23 2.000 Z-axis max. feedrate [mm/s]
EPR:3 27 100.000 X-axis homing feedrate [mm/s]
EPR:3 31 100.000 Y-axis homing feedrate [mm/s]
EPR:3 35 1.000 Z-axis homing feedrate [mm/s]
EPR:3 39 20.000 Max. jerk [mm/s]
EPR:3 47 0.300 Max. Z-jerk [mm/s]
EPR:3 133 0.000 X home pos [mm]
EPR:3 137 0.000 Y home pos [mm]
EPR:3 141 0.000 Z home pos [mm]
EPR:3 145 250.000 X max length [mm]
EPR:3 149 210.000 Y max length [mm]
EPR:3 153 180.000 Z max length [mm]
EPR:3 51 400.000 X-axis acceleration [mm/s^2]
EPR:3 55 400.000 Y-axis acceleration [mm/s^2]
EPR:3 59 400.000 Z-axis acceleration [mm/s^2]
EPR:3 63 400.000 X-axis travel acceleration [mm/s^2]
EPR:3 67 400.000 Y-axis travel acceleration [mm/s^2]
EPR:3 71 400.000 Z-axis travel acceleration [mm/s^2]
EPR:0 880 0 Autolevel active (1/0)
EPR:0 106 0 Bed Heat Manager [0-3]
EPR:0 107 255 Bed PID drive max
EPR:0 124 80 Bed PID drive min
EPR:3 108 196.000 Bed PID P-gain
EPR:3 112 33.000 Bed PID I-gain
EPR:3 116 290.000 Bed PID D-gain
EPR:0 120 255 Bed PID max value [0-255]
EPR:3 200 95.000 Extr.1 steps per mm
EPR:3 204 50.000 Extr.1 max. feedrate [mm/s]
EPR:3 208 20.000 Extr.1 start feedrate [mm/s]
EPR:3 212 1000.000 Extr.1 acceleration [mm/s^2]
EPR:0 216 3 Extr.1 heat manager [0-3]
EPR:0 217 230 Extr.1 PID drive max
EPR:0 245 50 Extr.1 PID drive min
EPR:3 218 7.0000 Extr.1 PID P-gain/dead-time
EPR:3 222 2.0000 Extr.1 PID I-gain
EPR:3 226 40.0000 Extr.1 PID D-gain
EPR:0 230 255 Extr.1 PID max value [0-255]
EPR:2 231 -5000 Extr.1 X-offset [steps]
EPR:2 235 -500 Extr.1 Y-offset [steps]
EPR:1 239 1 Extr.1 temp. stabilize time
EPR:1 250 150 Extr.1 temp. for retraction when heating [C]
EPR:1 252 0 Extr.1 distance to retract when heating [mm]
EPR:0 254 255 Extr.1 extruder cooler speed [0-255]
|
Re: Prusa i3 начало печати January 12, 2015 02:15PM |
Registered: 13 years ago Posts: 89 |
Да, по команде м503 не понятно, что за прошивка. Но хоть есть параметры шагов и т.п.
У тебя стоит ширина линии первого слоя 200%. Высота остается старой, а пластика льет больше.
Из-за этого экструдеру не куда лить и экструдер пропускает шаг, т.к. момента двигателя не хватает.
Хотя при заливке не 100 % этого нет. Это странно.
Я обычно увеличиваю высоту первого слоя (автоматом и ширина пересчитывается) для лучшего прилипания.
Если во время щелчков экструдер чуть приподнять, пропадут?
Больше 1 больше подача.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
У тебя стоит ширина линии первого слоя 200%. Высота остается старой, а пластика льет больше.
Из-за этого экструдеру не куда лить и экструдер пропускает шаг, т.к. момента двигателя не хватает.
Хотя при заливке не 100 % этого нет. Это странно.
Я обычно увеличиваю высоту первого слоя (автоматом и ширина пересчитывается) для лучшего прилипания.
Если во время щелчков экструдер чуть приподнять, пропадут?
Больше 1 больше подача.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Prusa i3 начало печати January 12, 2015 03:12PM |
Registered: 12 years ago Posts: 14 |
Repetier host это не слайсер, это именно хост программа, слайсер внешний используется. Прошивка, в моем случае, repetier, работает лучше. А вообще уже несколько дней не могу настроить экструдер...
Скорость регулировал, подачу тоже, температуру изменял. Но результат приблизительно омерзителен ;(
Скорость регулировал, подачу тоже, температуру изменял. Но результат приблизительно омерзителен ;(
|
Re: Prusa i3 начало печати January 13, 2015 12:42AM |
Registered: 9 years ago Posts: 18 |
Quote
acidrain
Repetier host это не слайсер, это именно хост программа, слайсер внешний используется. Прошивка, в моем случае, repetier, работает лучше. А вообще уже несколько дней не могу настроить экструдер...
Скорость регулировал, подачу тоже, температуру изменял. Но результат приблизительно омерзителен ;(
Нда. Тяжелый случай, но очень похоже на то что у меня было в самом начале (см. фотки выше, в самом начале). Вылечилось когда уменьшил диаметр сопла (в программе) с 0.4 до 0.35, увеличил температуру до 210 (пластик PLA), и уменьшил скорости печати до 20мм периметр, 70% внешний периметр, 30мм заливка.
Очень похоже что перемещение быстрое и пластик не прилипает из-за того что застывает.
|
Re: Prusa i3 начало печати January 13, 2015 12:56AM |
Registered: 9 years ago Posts: 18 |
Quote
Denis
У тебя стоит ширина линии первого слоя 200%. Высота остается старой, а пластика льет больше.
Из-за этого экструдеру не куда лить и экструдер пропускает шаг, т.к. момента двигателя не хватает.
Хотя при заливке не 100 % этого нет. Это странно.
На маленьких площадях такого нет. На той же игрушке ровный первый слой, без пропусков. А вот начал печатать основание 100х100, пошли пропуски.
Quote
Denis
Я обычно увеличиваю высоту первого слоя (автоматом и ширина пересчитывается) для лучшего прилипания.
Кстати, ДА. По умолчанию раньше стояло 1 слой - 0,35, остальные - 0,3.
Quote
Denis
Если во время щелчков экструдер чуть приподнять, пропадут?
Это попробую.
Кстати когда печатал тестовый кубик со 100% заливкой как та говорил, тип заливки rectilinear, то линии укладывались плотненько, четко, но начиная уже не помню с какого слоя экструдер начал щелкать до самого верха и визуально наблюдались пропуски. И на боковых гранях гребенка. Ради интереса приложил кубик к шпильке, совпадает с резьбой. Но в то же время когда печатал фигурку высотой 8см у нее по внешнему периметру пропуски каждый 5-й слой (или шестой).
|
Re: Prusa i3 начало печати January 13, 2015 12:10PM |
Registered: 9 years ago Posts: 18 |
Ерунда какая то.
В результате не понял почему дергает подачу прутка. Сбросил на настройки по умолчанию, по новой задал параметры.
Пустил печать,
Первый слой идеально залил, на втором началось опять, безо всякой закономерности пропускать, в результате ретракта остаются прогалы примерно по 7-8мм. Причем в произвольных местах.
Похоже все таки какая то связь есть между толщиной слоя, диаметром сопла.
Сейчас стоит настройка первого слоя 0.35 (совпадает с диаметром сопла), второй слой и следующие стоит 0.3 и тут начались пропуски. Походу надо и остальные слои попробовать выставить 0.35
Не пойму почему верхние 3 слоя закрывает тонкими линиями. Опять сейчас так же как в игрушке тонкими линиями идет заливка, и периодически ретракт стучит.
Edited 1 time(s). Last edit at 01/13/2015 03:43PM by MaksimP.
В результате не понял почему дергает подачу прутка. Сбросил на настройки по умолчанию, по новой задал параметры.
Пустил печать,
Первый слой идеально залил, на втором началось опять, безо всякой закономерности пропускать, в результате ретракта остаются прогалы примерно по 7-8мм. Причем в произвольных местах.
Похоже все таки какая то связь есть между толщиной слоя, диаметром сопла.
Сейчас стоит настройка первого слоя 0.35 (совпадает с диаметром сопла), второй слой и следующие стоит 0.3 и тут начались пропуски. Походу надо и остальные слои попробовать выставить 0.35
Не пойму почему верхние 3 слоя закрывает тонкими линиями. Опять сейчас так же как в игрушке тонкими линиями идет заливка, и периодически ретракт стучит.
Edited 1 time(s). Last edit at 01/13/2015 03:43PM by MaksimP.
|
Re: Prusa i3 начало печати January 13, 2015 05:57PM |
Registered: 13 years ago Posts: 89 |
А включение вентилятора и пропуски не связаны?
Обычно, когда не полностью залит верхний слой - не хватает подачи пластика.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Обычно, когда не полностью залит верхний слой - не хватает подачи пластика.
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Prusa i3 начало печати January 14, 2015 10:46AM |
Registered: 9 years ago Posts: 18 |
|
Re: Prusa i3 начало печати January 14, 2015 01:00PM |
Registered: 9 years ago Posts: 18 |
To Denis:
Можешь выложить файл со своими настройками?? Хочу сравнить со своими. Вот кстати сейчас нарезал с толщиной слоя 0.2, Оооочень редко постукивает однократно. И заливка плотная.
Я правда еще жестко Infill задал 0.35 по диаметру сопла в разделе Print Setting>Advanced.
Но судя по тому что все же изредка постукивает надо поиграться еще шириной.
Кстати не понятно, если ты говорил что может ретрактить из-за того что ширина не укладывается, но у меня было что при заливке как раз ниточками клал и все равно стучал.
Можешь выложить файл со своими настройками?? Хочу сравнить со своими. Вот кстати сейчас нарезал с толщиной слоя 0.2, Оооочень редко постукивает однократно. И заливка плотная.
Я правда еще жестко Infill задал 0.35 по диаметру сопла в разделе Print Setting>Advanced.
Но судя по тому что все же изредка постукивает надо поиграться еще шириной.
Кстати не понятно, если ты говорил что может ретрактить из-за того что ширина не укладывается, но у меня было что при заливке как раз ниточками клал и все равно стучал.
|
Re: Prusa i3 начало печати January 14, 2015 03:06PM |
Registered: 13 years ago Posts: 89 |
Вот здесь в группе есть профиль [vk.com]
Меньше высота слоя - меньше скорость движения прутка - меньше пропусков шагов. Скорее всего какая-то проблема с экструдером.
Попробуй подавить 50-100 мм прутка на разных скоростях: 50, 100, 150, 200, 250, 300. На какой скорости начнутся щелчки?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Меньше высота слоя - меньше скорость движения прутка - меньше пропусков шагов. Скорее всего какая-то проблема с экструдером.
Попробуй подавить 50-100 мм прутка на разных скоростях: 50, 100, 150, 200, 250, 300. На какой скорости начнутся щелчки?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Sorry, only registered users may post in this forum.