Щели на готовой модели (проблема на 3 слайсерах)
Posted by hoN
|
Щели на готовой модели (проблема на 3 слайсерах) August 10, 2015 07:47AM |
Registered: 8 years ago Posts: 2 |
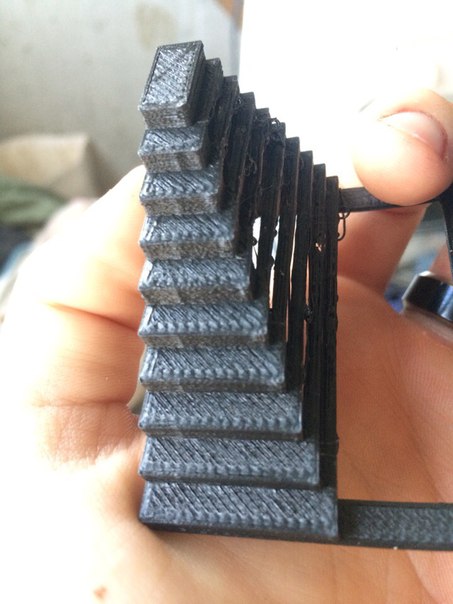
Приветствую! Печатаю на 3д принтере очень давно, решил поковырять прусу и3, собрал, на пла было все нормально, но основной пластик с которым я работаю АБС. Поэтому перешел и тут на него. И возникла такая проблема.. На каждой модельке при заливке на top слоях есть щели. Они малы, но они есть. При заливке принтер оставляет маааааленьку щелт между текущим и след слоем, что в последствии вызывает проблемы с покраской (краска проваливается в дырочки). Фото прикрепил. У кого-то было такое же? Пробовал менять высоту слоя, температуры печати, калибровал ближе\дальше, увеличивал flow, уменьшал скорость печати топ слоя до жалких 20 - все безрезультатно. Помогите.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Щели на готовой модели (проблема на 3 слайсерах) August 14, 2015 02:41AM |
Registered: 8 years ago Posts: 19 |
|
Re: Щели на готовой модели (проблема на 3 слайсерах) August 29, 2015 04:11AM |
Registered: 8 years ago Posts: 2 |
|
Re: Щели на готовой модели (проблема на 3 слайсерах) August 29, 2015 01:22PM |
Registered: 13 years ago Posts: 89 |
Проверь перпендикулярность осей X Y.
Если распечатать цилиндр, он будет ровно круглый или чуть овальный?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
Если распечатать цилиндр, он будет ровно круглый или чуть овальный?
________________________________________________________________________________________________
3D принтеры RUBOT Mini, Protos, BIG; 3D печать. www.rubot.org
Пластик для 3D принтеров: ABS 1200 р./катушка; PLA 1400 р./катушка
________________________________________________________________________________________________
|
Re: Щели на готовой модели (проблема на 3 слайсерах) October 07, 2015 11:17AM |
Registered: 9 years ago Posts: 50 |
По первой фотке. У меня было нечто подобное. Когда вертикальная стенка отходила от горизонтальной, на стыке. Был виноват перекошеный печатный стол(ну и вся рама кривая до ужаса  ), т.к. привод по высоте винтовой, на базе printrbot, то и положение каретки я регулировал по столу. Есть способ однозначно это определить: надо напечатать прямоугольник в высоту. Если у прямоугольника не все углы 90 градусов, значит имеет место быть перекос. Я довольно долго с этим боролся.
), т.к. привод по высоте винтовой, на базе printrbot, то и положение каретки я регулировал по столу. Есть способ однозначно это определить: надо напечатать прямоугольник в высоту. Если у прямоугольника не все углы 90 градусов, значит имеет место быть перекос. Я довольно долго с этим боролся.
По второй фотке. Возможно напечатанные стенки слишком тонкие, либо, как вариант, у вас в помещении сквозит))) Быстро остывающая пластмаска сильно деформируется.
Ну и как отметил keedley, судя по "крыше", похоже что еще и недоподача прутка у вас.
Удачи.
Edited 1 time(s). Last edit at 10/07/2015 11:17AM by SmashDream.
), т.к. привод по высоте винтовой, на базе printrbot, то и положение каретки я регулировал по столу. Есть способ однозначно это определить: надо напечатать прямоугольник в высоту. Если у прямоугольника не все углы 90 градусов, значит имеет место быть перекос. Я довольно долго с этим боролся.По второй фотке. Возможно напечатанные стенки слишком тонкие, либо, как вариант, у вас в помещении сквозит))) Быстро остывающая пластмаска сильно деформируется.
Ну и как отметил keedley, судя по "крыше", похоже что еще и недоподача прутка у вас.
Удачи.
Edited 1 time(s). Last edit at 10/07/2015 11:17AM by SmashDream.
|
Re: Щели на готовой модели (проблема на 3 слайсерах) November 07, 2015 06:05AM |
Registered: 8 years ago Posts: 2 |
Sorry, only registered users may post in this forum.