Imperial DIY Lathe Free Catalog Hot End
Posted by stefanst
|
Imperial DIY Lathe Free Catalog Hot End May 26, 2011 09:02PM |
Registered: 13 years ago Posts: 52 |
My first attempt at a home-made hot end leaks like crazy but does extrude quite nicely. So I decided to take some hints from more experienced makers. I particularly like the Geared Extruder Nozzle design. It seems mechanically very solid and has the PTFE sleeve that should really help with ooze containment.
However, I don't have access to a lathe, only to a cheap hardware store drill press. Hardly the tool for high-precision machining. Obviously machining fancy stepped outer diameters is out of the question. In light of my restrictions (personal and tools) a modification seemed in order.
What I came up with is this:
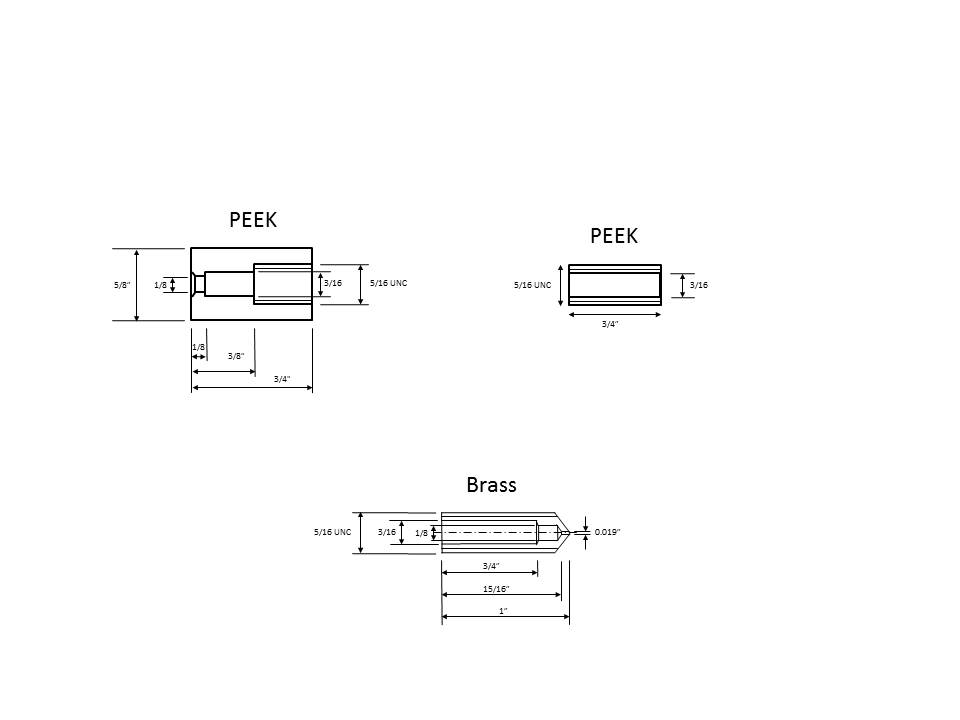
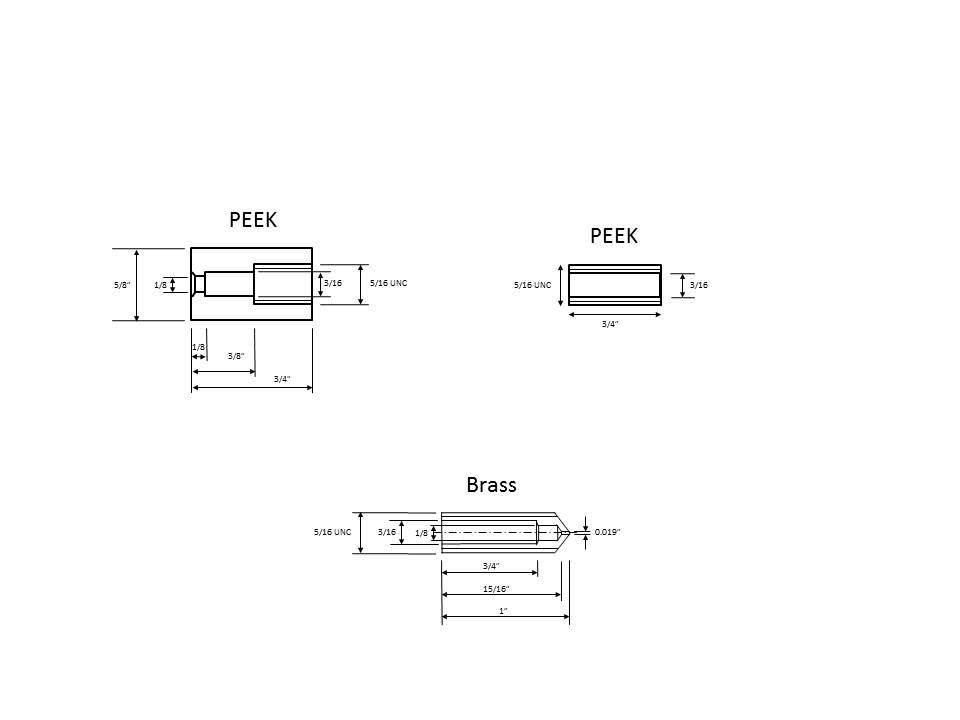
Attached is a sketch of the parts that I am making myself. Not depicted are the PTFE hose and the 1" length stainless threaded rod connector. My CAD software is MS PowerPoint, so the quality is not the greatest, but the idea sould be clear.
The brass part and the large PEEK rod are already made and seem to be OK. I am still waiting for the material to make the PEEK connector.
There are two sketches attached. They are identical. One is a JPG that everybody can open and the other is an EMF that has a bit better quality.
Any suggestions or remarks are welcome!
ST
However, I don't have access to a lathe, only to a cheap hardware store drill press. Hardly the tool for high-precision machining. Obviously machining fancy stepped outer diameters is out of the question. In light of my restrictions (personal and tools) a modification seemed in order.
What I came up with is this:
- Replace the machined 15mm diameter PEEK block with one block with internal thread and insert a small threaded peek insulator. Once assembled this will be almost identical to the original design, but it does not require a lathe for machining
- Replace the machined brass nozzle with a simpler nozzle made from threaded brass rod. This does then require a connector piece to connect to the external thread . For this I've chosen a simple stainless steel 'threaded rod connector'
Attached is a sketch of the parts that I am making myself. Not depicted are the PTFE hose and the 1" length stainless threaded rod connector. My CAD software is MS PowerPoint, so the quality is not the greatest, but the idea sould be clear.
The brass part and the large PEEK rod are already made and seem to be OK. I am still waiting for the material to make the PEEK connector.
There are two sketches attached. They are identical. One is a JPG that everybody can open and the other is an EMF that has a bit better quality.
Any suggestions or remarks are welcome!
ST
{kind=link}
{kind=link}
|
Re: Imperial DIY Lathe Free Catalog Hot End May 31, 2011 10:11AM |
Registered: 12 years ago Posts: 1,611 |
Hi, I had a quick look at your drawings, looks interesting. The one part I would worry about is the PEEK softening and pushing out as it is so close to where your heater is going to be, as the glass temperature of PEEK is around 145 degrees C (according to wikipedia). Where is your heater?! Are you going to wrap Nichrome wire around the nozzle? I have just been through the process of designing and building my own hot end with limited tools. If you have a drill press and a spare chuck from a drill, try this as a substitute lathe: [www.thingiverse.com]
I've attached my design here so you can see how I created the heater.
My hot end is based on the [www.mendel-parts.com] design, which has a break in the barrel, so filament has direct contact with the heater block. My preferred solution is to keep the metal parts as concentrated as possible, and stop heat escaping into other parts, to keep the filament transition length as short as possible. Wood is actually an excellent insulator, much cheaper and doesn't spontaneously combust until 400 degrees C! Other people have conducted tests with bamboo [garyhodgson.com]
My version seems to extrudes well from the limited testing so far. I have attached a pdf, gif and image of it - sorry about the metric sizes, I'm UK-based. There are a couple of changes I've made to lengths, which aren't noted on the design, and all threads need to be wrapped in PTFE plumber's tape to stop oozing out of the many joints. The advantage of this design is that it is quite modular and different parts can be swapped in, the disadvantage is the amount of metal in the nozzle, though it seems to hold temperature and extrude okay.
Just notices a small mistake on my drawings; on the dome nut/nozzle it says "End chamfer to fit domed nut", when it should say "End chamfer to stop extruded filament sticking". I did this with a file and the dome nut in the chuck of my drill press. Who needs a lathe?!
Edited 2 time(s). Last edit at 05/31/2011 10:27AM by droftarts.
I've attached my design here so you can see how I created the heater.
My hot end is based on the [www.mendel-parts.com] design, which has a break in the barrel, so filament has direct contact with the heater block. My preferred solution is to keep the metal parts as concentrated as possible, and stop heat escaping into other parts, to keep the filament transition length as short as possible. Wood is actually an excellent insulator, much cheaper and doesn't spontaneously combust until 400 degrees C! Other people have conducted tests with bamboo [garyhodgson.com]
My version seems to extrudes well from the limited testing so far. I have attached a pdf, gif and image of it - sorry about the metric sizes, I'm UK-based. There are a couple of changes I've made to lengths, which aren't noted on the design, and all threads need to be wrapped in PTFE plumber's tape to stop oozing out of the many joints. The advantage of this design is that it is quite modular and different parts can be swapped in, the disadvantage is the amount of metal in the nozzle, though it seems to hold temperature and extrude okay.
Just notices a small mistake on my drawings; on the dome nut/nozzle it says "End chamfer to fit domed nut", when it should say "End chamfer to stop extruded filament sticking". I did this with a file and the dome nut in the chuck of my drill press. Who needs a lathe?!
Edited 2 time(s). Last edit at 05/31/2011 10:27AM by droftarts.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Imperial DIY Lathe Free Catalog Hot End June 01, 2011 08:09AM |
Registered: 15 years ago Posts: 478 |
On my Peek data sheet
I also have the glass temprature shown as 145°C however the same data sheet also specifies :-
Max. service temperature short term long term
Peek 300°C 280°C
In practice my Peek insulator has only failed once when the print head went above 300°C
270°C - 280°C seems to be ok without any thing falling apart and continued extruding slightly yellow looking ABS.
It was only when my Thermocouple fell off when changing the extruder tip that the extruder tip went well above 280°C ~ 300°C This was when the extruding tip was pushed out of the molten Peek insulator.
Pictures of the my little diaster here.
[repstrapbertha.blogspot.com]
Bodge It [reprap.org]
=======================================
My rep strap: [repstrapbertha.blogspot.com]
Buy the bits from B&Q pipestrap [diyrepstrap.blogspot.com]
How to Build a Darwin without any Rep Rap Parts [repstrapdarwin.blogspot.com]
Web Site [www.takeaway3dtech.com]
I also have the glass temprature shown as 145°C however the same data sheet also specifies :-
Max. service temperature short term long term
Peek 300°C 280°C
In practice my Peek insulator has only failed once when the print head went above 300°C
270°C - 280°C seems to be ok without any thing falling apart and continued extruding slightly yellow looking ABS.
It was only when my Thermocouple fell off when changing the extruder tip that the extruder tip went well above 280°C ~ 300°C This was when the extruding tip was pushed out of the molten Peek insulator.
Pictures of the my little diaster here.
[repstrapbertha.blogspot.com]
Bodge It [reprap.org]
=======================================
My rep strap: [repstrapbertha.blogspot.com]
Buy the bits from B&Q pipestrap [diyrepstrap.blogspot.com]
How to Build a Darwin without any Rep Rap Parts [repstrapdarwin.blogspot.com]
Web Site [www.takeaway3dtech.com]
|
Re: Imperial DIY Lathe Free Catalog Hot End June 03, 2011 08:56AM |
Registered: 13 years ago Posts: 52 |
Droftart,
Thank you very much for the link to the Afghan Lathe. Amusing and serviceable! It's actually quite similar to what I had to do with my drill press. For the small holes I realized it is better to actually hold the piece I'm working on in the chuck of the drill press and hold the drill bit in the vice. Especially for the 0.5mm hole this worked VERY well.
I also found a way to machine the outer diameter of my work piece. This was necessitated by the fact that my Peek rod was slightly too large in diameter for cutting a thread: Put the work piece (Peek rod) in the chuck. Run at low speed. Then use a Dremel or similar tool with a grinding wheel running at high speed and use that to grind off material from the rod while it's spinning. Make sure to put the Dremel on the LEFT side of the piece, so the cuttings do not fly directly into your face. Learned that the hard way. All in all it worked much better than I thought it would!
At this point I've made all the parts and it seems to be working better than the hot end I made before. Of course, due to the occasional screwed up cut or hole I had to use more raw material than anticipated, but there's still some left over.
I also added a spacer between the heater block and the aluminum connector. I made that out of Peek too, instead of copper in the hopes that it would insulate a little better and keep the top cooler.
Peek seems to be holding up OK so far, even though my tip went above 250 degrees once because I had forgotten to plug in the thermistor. So BodgeIt seems to be right so far.
I have not finished a print with it yet- there was too much good stuff on TV last night. But I manually extruded at 40 mm/minute at 190 degrees and it did not slip and filament came out pretty fast. So I do have good hopes for this design.
Attached is an image to show what quality in terms of results can be expected if you're pretty much all thumbs and only have a drill press to work with and no lathe. The design has changed slightly already. The stainless steel connector was a little long for my setup, so I made one from aluminum that is shorter and should also cool better.
My heater is also a resistor/block heater. Very similar to the one first introduced by nophead (I believe). I also ran a probe thermometer inside the extruder and it does get pretty hot pretty high up, but not so hot as to damage anything. So far I have no ooze coming out anywhere, so I seem to be extruding pretty much all the material going in. This may change with my first two hour print though....
So far, so good.
ST
Thank you very much for the link to the Afghan Lathe. Amusing and serviceable! It's actually quite similar to what I had to do with my drill press. For the small holes I realized it is better to actually hold the piece I'm working on in the chuck of the drill press and hold the drill bit in the vice. Especially for the 0.5mm hole this worked VERY well.
I also found a way to machine the outer diameter of my work piece. This was necessitated by the fact that my Peek rod was slightly too large in diameter for cutting a thread: Put the work piece (Peek rod) in the chuck. Run at low speed. Then use a Dremel or similar tool with a grinding wheel running at high speed and use that to grind off material from the rod while it's spinning. Make sure to put the Dremel on the LEFT side of the piece, so the cuttings do not fly directly into your face. Learned that the hard way. All in all it worked much better than I thought it would!
At this point I've made all the parts and it seems to be working better than the hot end I made before. Of course, due to the occasional screwed up cut or hole I had to use more raw material than anticipated, but there's still some left over.
I also added a spacer between the heater block and the aluminum connector. I made that out of Peek too, instead of copper in the hopes that it would insulate a little better and keep the top cooler.
Peek seems to be holding up OK so far, even though my tip went above 250 degrees once because I had forgotten to plug in the thermistor. So BodgeIt seems to be right so far.
I have not finished a print with it yet- there was too much good stuff on TV last night. But I manually extruded at 40 mm/minute at 190 degrees and it did not slip and filament came out pretty fast. So I do have good hopes for this design.
Attached is an image to show what quality in terms of results can be expected if you're pretty much all thumbs and only have a drill press to work with and no lathe. The design has changed slightly already. The stainless steel connector was a little long for my setup, so I made one from aluminum that is shorter and should also cool better.
My heater is also a resistor/block heater. Very similar to the one first introduced by nophead (I believe). I also ran a probe thermometer inside the extruder and it does get pretty hot pretty high up, but not so hot as to damage anything. So far I have no ooze coming out anywhere, so I seem to be extruding pretty much all the material going in. This may change with my first two hour print though....
So far, so good.
ST
{kind=link}
{kind=link}
|
Re: Imperial DIY Lathe Free Catalog Hot End June 19, 2011 10:00AM |
Registered: 13 years ago Posts: 1,352 |
This is my take on the similar matter, so far it works nice but dunno about durability, will have to see.
[www.reprap.org]
If i would be to re-do it, i would go for an external M14 thread on the ptfe.
The nozzle having external thread isnt so nice and first one i did on aluminium leaked because of poor threading by hand, but second worked allright as i started the thread from the ptfe side and at exit was much better.
Edited 1 time(s). Last edit at 06/19/2011 10:02AM by NoobMan.
[www.reprap.org]
If i would be to re-do it, i would go for an external M14 thread on the ptfe.
The nozzle having external thread isnt so nice and first one i did on aluminium leaked because of poor threading by hand, but second worked allright as i started the thread from the ptfe side and at exit was much better.
Edited 1 time(s). Last edit at 06/19/2011 10:02AM by NoobMan.
Sorry, only registered users may post in this forum.