Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid)
Posted by reifsnyderb
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) April 23, 2010 09:49AM |
Registered: 16 years ago Posts: 438 |
I have no particular objection to that practice, reifsnyderb. I've always kinda assumed that you where doing it whenever you get a sale or something though.
It might be interesting to post each sale made, either a simple "sold another one" or include the state or country you're shipping too. That would give more appearance of activity that a simple "btt".
Even inquiries could be documented this way.
I'll probably be buying some parts from you eventually. I have some parts I made myself, but don't have a great deal of confidence in them working correctly. Still, I'd like to give them a shot before investing yet more money in my still non-functional repstrap.
--
I'm building it with Baling Wire
It might be interesting to post each sale made, either a simple "sold another one" or include the state or country you're shipping too. That would give more appearance of activity that a simple "btt".
Even inquiries could be documented this way.
I'll probably be buying some parts from you eventually. I have some parts I made myself, but don't have a great deal of confidence in them working correctly. Still, I'd like to give them a shot before investing yet more money in my still non-functional repstrap.
--
I'm building it with Baling Wire
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) April 24, 2010 05:48PM |
Registered: 15 years ago Posts: 537 |
Hello,
No, I haven't been posting "btt" just when I get a sale. If I were to post every sale, this thread would have a ton of postings, though. (Not bragging, just trying to answer the question.)
In addition to the USA, I have sold parts to Australia, Singapore, Belgium, Turkey, Germany, Canada, Netherlands, The UK, and many others.
Though I'd be happy to sell you parts, if there are any questions you have regarding making the parts yourself, I'll be happy to answer them as well.
Regards,
Brian
jgilmore Wrote:
-------------------------------------------------------
> I have no particular objection to that practice,
> reifsnyderb. I've always kinda assumed that you
> where doing it whenever you get a sale or
> something though.
>
> It might be interesting to post each sale made,
> either a simple "sold another one" or include the
> state or country you're shipping too. That would
> give more appearance of activity that a simple
> "btt".
>
> Even inquiries could be documented this way.
>
> I'll probably be buying some parts from you
> eventually. I have some parts I made myself, but
> don't have a great deal of confidence in them
> working correctly. Still, I'd like to give them a
> shot before investing yet more money in my still
> non-functional repstrap.
No, I haven't been posting "btt" just when I get a sale. If I were to post every sale, this thread would have a ton of postings, though. (Not bragging, just trying to answer the question.)
In addition to the USA, I have sold parts to Australia, Singapore, Belgium, Turkey, Germany, Canada, Netherlands, The UK, and many others.
Though I'd be happy to sell you parts, if there are any questions you have regarding making the parts yourself, I'll be happy to answer them as well.
Regards,
Brian
jgilmore Wrote:
-------------------------------------------------------
> I have no particular objection to that practice,
> reifsnyderb. I've always kinda assumed that you
> where doing it whenever you get a sale or
> something though.
>
> It might be interesting to post each sale made,
> either a simple "sold another one" or include the
> state or country you're shipping too. That would
> give more appearance of activity that a simple
> "btt".
>
> Even inquiries could be documented this way.
>
> I'll probably be buying some parts from you
> eventually. I have some parts I made myself, but
> don't have a great deal of confidence in them
> working correctly. Still, I'd like to give them a
> shot before investing yet more money in my still
> non-functional repstrap.
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) April 28, 2010 10:13PM |
Registered: 16 years ago Posts: 438 |
reifsnyderb Wrote:
-------------------------------------------------------
> Hello,
>
> No, I haven't been posting "btt" just when I get a
> sale. If I were to post every sale, this thread
> would have a ton of postings, though. (Not
> bragging, just trying to answer the question.)
By all means brag. It can't hurt, and posting all that sort of info is interesting even to those who aren't directly involved. Unless you're cautious about giving competitors information, which I think'd be kinda strange.
--
I'm building it with Baling Wire
-------------------------------------------------------
> Hello,
>
> No, I haven't been posting "btt" just when I get a
> sale. If I were to post every sale, this thread
> would have a ton of postings, though. (Not
> bragging, just trying to answer the question.)
By all means brag. It can't hurt, and posting all that sort of info is interesting even to those who aren't directly involved. Unless you're cautious about giving competitors information, which I think'd be kinda strange.
--
I'm building it with Baling Wire
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) April 28, 2010 11:06PM |
Admin Registered: 17 years ago Posts: 1,791 |
In addition to the USA, I have sold parts to Australia, Singapore, Belgium, Turkey, Germany, Canada, Netherlands, The UK, and many others.
Neat. Put together an exhaustive list and I'll tack it up on the blog. It feels like a "slow blog day".
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
Neat. Put together an exhaustive list and I'll tack it up on the blog. It feels like a "slow blog day".
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) April 29, 2010 11:38AM |
Registered: 15 years ago Posts: 537 |
Hello,
Well, I am not worried about any competitors knowing where I sold parts to or even the dimensions of the parts. I'll give the dimensions to whoever asks or somebody could easily buy a part and then measure it.
I think my main "competitive advantage" is that I can make the parts quickly in my own machine shop. As a result, I can sell the parts cheaper than anybody else.
Regards,
Brian
jgilmore Wrote:
-------------------------------------------------------
> reifsnyderb Wrote:
> --------------------------------------------------
> -----
> > Hello,
> >
> > No, I haven't been posting "btt" just when I get
> a
> > sale. If I were to post every sale, this
> thread
> > would have a ton of postings, though. (Not
> > bragging, just trying to answer the question.)
>
> By all means brag. It can't hurt, and posting all
> that sort of info is interesting even to those who
> aren't directly involved. Unless you're cautious
> about giving competitors information, which I
> think'd be kinda strange.
Well, I am not worried about any competitors knowing where I sold parts to or even the dimensions of the parts. I'll give the dimensions to whoever asks or somebody could easily buy a part and then measure it.
I think my main "competitive advantage" is that I can make the parts quickly in my own machine shop. As a result, I can sell the parts cheaper than anybody else.
Regards,
Brian
jgilmore Wrote:
-------------------------------------------------------
> reifsnyderb Wrote:
> --------------------------------------------------
> -----
> > Hello,
> >
> > No, I haven't been posting "btt" just when I get
> a
> > sale. If I were to post every sale, this
> thread
> > would have a ton of postings, though. (Not
> > bragging, just trying to answer the question.)
>
> By all means brag. It can't hurt, and posting all
> that sort of info is interesting even to those who
> aren't directly involved. Unless you're cautious
> about giving competitors information, which I
> think'd be kinda strange.
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) April 29, 2010 11:47AM |
Registered: 15 years ago Posts: 537 |
Hello,
Here is a list of countries that I can remember selling parts to.
USA, Canada, Brazil, The UK, Denmark, Netherlands, Belgium, Germany, Austria,
Turkey, Portugal, Poland, Singapore, and Australia.
Regards,
Brian
SebastienBailard Wrote:
-------------------------------------------------------
> In addition to the USA, I have sold parts to
> Australia, Singapore, Belgium, Turkey, Germany,
> Canada, Netherlands, The UK, and many others.
>
> Neat. Put together an exhaustive list and I'll
> tack it up on the blog. It feels like a "slow
> blog day".
Here is a list of countries that I can remember selling parts to.
USA, Canada, Brazil, The UK, Denmark, Netherlands, Belgium, Germany, Austria,
Turkey, Portugal, Poland, Singapore, and Australia.
Regards,
Brian
SebastienBailard Wrote:
-------------------------------------------------------
> In addition to the USA, I have sold parts to
> Australia, Singapore, Belgium, Turkey, Germany,
> Canada, Netherlands, The UK, and many others.
>
> Neat. Put together an exhaustive list and I'll
> tack it up on the blog. It feels like a "slow
> blog day".
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 15, 2010 07:53PM |
Registered: 15 years ago Posts: 537 |
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 19, 2010 03:38PM |
Registered: 14 years ago Posts: 689 |
It's been only 8 days since I ordered, and the barrels are already here, that's very quick all the way to Norway! They look great, looking forward to test them.
Edited 1 time(s). Last edit at 05/19/2010 03:39PM by Nudel.

Edited 1 time(s). Last edit at 05/19/2010 03:39PM by Nudel.
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 19, 2010 03:44PM |
Registered: 14 years ago Posts: 142 |
The comment below is from an interested bystander who is unlikely to make a purchase unless his own attempts fail (I have my own lathe and have ordered the raw materials so will be trying to make my own)
I find it encouraging that a happy customer has posted a picture of the items when an unhappy customer has neglected to do so after numerous requests by the seller and other forum members to do so.
Makes me conclude that the parts couldn't have been as bad as asserted.
The pictures definitely look good to me.
Nudel, looking forward to hearing about your tests!!
I find it encouraging that a happy customer has posted a picture of the items when an unhappy customer has neglected to do so after numerous requests by the seller and other forum members to do so.
Makes me conclude that the parts couldn't have been as bad as asserted.
The pictures definitely look good to me.
Nudel, looking forward to hearing about your tests!!
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 19, 2010 07:49PM |
Registered: 14 years ago Posts: 689 |
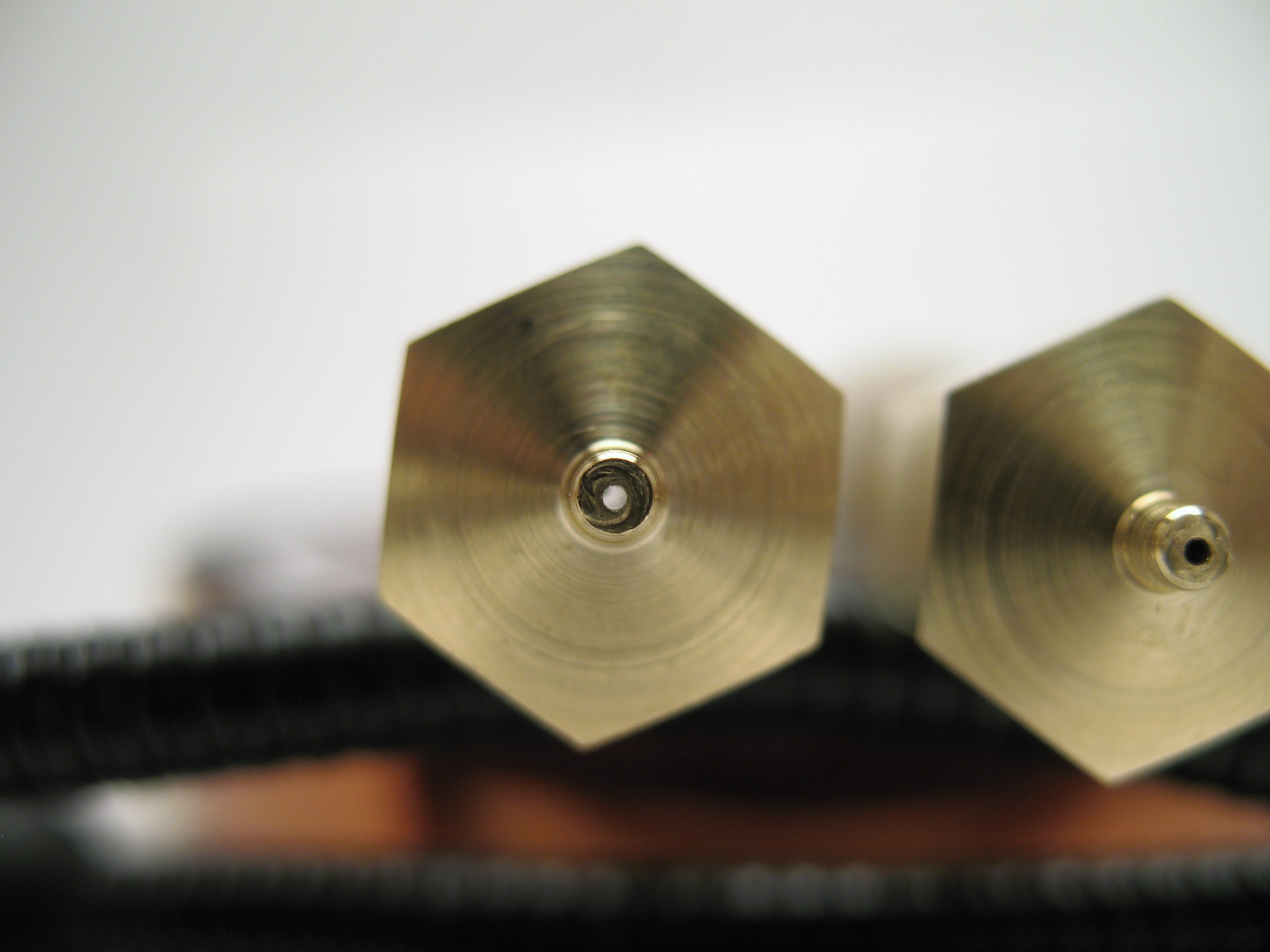
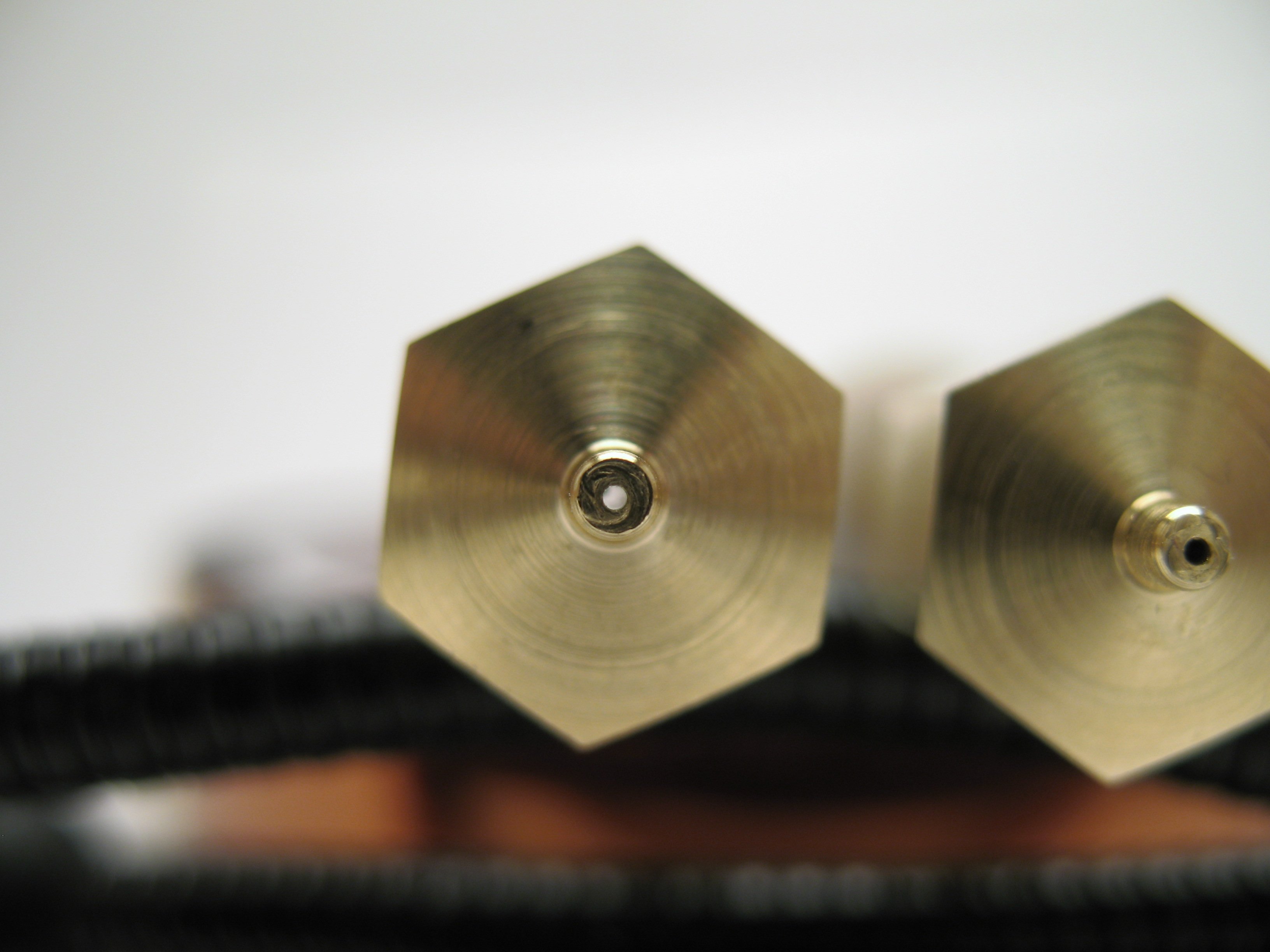
To my naked eye, the nozzle hole seems to be a fraction of a millimeter off center. I fail to see how that would matter the slightest bit at all.
Also, and it might be an optical illusion, but there seems to be a tiny size difference in the size of the nozzle holes. No deal breaker for me anyway as I'm still on the experimental stage. Take a look at the attached pictures and see for yourself.
I'm waiting on the electronics, and need to finish the build itself before I can start testing extrusion, but I'll of course let you know how it goes.
I believe the nichrome wire is meant to attach to the barrel, right? But would it be feasible to attach it directly to the nozzle?
Edited 1 time(s). Last edit at 05/19/2010 07:53PM by Nudel.
Also, and it might be an optical illusion, but there seems to be a tiny size difference in the size of the nozzle holes. No deal breaker for me anyway as I'm still on the experimental stage. Take a look at the attached pictures and see for yourself.
I'm waiting on the electronics, and need to finish the build itself before I can start testing extrusion, but I'll of course let you know how it goes.
I believe the nichrome wire is meant to attach to the barrel, right? But would it be feasible to attach it directly to the nozzle?
Edited 1 time(s). Last edit at 05/19/2010 07:53PM by Nudel.
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 19, 2010 09:14PM |
Registered: 15 years ago Posts: 537 |
Hello,
Nice pictures! It does appear that the nozzle hole is slightly off-center.
I downloaded a picture and viewed it with a copy of Adobe Photoshop. I took some measurements and it appears that the hole is about 0.1mm off-center or about 0.004 of an inch. The run-out on my 3-jaw chuck is supposed to be around 0.004 so that appears to be about right. (I use a 5c collet for two operations and a 3-jaw chuck for the final operation when making a nozzle. The run-out of the 3-jaw chuck is supposed to be around 0.004.)
You are right, the hole being 0.004 off-center will not have any effect on printing.
I also measured the hole size and it appears that it is about 0.58mm instead of 0.50mm. While I wouldn't have been surprised to find out that it was 0.51mm I am a little surprised to find out that it is 0.08mm oversize or slightly over 0.003.
While drill bits are not known for accuracy, I'll check on the tolerance of the drill bits tomorrow.
The best way to make a hole is to drill it to under-size and bore it to the final dimension. If it can't be bored, then it is usually drilled under-size and reamed to the final dimension. However, I doubt that 0.5mm reamers are available. If they are, the price is probably obnoxious. (I'll look.)
Regards,
Brian
Nice pictures! It does appear that the nozzle hole is slightly off-center.
I downloaded a picture and viewed it with a copy of Adobe Photoshop. I took some measurements and it appears that the hole is about 0.1mm off-center or about 0.004 of an inch. The run-out on my 3-jaw chuck is supposed to be around 0.004 so that appears to be about right. (I use a 5c collet for two operations and a 3-jaw chuck for the final operation when making a nozzle. The run-out of the 3-jaw chuck is supposed to be around 0.004.)
You are right, the hole being 0.004 off-center will not have any effect on printing.
I also measured the hole size and it appears that it is about 0.58mm instead of 0.50mm. While I wouldn't have been surprised to find out that it was 0.51mm I am a little surprised to find out that it is 0.08mm oversize or slightly over 0.003.
While drill bits are not known for accuracy, I'll check on the tolerance of the drill bits tomorrow.
The best way to make a hole is to drill it to under-size and bore it to the final dimension. If it can't be bored, then it is usually drilled under-size and reamed to the final dimension. However, I doubt that 0.5mm reamers are available. If they are, the price is probably obnoxious. (I'll look.)
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 20, 2010 12:52PM |
Registered: 15 years ago Posts: 537 |
Hello,
I looked for the tolerance of the drill bits I use; but, didn't find any. So I can't say much about that.
I didn't find any metric size reamers. But, they make wire gauge size reamers. The closest reamer size to a 0.5mm nozzle would be 76 at 0.02 inches or 0.508 mm. The reamers cost almost $14.00 each. I also found another option: Straight Flute Drill Bits. However, these drill bits cost around $37.00 each.
Since drill bits commonly drill holes slightly over size anyhow, I think the easiest (and cheapest) solution is if I were to start making nozzles by using slightly under sized drill bits. i.e. 0.47mm for a 0.5mm hole There will still be some variance, however.
Please bear in mind, at all times, that we are talking about a product that is within four thousandths of an inch of "perfect."
What is everyone's opinion on this?
I looked for the tolerance of the drill bits I use; but, didn't find any. So I can't say much about that.
I didn't find any metric size reamers. But, they make wire gauge size reamers. The closest reamer size to a 0.5mm nozzle would be 76 at 0.02 inches or 0.508 mm. The reamers cost almost $14.00 each. I also found another option: Straight Flute Drill Bits. However, these drill bits cost around $37.00 each.
Since drill bits commonly drill holes slightly over size anyhow, I think the easiest (and cheapest) solution is if I were to start making nozzles by using slightly under sized drill bits. i.e. 0.47mm for a 0.5mm hole There will still be some variance, however.
Please bear in mind, at all times, that we are talking about a product that is within four thousandths of an inch of "perfect."
What is everyone's opinion on this?
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 20, 2010 02:19PM |
Registered: 14 years ago Posts: 142 |
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 20, 2010 02:20PM |
Registered: 16 years ago Posts: 438 |
Sounds like it'll print fine. Almost certainly more accurate than I could get it here at home. And since the filament swells coming out of the nozzle ANYWAY, it doesn't affect final filament dimensions, not does any amount of inaccuracy remove the need for calibration of the individual machine.
IMHO, it doesn't matter.
OTOH, .5mm -> .58mm = 116% of the intended size. That's certainly not nothing. So while I wouldn't be refunding anybody's money over this, it's probably worth it to investigate, and maybe use a smaller drill bit in the future. It seems likely that since using a .5mm drill bit is standard and nobody has been checking the hole sizes after making the hole, most nozzles in use are oversize. It's possible but unlikely that your lathe is somehow less accurate than others.
Of more concern, I would think, is the length of the .5mm hole. That directly affects the required pressure to extrude, and thus the wear and longevity of the extruder.
--
I'm building it with Baling Wire
IMHO, it doesn't matter.
OTOH, .5mm -> .58mm = 116% of the intended size. That's certainly not nothing. So while I wouldn't be refunding anybody's money over this, it's probably worth it to investigate, and maybe use a smaller drill bit in the future. It seems likely that since using a .5mm drill bit is standard and nobody has been checking the hole sizes after making the hole, most nozzles in use are oversize. It's possible but unlikely that your lathe is somehow less accurate than others.
Of more concern, I would think, is the length of the .5mm hole. That directly affects the required pressure to extrude, and thus the wear and longevity of the extruder.
--
I'm building it with Baling Wire
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 20, 2010 07:24PM |
Registered: 15 years ago Posts: 537 |
Hello,
I agree completely about the nozzle hole being off center not being a problem. Between positioning and extrusion, the 3d printers themselves can't hold 0.004.
But the size of the hole needs to be closer in dimension.
I don't think the lathes, themselves, are the problem. All of the work, except for the orifice, is done on a Hardinge DSM-59...a small turret lathe. The orifice, itself, is done on a Sherline 4400. For the most part, a lathes accuracy is more a factor of how it is setup and used than the condition of the machine itself.
The nozzle is held, on the Hardinge, with a 5c collet and the runout should be minimal (probably less than 0.001). Though, I haven't measured it. On the Sherline, for the final operation of drilling the orifice, the nozzle is held with a 3-jaw chuck. This is most likely why the hole is around 0.004 off center as a 3-jaw chuck is not known for centering accuracy. But, this is not a big problem.
So, I'll concentrate on the big problem:
The hole is either too large due to the drill bits or due to the drill bit being held slightly off-center in relation to the hole. I have a couple of options to resolve this problem on the Sherline. Optionally, I could drill the orifice holes out on the Hardinge. However, since I drill the holes "to order" I think it would be better to fix the problem on the Sherline.
A drill chuck is available, for the Sherline, that would allow me to compensate for any tailstock alignment problems. However, a drill chuck is really not all that accurate. (They are usually 0.003 or more off-center.) But, collets are available and they would allow centering to less than 0.001. So, by using collets, I could get the drill bits centered to most likely less than 0.001.
After some thought, I think that the drill bits are most likely pretty accurate as I measure them fairly frequently to ensure that I am drilling the hole with the proper drill bit. So, I am more convinced that the drill bits need a better system to hold them more accurately. But, drilling 0.5mm holes with a 0.49mm bit probably wouldn't hurt either.
I am going to give it some thought, for a couple of days, before I do anything. Any ideas are welcome, of course.
Regards,
Brian
I agree completely about the nozzle hole being off center not being a problem. Between positioning and extrusion, the 3d printers themselves can't hold 0.004.
But the size of the hole needs to be closer in dimension.
I don't think the lathes, themselves, are the problem. All of the work, except for the orifice, is done on a Hardinge DSM-59...a small turret lathe. The orifice, itself, is done on a Sherline 4400. For the most part, a lathes accuracy is more a factor of how it is setup and used than the condition of the machine itself.
The nozzle is held, on the Hardinge, with a 5c collet and the runout should be minimal (probably less than 0.001). Though, I haven't measured it. On the Sherline, for the final operation of drilling the orifice, the nozzle is held with a 3-jaw chuck. This is most likely why the hole is around 0.004 off center as a 3-jaw chuck is not known for centering accuracy. But, this is not a big problem.
So, I'll concentrate on the big problem:
The hole is either too large due to the drill bits or due to the drill bit being held slightly off-center in relation to the hole. I have a couple of options to resolve this problem on the Sherline. Optionally, I could drill the orifice holes out on the Hardinge. However, since I drill the holes "to order" I think it would be better to fix the problem on the Sherline.
A drill chuck is available, for the Sherline, that would allow me to compensate for any tailstock alignment problems. However, a drill chuck is really not all that accurate. (They are usually 0.003 or more off-center.) But, collets are available and they would allow centering to less than 0.001. So, by using collets, I could get the drill bits centered to most likely less than 0.001.
After some thought, I think that the drill bits are most likely pretty accurate as I measure them fairly frequently to ensure that I am drilling the hole with the proper drill bit. So, I am more convinced that the drill bits need a better system to hold them more accurately. But, drilling 0.5mm holes with a 0.49mm bit probably wouldn't hurt either.
I am going to give it some thought, for a couple of days, before I do anything. Any ideas are welcome, of course.
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 20, 2010 11:20PM |
Registered: 14 years ago Posts: 1,092 |
Brian,
In the meantime, if possible, it might be just worth it to detail the measurements you have made on each barrel at shipment.
I personally wouldn't have a problem with a 0.5mm being 0.58mm (esp since the larger sizes make filling easier, and I know that is what I'm intending to do with my 0.5mm), but it would be damn good to know so that if it will make a difference, I can make an appropriate adjustment somewhere to compensate.
The other thing is that so far, all that has been mentioned really is 0.5mm, but I know you sell 0.4mm and 0.3mm. I'm wondering about measurements on those?
BTW: I'm still happy with my purchases (regardless), and will be buying more from you soon.
In the meantime, if possible, it might be just worth it to detail the measurements you have made on each barrel at shipment.
I personally wouldn't have a problem with a 0.5mm being 0.58mm (esp since the larger sizes make filling easier, and I know that is what I'm intending to do with my 0.5mm), but it would be damn good to know so that if it will make a difference, I can make an appropriate adjustment somewhere to compensate.
The other thing is that so far, all that has been mentioned really is 0.5mm, but I know you sell 0.4mm and 0.3mm. I'm wondering about measurements on those?
BTW: I'm still happy with my purchases (regardless), and will be buying more from you soon.
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 21, 2010 04:44AM |
Registered: 14 years ago Posts: 689 |
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 21, 2010 10:08AM |
Registered: 15 years ago Posts: 537 |
Hello,
Cefiar, you bring up a good point...measurement. The reality is that I haven't had a way to measure the finished orifice size or I would have known that the orifice was a little larger than expected. Optical measurement, such as using the posted pictures is one method. But, it can be time consuming as everything needs to be measured and computed based upon known dimensions. (I used the nozzle width at the tip as the known dimension to calculate off of. The nozzle width is 2mm +-0.002 of an inch. It's probably +-0.001; but, I would rather promise +-0.002.) I just checked to see if they make pin gauges of that size...and they do. So, I just ordered a set.
Once I get the pin gauges in (probably by Tuesday or Wednesday), I'll be able to measure the orifice to within 0.001 of an inch. Then, I'll gladly provide the orifice measurements for those who request them when ordering.
You are also correct about the 0.3mm and 0.4mm nozzles as well. They are probably a little larger than expected. Since the pin gauges go down to 0.006, I'll be able to find out what the real sizes are soon, as well.
I am also going to make some improvements with drill bit holding when making the nozzles. That should improve the accuracy of the final orifice dimensions. I'll know when I get the tooling and try it as I just ordered a 0.5mm WW collet and the tooling needed to hold and adjust it's center in the tailstock. If this works, I'll get WW collets for the other sizes, as well.
I am going to get to the bottom of this and ensure that the orifice sizes are more accurate.
Regards,
Brian
Cefiar, you bring up a good point...measurement. The reality is that I haven't had a way to measure the finished orifice size or I would have known that the orifice was a little larger than expected. Optical measurement, such as using the posted pictures is one method. But, it can be time consuming as everything needs to be measured and computed based upon known dimensions. (I used the nozzle width at the tip as the known dimension to calculate off of. The nozzle width is 2mm +-0.002 of an inch. It's probably +-0.001; but, I would rather promise +-0.002.) I just checked to see if they make pin gauges of that size...and they do. So, I just ordered a set.
Once I get the pin gauges in (probably by Tuesday or Wednesday), I'll be able to measure the orifice to within 0.001 of an inch. Then, I'll gladly provide the orifice measurements for those who request them when ordering.
You are also correct about the 0.3mm and 0.4mm nozzles as well. They are probably a little larger than expected. Since the pin gauges go down to 0.006, I'll be able to find out what the real sizes are soon, as well.
I am also going to make some improvements with drill bit holding when making the nozzles. That should improve the accuracy of the final orifice dimensions. I'll know when I get the tooling and try it as I just ordered a 0.5mm WW collet and the tooling needed to hold and adjust it's center in the tailstock. If this works, I'll get WW collets for the other sizes, as well.
I am going to get to the bottom of this and ensure that the orifice sizes are more accurate.
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 21, 2010 10:36AM |
Registered: 16 years ago Posts: 438 |
If the nozzle sizes are larger due to the drillbit being held off-center, that would imply that the nozzles I drilled are accurate. Or more accurate anyway.
I held the drillbit between my fingers, with the nozzle in my drill, touching the face to be drilled such that the bit holds still against the rotating face. It should be exactly in the center.
I did it that way to avoid breaking the bit, and that worked. I was able to drill 4 nozzles with the same bit without difficulty. But if I'm understanding you right, my lack of a lathe and concern over breaking the bit means I ended up with a more accurate hole?
--
I'm building it with Baling Wire
I held the drillbit between my fingers, with the nozzle in my drill, touching the face to be drilled such that the bit holds still against the rotating face. It should be exactly in the center.
I did it that way to avoid breaking the bit, and that worked. I was able to drill 4 nozzles with the same bit without difficulty. But if I'm understanding you right, my lack of a lathe and concern over breaking the bit means I ended up with a more accurate hole?
--
I'm building it with Baling Wire
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 21, 2010 10:59AM |
Registered: 15 years ago Posts: 537 |
jgilmore Wrote:
-------------------------------------------------------
> If the nozzle sizes are larger due to the drillbit
> being held off-center, that would imply that the
> nozzles I drilled are accurate. Or more accurate
> anyway.
>
> I held the drillbit between my fingers, with the
> nozzle in my drill, touching the face to be
> drilled such that the bit holds still against the
> rotating face. It should be exactly in the
> center.
>
> I did it that way to avoid breaking the bit, and
> that worked. I was able to drill 4 nozzles with
> the same bit without difficulty. But if I'm
> understanding you right, my lack of a lathe and
> concern over breaking the bit means I ended up
> with a more accurate hole?
Right now, for nozzles sizes less than 0.6mm, I am drilling the holes almost the same way. Except, I am holding the drill bits by hand with a pin vice while the nozzle rotates in the lathe chuck. I am thinking that by holding the drill bit by hand that the drill bit may not be being held straight enough and the flutes are wallowing out the hole to a larger size.
I am using a pin vice as the drill bits are smaller than the smallest capacity of my smallest drill chuck. I center the hole by lightly tapping the nozzle with a center drill, held in the tailstock, so that I have a dimple to start drilling the hole with.
You are right, for small drill bits it really helps to be able to feel the drill bit in order to avoid breaking it. That is another reason why I like the pin vice.
So, your holes are probably about as accurate as mine.
Regards,
Brian
-------------------------------------------------------
> If the nozzle sizes are larger due to the drillbit
> being held off-center, that would imply that the
> nozzles I drilled are accurate. Or more accurate
> anyway.
>
> I held the drillbit between my fingers, with the
> nozzle in my drill, touching the face to be
> drilled such that the bit holds still against the
> rotating face. It should be exactly in the
> center.
>
> I did it that way to avoid breaking the bit, and
> that worked. I was able to drill 4 nozzles with
> the same bit without difficulty. But if I'm
> understanding you right, my lack of a lathe and
> concern over breaking the bit means I ended up
> with a more accurate hole?
Right now, for nozzles sizes less than 0.6mm, I am drilling the holes almost the same way. Except, I am holding the drill bits by hand with a pin vice while the nozzle rotates in the lathe chuck. I am thinking that by holding the drill bit by hand that the drill bit may not be being held straight enough and the flutes are wallowing out the hole to a larger size.
I am using a pin vice as the drill bits are smaller than the smallest capacity of my smallest drill chuck. I center the hole by lightly tapping the nozzle with a center drill, held in the tailstock, so that I have a dimple to start drilling the hole with.
You are right, for small drill bits it really helps to be able to feel the drill bit in order to avoid breaking it. That is another reason why I like the pin vice.
So, your holes are probably about as accurate as mine.
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 23, 2010 04:14AM |
Registered: 16 years ago Posts: 438 |
A pin vise? Seems risky. The vise in small, but much more massive than the drill bit. I'd be concerned about breaking the bit when (not if) the bit binds in the hole. Seems like the mass of the pin vise would be too much for the drill bit to start spinning, and the sudden torque would snap the bit. Nevermind those nicely knurled surfaces you'd be gripping, you could really transmit some torque there.
When holding the drill bit in my fingers, it just spun when it bound, and I was able to stop the drill and twist the bit the other way by hand to remove it. No broken bits.
Is there some sort of loose friction fit or something on the gripping end of the pin vise? Of course, I was using a simple hand drill instead of a lathe, maybe the lathe is spinning more slowly?
--
I'm building it with Baling Wire
When holding the drill bit in my fingers, it just spun when it bound, and I was able to stop the drill and twist the bit the other way by hand to remove it. No broken bits.
Is there some sort of loose friction fit or something on the gripping end of the pin vise? Of course, I was using a simple hand drill instead of a lathe, maybe the lathe is spinning more slowly?
--
I'm building it with Baling Wire
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 23, 2010 02:02PM |
Registered: 15 years ago Posts: 537 |
jgilmore Wrote:
-------------------------------------------------------
> A pin vise? Seems risky. The vise in small, but
> much more massive than the drill bit. I'd be
> concerned about breaking the bit when (not if) the
> bit binds in the hole. Seems like the mass of the
> pin vise would be too much for the drill bit to
> start spinning, and the sudden torque would snap
> the bit. Nevermind those nicely knurled surfaces
> you'd be gripping, you could really transmit some
> torque there.
>
> When holding the drill bit in my fingers, it just
> spun when it bound, and I was able to stop the
> drill and twist the bit the other way by hand to
> remove it. No broken bits.
>
> Is there some sort of loose friction fit or
> something on the gripping end of the pin vise? Of
> course, I was using a simple hand drill instead of
> a lathe, maybe the lathe is spinning more slowly?
Hello,
Using a pin vice really lets you feel the drill bit so there isn't much of a chance of breakage. Holding a drill bit in the tailstock really dampens the feedback of a small drillbit.
I don't know what the speed is of your hand drill. The top speed of my mini lathe is 2800 RPM.
Regards,
Brian
-------------------------------------------------------
> A pin vise? Seems risky. The vise in small, but
> much more massive than the drill bit. I'd be
> concerned about breaking the bit when (not if) the
> bit binds in the hole. Seems like the mass of the
> pin vise would be too much for the drill bit to
> start spinning, and the sudden torque would snap
> the bit. Nevermind those nicely knurled surfaces
> you'd be gripping, you could really transmit some
> torque there.
>
> When holding the drill bit in my fingers, it just
> spun when it bound, and I was able to stop the
> drill and twist the bit the other way by hand to
> remove it. No broken bits.
>
> Is there some sort of loose friction fit or
> something on the gripping end of the pin vise? Of
> course, I was using a simple hand drill instead of
> a lathe, maybe the lathe is spinning more slowly?
Hello,
Using a pin vice really lets you feel the drill bit so there isn't much of a chance of breakage. Holding a drill bit in the tailstock really dampens the feedback of a small drillbit.
I don't know what the speed is of your hand drill. The top speed of my mini lathe is 2800 RPM.
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 24, 2010 12:04PM |
Registered: 15 years ago Posts: 537 |
Hello,
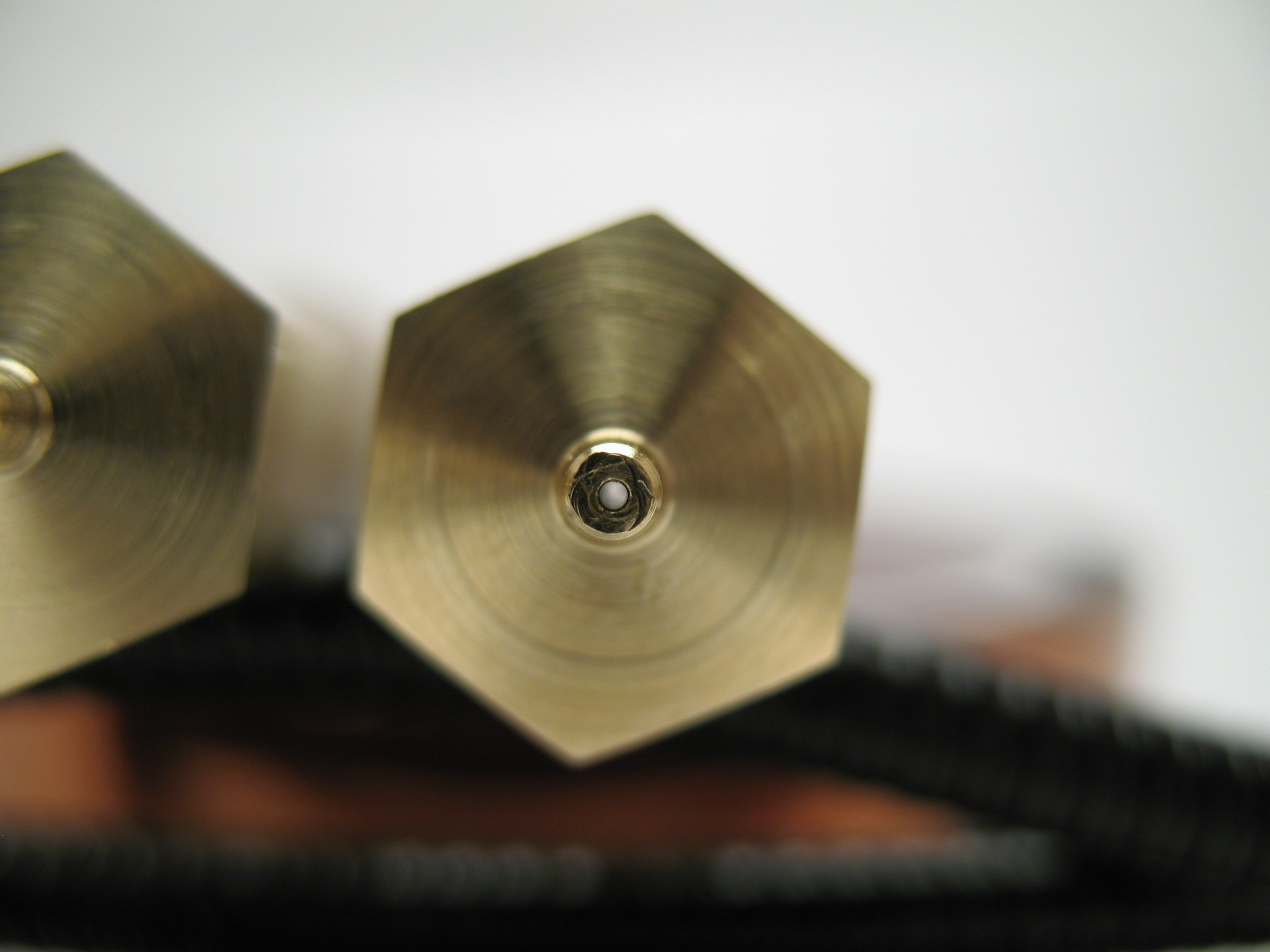
I was just thinking that maybe I measured at the wrong place as there is a slight taper evident that was made by the center drill. So, I double-checked by using Gimp to make the measurements and here is what I came up with. (I measured the second close-up nozzle pic.)
Assumption: Nozzle tip should be 2.0mm
Measurements in pixels:
Width of nozzle tip: 258
Width of hole at bottom of taper: 70
So, I computed the distance as follows:
258/2 = 70/x
Where x is the diameter in mm.
I computed x to be 0.54264 So, the hole is 0.54mm.
That is not as bad as 0.58mm. But, it still should be better.
Would anybody like to double-check my measurements and math?
Regards,
Brian
I was just thinking that maybe I measured at the wrong place as there is a slight taper evident that was made by the center drill. So, I double-checked by using Gimp to make the measurements and here is what I came up with. (I measured the second close-up nozzle pic.)
Assumption: Nozzle tip should be 2.0mm
Measurements in pixels:
Width of nozzle tip: 258
Width of hole at bottom of taper: 70
So, I computed the distance as follows:
258/2 = 70/x
Where x is the diameter in mm.
I computed x to be 0.54264 So, the hole is 0.54mm.
That is not as bad as 0.58mm. But, it still should be better.
Would anybody like to double-check my measurements and math?
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 25, 2010 06:58PM |
Registered: 13 years ago Posts: 19 |
the kit I purchased looks good, I have some picture of it here:
[echovoice.com]
My Reprap Project "Work In Progress" Walkthrough: [echovoice.com]
[echovoice.com]
My Reprap Project "Work In Progress" Walkthrough: [echovoice.com]
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 25, 2010 07:28PM |
Registered: 15 years ago Posts: 537 |
|
Initial results of measurement with pin gauges. May 26, 2010 09:47AM |
Registered: 15 years ago Posts: 537 |
Hello,
I drilled out a couple of 0.50mm nozzles, last evening, and here are the results of both of them. (unless specified, numbers are in inches as the pin gauges are in inches)
Combination Nozzle: 0.020 pin gauge was able to slide through the hole
0.021 pin gauge did not fit through the hole
Large Brass Nozzle: 0.020 pin gauge was able to slide through the hole
0.021 ping gauge did not fit through the hole
Where 0.020 = 0.50800mm and 0.021 = 0.5334mm
The gauges are to a tolerance of +0.0000 -0.0002.
Tolerances on machines tools gave me an idea. For example, the tailstock on a new lathe is usually made 0.001 too high. The idea is that as the machine wears it will eventually drop to 0.000 before it is 0.001 too low. So, maybe I should be drilling out the 0.50mm holes with a 0.019 (0.4826mm) drill bit. Since a drill bit usually drills a larger hole than it's rated size it will probably be very close to 0.50mm. If the nozzle ever has to be cleaned, there is a good chance that it will be slightly enlarged as brass is very soft. So, it stands to reason that if the nozzle is drilled out slightly smaller it will stay closer to it's specification for a longer period of time.
I will soon have the tailstock holder and collet in order to drill a test nozzle from the tailstock as a comparison.
Thoughts?
Regards,
Brian
I drilled out a couple of 0.50mm nozzles, last evening, and here are the results of both of them. (unless specified, numbers are in inches as the pin gauges are in inches)
Combination Nozzle: 0.020 pin gauge was able to slide through the hole
0.021 pin gauge did not fit through the hole
Large Brass Nozzle: 0.020 pin gauge was able to slide through the hole
0.021 ping gauge did not fit through the hole
Where 0.020 = 0.50800mm and 0.021 = 0.5334mm
The gauges are to a tolerance of +0.0000 -0.0002.
Tolerances on machines tools gave me an idea. For example, the tailstock on a new lathe is usually made 0.001 too high. The idea is that as the machine wears it will eventually drop to 0.000 before it is 0.001 too low. So, maybe I should be drilling out the 0.50mm holes with a 0.019 (0.4826mm) drill bit. Since a drill bit usually drills a larger hole than it's rated size it will probably be very close to 0.50mm. If the nozzle ever has to be cleaned, there is a good chance that it will be slightly enlarged as brass is very soft. So, it stands to reason that if the nozzle is drilled out slightly smaller it will stay closer to it's specification for a longer period of time.
I will soon have the tailstock holder and collet in order to drill a test nozzle from the tailstock as a comparison.
Thoughts?
Regards,
Brian
|
Proposal for nozzle sizes May 26, 2010 09:59AM |
Registered: 15 years ago Posts: 537 |
I did some calculations and here is what I propose:
0.50mm nozzle is to be drilled out with a 0.019" drill bit.
0.019 = 0.483mm
0.020 = 0.508mm
0.40mm nozzle is to be drilled out with a 0.015" drill bit.
0.015 = 0.381mm
0.016 = 0.406mm
0.35mm nozzle is to be drilled out with a 0.013" drill bit.
0.013 = 0.330mm
0.014 = 0.356mm
This would make the holes slightly under-size and keep to nozzles closer to the specification longer if the nozzles were cleaned.
Regards,
Brian
0.50mm nozzle is to be drilled out with a 0.019" drill bit.
0.019 = 0.483mm
0.020 = 0.508mm
0.40mm nozzle is to be drilled out with a 0.015" drill bit.
0.015 = 0.381mm
0.016 = 0.406mm
0.35mm nozzle is to be drilled out with a 0.013" drill bit.
0.013 = 0.330mm
0.014 = 0.356mm
This would make the holes slightly under-size and keep to nozzles closer to the specification longer if the nozzles were cleaned.
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 26, 2010 07:44PM |
Registered: 14 years ago Posts: 1,092 |
Sounds like a plan!
BTW: Might be worth measuring your metric drill bits as well. You might be able to use the shaft end as a rudimentary metric pin gauge to see just how close your imperial drill holes are to the metric sizes, rather than it being somewhere between the appropriate imperial sizes. The idea is that the shaft should be the correct size (unless they have a thicker shaft), and as it's not spinning or cutting, it should be closer to the actual size.
BTW: Might be worth measuring your metric drill bits as well. You might be able to use the shaft end as a rudimentary metric pin gauge to see just how close your imperial drill holes are to the metric sizes, rather than it being somewhere between the appropriate imperial sizes. The idea is that the shaft should be the correct size (unless they have a thicker shaft), and as it's not spinning or cutting, it should be closer to the actual size.
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) May 28, 2010 09:09AM |
Registered: 15 years ago Posts: 537 |
Hello,
I received everything I needed, yesterday, to drill a 0.050 hole from the tailstock. I ran some tests last night and will run some more over the weekend.
Thus far, it appears that the 0.050 drill bit is drilling slightly oversize as the 0.020" (0.508mm) gauge pin still fits.
I have noticed that the hole is almost funnel shaped as a 0.021" gauge pin will fit for the first mm. My guess is that may be due to a slight misalignment of the drill bit when starting the hole. I have an adjustable tailstock holder to try to compensate for the problem, however, there are a lot of variables involved when making such an adjustment.
Regards,
Brian
I received everything I needed, yesterday, to drill a 0.050 hole from the tailstock. I ran some tests last night and will run some more over the weekend.
Thus far, it appears that the 0.050 drill bit is drilling slightly oversize as the 0.020" (0.508mm) gauge pin still fits.
I have noticed that the hole is almost funnel shaped as a 0.021" gauge pin will fit for the first mm. My guess is that may be due to a slight misalignment of the drill bit when starting the hole. I have an adjustable tailstock holder to try to compensate for the problem, however, there are a lot of variables involved when making such an adjustment.
Regards,
Brian
|
Re: Lowest Prices on Machined Extruder Parts -- Heater Barrels, Nozzles, Thermal Barriers (PTFE, PEEK, Hybrid) June 16, 2010 01:57PM |
Registered: 15 years ago Posts: 537 |
Hello,
I finally have undersized drill bits in stock.
Also, I have now sold parts to Brazil, Norway, Sweden, and Kazakhstan.
I'd also like to mention that my heater barrels, for the last month, are now drilled out undersized and reamed to the final dimension. While reaming produces a closer tolerance, that is not the goal. Drilling produces deeper tooling marks than reaming. So, by reaming out the heater barrels, they have a much smoother bore.
Regards,
Brian
I finally have undersized drill bits in stock.
Also, I have now sold parts to Brazil, Norway, Sweden, and Kazakhstan.
I'd also like to mention that my heater barrels, for the last month, are now drilled out undersized and reamed to the final dimension. While reaming produces a closer tolerance, that is not the goal. Drilling produces deeper tooling marks than reaming. So, by reaming out the heater barrels, they have a much smoother bore.
Regards,
Brian


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.