Techzone Huxley Assembly Log And Tips
Contents
Overview
That story will follow the process of building an Huxley, with descriptives pictures and possibly a few hints to help anyone who - like me at the moment - is going to build his first reprap with that TechZoneHuxley full kit.
This is still work in progress currently.
Disclaimer
- My English is not perfect. Feel free to correct me. I'll make a French version once I've finished that page.
- This is the first time I'm building a reprap. I may do stupid mistakes. Don't blindly follow my instructions, gather information from different sources and keep thinking.
Unpacking
I recommend that you go first through the check list process described in TechZoneHuxley#Unpacking_the_Huxley_Kit. This will help you
- Verify you got everything delivered in the package.
- Start to identify all the parts.
- Spot some potential problems with some parts (more about this in next chapter).
- Feel so good as you handle your first repraped piece of work ever !
I was personally impressed with the quality of the printed parts - it's far more detailed than I thought it would be from the pictures seen around.
The extruder
I started by building the extruder because I spotted two potentials problems with the parts, and I wanted to make sure I get replacements parts from TechZone as fast as possible if It went show stopper. I've read they are user/customer friendly enough, but I don't want to come back to them too late.
Description
The extruder provided by Techzone seems to be a Wade's_Geared_Extruder with a bigger lasercut wheel and is using a Bowden cable - the machinery which push the plastic filament is detached from the main body of the reprap and a PTFE tube is used to guide the filament into the hot end. See first picture at TZBowdenExtruder.
Problems found
- The machined bolt have been filed and hobbed at 2 different places instead of one only, with two different deepness. I was unsure it would be usable.

- The big lasercut gear and its little "washer" with an hex shaped hole have been glued with a bad position (not well aligned), which could make the wheel turn weird or even forbid inserting the nut at all.



Fixes used
- I've been able to align the deepest of the two slots of the machined bolt - which I believe to be the one that will work best - with the filament path by adding extra washers (had some spares around) between the gear and the repraped support.
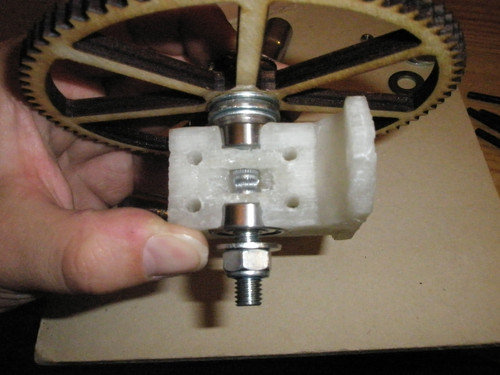
- The misaligned bolt head hole on the big gear was more of a challenge.

Mounted as is, it was really making the gear turn bad, with the outer circle noticeably moving away and back from the support :
<videoflash type="youtube">Dl_ipej7m54</videoflash>
So I decided to try and relocate the washer on the big gear.
I was somewhat afraid of destroying the gear by separating the little washer, but I found on the web that the glue used - looks like some sort of Cyanoacrylate that we find under the "Super glue" brand around here - could be dissolved by Acetate commonly found in nail polish removers.
So went ahead, applied some cheap solvent and used a knife with caution to separated the two lasercut pieces.
I discovered during the process that the washer was also nailed into the gear - looks like maybe 3 very thin staples were used and their back cut off of the surface of the washer.

I then returned both the gear and the washer and glued them back together on the other side, and added a few real tiny wood screws - bought from a modeling shop a while ago for doing architecture/carpenter modeling in balsa. I first tested the screwing process on a left over of the lasercut "frog" piece to ensure the screw wouldn't "explode" the wood. It appears it only separates in horizontal layers, which is fine as the screw will get them back together once tightened.
Build process
TODO