ABSPrusa
Release status: Working

| Description | LM8UU Linear Bearing
Based Prusa.
|
| License | GPL
|
| Author | |
| Contributors | |
| Based-on | |
| Categories | Mendel Variations
|
| CAD Models | |
| External Link |
The ABS Prusa, is a Prusa Mendel variant which uses LM8UU linear bearings on all axes. It has a 3mm aluminium Y axis carriage, MkII PCB Heated bed with 2mm glass print surface. It uses the Melzi electronics, and requires no soldering by the builder. The printed plastic parts are printed in white ABS to a very high standard.
Contents
Bill of Materials
Printed Plastics
| Quantity | Description | Type | Comments | Diagram |
|---|---|---|---|---|
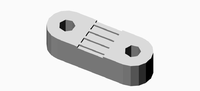
| 4 | coupling | RP | STL | 
|
| 3 | LM8UU holder | RP | STL | 
|
| 3 | endstop-holder | RP | STL | 
|
| 1 | LM8UU x-end-idler | RP | STL | 
|
| 1 | LM8UU x-end-motor | RP | STL | 
|
| 1 | y motor bracket | RP | STL | 
|
| 2 | z motor-mount | RP | STL | 
|
| 4 | belt clamp | RP | STL | 
|
| 2 | belt clamp nut holder | RP | STL | 
|
| 8 | bar clamp | RP | STL | 
|
| 2 | rod clamp | RP | STL | 
|
| 2 | pulley | RP | STL | 
|
| 4 | frame-vertex with foot | RP | STL | 
|
| 2 | frame-vertex | RP | STL | 
|
| 1 | x carriage | RP | STL | 
|
| 1 | extruder block | RP | STL | 
|
| 1 | extruder idler block | RP | STL | 
|
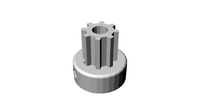
| 1 | drive gear | RP | STL | 
|
| 1 | hub gear | RP | STL | 
|
| 3 | pcb clip | RP | STL | 
|
Smooth Rod
- 2x 433mm 8mm stainless steel round bar
- 2x 400mm 8mm stainless steel round bar
- 2x 350mm 8mm stainless steel round bar
Threaded Rod
- 6x 370mm M8 Threaded rod
- 4X 330mm M8 Threaded rod
- 3x 470mm M8 Threaded rod
- 2x 210mm M8 Threaded rod
- 1x 50mm M8 Threaded rod
- 1x 20mm M8 Threaded rod
Nuts, Bolts & Washers
- 100x M8 Nut
- 100x M8 Lock Washer
- 10x M8 Plain Washer
- 1x M8 Nyloc Nut
- 5x M8 Mudguard Washer
- 50x M3 Nut
- 25x M3 Plain washer
- 25x M3 x10 Cap Screw
- 25x M3 x20 Cap Screw
- 5x M3 x25 Cap Screw
- 4x M3 x20 Hex Pillar
- 4x M3 x10 Grub Screw
- 10x M4 Plain Washer
- 10x M4 Nyloc Nut
- 3x M4 Bolt 20
- 2x M4 Bolt 50
- 6x M2.5 Nut
- 12x M2.5 Plain Washer
- 6x M2.5 x25 Cap Screw
- 4x 19mm Bull Dog Clips
Springs
- 2x 8.5mm ID springs (optional)
Belts
- 900mm x 5x T5 pitch timing belt
- 1000mm x 5x T5 pitch timing belt
Bearings
- 6x 608zz
- 1x 624zz bearing
- 10x LM8UU Linear
Thick Sheet
- 3mm aluminium Y axis DXF
Hot End parts
Electronics
- Melzi electronics (other electronics should work fine)
- PCB Heatbed MkII
Steppers
- SY42STH47-1684A 5x NEMA 17 Bipolar stepper motors
GitHub
All the ABS Prusa files are hosted on https://github.com/TheRepRapKitStore
Assembly
Frame assembly
In this section we will be looking at the frame assembly.
NOTE: Even if you have assembled a RepRap Prusa before please read these instructions as our frame differers slightly from the standard Prusa.
Step 1 Frame triangles
Components
- 4x Frame Vertex with foot
- 2x Frame Vertex
- 2x Bar Clamps
- 6x 370mm M8 Threaded Rod
- 28x M8 Nut
- 28x M8 Lock Washer
Instructions
Divide the above components in to two even sets.
Take one of the lengths of threaded rod and slide a bar clamp to the middle (see the photo to understand how the bar clamp attaches to the threaded rod). Place a washer and then a nut either side of the clamp.

Place a nut, lock washer and then a frame vertex with foot followed by a lock washer and the nut on to each end of the rod. Loosely tighten the nuts.



Attach two more lengths of threaded rod to each footed frame vertex, using a lock washer and nut either side as before.


Attach a non footed frame vertex to the connect up the triangle.
Repeat all the above instructions until you have two matching frame triangles.

Place each frame flat on you desk, using your ruler tighten the nuts until each side is 290mm (measure from plastic to plastic)

Step 2 Cross Bars
Components
- 4x Bar Clamp
- 1x Y Motor bracket

- 2x 608zz Bearings
- 4x 330mm M8 Threaded rod
- 14x M8 Nut
- 15x M8 Lock Washer
- 4x M8 Plain Washer
- 4x M8 Mudguard Washer
Instructions
Take the Y motor mount and attach a 330mm length of rod through the bottom hole, approximately half way along the rod. Fix in place with a M8 lock washer and M8 nut either side.

Take a Bar clamp and attach in to a 330mm length of rod, approximately a quarter of the way in from one end. Fix in place with a M8 lock washer and M8 nut either side. Then attach a M8 nut and M8 lock washer half way down the rod. Attach this rod through the top hole of the Y motor mount.

Add the following components, a M8 Mudguard washer, M8 washer, 608zz bearing, M8 washer, M8 Mudguard washer and then a nut.

Add a bar clamp to the rod attaching with a M8 lock washer and M8 nut either side.

On a new 330mm length of rod attach a 608zz bearing, followed by a M8 washer, M8 Mudguard washer and M8 nut either side. Attach the remaining two bar claps either side of this, attaching with M8 lock washers and M8 nuts either side.

Step 3 Frame assembly and jigging
Components
- 26x M8 Nut
- 24x M8 Lock Washer
- 3x 470mm Threaded Rod
Instructions
Take the rod assembly which has the two rods held apart by the Y motor mount, add a M8 nut followed by a M8 lock washer.

Take one of the frame triangles made earlier and attach the Y motor mount rod assembly through the holes in the frame vertex with foot. Attach in place with M8 lock washers and M8 nuts.

Attach the two remaining 330mm assembles to the other frame vertex with foot the same way as above. Note make sure the rods with the 608zz bearings are above the rods without bearings.

Prepare the opposite ends with M8 nut and M8 lock washer, attach the other frame triangle. Before attaching in place with a M8 lock washer and M8 nut measure the gap between the footed frame vertex's it needs to be 273mm from the inside to inside of the plastic frame vertex.



Stand the frame on the footed frame vertex's. Take a 470mm length of threaded rod slide half way through one of the holes on one of the non footed frame vertex, add a M8 lock washer, two M8 nuts and finally a washer. Slide this all the way through the opposite frame vertex hole. Turn the frame so that the side with the Y motor mount is facing you. Check that the spacing between the inside of the plastic frame vertex is 273mm as before. Maintaining this measurement adjust the rod so that there is about 85mm of rod on the right side, measure from the out side of the plastic frame vertex. Add a M8 lock washer and M8 nut to secure this rod in place at each end. Repeat this process with the second 470mm length.(NOTE the photo showes 95mm not the correct 85mm)

The four bar clamps now need to be spaced correctly, measuring from the inside of the nearest frame vertex, the nearest side of the the bar camp needs to be 60mm. The inside M8 lock washer and nut do not need to be secured yet, so just tighten them enough to secure the bar clamp.

With the Y motor mount facing you the distance from the inside of the right frame vertex to the first mud guard washer needs to be 130mm.

The two bar clamps on the bottom of the frame triangles now need spacing correctly. The distance from the frame vertex to the bar clamp nut needs to be 140mm. NOTE measure from the frame vertex which is on the same side as the Y motor mount.

Now take the last 470mm length of threaded rod and screw it halfway through the bar clamps. Add a M8 Lock Washer, two M8 Nuts and a M8 Lock Washer before passing though the next bar clamp. Turn the frame so that the side with the Y motor mount is facing you. There needs to be an even amount of rod on either side of the frame. Add a M8 Lock Washer and M8 Nut to either side.

Step 4 Z axis mounts
Components
- 2x Z motor mounts

- 2x Rod clamps
- 2x Bar clamps
- 2x Stepper Motors
- 2x clear plastic tube
- 4x M3 x20 Cap Screw
- 8x M3 x10 Cap Screw
- 12x M3 Washer
- 4x M3 Nut
- 8x M8 Nut
- 12x M8 Lock Washer
Instructions
Take the clear plastic tubing and cut it into two equal pieces. Holding this with pliers gently warm them with a hair dryer (or heat gun, or in hot water). Once they are warm, slide them down the shafts of the two Z axis steppers until the free end of the shaft is level with the end of the sleeve.

Insert a M3 nut in to each of the nut sized holes on the inside of the two Z motor mounts.

Attach a rod clamp to each of the Z motor mounts using two M3 x20 Cap Screws each with a M3 Washer.


Attach the Z motor mount to the Stepper Motor with M3 x10 Cap Screws and M3 washers.



Add a M8 Lock Washer to each of the upper 470mm threaded rods. Attach each Z motor mount assembly to either side of the upper 470mm threaded rods and attach in place with a M8 Lock Washer and M8 Nut.


Keeping the frame so that the Y motor mount is facing you, add a M8 Nut and M8 Lock Washer to the right side of the lower 470mm threaded bar, attach to this a bar clamp, and attach in place with a M8 Lock Washer and M8 Nut. Repeat on the left side. The inside edge nut of the bar clamp needs to be 49mm from the out side of the nearest bar clamp. NOTE When adding the smooth rods later tighten the clamps with the outside nut against the inside nut maintaining the 49mm spacing.

Y axis assembly
Y axis plate
Components
- 3x LM8UU Holder

- 2x Belt Clamp
- 2x Belt Clamp Nut Holder

- 3x LM8UU Linear Bearings
- 1x Y plate
- 3x Cable ties
- 6x M3 x10 Cap Screw
- 4x M3 x20 Cap Screw
- 10x M3 Nuts
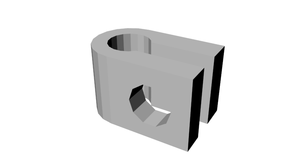
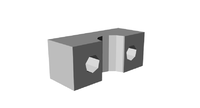
Take the LM8UU Linear bearings and a fix to the LM8UU holders with a cable tie. Pass the cable tie through the holes on either side of the holder, tighten the cable tie firmly before trimming short.




Using M3 x10 Cap Screws attach the LM8UU holder assemblies to the Y Plate, secure in place with M3 Nuts. (NOTE There may be a small amount a burr left from the laser cutting process this is easily picked off)



Push M3 Nuts in the the belt clamp nut holder. Using M3 x20 Cap Screws attach the belt clamp followed by the belt clamp nut holder. The grooved side of the belt clamp faces towards the belt clamp nut holder. Repeat for the second belt holder.




Pulley Assembly
Components
Pulley Assembly
- Pulley
- M3 Nut
- M3 Grub Screw
Take the belt pulley, insert a M3 Nut in to the slot, push it in so that it aligns with the grub screw hole. Add the grub screw.



Y motor installation
Components
- Pulley
- Stepper Motor
- 3x M3 x10 Cap Screw
- 2x M3 Washer
Place the Pulley on to motor shaft as shown in the photo, align the grub screw with the flat spot on the shaft and tighten the grub screw.

Using three M3 x10 Cap Screws and two M3 Washers attach the stepper motor to the Y motor mount as shown in the photo. Do not use a M3 washer on the M3 x10 Cap Screw on the top screw (nearest to the M8 Mudguard washer)

Y Axis Installation
Components
- 2x 400mm Stainless Steel round bar
- 1x 900mm T5 belt
Take the two 400mm stainless steel round bars and slide them half way through the bar clamps which are either side of the Y motor mount.

Take the Y axis aluminium plate assembly and slide the two 400mm bars through the LM8UU bearings, continue to slide the rods until they pass through the opposite bar clamps.

Tighten the rod clamps and check the measurements are still correct, between 60mm and 61mm from the inside of the frame vertex to the inside of the rod clamp. Slide the Y assembly back and forth. If you feel any resistance slightly slacken the screws holding the LM8UU holders to the plate and then re-tighten, this ensures that the holders are seated properly. Turn the printer so it sits on its back, take the 900mm belt (some kits have two 1000mm belts) clamp between the belt holder and belt holder nut spacer as shown in the photo.

Pass the belt up over the pulley on the motor and back over the bearing and clamp to the remaining belt holder, the belt needs to be tight but not to tight that it could snap.


Extruder Assembly
Components
- 1x Extruder block

- 1x Extruder idler block

- 1x Drive gear

- 1x Hub gear

- 3x 608zz bearing
- 1x Hobbed bolt
- 2x M4 16mm bolt
- 2x M4 nut
- 4x M4 nyloc nut
- 4x M4 50mm bolt
- 3x M3 8mm screw
- 4x M3 16mm screw
- 4x M3 nut
- 3x M8 washer
- 1x M8 nyloc nut
- 1x M8 nut
- 1x 20mm Threaded Rod
Instructions
Push two 608zz bearings in the holes on the Extruder block. (NOTE this can be a tight fit, gently squeezing in a vice can help ensure the 608zz bearings are seated correctly)

Use the two M4 20mm bolts to attach the extruder block to the hot end mounting plate, then add the x carriage as in the photo using the off center holes, fix in place with two M4 Nyloc Nuts.



From now on I find it best to set the assembly on a roll of tape to continue working on it.
Attach two M4 Bolt 50 bolts through the extruder block as shown in the photo.

Attach the Drive gear to the extruder stepper motor ensuring the grub screw lines up with the flat section of the stepper motor shaft. Fit as shown in photo below.
Take the hobbed bolt and attach the Hub gear to it. Add two M8 washers.

Attach the hobbed bolt assembly to the extruder block, attaching to the side of the extruder block with the motor mount.

Take the extruder stepper motor and hold in place so that the gears engage with each other. You will note that two of the stepper mounting holes are covered by the Hub gear, use one M3 x10mm cap screw and M3 washer to hold the stepper motor in place. Remove the drive gear from the motor shaft, and then remove the hobbed bolt assembly. Attach the stepper motor in place with the remaining two M3 x10mm cap screws and M3 washer which holes are now no longer covered.




Re attach the hobbed bolt assembly, fix in place with one M8 washer, one M8 nut and one M8 nyloc nut.

Insert a 608zz bearing with the 20mm threaded rod and attach the Extruder idler holder to the Extruder block.


Add a spring to each of the bolts followed by a M4 Washer and M4 Nyloc nut Do not over tighten.

X Axis Assembly
X Axis X-End Idler/Motor Assembly
Components
- 1x LM8UU X-end idler

- 1x LM8UU X-end motor

- 4x LM8UU Linear Bearings
- 4x Cable Ties
- 1x 624zz Bearing
- 1x 608zz Bearing
- 1x M8 Mudguard Washer
- 2x M8 Nut
- 3x M8 Plain Washer
- 1x 50mm M8 Threaded Rod
- 1x M4 16mm Bolt
- 1x M4 Nyloc Nut
- 3x M4 Washer
Instructions
Take the four LM8UU bearings and push them in to the X-end idler and X-end motor plastic parts.

When snapping in the LM8UU bearings occasionally the plastic part around the base can crack, however this is easily fixable with super glue and does not effect the operation of the part.


Use the supplied cable ties to fix in place.



The optional 624zz guide bearing is installed using the instructions below.
Looking at the piece as orientated in the photo measure up from the bottom 19mm and then in 5mm this will give you the centre of the 4mm hole, drill this slowly.




Place the M4 16mm bolt through the hole. Add two M4 washer followed by the 624zz bearing followed by a M4 washer and secure in place with a M4 nyloc nut.


Attach the M8 50mm threaded length of rod through the large hole attach to the inside with a M8 washer and M8 nut.

On the outside add a M8 washer followed by a 608zz bearing followed by a M8 washer, M8 mudguard washer, held in place with a M8 nut.

X Axis Sub Assembly
Components
- 1x Pulley
- 1x X-end Idler assembly
- 1x X-end motor
- 1x Stepper
- 1x 1000mm T5 timing belt
- 2x 433mm stainless steel round bar
- 3x M3 x10 Cap Screw
Instructions
Stand the Extruder assembly in the roll of Kapton tape as shown in the photo so that the large gear is facing away from you. Attach the two 433mm smooth rods through the LM8UU bearings of the X carriage.

Attach the remaining pulley to the remaining stepper motor, as show in the photo. Attach this stepper motor to the X-end motor piece, using 3 M3 10x Cap Screws .

Attach the X-end motor holder to the right side.

Attach the 900mm length of T5 belting to the left side belt clamp on the X carriage. Pass the belt over the 624zz bearing and under the 608zz bearing.


Feed the belt over the pulley on the motor shaft and attach to the x carriage with the right side belt clamp, the belt needs to be reasonably tight. NOTE there will be several centimetres of excess belt that will need to be trimmed.


X & Y Axis Installation
Components
- 2x 350mm stainless steel round bar
- 2x 210 M8 threaded rod
- 8x M3 Washer
- 8x M3 Nut
- 8x M3 x20 Cap Screw
- 4x M8 nut
Instructions
Stand this whole assembly on the middle of the Y-axis plate as shown in the photo.

Take the 350mm stainless steel rod and slide down through the rod clamp in the Z motor mount, through the LM8UU bearings in the X ends and down to the rod clamp. Do this on both sides and tighten.

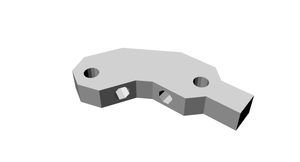
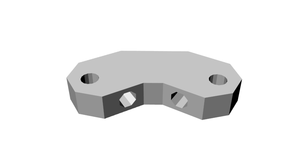
Push M3 Nuts in the nut slots on the coupling

Using four M3 Washers and four M3 x20 Cap screws assemble the coupling. Repeat for the second coupling.

Attach a M8 nut to the 210mm lengths of M8 threaded rod, attach these to the coupling (Note that these need to be inserted to the larger hole of the coupling)
(optional) Insert a spring into the top of the hexagonal channels of each x-end part.

Attach the other end of the coupler to the Z motor shaft, making sure the other end of the threaded rod has located through the X ends. Do this to both sides.

Add a M8 nut to the bottom of the 210mm lengths of threaded rod thread up until this sits inside the nut shaped gap on the bottom of the X end idler and the X end motor side. You can now remove the role of Kapton tape.

If you have added the optional spring: Adjust the two M8 nuts so that they are flush on the opposite sides of the hexagonal channels of each x-end part.
