Delta Rostock mini G2s Development
Introduction
The following are community provided modifications to the Geeetech Delta Rostock G2/G2S, and are not supported by nor approved by Geeetech. Use at your own risk.
Hot End
Always-on Hot End Fan
This is the most essential modification for the G2/G2s models with PEEK hot ends.
Failure to perform this modification can lead to meltdown of the PEEK heads when printing ABS.
If you follow the Geeetech assembly instructions, the hotend fan will be attached to the PWM_FAN output of the GT2560.
When printing in PLA, the fan will be on, cooling the PEEK hot end cylinders.
When printing in ABS, the fan will not be enabled, and the PEEK hot end cylinder will reach 240C, and the heater block will melt out of the PEEK cylinder and drop onto the build plate.
To eliminate this issue, swap the FAN_1 (Extruder 1 fan) with the PWM_FAN (Hot end fan) connections on the GT2560. This will cause the hot end fan to be on at all times.
The community has determined that the extruder fans serve no useful purpose, other than to blow small bits of plastic out of the filament gear. It is perfectly safe to disconnect them, or use the cables for additional bed or layer fans.
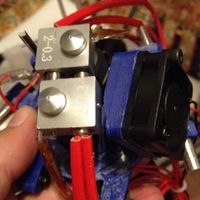
G2S J-Head Orientation
The G2S build documentation leaves the orientation of the J-Head up to the user. Many different orientations are possible.

For balance (wiring feeds to both sides) and ease of maintenance (thermal block set screw accessible on both heads), use this orientation.

Unfortunately, the fan mount will be touching the lower J-Head in this setup.

Trim down the interfering area of the fan mount with a craft blade.

Replace the bolt for the modified mounting hole with a M3x16 (Bag 19, or hardware store)
Final mount - note the 1mm~2mm gap between the lower J-Head and the fan mount.





J-Head Teflon Guide Solution
In some PEEK J-Heads, it has been observed that the Teflon filament guide it too short by approx 5mm.
This can cause a plug of plastic to develop between the Teflon guide and the heating block, and cause oozing of plastic between the threads of the PEEK cold side and the heating block. This oozing will create a ~4mm plug of plastic in the hot-end, and will gradually harden and caramelize, causing a very difficult to remove jam.
This problem can be resolved by adding a 2mm spacer (made of two M3 washers) at the top of the Teflon guide, and, as a side effect, also allows a 0.5mm gap between the PEEK cylinder and the heating block, improving cold end performance.

Plastic leaking between the teflon guide and the hot end - visible as the blue 'plug'

Caramelized plug removed from a jammed J-Head. This head had completely jammed when switching from PETG to PLA - the PLA/PETG mix hardened and could not be removed without reheating the J-Head and rapidly disassembling it.

Teflon guide should be at the blue line - it's migrated up into the PTFE holder by about 5mm.

PTFE holder and M3 washer. The M3 washers can be found at a hardware store, or spares in Bag #5.

PTFE holder, M3 washer on top. Make a stack of 2-3 washers (total of approx 1mm to 2mm) to prevent the Teflon guide from pushing into the PTFE holder.

After heat-tightening, there should now be an approx 0.5mm to 1mm gap between the PEEK and the heat block, but there should no longer be leaks.






Build Platform
Enable Both Heatbed Coils
Some shipped Geeetech Heat Beds are improperly wired, and will only run half of the heating coils.
To resolve the issue, you will need to solder a thick wire (or at least 2 Arduino jumper pins) across pads 2 and 3 on the heat bed.

Only pads 1 and 3 are connected, so the coil present between pad 1 and pad 2 is unpowered.

Some spare Arduino jumper pins soldered between pads 2 and 3 - both coils are now powered.


Improve Heatbed Insulation
A problem with the G2/G2s heatbed design is that air currents under heat bed can make it difficult to reach the high temperatures needed for ABS printing.
To solve that issue, you may want to add insulation to the heatbed.

Using the aluminum bed plate as a template, cut a 200m circle of insulation (pink fiberglass is a good choice) that can be compressed down to 5mm in thickness.

Insulation in place - all heatbed heat will now go into the aluminum plate.


Adjusting the Bed Levelling From The Top
If you have especially slippery acrylic, you may find that the wingnuts may spin when you try to adjust the bed height via the recessed bolts in the bed.
If you have this issue, place a M3 "star" style lock washer (not included in the Geeetech kit) under the wing nuts, to prevent the wing nuts from spinning.
Z-Probe
Z-Probe Lock Ring
If you have problems with the Z-Probe lock ring slipping, or are worried that your will strip the plastic threads in the lock ring while tightening the jam bolt, simply file a flat into the Z-Probe at the location where the lock ring will be.
Then, the lock ring will be unable to slip.

Z-Probe after the flat has been filed into it with a rectangular rasp.

Frame
Frame Tightness Solution
If your frame is wobbly, the problem may be that the acrylic base plates are slightly thinner than specified.
To check, use a caliper to measure the thickness of the top and bottom acrylic base plates.
If they are in spec (8mm or slightly thicker) then do not perform this modification - your frame issues are elsewhere.
If your base or top acrylic plates are thinner (for example, in my G2S the base plate was 8mm, but the top plate was 7mm), you will be able to feel the end of the smooth rod slightly protruding through the acrylic, instead of inset, as required to stiffen the frame.
To resolve this issue, remove the suspect acrylic plate, and replace the single M8x1mm washers on the smooth rod ends with either two M8x1mm washers, or a single US 5/16th" x 1/16th" (approx 8mm x 1.5mm) washer. Note that all of the washers for the plate must be identical.

Note the smooth rod slightly protruding above the acrylic.

After the washers have been replaced, the rod is slightly inset, to allow the frame to be tensioned to the rod by the retaining bolt and washer.


Incorrectly Threaded Smooth Rods Solution
In some instances, the smooth rods' 4mm end threads are too shallow by a few mm, due to variation of manufacture.
In this case, you will be unable to fully finger-tighten the 4mm bolts into the rods.
If this occurs, use the spare 4mm washers in Bag #6 to bridge the gap.
Do not attempt to over-tighten the 4mm bolts - if they can not be fully threaded, it is because they have hit the end of the blind 4mm hole - it is physically impossible for them to be tightened down any further!

As seen here, the 4mm thread is not properly manufactured in the smooth rod, and the 4mm bolt will not fully seat.

4mm washers added, now the bolt can be tightened properly.


Motion Control
Miscalibrated Diagonal Rods
An extremely common problem with the first generation G2/G2s printers was miscalibrated diagonal rods.
For example, in my set, three rods were correctly calibrated to 198mm, but the other three were 199mm. This made delta calibration impossible to achieve.
Tools and Materials
To resolve this issue, you will need the following tools and materials:
- A piece of wood (I used MDF fiberboard), at least 10mm thick and 220mm long
- A ruler with metric markings
- A punch, wood screw, or nail
- A hammer
- A pilot drill bit (1/8" or 1mm will do)
- A 15/64" or 6mm drill bit
- A drill press (or a drill with a built-in level or plunge mount)
- A blowtorch
- A rag or other insulation
- A clamp
- A bucket of water
From the Geeetech G2s, pull off the following parts:
- All 6 diagonal rods
- Two rod end holders
- Two 6mm ID washers, from the rod end holders
- Two M3 hex nuts
- Two M3 hex bolts (any length)
Assembling the Diagonal Rod Jig
- Using the ruler, mark two points 198mm apart on the piece of wood
- Using hammer and nail, punch, or wood screw, make an small punch indent (about 0.5mm deep) in each marking
- Re-measure and verify that the punch marks are exactly 198mm apart.
- If not, try again. It is critical that the punch marks are 198mm apart!
- Using the pilot drill bit, drill out the punch marks.
- If not using a drill press, use a nail and a square edge to verify that the pilot holes are exactly vertical.
- Re-measure and verify that the drilled out holes are 198mm from left edge to left edge.
- Using the 15/64" or 6mm drill bit, drill out the pilot holes
- With the pilot holes in place, these large holes should be as accurate as the pilot holes.
- Insert the rod end holders into the wood, using the 6mm ID washers to prevent the rod end holder from going too deep.
- You may need to gently tap them in with the hammer
Calibrating the Diagonal Rods
- For each diagonal rod, determine its current calibration:
- Place the rod on the rod end holders. It should require little to no force to fit.
- If the rod fits, it is calibrated, and should be returned to the Geeetech G2s assembly.
- If the rod is too short or too long, mark it as 'needs calibration', and whether it was 'too short' or 'too long'
- Clamp the wood to the edge of a table in an area where you can safely use the blowtorch
- Prepare the bucket of water
- This will be used for quenching the rods
- Wrap a rag or other insulation around the sharp end of the 15/64" or 6mm drill bit
- We will be using this to rotate the rod end
- For all of the rods that are miscalibrated:
- Place one end of the rod on the jig.
- Place the M3 nut on the M3 bolt, then screw the bolt into the rod end.
- Tighten the M3 nut finger tight to hold the rod end to the jig
- Place the smooth end of the drill bit into the other rod end
- Heat the connection between the rod end and the diagonal rod in 4 second bursts, with a 1 second cool down between each burst
- As you heat the connection, the thermal glue will soften, and the rod end will be able to be turned by the drill bit in the rod end
- If the rod is too long, rotate the rod end clockwise - every 1/2 turn will shorten the rod by 1mm
- If the rod is too short, rotate the rod end counter-clockwise - every 1/2 turn will lengthen the rod by 1mm
- After every 1/2 turn rotation, quench the rod in the bucket of water, then verify that length against the jig
- DO NOT CHECK THE LENGTH OF A HOT DIAGONAL ROD - The aluminum rod will expand while heated, and will not give a reliable measurement
- DO NOT ROTATE MORE THAN 1/2 TURN BETWEEN QUENCHINGS - The aluminum rod can easily overheat, and melt or deform.
- After all rods have been calibrated, return them and the rod end holders from the jig to the Geeetech
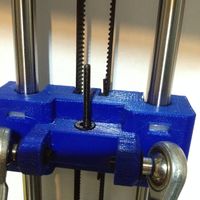
Belt Jam at Idler Pulley Solution
If you are getting jams at the Idler Pulley, first verify that:
- The idler retaining bolt is fully tightened - if not, it can back out when the wingnut on the idler pulley is tightened, and jam against the belt.
- The idler retaining wingnut is fully tightened - if not, the idler pulley can end up at a slant, and the belt will jam against the idler pulley holder.
- The belt is fully inserted into the carriage belt retainer - if not, the belt will angle towards the idler pulley, and can jam against the idler pulley retainer.
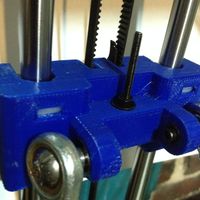
If you have checked all of those and still have issues with belt jams, print out this File:Delta Rostock mini G2s MOD idlerpulley guide.stl (originally from Thingiverse user Gidim) 6 times, and insert it on the idler pulley bearings, between the belt and the idler pulley housing.
They should take under 3 minutes to print at 0.3mm layer height and 25% infill, if you print all 6 of them at a time. If you have issues with stringiness or other quality issues, print as many as you can fit on the bed, and pick the best 6 to use.

Belt that tended to jam, due to being unable to fully insert the belt into the carriage belt retainer.

Idler pulley guides installed - no more jams.


Endstop Bolts Missing Endstop Switch Solution
As the G2/G2s "wears in", the endstop bolts may begin to miss the endstop switches, as the hex retaining area in the carriage under the spring wears out - this will cause homing failures, and excessive belt wear.
To correct this, remove the spring from the endstop bolt, and use the 3mm hex holder on the carriage to retain the bolt.
After this modification, the endstop bolt will no longer have any slop.
NOTE: As with all endstop modifications, you must recalibrate your tower endstops:
- Run G28 to home to endstops
- Run G131 to clear tool offsets (temporarily)
- Run G84 to disable steppers motors
- Place a ruler (at least 200mm) under the carriage, on top of the smooth rod washer.
- Move the carriage down to the ruler
- Repeat this with the other two other axes
- All carriages are now at an equal height
- Run G132 S1 to home, and count offset steps, and save to EEPROM
WARNING: You must verify proper endstop switch electrical operation (using M119) before this modification! Failure to do so will result in damage to the endstop switch, as there will no longer be any vertical "springiness" at the homing position.

Spring-based endstop missing the endstop switch - the spring has 'broken through' the PLA of the carriage into the sparse infill inside.

After removing the spring, tighten the nut until it is 0.5mm under the surface of the carriage - do not tighten any further.
Cover the nut with a M4 washer from Bag #6.
Tighten an additional M3 nut on top of the washer. Do not over tighten! - If you over-tighten, and break the bolt head through the lower PLA of the carriage, disassemble, and put a M4 washer, topped with a M3 nut, on the bolt head.

Fixed endstop now hits the endstop switch lever reliably.





Excess Slop on Rod Ends Solution
Some shipments of the G2/G2s have an incorrectly manufactured "Item 3, Rod-end bearing holder, D6.5 23mm" - the shipped product is 24mm, not 23mm.
This variance causes a slop of ~0.2mm at the rod ends, and >3mm of movable slop in the spider effector itself.
To eliminate the slop, there are three options:
- Contact Geeetech Technical Support for the correctly manufactured parts.
- Purchase 6mm ID, 8mm OD, 0.2mm or 0.5mm shim washers (if you can source them)
- Print this File:Delta Rostock mini G2s MOD rodendshim washers.stl set of shim washers.

Set of washers, printed out. Separate and discard any with inside-diameter defects, or that are thinner than 0.2mm, or thicker than 0.5mm. You will need 12 washers total.

Rod-End Bearing Holder - Spider End. There is an identical bearing holder on the other end of the rod. Both holders will need the shims.

Push the shim washer over the rod end bearing holder. It should seat next to the ridge of the bearing holder.

Properly shimmed rod end holder, with rod end attached. 0mm of slop measured.