No Ooze Nozzle/ja
|
English • العربية • български • català • čeština • Deutsch • Ελληνικά • español • فارسی • français • hrvatski • magyar • italiano • română • 日本語 • 한국어 • lietuvių • Nederlands • norsk • polski • português • русский • Türkçe • українська • 中文(中国大陆) • 中文(台灣) • עברית • azərbaycanca • |
Release status: prototype

| Description | nozzle end to stop ooze
|
| License | |
| Author | |
| Contributors | |
| Based-on | |
| Categories | |
| CAD Models | |
| External Link |
Contents
概要と背景
No Ooze Nozzle は、内部に機械式の弁を仕込んだホットエンドノズルです。コールドエンド側からフィラメントを圧送すると、弁が開いて、リトラクトすると弁が閉まって、ノズルからのタレを抑制できます。残念なことに、弁と、射出口の間に溜まった樹脂は漏れ出てくることもあるので、これは完全な製品とは言えません。
このタレの問題はどのFDM 3Dプリンターであっても共通の問題です。お使いのマシンが1射出型の場合には、タレはちょっと鬱陶しいくらいですが、2射出以上においてはタレた樹脂がワークに接触、仕上がりが荒れてしまいます。また、タレた後の始動時には射出不足・不良が起き、欠陥もたくさん発生します。
2射出の問題と対策
この問題に対し、ハードウェアとソフトウェアの両方から様々な対策が取られていますが、それらは非常に煩わしいものです。
ひとつの手法として、遊休ノズルをプリント位置から退避させる機構が実用化されています。しかし、タレそのものは改善されるわけではないので、重量増の割には芳しい結果を得ることができません。ソフトウェア側の対策も、依然、必要です。
もうひとつの手法として、Diamond Hotend や E3D Cyclobsのような、2素材を1つのノズルから射出する方式があります。しかし、これはノズル内部で樹脂が混ざってしまうため、結局プライム・ピラーというソフトウェア側の対策が必要です。
また、遊休ノズルの温度を下げることも有効です。しかし、温度が下がるまではタレが発生しますし、再始動時の加熱に時間がかかるなど、やはり問題は残ります。
ソフトウェア側の対策としては、Ooze Shield と呼ばれる、ヨダレかけのような壁を造形物の周りに建設する方法、Prime Pillarと呼ばれる、段替後の射出不足・不良を解消する柱のようなものを余ったスペースにプリントする対策があります。しかし、いずれも造形時間が増える上、材料も無駄になります。さらに、Ooze Shield に関しては、プリントする物体によってはうまく建設することも難しくなり、形状の制約がでてきてしまいます。
そして、さらに残念なことに、2射出に改造したあなたのマシンは、段替え機構の重量が増えたことにより重たく、遅くなり、1射出として使うときも造形スピードを落とさざるを得なくなります。
以上のことから、結局、これまでの2射出は、あまり実用的なものとは言えませんでした。
もう、面倒なことはやめましょう
このNo Ooze Nozzleがあれば、以下のものをすべてやめ、単に1射出の機構を2つにするだけで、実用的な2射出を作ることができます。
- ooze shield
- prime pillar
- 段替え時特有のリトラクト
- 遊休ノズルの冷却
- 段替機構
見た目
No ooze nozzle は、たった4点の小さな部品で構成され、実質的な重量増は0で、劇的な改善を達成します。下記はMakerbot Replicator などとも互換の、一般的な実用例です。
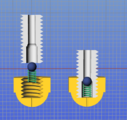
カットモデル

4つの部品

アッセンブリ


仕組み
仕組みはとてもシンプル。コールドエンド側から圧力がかかったときに弁が開き、リトラクトすると閉まります。なお、残圧でも弁は開くため、リトラクトが多少は必要です。
注意
ちょっとした欠点として、このNo Ooze Nozzleは、弁を開くために、少し高い圧力が必要となります。また、内部のボールとバネがどうしてもプラスチックの流れの妨げとなります。ハイパワーなEモーターを使うことはもちろん、それを減速してトルクを増幅することが推奨されます。
製造に際しての注意としては、開弁圧の設定が、極めて繊細です。開弁圧が1.5Nを超えたならば、樹脂は殆ど射出されなくなってきてしまいます。もし、開弁圧が0.5Nを下回ったならば、今度はタレを止める効果があまりなくなってしまいます。さらに、3つの工具による穴あけ加工の芯が0.1mmでもズレていれば、やはり融けた樹脂をタレルことを止めることに失敗するでしょう。また、空けた穴はリーマーと研磨液で注意深く鏡面のように仕上げることで、流量が改善します。
以上のように、精密な研削を経て、筆者はPLA樹脂、レイヤ高さ0.2mm、0,4mm口径のノズルを使い、200℃で80mm/secを達成しました。通常のカルテジアン型のマシンでこのスピードであれば、十分と言えるでしょう。デルタ型では、ちょっとスピードを落としたほうがいいかもしれません。
購入するにあたっては、信頼できる加工屋さんを選定できなければ、単に時間を失うだけになることは明らかですので、気をつけましょう。
どうやって手に入れるの?
まだ、商業的にこの製品を作っている人はいません。DIYで作る場合には、下記のツールを用意しましょう:
- ボール盤
- 2mm ドリル
- 3mm ドリル
- 2mm リーマ
- 3mm リーマ
- 2.5mm ボール型リューターハイスビット
手近なストアや通販から、下記のものを用意しましょう。
- 2.5mm ボール
- バネ (L = 4mm, 巻数5くらい, 外径=2.6mmくらい, バネ定数2N/mmくらい)
- M6 真鍮袋ナット
- M6 寸切 (L = 13mm)
- 2.5mm ボール
動画
下記の動画を見れば、実際に射出を行い、リトラクトし、樹脂がタレて出てこないことを確認できます。材料はPLAで、リトラクトは3mm程度、ホットエンド温度は200℃です。40cmのボーデンケーブルを使っており、ダイレクト・マウント型ではリトラクトはもっと少なくて済むでしょう。 <videoflash type="vimeo">204679648</videoflash>
扱いとメンテナンスにおける注意
たまにノズルが詰まったときに、No Ooze Nozzleは、先っぽの部分だけ外したいことがあります。また、ノズルを交換したいことがあるともいますが、そのときは全体を外したくなると思います。しかし、狙った方を外せないことが多々あるので、そのときのコツを書いておきます。
まず、レンチと水に浸したスポンジを用意してください。そして、樹脂の融点までホットエンドの温度を上げましょう。
- 先端の袋ナットだけを外したい場合、ヒーターブロックを水で冷やして、すぐにナットを緩めましょう。
- 全体を交換したい場合、ノズルの先っちょを水で冷やして、すぐにナットを緩めましょう。
ヒント:冷やした側が、ネジがきつくなります。温かい側が、ネジがゆるくなります。これは冷やすとメネジが小さくなり、密着がよくなるのと、間に入り込んだ樹脂が固まるからです。