SpoolHead
Release status: Experimental

| Description | Spool-printing toolhead
|
| License | |
| Author | |
| Contributors | |
| Based-on | |
| Categories | |
| CAD Models | |
| External Link |
Contents
Introduction
The spool-printing toolhead ("SpoolHead") is a Reprap toolhead for printing with metal wire. The main goal is to print with copper wire, but steel, Nichrome, and even nitinol wire may also be printable. The first prototype was developed in January-April 2010 as an undergraduate term project by three students at the University of British Columbia.
Video introduction to SpoolHead: <videoflash>iclmH6-ba5Y|480|320</videoflash>
Note that this is still in the very early stages of development, and not ready for widespread use. Also, the design has not yet been adapted for Mendel.
Forum
http://dev.forums.reprap.org/list.php?143
Motivation
In his Ph.D thesis, Ed Sells discusses the mechanical design of the Darwin model. In the section "Remaining challenges for pure self-manufacture", he writes that, of the Reprap's own parts, the most difficult to self-manufacture would be "electronic components, motors, conductive cable, solenoids, and the heating element". He adds that "it is unlikely the machine will be able to self-manufacture these parts for at least a couple of years". The challenging element that all of these parts have in common is the printing of copper (or Nichrome) wire.
It is therefore clear that the ability to include wire elements in a printed part would greatly expand the Reprap's capability of self-manufacture, whilst allowing it to manufacture a wider variety of active components for other purposes as well. The Gada Prize requirements include being able to print "usefully electrically conductive parts" and electronic circuit boards. The SpoolHead is one of several efforts currently being attempted to achieve this goal.
Further applications may include:
- Printing steel wire reinforcements to strengthen a part in crucial areas;
- Printing flexible threads within parts to create durable "living hinges".
Software
Printing wires, or any multiple materials at all, requires a somewhat different approach than is currently being used. For example, the STL file standard will almost certainly have to be abandoned, or at least modified, because it is simply too primitive to include information about wire paths and the like. What is likely needed is a format that will at least store 3D polylines as well as triangle meshes.
Another approach would be to work in the Scalable Vector Graphics (SVG) file format. First, a 3D model (STL) would be sliced in the traditional way by software like Skeinforge. Then, the slices would be exported to SVG, in individual layers representing the Z height. Users would then draw lines representing wires in the part layers freely as desired (and, possibly, vias to connect Z layers). The SVG model, now incorporating bulk plastic and wire information, would then need to be translated into G-code. However, this is not really good for files that need to be distributed, because the slicing parameters will differ from one machine to another.
Presently there is not much software accompanying the SpoolHead. A MATLAB script, included in the final report appendix, was used to generate simple wire paths, but eventually a much more comprehensive toolchain will need to be developed.
The Spool-Printing Process
Unlike extrusion of a thermoplastic, spoolhead printing allows for use of materials that are impractical to melt; for example, metal wires. The flexible wires are laid as continuous strands within the printed part. Doing this requires the following automated processes: 1. Controllably feeding the wire from the spool; 2. Bonding the wire to the printed part; 3. Cutting the wire.
This process is sufficient to handle an arbitrary number of wires on arbitrary horizontal planar paths, allowing the printing of many desirable features, such as PCBs, routing. Further software developments may also open the possibility of printing a subset of 3-dimensional embedded wire figures, such as helical coils. Printing of arbitrarily complex 3D wire shapes, such as knots, would probably be impossible with the proposed methods; however, the vast majority of useful devices do not require this level of complexity.
Controllably feeding the wire from the spool
The current method uses a servo-actuated mechanical pushbutton-advance pencil to act as a sort of linear stepper. This has the advantage of being relatively cheap, as servos and mechanical pencils are very common. The servo could also be replaced by a suitably sized solenoid, which is more likely to be printable in the future than other active devices. The main disadvantage of this method is that a given pencil can accommodate only a certain diameter of wire (eg. 0.5 mm, a fairly thick gauge).
The mechanical pencil method has been successfully tested using servo actuation.
<videoflash>C1xrP-MCd6c|480|320</videoflash>
Bonding the wire to the printed part
The current method involves heating of both the wire and the local surface of the printed part where the wire is to be bonded. The main advantage of this method is cost: heat is very cheap and renewable, unlike glues or resins. It also results in a mechanically and electrically simple design, as no actuators are required for dispensing adhesives. Finally, it would result in a strong printed part, as there would be no contamination introduced by superglue or resin between the plastic layers. This method works effectively to bond many types of wires with PLA.
Cutting the wire at the desired location
A satisfactory solution to the problem of cutting the wire is still being sought by the SpoolHead team. Many methods have been proposed, but the difficulty is in the details. Dany Lipsker, of Micromod Technologies, was a consultant for the SpoolHead project. He developed a full wire-printing rapid-prototyping system, and during its development has thoroughly tested a vast range of cutting methods including:
- Solenoid-powered scissors
- Cheap lasers with optics
- Flame torches
- Electric sparks
- Motorized cutting disks
- Acids
- Artificial elongation
- Cryogenics
- Partial wire denting by wounding (using a semi sharp cutting tool)
All were found to be either ineffective or inefficient. Finally he tested a fine nose hair trimmer, and found it to be extremely effective. This solution should be investigated in future SpoolHead iterations.
Photos and Drawings

Early design, 02 Feb 2010

Alpha release, 18 Apr 2010

Parts freshly cut on OMAX waterjet

Printed wire square

Printed wire spiral
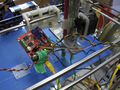
Mounted on Darwin
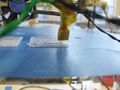
Printing a wire

Bond strength test

Wire flexure hinge (proposed application)








Bill of Materials
Current BOM (subject to change):
- Mechanical pencil (0.5mm)
- Futaba RC Servo
- Nichrome heating element and insulator
- Thermistor/Thermocouple
- PEEK/PTFE insulator (just like on Darwin/Mendel)
- Drilled M6 stainless steel studding (preferable over brass)
- (Optional) Aluminum conical heating tip.
- Printed parts/Sheet metal parts
- Screws and nuts
- 1x Arduino Extruder Controller (same as on standard extruder)
Files
Reports
- Initial Proposal of the SpoolHead APSC 459 Project
- Powerpoint presentation about the RepRap and SpoolHead, presented Feb 03 2010
- Final Report of the SpoolHead APSC 459 Project
Mechanical Drawings
Version: 18 April 2010
- SpoolHead assembly in SolidWorks 2007 format
- SpoolHead assembly in STEP format
- SpoolHead assembly in Parasolid (X_T) format
- SpoolHead sheet DXF drawings for waterjet/lasercutting
Tooling
Eventual required tooling will likely be nothing more than a RepRap, screwdrivers, and a hand drill. However, the current design was made using:
- OMAX Waterjet machining center
- Lathe (non-CNC)
- Mill (non-CNC)
- Drill Press
- Buffing wheel (for removing burrs)
Process
(To be detailed)
Entrepreneurship (Kits)
No plans exist yet to produce kits for the SpoolHead.
Working Notes
Alternative wire cutting methods:
A "cigar cutter" driven by conical wedge/cams which are fed by internal threads would have excellent mechanical advantage for its cutting force as well as being slim.
eg: \|/ /()/ /|\
key: /( =blade
/|\=cone with internal threads