Hot end et PTFE
Posted by Francois
|
Hot end et PTFE March 23, 2012 07:17AM |
Registered: 12 years ago Posts: 26 |
Bonjour,
Après plusieurs impressions, il y a une fuite à la base du PTFE (sous la chaleur et la pression, il se déforme et laisse s'écouler le PLA). Voir la photo ci-jointe. Résultat le débit de la buse n'est plus constant. Et à force de démonter/remonter pour nettoyer tout çà, le filetage du PTFE est en bien mauvais état et le problème est de plus en plus fréquent. Les forums US regorgent de problèmes de ce type mais je n'ai pas vraiment trouvé de solution définitive. Et en France, a t'on des idées ... ... ? une solution ... ?
... ? une solution ... ?
Merci d'avance.
Après plusieurs impressions, il y a une fuite à la base du PTFE (sous la chaleur et la pression, il se déforme et laisse s'écouler le PLA). Voir la photo ci-jointe. Résultat le débit de la buse n'est plus constant. Et à force de démonter/remonter pour nettoyer tout çà, le filetage du PTFE est en bien mauvais état et le problème est de plus en plus fréquent. Les forums US regorgent de problèmes de ce type mais je n'ai pas vraiment trouvé de solution définitive. Et en France, a t'on des idées ...
... ? une solution ... ?Merci d'avance.

|
Re: Hot end et PTFE March 23, 2012 07:37AM |
Admin Registered: 12 years ago Posts: 2,569 |
1) Retailler le PTFE de manière à ce qu'il aille bien toucher le fond de la buse si c'est un modèle ou le ptfe se visse à l'intérieur du métal. Ça permet d'éviter la formation d'un bouchon de plastique qui va tout péter.
2) Chemiser le PTFE avec un tube métallique si c'est un modèle ou la buse se visse à l'intérieur du PTFE. Ça permet de ralentir le fait que le PTFE s'élargisse progressivement sous l'effet de la chaleur et la pression.
3) Accessoirement, utiliser du ruban en PTFE (comme pour les joints de plomberie) pour avoir un meilleur contact entre les deux au niveau pas de vis.
4) Au point ou en est ta hotend, tu peux changer au moins le cylindre PTFE. Ça va aller en empirant quoi que tu fasses.
5) Essayer un modéle de hotend sans barriere thermique en PTFE (genre cylindre PEEK avec un tuyau en PTFE dedans ou genre tout métal).
Edit au fait c'est quoi cette hotend ? C'est pas bien normal que le bloc chauffant soit carrément collé au bloc de soutien en PEEK.
Edited 1 time(s). Last edit at 03/23/2012 07:39AM by DeuxVis.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
2) Chemiser le PTFE avec un tube métallique si c'est un modèle ou la buse se visse à l'intérieur du PTFE. Ça permet de ralentir le fait que le PTFE s'élargisse progressivement sous l'effet de la chaleur et la pression.
3) Accessoirement, utiliser du ruban en PTFE (comme pour les joints de plomberie) pour avoir un meilleur contact entre les deux au niveau pas de vis.
4) Au point ou en est ta hotend, tu peux changer au moins le cylindre PTFE. Ça va aller en empirant quoi que tu fasses.
5) Essayer un modéle de hotend sans barriere thermique en PTFE (genre cylindre PEEK avec un tuyau en PTFE dedans ou genre tout métal).
Edit au fait c'est quoi cette hotend ? C'est pas bien normal que le bloc chauffant soit carrément collé au bloc de soutien en PEEK.
Edited 1 time(s). Last edit at 03/23/2012 07:39AM by DeuxVis.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Hot end et PTFE March 23, 2012 08:46AM |
Registered: 12 years ago Posts: 766 |
Salut j'ai eu le méme soucis avec la hot end de la longboat prusa, mais c'était sur une buse qui se vissait sur un pas de vis qui sortait du PTFE, aprés la premiére impression test j'ai entendu un clac et les fuites de PLA ont commencé  LINK
LINK
J'ai donc acheté un kit sur un site qui semble étre le méme que celui de françois (LINK), et la hot end touche la partie en peek, enfin j'ai mis une rondelle entre la hot end et le bloc PEEK, j'espére ne pas avoir le méme soucis....
J'ai fait les modif dont tu parles Deuxvis, à savoir poncé un peu le guide en PTFE pour que la buse "épouse" bien le fond du guide en PTFE, et j'ai aussi mis du joint PTFE entre les deux pas de vis....
Tu conseil de faire autre chose? et tu as un lien pour l'achat du cylindre en PEEK et du tube en PTFE dont tu parles au point 5?
Je comptais rebrancher la Reprap se soir pour à nouveau commencer la calibration, mais vu le soucis de François je préfére attendre tes conseils.
A+
Edited 1 time(s). Last edit at 03/23/2012 08:49AM by Djamuka.
LINKJ'ai donc acheté un kit sur un site qui semble étre le méme que celui de françois (LINK), et la hot end touche la partie en peek, enfin j'ai mis une rondelle entre la hot end et le bloc PEEK, j'espére ne pas avoir le méme soucis....
J'ai fait les modif dont tu parles Deuxvis, à savoir poncé un peu le guide en PTFE pour que la buse "épouse" bien le fond du guide en PTFE, et j'ai aussi mis du joint PTFE entre les deux pas de vis....
Tu conseil de faire autre chose? et tu as un lien pour l'achat du cylindre en PEEK et du tube en PTFE dont tu parles au point 5?
Je comptais rebrancher la Reprap se soir pour à nouveau commencer la calibration, mais vu le soucis de François je préfére attendre tes conseils.
A+
Edited 1 time(s). Last edit at 03/23/2012 08:49AM by Djamuka.
|
Re: Hot end et PTFE March 23, 2012 10:15AM |
Admin Registered: 12 years ago Posts: 2,569 |
Ah bon, paoparts ils montent ça avec le bloc chauffant si proche... j'en ai une mais j'ai pas encore eu l'occasion de la monter.
A mon avis il vaut mieux laisser au moins un filet d'air si c'est possible, comme ils montrent ici :
Non désolé pour le point 5 je pensais à des modèles différents de hotend, complets.
Il y a différents modèles mais par exemple : La North90 pour le tout métal. La Jhead ou la mendel-parts V6 pour le tube teflon inséré dans du PEEK.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
A mon avis il vaut mieux laisser au moins un filet d'air si c'est possible, comme ils montrent ici :

Non désolé pour le point 5 je pensais à des modèles différents de hotend, complets.
Il y a différents modèles mais par exemple : La North90 pour le tout métal. La Jhead ou la mendel-parts V6 pour le tube teflon inséré dans du PEEK.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Hot end et PTFE March 23, 2012 10:54AM |
Registered: 12 years ago Posts: 766 |
Ok merci à toi DeuxVis, je vais virer la rondelle que j'ai mise entre la hot end et le bloc PEEK (je pensais renforcer la structure du tout avec...je flippais un peu de repéter le tout aprés ma premiére impression).
Et je pense que je vais vite m'orienter vers les solutions que tu as posé en lien...
A+
Et je pense que je vais vite m'orienter vers les solutions que tu as posé en lien...
A+
|
Re: Hot end et PTFE March 23, 2012 11:49AM |
Admin Registered: 12 years ago Posts: 2,569 |
Attention je ne dis pas qu'elles sont bien ces solutions, je n'ai pas testé tout ça ! La JHead à une bonne réputation ceci dit.
Pour la rondelle : ce qui est très important c'est qu'il n'y ait pas d'efforts qui s'appliquent au PTFE. Il est donc encore plus important que l'écrou ne touche pas le PTFE, sinon le bloc peek n'est plus seulement supporté par les tiges filetées, et là, c'est le drame assuré.
Pour le bloc chauffant contre le peek, je suis moins sur que ce soit mauvais, c'est juste pas habituel. Si ça se trouve, ça aide à tenir tout ça bien droit au contraire.
Edited 1 time(s). Last edit at 03/23/2012 11:50AM by DeuxVis.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
Pour la rondelle : ce qui est très important c'est qu'il n'y ait pas d'efforts qui s'appliquent au PTFE. Il est donc encore plus important que l'écrou ne touche pas le PTFE, sinon le bloc peek n'est plus seulement supporté par les tiges filetées, et là, c'est le drame assuré.
Pour le bloc chauffant contre le peek, je suis moins sur que ce soit mauvais, c'est juste pas habituel. Si ça se trouve, ça aide à tenir tout ça bien droit au contraire.
Edited 1 time(s). Last edit at 03/23/2012 11:50AM by DeuxVis.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Hot end et PTFE March 24, 2012 04:59AM |
Registered: 12 years ago Posts: 766 |
Grumpf, j'ai encore éclaté le guide en PTFE en trés peu de temps hier soir....
Donc bon comme je pense pas que cela provienne du kit de chez Paoparts, mais plutot de mon montage, je viens glaner quelques infos en plus.
Alors questions:
- Est ce que cela peut étre du à une thermistor mal glissé dans le fond du trou prévu à cet effet, ce qui engendre des lecture de la température faussé de quelques dégré?
Mais je trouve ça quand méme bizarre car si la lecture de la température est faussé de quelques degré pour du PLA sous pronterface (185°), qu'en est t'il pour la température de la buse qui devrait étre de 230° pour de l'ABS, il y a quand méme 45° de différence et je ne pense pas qu'il y ai une différence aussi importante entre le fond du trou de la thermistor et les bords du bloc chauffant...
- Serait ce du à un mauvais réglage du firmware sprinter au niveau du choix de la thermistor dans le fichier config, et une mauvaise table dans le fichier thermistortables.h? dans ce cas je dois prendre quoi, une table déja toute préte sur le net ou faire ma propre table, mais comment faire?
- C'est possible que cela vienne aussi d'un mauvais réglage des pas du moteur de l'extrudeur qui extruderait trop de matiére pour que la buse le supporte, et donc bourrage matiére, puis trop de pression?
- Dans le wiki de montage de la longboat prusa au niveau du maintient du guide en PTFE dans la piéce "extruder block" il ne parle pas de faire des marques dans le guide puis d'y faire des trous pour visser le guide en PTFE à la base de l'extruder block, est ce important, ou le bloc PEEK vissait sur la chariot de l'extrudeur remplace ce maintient?
Pour le reste, ben la hot end touché vraiment le fond du guide en PTFE et j'ai mis plusieurs couche de joint PTFE autour du pas de vis, l'ecrous était bien vissé contre le bloc PEEK, et les deux boulons qui maintiennent la hot end sur le chariot de l'extrudeur étaient plutot bien vissé, j'ai pas serré comme un bourrin à ce niveau j'avais pas envie de déformer le bloc en PEEK....
Pour le fait que je sois un boulet j'y ai pensé aussi....
Edited 1 time(s). Last edit at 03/24/2012 05:04AM by Djamuka.
Donc bon comme je pense pas que cela provienne du kit de chez Paoparts, mais plutot de mon montage, je viens glaner quelques infos en plus.
Alors questions:
- Est ce que cela peut étre du à une thermistor mal glissé dans le fond du trou prévu à cet effet, ce qui engendre des lecture de la température faussé de quelques dégré?
Mais je trouve ça quand méme bizarre car si la lecture de la température est faussé de quelques degré pour du PLA sous pronterface (185°), qu'en est t'il pour la température de la buse qui devrait étre de 230° pour de l'ABS, il y a quand méme 45° de différence et je ne pense pas qu'il y ai une différence aussi importante entre le fond du trou de la thermistor et les bords du bloc chauffant...
- Serait ce du à un mauvais réglage du firmware sprinter au niveau du choix de la thermistor dans le fichier config, et une mauvaise table dans le fichier thermistortables.h? dans ce cas je dois prendre quoi, une table déja toute préte sur le net ou faire ma propre table, mais comment faire?
- C'est possible que cela vienne aussi d'un mauvais réglage des pas du moteur de l'extrudeur qui extruderait trop de matiére pour que la buse le supporte, et donc bourrage matiére, puis trop de pression?
- Dans le wiki de montage de la longboat prusa au niveau du maintient du guide en PTFE dans la piéce "extruder block" il ne parle pas de faire des marques dans le guide puis d'y faire des trous pour visser le guide en PTFE à la base de l'extruder block, est ce important, ou le bloc PEEK vissait sur la chariot de l'extrudeur remplace ce maintient?
Pour le reste, ben la hot end touché vraiment le fond du guide en PTFE et j'ai mis plusieurs couche de joint PTFE autour du pas de vis, l'ecrous était bien vissé contre le bloc PEEK, et les deux boulons qui maintiennent la hot end sur le chariot de l'extrudeur étaient plutot bien vissé, j'ai pas serré comme un bourrin à ce niveau j'avais pas envie de déformer le bloc en PEEK....
Pour le fait que je sois un boulet j'y ai pensé aussi....
Edited 1 time(s). Last edit at 03/24/2012 05:04AM by Djamuka.
|
Re: Hot end et PTFE March 24, 2012 05:39AM |
Admin Registered: 12 years ago Posts: 2,569 |
|
Re: Hot end et PTFE March 24, 2012 05:54AM |
Registered: 12 years ago Posts: 766 |
Euh....j'ai pas testé à la main.....j'ai loupé un truc?
Bon ben je vais nettoyer tout ça, et je testerais d'extruder à la main voir comment ça force, toute façon là je suis bloqué en démontant j'ai foutu en l'air les cables de la thermistor, c'était bien collé et j'ai rippé en dévissant le tout
Bon ben je vais nettoyer tout ça, et je testerais d'extruder à la main voir comment ça force, toute façon là je suis bloqué en démontant j'ai foutu en l'air les cables de la thermistor, c'était bien collé et j'ai rippé en dévissant le tout
|
Re: Hot end et PTFE March 24, 2012 05:59AM |
Admin Registered: 12 years ago Posts: 2,569 |
C'est pas obligatoire de tester à la main mais ça permet de voir si tu as la température appropriée. Ça devrait presque être facile à pousser.
Si tu démontes tout ça tu pourras nous monter des photos de ce qu'il se passe à l'intérieur ?
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
Si tu démontes tout ça tu pourras nous monter des photos de ce qu'il se passe à l'intérieur ?
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Hot end et PTFE March 24, 2012 06:54AM |
Registered: 12 years ago Posts: 766 |
voila les photos du guide (j'ai raccourcis le guide parce que le guide de la longboat prusa était plus court, j'ai aussi mis du kapton autour du bout moins large du guide vu que le trou sous l'extruder block fait 16mm, celui du kit paoparts fait 12mm, ça peut aussi avoir était une conséquence de la fuite?)
A droite le guide comme il est livré, à gauche ben le guide que j'ai un peu adapté....
A droite le guide comme il est livré, à gauche ben le guide que j'ai un peu adapté....






|
Re: Hot end et PTFE March 24, 2012 07:06AM |
Registered: 12 years ago Posts: 159 |
Bonjour,
** quelques constats des problèmes rencontrés :
- François à un problème de coulure , le matériaux (PLA ou ABS ?) coule le long du filetage, du a un problème d’étanchéité entre la buse laiton et le guide PTFE.
- Djamuka avait eu le même problème sur les premières buses design adrian bowyer.
- Djamuka constate un contact entre la buse et le bloc Peek sur la partie basse
- Djamuka a finalement tout cassé !
- deuxvis nous a proposé qqs solutions comme toujours très judicieuses
** Je tente moi aussi quelques éléments de réponse :
- Le problème de Francois, je pensais l'avoir complétement résolu avec ce nouveau design par rapport au modèle V1 d'adrian Bowyer. en effet le PFTE ayant un diamètre plus important (D15-16) car par dessus la buse laiton est moins sensible à la déformation. il s'avère que pour le PLA il n'y a pas de problème, mais un client de Props factory ayant constaté le même problème sur de l'ABS a cerclé avec un tube de cuivre en D16 la base du PTFE et a résolu le problème ( je viens d'avoir son mail ). En effet sous la pression plus importante de l'ABS et une T° plus élevé, ( avons nous toujours une bonne température de fusion ?) cela conduit à une plus grande déformation du PTFE qui s'écarte et laisse passer le matériau fondu.
- Je vais donc rajouter cette solution dans l'avenir, reste qu'il faut que j'établisse un nouveau protocole de fab pour cette solution. Ci joint une image qui propose ce type de solution sur une autre buse.
- Pour le contact entre la buse et le PEEK, cela ne me parait pas très important, la conduction du PEEK est très faible, mais OK, l'idée est de laisser un espace pour éviter une conduction thermique par contact.
- sur la buse il est important que l'écrou ne soit pas serré sur la bague PTFE, car sinon il n'y a pas étanchéité au bout de la buse au fond de la bague PTFE. il faut OBLIGATOIREMENT qu'il y ai un espace de 0.5 a 1 mm entre l'écrou et la bague PTFE une fois serré. Si cet espace n'est pas possible car le perçage est trop profond, coupez un bout de la bague PTFE (1mm par exemple) coté filetage ( avec une scie à métaux).
- Attention au montage de la buse sur la bague PTFE, c'est hyper délicat, si vous n'y prenez garde vous risquez de foirer le filetage et la ....c'est foutu. Bien engager la buse ( perso je fais passer une vis M8 d'abord pour "roder" l'entrée de filetage) et surtout ne forcez pas comme un malade en fin de filetage, c'est que du PTFE, car sinon .... c'est foutu !
- Par contre vous avez compris qu'il faut éviter aussi tout espace entre le fond de l'alésage du PTFE et le bout de la buse filetée, sinon c'est un espace qui créera un problème d'extrusion au prochain redémarrage du au bouchon créé. la partie haute filetée de la buse finie par un chanfrein de 120° qui épouse normalement parfaitement le fond de l'alésage en PEEK ( obtenu par un foret). Si ce chanfrein améliore l’étanchéité , je me rend compte qu'il ne facilite pas l'entrée du filetage. gaffe.
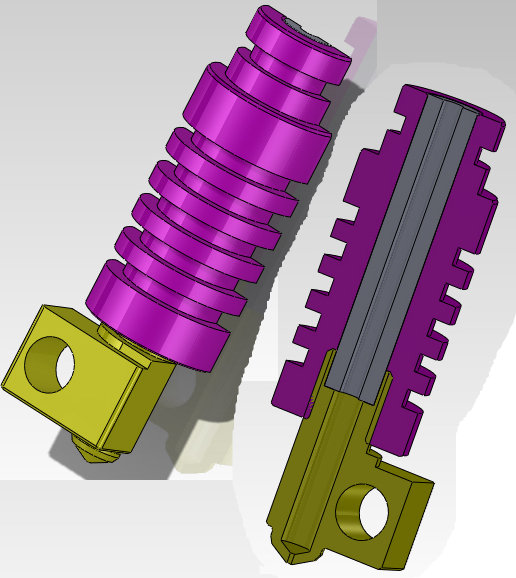
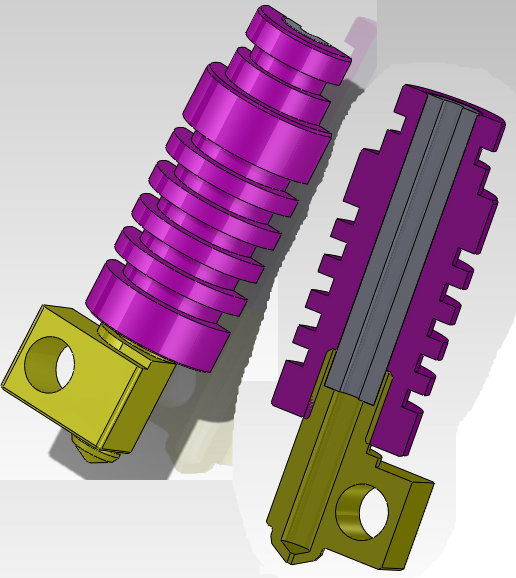
- j'ai en test en ce moment un nouveau modèle, je vous joins une vue CAO des premières ébauches. on retrouve bcq d'éléments énoncé par deuxvis et on retrouve ce design sur le Web. un tube PEEK pour l'isolation thermique et le maintien de la buse. un tube PTFE au centre pour avoir le moins de frottement possible. du coup la buse est plus petite, le tube peek en violet ajouré pour faire radiateur ( on doit même pourvoir y mettre des parties métalliques pour favoriser le refroidissement). N’hésitez pas à proposer des améliorations/modifications.
On doit pouvoir raccourcir tout cela, mais jusqu’à ou ?
-----------------------------------------------------------------------------------------------------------
blog Paoparts
** quelques constats des problèmes rencontrés :
- François à un problème de coulure , le matériaux (PLA ou ABS ?) coule le long du filetage, du a un problème d’étanchéité entre la buse laiton et le guide PTFE.
- Djamuka avait eu le même problème sur les premières buses design adrian bowyer.
- Djamuka constate un contact entre la buse et le bloc Peek sur la partie basse
- Djamuka a finalement tout cassé !
- deuxvis nous a proposé qqs solutions comme toujours très judicieuses
** Je tente moi aussi quelques éléments de réponse :
- Le problème de Francois, je pensais l'avoir complétement résolu avec ce nouveau design par rapport au modèle V1 d'adrian Bowyer. en effet le PFTE ayant un diamètre plus important (D15-16) car par dessus la buse laiton est moins sensible à la déformation. il s'avère que pour le PLA il n'y a pas de problème, mais un client de Props factory ayant constaté le même problème sur de l'ABS a cerclé avec un tube de cuivre en D16 la base du PTFE et a résolu le problème ( je viens d'avoir son mail ). En effet sous la pression plus importante de l'ABS et une T° plus élevé, ( avons nous toujours une bonne température de fusion ?) cela conduit à une plus grande déformation du PTFE qui s'écarte et laisse passer le matériau fondu.

- Je vais donc rajouter cette solution dans l'avenir, reste qu'il faut que j'établisse un nouveau protocole de fab pour cette solution. Ci joint une image qui propose ce type de solution sur une autre buse.
- Pour le contact entre la buse et le PEEK, cela ne me parait pas très important, la conduction du PEEK est très faible, mais OK, l'idée est de laisser un espace pour éviter une conduction thermique par contact.
- sur la buse il est important que l'écrou ne soit pas serré sur la bague PTFE, car sinon il n'y a pas étanchéité au bout de la buse au fond de la bague PTFE. il faut OBLIGATOIREMENT qu'il y ai un espace de 0.5 a 1 mm entre l'écrou et la bague PTFE une fois serré. Si cet espace n'est pas possible car le perçage est trop profond, coupez un bout de la bague PTFE (1mm par exemple) coté filetage ( avec une scie à métaux).
- Attention au montage de la buse sur la bague PTFE, c'est hyper délicat, si vous n'y prenez garde vous risquez de foirer le filetage et la ....c'est foutu. Bien engager la buse ( perso je fais passer une vis M8 d'abord pour "roder" l'entrée de filetage) et surtout ne forcez pas comme un malade en fin de filetage, c'est que du PTFE, car sinon .... c'est foutu !
- Par contre vous avez compris qu'il faut éviter aussi tout espace entre le fond de l'alésage du PTFE et le bout de la buse filetée, sinon c'est un espace qui créera un problème d'extrusion au prochain redémarrage du au bouchon créé. la partie haute filetée de la buse finie par un chanfrein de 120° qui épouse normalement parfaitement le fond de l'alésage en PEEK ( obtenu par un foret). Si ce chanfrein améliore l’étanchéité , je me rend compte qu'il ne facilite pas l'entrée du filetage. gaffe.
- j'ai en test en ce moment un nouveau modèle, je vous joins une vue CAO des premières ébauches. on retrouve bcq d'éléments énoncé par deuxvis et on retrouve ce design sur le Web. un tube PEEK pour l'isolation thermique et le maintien de la buse. un tube PTFE au centre pour avoir le moins de frottement possible. du coup la buse est plus petite, le tube peek en violet ajouré pour faire radiateur ( on doit même pourvoir y mettre des parties métalliques pour favoriser le refroidissement). N’hésitez pas à proposer des améliorations/modifications.
On doit pouvoir raccourcir tout cela, mais jusqu’à ou ?
-----------------------------------------------------------------------------------------------------------
blog Paoparts
|
Re: Hot end et PTFE March 24, 2012 07:31AM |
Registered: 12 years ago Posts: 159 |
Rappel aussi :
- ne surtout pas lancer une extrusion à froid, ou buse pas assez chaude, ça conduit généralement à une fragilisation du tube PFTE qui après ne fait pas long feu.
perso :
1 - je met sous tension la buse, j’attends bien 5 minutes que cela se stabilise.
2 - puis je tourne à la main le roue de l'extrudeur pour purger la buse, comme cela on a bien la notion d'effort à transmettre, et si la buse est bouchée on le sent tout de suite à la main
3 - ne pas serrer exagérément les ressorts d'appui du idler de l'extrudeur, mais le réglage est super chaud. Le principe c'est que cela ne glisse pas en fonctionnement normal, mais que ca glisse si jamais ça coince plus bas ( buse bouchée). Si quelqu'un a une procédure ?
-----------------------------------------------------------------------------------------------------------
blog Paoparts
- ne surtout pas lancer une extrusion à froid, ou buse pas assez chaude, ça conduit généralement à une fragilisation du tube PFTE qui après ne fait pas long feu.
perso :
1 - je met sous tension la buse, j’attends bien 5 minutes que cela se stabilise.
2 - puis je tourne à la main le roue de l'extrudeur pour purger la buse, comme cela on a bien la notion d'effort à transmettre, et si la buse est bouchée on le sent tout de suite à la main
3 - ne pas serrer exagérément les ressorts d'appui du idler de l'extrudeur, mais le réglage est super chaud. Le principe c'est que cela ne glisse pas en fonctionnement normal, mais que ca glisse si jamais ça coince plus bas ( buse bouchée). Si quelqu'un a une procédure ?
-----------------------------------------------------------------------------------------------------------
blog Paoparts
|
Re: Hot end et PTFE March 24, 2012 07:34AM |
Registered: 12 years ago Posts: 405 |
Pour suggestion vous pouvez regarder le groovemount de makergear, facile à nettoyer, et très durable.
plan
photos
Un tube en laiton de 36mm, une buse, un bloc chauffant de chez vous (paoparts) et ça fonctionne nickel (c'est ce que j'ai chez moi, vu que j'ai cassé la céramique du block chauffant d'origine de makergear en dévissant pour nettoyer la buse.).
plan
photos
Un tube en laiton de 36mm, une buse, un bloc chauffant de chez vous (paoparts) et ça fonctionne nickel (c'est ce que j'ai chez moi, vu que j'ai cassé la céramique du block chauffant d'origine de makergear en dévissant pour nettoyer la buse.).
|
Re: Hot end et PTFE March 24, 2012 07:31PM |
Registered: 13 years ago Posts: 615 |
Très bonne inspirationQuote
paoparts
v3... N’hésitez pas à proposer des améliorations/modifications.
L'autre petit détail intéressant dans celle de Parcan c'est que le tube ptfe est coincé entre le haut de la buse en laiton et le cylindre en PEEK du coup il n'y a aucune chance qu'il bouge (lien).
Je n'ai pas de J-head mais j'utilise celle-ci depuis quelques semaines et je peux vous dire que j'apprécie sa simplicité après avoir eu une v6 pendant un an.
about // liberapay // flickr // wiki // thingiverse - github
|
Re: Hot end et PTFE March 25, 2012 12:53PM |
Registered: 12 years ago Posts: 26 |
Bonjour,
Désolé pour le retard dans les réponses mais on ne peut négliger certaines contraintes familiales ... ;-)
Merci à tous pour vos commentaires, suggestions, idées
Quelques précisions :
- on parle bien du même kit que Djamuka
- Je n'utilise pour l'instant que du PLA car je n'ai pas encore installé une table chauffante
- J'ai commencé à 185°c mais je suis rapidement passé à 190 puis 195 en constatant la fuite, en me disant que la pression était trop forte dû au manque de fluidité du PLA. Mais même à 195° je n'ai pas vraiment vu de différence sur la quantité de PLA qui fuit.
- Avant de faire mon mail, j'avait déjà essayé le téflon autour du filetage et même mis un petit serflex dans le bas du PTFE. Pas de changement, çà fuyait toujours autant.
- A 185°, moteurs Off, j'arrive très facilement à extruder sans forcer juste en tournant un des pignons de l'extrudeur. Même le petit, c'est sans forcer.
- Je ne pense pas que le contact entre la buse et le peek soit un problème. même à 195° on peut tenir le bloc à la main sans "souffrir" abominablement.
- Je ne pense pas avoir "foiré" le filetage PTFE en serrant trop fort dés le début ni même avoir extrudé "à froid ou presque" mais par contre je n'ai jamais eu d'espace entre l'écrou et le PTFE. Dés le premier montage, le PTFE était en contact avec l'écrou. Je pensais que l'usinage du PTFE avait été fait en conséquence pour que le haut de la buse vienne bien au contact du fond d'alésage du PTFE sans laisser d'espace. Je pense que ce n'était pas le cas et que le problème au départ vient de là. Et que sous les effets des fuites et de la pression, le filetage du PTFE en prends un coup à chaque fois.
- Je ne connais pas les propriétés mécaniques du Peek, mais pourquoi ne pas l'utiliser aussi à la place du PTFE ? Si c'est une question de coût mais que çà permet d'avoir un ensemble fiable, y'à pas photo, faut le faire.
- Pour la longueur, mon PTFE fait 30mm et même à 195° je peux tenir le haut sans me bruler. C'est chaud mais acceptable. Cà semble donc être une bonne hauteur. Pas sûr qu'il faille un autre élément pour refroidir à ce niveau là.
Mais bon, après tout çà, je n'ai pas votre expérience !
Désolé pour le retard dans les réponses mais on ne peut négliger certaines contraintes familiales ... ;-)
Merci à tous pour vos commentaires, suggestions, idées
Quelques précisions :
- on parle bien du même kit que Djamuka
- Je n'utilise pour l'instant que du PLA car je n'ai pas encore installé une table chauffante
- J'ai commencé à 185°c mais je suis rapidement passé à 190 puis 195 en constatant la fuite, en me disant que la pression était trop forte dû au manque de fluidité du PLA. Mais même à 195° je n'ai pas vraiment vu de différence sur la quantité de PLA qui fuit.
- Avant de faire mon mail, j'avait déjà essayé le téflon autour du filetage et même mis un petit serflex dans le bas du PTFE. Pas de changement, çà fuyait toujours autant.
- A 185°, moteurs Off, j'arrive très facilement à extruder sans forcer juste en tournant un des pignons de l'extrudeur. Même le petit, c'est sans forcer.
- Je ne pense pas que le contact entre la buse et le peek soit un problème. même à 195° on peut tenir le bloc à la main sans "souffrir" abominablement.
- Je ne pense pas avoir "foiré" le filetage PTFE en serrant trop fort dés le début ni même avoir extrudé "à froid ou presque" mais par contre je n'ai jamais eu d'espace entre l'écrou et le PTFE. Dés le premier montage, le PTFE était en contact avec l'écrou. Je pensais que l'usinage du PTFE avait été fait en conséquence pour que le haut de la buse vienne bien au contact du fond d'alésage du PTFE sans laisser d'espace. Je pense que ce n'était pas le cas et que le problème au départ vient de là. Et que sous les effets des fuites et de la pression, le filetage du PTFE en prends un coup à chaque fois.
- Je ne connais pas les propriétés mécaniques du Peek, mais pourquoi ne pas l'utiliser aussi à la place du PTFE ? Si c'est une question de coût mais que çà permet d'avoir un ensemble fiable, y'à pas photo, faut le faire.
- Pour la longueur, mon PTFE fait 30mm et même à 195° je peux tenir le haut sans me bruler. C'est chaud mais acceptable. Cà semble donc être une bonne hauteur. Pas sûr qu'il faille un autre élément pour refroidir à ce niveau là.
Mais bon, après tout çà, je n'ai pas votre expérience !
|
Re: Hot end et PTFE March 25, 2012 03:09PM |
Admin Registered: 12 years ago Posts: 2,569 |
Francois Wrote:
-------------------------------------------------------
> - Je ne connais pas les propriétés mécaniques
> du Peek, mais pourquoi ne pas l'utiliser aussi à
> la place du PTFE ? Si c'est une question de coût
> mais que çà permet d'avoir un ensemble fiable,
> y'à pas photo, faut le faire.
Je ne suis pas sur qu'il n'y ai que ça, mais je pense que c'est parce qu'il glisse beaucoup moins bien que le PTFE et que donc l'extruder devrait forcer beaucoup plus. C'est pour ça que tout les design garde au moins un petit bout de tube PTFE jusqu'à la "chambre" ou le plastique est fondu.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
-------------------------------------------------------
> - Je ne connais pas les propriétés mécaniques
> du Peek, mais pourquoi ne pas l'utiliser aussi à
> la place du PTFE ? Si c'est une question de coût
> mais que çà permet d'avoir un ensemble fiable,
> y'à pas photo, faut le faire.
Je ne suis pas sur qu'il n'y ai que ça, mais je pense que c'est parce qu'il glisse beaucoup moins bien que le PTFE et que donc l'extruder devrait forcer beaucoup plus. C'est pour ça que tout les design garde au moins un petit bout de tube PTFE jusqu'à la "chambre" ou le plastique est fondu.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Hot end et PTFE March 25, 2012 03:54PM |
Registered: 12 years ago Posts: 159 |
le PTFE c'est surtout pour le coeff de frottement, peut être aussi que sa "mollesse" naturelle facilite aussi qqs variations de diamètre du filament fondu ou pas.
j'ai continuer sur le design d'un hotend, en m'inspirant (beaucoup ) du design Parcan ça pourrais donner cela aussi :
) du design Parcan ça pourrais donner cela aussi :
la déformation du PTFE pour le glisser sur la buse laiton et le serrage du PEEK doit permettre de maintenir le tube PTFE pour éviter qu'il ne ressorte par le haut. ce qui n'était pas le cas sur la V3 précédente. c'est ce que précise Emmanuel. à voir si il faut pas augmenter légèrement l'alésage au niveau de l'insertion du PTFE sur la buse ?
sinon Pomalin, éclaire moi sur le montage de la markergear, j'ai compris que le tube laiton de 6 est vissé dans le corps en PEEK ( la pièce brune ) qui lui même est fixé sur l'extrudeur. A l'intérieur on retrouve 3 bagues: 2 en PTFE et une en Peek ou autre plastique ( couleur beige) qui bloque tout cela avec 2 axes métalliques radiaux. c'est ça ?
pourquoi 2 pièces en PTFE et pourquoi pas une seule ?
Francois tu as gagné le droit d’être le premier essayeur de la nouvelle buse. j'en sort une demain, je te l'envoie et tu nous dis si ça fuit encore ? j'aurais pas le temps de l'essayer tout de suite moi même car je serais absent jusqu’à vendredi prochain.
-----------------------------------------------------------------------------------------------------------
blog Paoparts
j'ai continuer sur le design d'un hotend, en m'inspirant (beaucoup
) du design Parcan ça pourrais donner cela aussi :
la déformation du PTFE pour le glisser sur la buse laiton et le serrage du PEEK doit permettre de maintenir le tube PTFE pour éviter qu'il ne ressorte par le haut. ce qui n'était pas le cas sur la V3 précédente. c'est ce que précise Emmanuel. à voir si il faut pas augmenter légèrement l'alésage au niveau de l'insertion du PTFE sur la buse ?
sinon Pomalin, éclaire moi sur le montage de la markergear, j'ai compris que le tube laiton de 6 est vissé dans le corps en PEEK ( la pièce brune ) qui lui même est fixé sur l'extrudeur. A l'intérieur on retrouve 3 bagues: 2 en PTFE et une en Peek ou autre plastique ( couleur beige) qui bloque tout cela avec 2 axes métalliques radiaux. c'est ça ?
pourquoi 2 pièces en PTFE et pourquoi pas une seule ?
Francois tu as gagné le droit d’être le premier essayeur de la nouvelle buse. j'en sort une demain, je te l'envoie et tu nous dis si ça fuit encore ? j'aurais pas le temps de l'essayer tout de suite moi même car je serais absent jusqu’à vendredi prochain.
-----------------------------------------------------------------------------------------------------------
blog Paoparts
|
Re: Hot end et PTFE March 25, 2012 05:16PM |
Registered: 12 years ago Posts: 405 |
@paoparts : il n'y a qu'une pièce en PTFE dans le hot-end, sur la photo c'est le kit complet où est vendu un guide en PTFE pour le 3mm et un pour le 1,75 mm histoire de choisir, sinon, c'est bien ça le montage oui, PTFE dans le bloc en PEEK, puis bague en PEEK qui enserre le PTFE, puis axes métalliques pour tenir le PEEK dans le PEEK.
assemblage 1
monté
assemblage 1
monté
|
Re: Hot end et PTFE March 26, 2012 01:08AM |
Registered: 12 years ago Posts: 159 |
Je comprend mieux, maintenant le groovemount
- avantages : le PTFE est complétement "encadré" donc peu de possibilité d'expansion.
- la fixation de la bague supérieure est assez rudimentaire, et a l'air dans certain cas de déformer légèrement le PTFE
- le démontage n'est surement pas très simple, si les axes sont trop insérés.
- la buse laiton est visée en butée sur l'épaulement de 4.6mm , je suppose que la buse a une partie cylindrique sans filetage plus fine qui vient se loger dans le PTFE (comment ?) en traversant le diamètre 4.6mm du PEEK ? tout cela pour faire l'étanchéité ?
je me trompe ?
-----------------------------------------------------------------------------------------------------------
blog Paoparts
- avantages : le PTFE est complétement "encadré" donc peu de possibilité d'expansion.
- la fixation de la bague supérieure est assez rudimentaire, et a l'air dans certain cas de déformer légèrement le PTFE
- le démontage n'est surement pas très simple, si les axes sont trop insérés.
- la buse laiton est visée en butée sur l'épaulement de 4.6mm , je suppose que la buse a une partie cylindrique sans filetage plus fine qui vient se loger dans le PTFE (comment ?) en traversant le diamètre 4.6mm du PEEK ? tout cela pour faire l'étanchéité ?
je me trompe ?
-----------------------------------------------------------------------------------------------------------
blog Paoparts
|
Re: Hot end et PTFE March 26, 2012 01:48AM |
Registered: 12 years ago Posts: 405 |
|
Re: Hot end et PTFE March 27, 2012 04:30PM |
Registered: 13 years ago Posts: 615 |
|
Re: Hot end et PTFE March 30, 2012 08:41AM |
Registered: 12 years ago Posts: 26 |
paoparts Wrote:
-------------------------------------------------------
> Francois tu as gagné le droit d’être le
> premier essayeur de la nouvelle buse. j'en sort
> une demain, je te l'envoie et tu nous dis si ça
> fuit encore ? j'aurais pas le temps de l'essayer
> tout de suite moi même car je serais absent
> jusqu’à vendredi prochain.
Merci pour les pièces que je viens de recevoir.
Essais prévus ce week-end et je vous tiens au courant.
-------------------------------------------------------
> Francois tu as gagné le droit d’être le
> premier essayeur de la nouvelle buse. j'en sort
> une demain, je te l'envoie et tu nous dis si ça
> fuit encore ? j'aurais pas le temps de l'essayer
> tout de suite moi même car je serais absent
> jusqu’à vendredi prochain.
Merci pour les pièces que je viens de recevoir.
Essais prévus ce week-end et je vous tiens au courant.
|
Re: Hot end et PTFE March 30, 2012 02:45PM |
Registered: 12 years ago Posts: 766 |
Et ben, il déchire quand méme tout celui qui s'occupe de Paoparts, j'ai aussi reçu un guide en PTFE avec la bague en cuivre au niveau du pas de vis, et avec un diamétre de 16mm qui va parfaitement dans l'extrudeur bloc de la Longboat Prusa...
Chapeau bas, c'est rare des sites qui sont autant présent pour leurs clients.
Chapeau bas, c'est rare des sites qui sont autant présent pour leurs clients.
|
Re: Hot end et PTFE March 31, 2012 12:18PM |
Registered: 12 years ago Posts: 26 |
Francois Wrote:
-------------------------------------------------------
> paoparts Wrote:
> --------------------------------------------------
> -----
>
> > Francois tu as gagné le droit d’être le
> > premier essayeur de la nouvelle buse. j'en sort
> > une demain, je te l'envoie et tu nous dis si
> ça
> > fuit encore ? j'aurais pas le temps de
> l'essayer
> > tout de suite moi même car je serais absent
> > jusqu’à vendredi prochain.
>
> Merci pour les pièces que je viens de recevoir.
> Essais prévus ce week-end et je vous tiens au
> courant.
Après 1h 2min d'impression ( 2m30 de filament ) avec le PTFE bagué cuivre, je n'ai pas constaté de fuite pour l'instant; alors qu'avec l'ancienne version (certes déjà déformée) il y avait clairement une fuite au bout de 10/15 min.
Je vais continuer avec ce montage pour encore quelques impressions avant d'essayer la version PEEK+PTFE.
Config : PLA à 190°C (table de temp. std de Sprinter pour une thermistance 100k Epcos - item 6 de la table )
-------------------------------------------------------
> paoparts Wrote:
> --------------------------------------------------
> -----
>
> > Francois tu as gagné le droit d’être le
> > premier essayeur de la nouvelle buse. j'en sort
> > une demain, je te l'envoie et tu nous dis si
> ça
> > fuit encore ? j'aurais pas le temps de
> l'essayer
> > tout de suite moi même car je serais absent
> > jusqu’à vendredi prochain.
>
> Merci pour les pièces que je viens de recevoir.
> Essais prévus ce week-end et je vous tiens au
> courant.
Après 1h 2min d'impression ( 2m30 de filament ) avec le PTFE bagué cuivre, je n'ai pas constaté de fuite pour l'instant; alors qu'avec l'ancienne version (certes déjà déformée) il y avait clairement une fuite au bout de 10/15 min.
Je vais continuer avec ce montage pour encore quelques impressions avant d'essayer la version PEEK+PTFE.
Config : PLA à 190°C (table de temp. std de Sprinter pour une thermistance 100k Epcos - item 6 de la table )
|
Re: Hot end et PTFE March 31, 2012 03:31PM |
Registered: 12 years ago Posts: 432 |
Je viens d'avoir le même problème de fuite. Ca fait quelques mois que j'utilise le super hot end paoparts sans aucun problème.
J'ai lancé une impression, et confiant je suis partis. Simplement la résistance chauffant s'est déconnectée ...
Resultat : la température a chuté gentiment, et une grosse fuite est apparue.
Je voulais juste savoir ou me procurer du PTFE, de préférence tout usiné. Je pense que le tube actuel à pris bien cher !
Super idée la bague de cuivre !
J'ai lancé une impression, et confiant je suis partis. Simplement la résistance chauffant s'est déconnectée ...
Resultat : la température a chuté gentiment, et une grosse fuite est apparue.
Je voulais juste savoir ou me procurer du PTFE, de préférence tout usiné. Je pense que le tube actuel à pris bien cher !
Super idée la bague de cuivre !
|
Re: Hot end et PTFE March 31, 2012 04:11PM |
Registered: 12 years ago Posts: 405 |
|
Re: Hot end et PTFE March 31, 2012 05:44PM |
Registered: 12 years ago Posts: 159 |
Lundi je lance une petite prod de ptfe usiné et bagué cuivre.
-----------------------------------------------------------------------------------------------------------
blog Paoparts
-----------------------------------------------------------------------------------------------------------
blog Paoparts
|
Re: Hot end et PTFE April 01, 2012 05:07AM |
Registered: 12 years ago Posts: 432 |
|
Re: Hot end et PTFE April 02, 2012 04:26PM |
Registered: 12 years ago Posts: 26 |
Francois Wrote:
>... avant d'essayer la version PEEK+PTFE. ...
J'ai fait environ 4H30/5H d'impression aujourd'hui avec le guide PEEK+PTFE.
Super et pas de fuites !
Je vais continuer comme cela et on verra. Mais çà semble être la bonne solution à adopter.
PS : J'ai aussi monté la temp. à 200°C en me disant que "plus fluide = moins de pression".
>... avant d'essayer la version PEEK+PTFE. ...
J'ai fait environ 4H30/5H d'impression aujourd'hui avec le guide PEEK+PTFE.
Super et pas de fuites !
Je vais continuer comme cela et on verra. Mais çà semble être la bonne solution à adopter.
PS : J'ai aussi monté la temp. à 200°C en me disant que "plus fluide = moins de pression".

{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.