Need Help: Teacup with Skeinforge on custom Prusa machine (configuration)
Posted by Timo Birnschein
|
Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 20, 2011 02:37PM |
Registered: 12 years ago Posts: 29 |
Hey guys,
I'm working on getting my printer to produce some first usable results and I'm slightly stuck because the sheer number of settings in skeinforge is sort of overwhelming.
To explain my problem I've made a little video about my machine.
All axis are calibrated and can move on command by the set amount of mm. So does the extruder now - thanks to Dale Dunn.
Also the temperature and the extruded filament works nice. So, the only problem can be my configuration of pronterface and skeinforge.
Here is the video: [www.youtube.com]
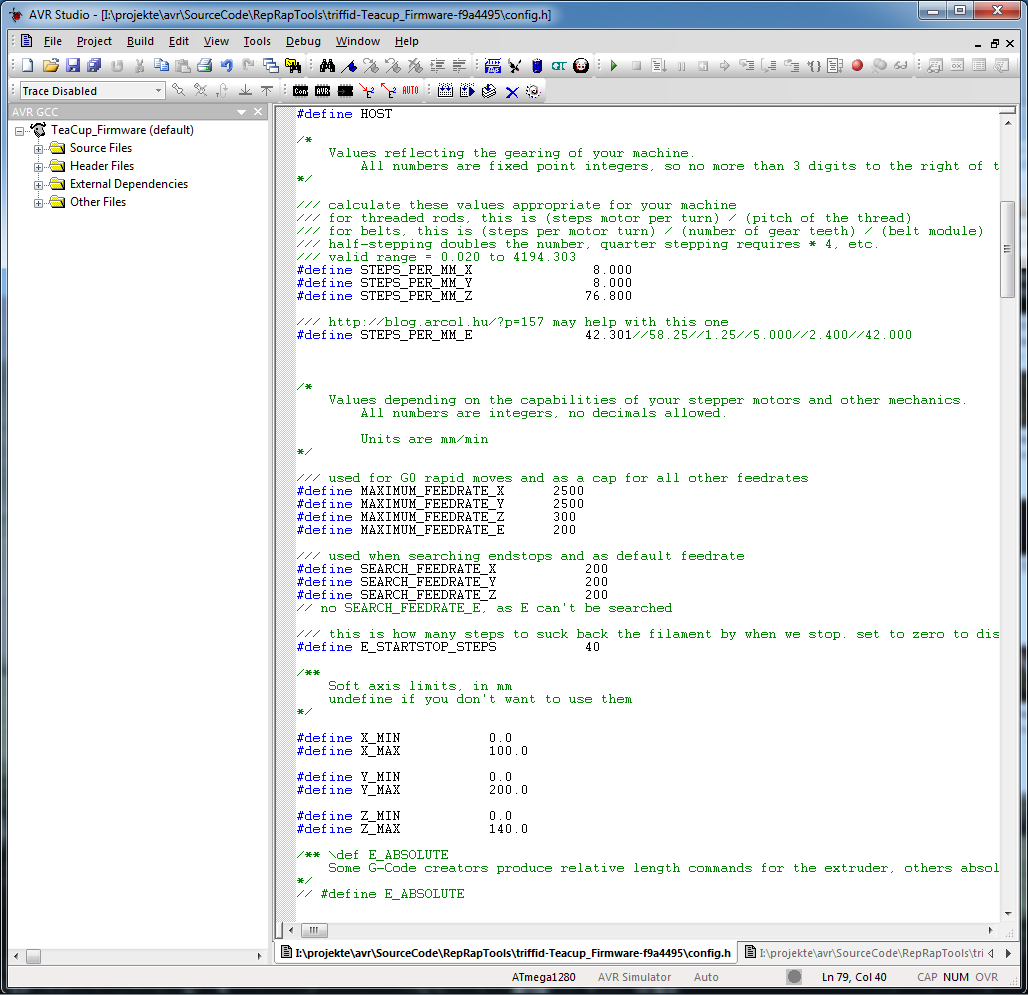
I attached some screenshots of the configuration tabs I think are important to start with. At least thats what I understood so far - but I hope I missed something because the results so far are... functional but useless
I just saw that my STEPS_PER_MM_E does not match to Feed Rate and Flow Rate in Skeinforge but just by a factor of five. The results I show in my video should not represent the result of this error. At least not in this magnitude... Not?
Does anybody have any clues or hints? I would be most grateful!
Best,
Timo
Edited 2 time(s). Last edit at 09/20/2011 05:46PM by Timo Birnschein.
I'm working on getting my printer to produce some first usable results and I'm slightly stuck because the sheer number of settings in skeinforge is sort of overwhelming.
To explain my problem I've made a little video about my machine.
All axis are calibrated and can move on command by the set amount of mm. So does the extruder now - thanks to Dale Dunn.
Also the temperature and the extruded filament works nice. So, the only problem can be my configuration of pronterface and skeinforge.
Here is the video: [www.youtube.com]
I attached some screenshots of the configuration tabs I think are important to start with. At least thats what I understood so far - but I hope I missed something because the results so far are... functional but useless
I just saw that my STEPS_PER_MM_E does not match to Feed Rate and Flow Rate in Skeinforge but just by a factor of five. The results I show in my video should not represent the result of this error. At least not in this magnitude... Not?
Does anybody have any clues or hints? I would be most grateful!
Best,
Timo
Edited 2 time(s). Last edit at 09/20/2011 05:46PM by Timo Birnschein.
|
Re: Need Support: Teacup with Skeinforge on custom Prusa machine September 20, 2011 05:33PM |
Registered: 12 years ago Posts: 29 |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 20, 2011 11:00PM |
Registered: 16 years ago Posts: 1,094 |
teacup supports absolute extruder codes, just define E_ABSOLUTE in your config.h
perhaps this should become default now that sfact and skeinforge add in G92 E0 to prevent overflows
-----------------------------------------------
Wooden Mendel
Teacup Firmware
perhaps this should become default now that sfact and skeinforge add in G92 E0 to prevent overflows
-----------------------------------------------
Wooden Mendel
Teacup Firmware
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 02:08AM |
Registered: 12 years ago Posts: 29 |
Yeah, my Teacup was set to absolute and Skeinforge was set to relative...
The extruder works much better and plausible now and all the axis are running fast as well. i guess when you have to draw a 2mm long line with 100ml of ink you would end up with my shown result
But I still don't get propper extruder results. It is still extruding about four tims as much (or even more) as it should be...
Edited 1 time(s). Last edit at 09/21/2011 02:45AM by Timo Birnschein.
The extruder works much better and plausible now and all the axis are running fast as well. i guess when you have to draw a 2mm long line with 100ml of ink you would end up with my shown result
But I still don't get propper extruder results. It is still extruding about four tims as much (or even more) as it should be...
Edited 1 time(s). Last edit at 09/21/2011 02:45AM by Timo Birnschein.
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 08:56AM |
Registered: 16 years ago Posts: 1,094 |
Did you do your volumetric calibration properly? ie when you extrude 100mm, does it push 100mm of filament into your hot end? (do this with the nozzle removed and heater disconnected or you'll waste heaps of filament)
-----------------------------------------------
Wooden Mendel
Teacup Firmware
-----------------------------------------------
Wooden Mendel
Teacup Firmware
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 12:05PM |
Registered: 12 years ago Posts: 29 |
Yes, I did that. It pushes exactly 100mm into the nozzle when I tell it to do so. Thats why I'm still slightly confused...
I measured the 100mm at the ABS and marked it, extruded 100mm in proterface and measured again. It is spot on...
Then I measured the diameter of the filament at several positions of the wire (2.9mm) and put this information into Skeinforge. But still big blobs of ABS instead of fine lines.
EDIT: I also disabled the function "Cool" in Skeinforge because it was pumping heaps of material out instead of waiting for some cooldown. I read through most of the blog entries of Dave Durant (http://davedurant.wordpress.com/) which helped a lot with all the properties but it didn't solve the problem by pointing to that specific evil setting...
Edited 2 time(s). Last edit at 09/21/2011 12:09PM by Timo Birnschein.
I measured the 100mm at the ABS and marked it, extruded 100mm in proterface and measured again. It is spot on...
Then I measured the diameter of the filament at several positions of the wire (2.9mm) and put this information into Skeinforge. But still big blobs of ABS instead of fine lines.
EDIT: I also disabled the function "Cool" in Skeinforge because it was pumping heaps of material out instead of waiting for some cooldown. I read through most of the blog entries of Dave Durant (http://davedurant.wordpress.com/) which helped a lot with all the properties but it didn't solve the problem by pointing to that specific evil setting...
Edited 2 time(s). Last edit at 09/21/2011 12:09PM by Timo Birnschein.
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 12:20PM |
Registered: 12 years ago Posts: 90 |
Picture in your first post shows Dimension\Filament Packing Density set to 0.4. For ABS, you should start at 0.85.
This is one of those backwards parameters that you increase to get less plastic and decrease to get more plastic so the 0.4 could explain why it's putting out lots more than you want..
> I read through most of the blog entries of Dave Durant
Mistake!
This is one of those backwards parameters that you increase to get less plastic and decrease to get more plastic so the 0.4 could explain why it's putting out lots more than you want..
> I read through most of the blog entries of Dave Durant
Mistake!
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 12:23PM |
Registered: 12 years ago Posts: 29 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 02:08PM |
Registered: 13 years ago Posts: 2,947 |
Dave Durant Wrote:
-------------------------------------------------------
> Picture in your first post shows
> Dimension\Filament Packing Density set to 0.4. For
> ABS, you should start at 0.85.
>
> This is one of those backwards parameters that you
> increase to get less plastic and decrease to get
> more plastic so the 0.4 could explain why it's
> putting out lots more than you want..
>
> > I read through most of the blog entries of Dave
> Durant
>
> Mistake!
I think it worse than that. With the packing filament density you measure your filament going with PLA and set PFD to 1 then if you use ABS you set it to .85. But if you use ABS to calibrate the distance than it needs to be set to 1 not .85 because you are no longer compensating for the difference in plastics.
-------------------------------------------------------
> Picture in your first post shows
> Dimension\Filament Packing Density set to 0.4. For
> ABS, you should start at 0.85.
>
> This is one of those backwards parameters that you
> increase to get less plastic and decrease to get
> more plastic so the 0.4 could explain why it's
> putting out lots more than you want..
>
> > I read through most of the blog entries of Dave
> Durant
>
> Mistake!
I think it worse than that. With the packing filament density you measure your filament going with PLA and set PFD to 1 then if you use ABS you set it to .85. But if you use ABS to calibrate the distance than it needs to be set to 1 not .85 because you are no longer compensating for the difference in plastics.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 02:37PM |
Registered: 12 years ago Posts: 90 |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 21, 2011 06:01PM |
Registered: 12 years ago Posts: 29 |
It works, guys!
The printer is printing!
Today I produced a custom heater bed, but I don't have a proper top layer for it, so my plastic doesn't stick to it enough at the moment :/
But the first belt clamp I was able to print with the printer will be usable. Not the prettiest one, for sure, but for the first print, not a bad result, in my opinion
Thanks for all your help! I'll go on tomorrow - its 11:59 p.m. at my place... time to go to bed right now!
The printer is printing!
Today I produced a custom heater bed, but I don't have a proper top layer for it, so my plastic doesn't stick to it enough at the moment :/
But the first belt clamp I was able to print with the printer will be usable. Not the prettiest one, for sure, but for the first print, not a bad result, in my opinion
Thanks for all your help! I'll go on tomorrow - its 11:59 p.m. at my place... time to go to bed right now!
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 22, 2011 03:48PM |
Registered: 12 years ago Posts: 29 |
Hey Guys,
I'm about to finish my first real print, an Y-Motor-Bracket. It really looks quite good this time!
But I'm wondering: I know my RepRap can be way faster and I'd like to ask which method of movement are you guys using most of the time?
I allready noticed that I have to turn down the maximum speed of my axis and my extruder when I use ACCELERATION_REPRAP, but the movement speed is way better and in addition to that the hot end is not at the same place for such a long time like when using RAMPING. My ABS tends to produce some bubbles when I move too slowly around holes and stuff.
Any suggestions?
I'm about to finish my first real print, an Y-Motor-Bracket. It really looks quite good this time!
But I'm wondering: I know my RepRap can be way faster and I'd like to ask which method of movement are you guys using most of the time?
- ACCELERATION_REPRAP
- ACCELERATION_RAMPING
- ACCELERATION_TEMPORAL
I allready noticed that I have to turn down the maximum speed of my axis and my extruder when I use ACCELERATION_REPRAP, but the movement speed is way better and in addition to that the hot end is not at the same place for such a long time like when using RAMPING. My ABS tends to produce some bubbles when I move too slowly around holes and stuff.
Any suggestions?
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 22, 2011 03:57PM |
Registered: 13 years ago Posts: 2,947 |
Timo Birnschein Wrote:
-------------------------------------------------------
> Hey Guys,
>
> I'm about to finish my first real print, an
> Y-Motor-Bracket. It really looks quite good this
> time!
> But I'm wondering: I know my RepRap can be way
> faster and I'd like to ask which method of
> movement are you guys using most of the time?
>
> [*] ACCELERATION_REPRAP This requires using the RepRap java host which controls the acceleration through G-codes
> [*] ACCELERATION_RAMPING This is the one you want
> [*] ACCELERATION_TEMPORAL This does not exist yet (just a place holder I believe
>
>
> I allready noticed that I have to turn down the
> maximum speed of my axis and my extruder when I
> use ACCELERATION_REPRAP, but the movement speed is
> way better and in addition to that the hot end is
> not at the same place for such a long time like
> when using RAMPING. My ABS tends to produce some
> bubbles when I move too slowly around holes and
> stuff.
>
> Any suggestions?
The default acceleration value is WAY to low.
Sprinters default is 1000mm/s^2
I use Teacup and have it set to 750mm/s^2 on my Prusa and 1500mm/s^2 on my Repstrap w/Bowden cable.
I suggest trying 1000mm/s^2. And with the printing speed of 60mm/s and a travel speed of 150mm/s+ in skeinforge.
-------------------------------------------------------
> Hey Guys,
>
> I'm about to finish my first real print, an
> Y-Motor-Bracket. It really looks quite good this
> time!
> But I'm wondering: I know my RepRap can be way
> faster and I'd like to ask which method of
> movement are you guys using most of the time?
>
> [*] ACCELERATION_REPRAP This requires using the RepRap java host which controls the acceleration through G-codes
> [*] ACCELERATION_RAMPING This is the one you want
> [*] ACCELERATION_TEMPORAL This does not exist yet (just a place holder I believe
>
>
> I allready noticed that I have to turn down the
> maximum speed of my axis and my extruder when I
> use ACCELERATION_REPRAP, but the movement speed is
> way better and in addition to that the hot end is
> not at the same place for such a long time like
> when using RAMPING. My ABS tends to produce some
> bubbles when I move too slowly around holes and
> stuff.
>
> Any suggestions?
The default acceleration value is WAY to low.
Sprinters default is 1000mm/s^2
I use Teacup and have it set to 750mm/s^2 on my Prusa and 1500mm/s^2 on my Repstrap w/Bowden cable.
I suggest trying 1000mm/s^2. And with the printing speed of 60mm/s and a travel speed of 150mm/s+ in skeinforge.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 22, 2011 04:10PM |
Registered: 13 years ago Posts: 2,947 |
@Timo Birnschein
Also be sure to keep your perimeter speed down below about 30mm/s
Skeinforge is a ratio of the print speed
SFact is the actual speed in mm/s
Also be sure to keep your perimeter speed down below about 30mm/s
Skeinforge is a ratio of the print speed
SFact is the actual speed in mm/s
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 22, 2011 05:08PM |
Registered: 12 years ago Posts: 29 |
I'm so happy right now!
I tried ACCELERATION_REPRAP before anybody answerd and will upload a video in a view minutes of the print that is currently on the way.
I use pronterface and the acceleration is obviously not existent, but my printer is printing like crazy right now (at least in my optinion) and the quality is rather good after some Skeinforge and TeaCup config tweeking!
Awesome!
And thanks for your response! I'll try ACCELERATION_RAMPING again - I was using it before but with just 100mm/s² and not 1000 or more. I was not setisfied because I saw how slow it works on circles. Right now its just running around all the time without any noticable error...
Wait for the video - in case you're interested
I tried ACCELERATION_REPRAP before anybody answerd and will upload a video in a view minutes of the print that is currently on the way.
I use pronterface and the acceleration is obviously not existent, but my printer is printing like crazy right now (at least in my optinion) and the quality is rather good after some Skeinforge and TeaCup config tweeking!
Awesome!
And thanks for your response! I'll try ACCELERATION_RAMPING again - I was using it before but with just 100mm/s² and not 1000 or more. I was not setisfied because I saw how slow it works on circles. Right now its just running around all the time without any noticable error...
Wait for the video - in case you're interested
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 22, 2011 05:42PM |
Registered: 12 years ago Posts: 29 |
Here are two videos of the part I just finished!
Work in progress: http://www.youtube.com/watch?v=FY6jGlyEA3g
Remember that is my thrid try to print something which I didn't abort after a minute. The printbed is my homebrew version of a print bed, so its rather small at the moment. I thought I might save a few bugs by building my own - a 2€ heater bed at 100°C
And here is the final product: http://www.youtube.com/watch?v=4FejebftGTU
This is where I noticed that there must be something wrong with my firmware settings.... because the part is too small, but has the correct height. I guess I misscalculated my x and y axis... :/
Anyways! I love it
Work in progress: http://www.youtube.com/watch?v=FY6jGlyEA3g
Remember that is my thrid try to print something which I didn't abort after a minute. The printbed is my homebrew version of a print bed, so its rather small at the moment. I thought I might save a few bugs by building my own - a 2€ heater bed at 100°C
And here is the final product: http://www.youtube.com/watch?v=4FejebftGTU
This is where I noticed that there must be something wrong with my firmware settings.... because the part is too small, but has the correct height. I guess I misscalculated my x and y axis... :/
Anyways! I love it
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 22, 2011 05:53PM |
Registered: 13 years ago Posts: 2,947 |
Looks good for a third, fourth or tenth print really.
I am amazed you managed to use those 7.5degree steppers.
Try printing 10mm cubes to get the dimensions correct.
I am amazed you managed to use those 7.5degree steppers.
Try printing 10mm cubes to get the dimensions correct.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 24, 2011 05:53AM |
Registered: 12 years ago Posts: 29 |
Sublime Wrote:
-------------------------------------------------------
>
> I am amazed you managed to use those 7.5degree
> steppers.
>
Thanks
Yeah, thats why I need these gears everywhere. Makes it a little more complex and also heavier - especially the extruder is a little to heavy in my opinion. But it works! The motors are driven in half step mode, so 3.75 degree per step with a gear ration of 18/60 makes it almost as precise as the usual 1.8 degree motors with 1.85degree per step. But on the other hand your 1.8 bipolar motors can be way faster because of this and you can use additional 16th stepping with those. But from my results here I'd say that it is a nice to have feature and for very precise parts only. The belts will introduce so much play that the 16th stepping will be hard to differentiate from the simple 1.8 degree stepping - I guess.
Anyways, I'll try to optimize my settings today and hopefully have a fluent machine afterwards.
I didn't find the setting for the "draw bounding box" yet. Where can I find it? My extruder needs some mm to run properly and the boundingbox around the part would be a great help.
-------------------------------------------------------
>
> I am amazed you managed to use those 7.5degree
> steppers.
>
Thanks
Yeah, thats why I need these gears everywhere. Makes it a little more complex and also heavier - especially the extruder is a little to heavy in my opinion. But it works! The motors are driven in half step mode, so 3.75 degree per step with a gear ration of 18/60 makes it almost as precise as the usual 1.8 degree motors with 1.85degree per step. But on the other hand your 1.8 bipolar motors can be way faster because of this and you can use additional 16th stepping with those. But from my results here I'd say that it is a nice to have feature and for very precise parts only. The belts will introduce so much play that the 16th stepping will be hard to differentiate from the simple 1.8 degree stepping - I guess.
Anyways, I'll try to optimize my settings today and hopefully have a fluent machine afterwards.
I didn't find the setting for the "draw bounding box" yet. Where can I find it? My extruder needs some mm to run properly and the boundingbox around the part would be a great help.
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 24, 2011 05:56AM |
Registered: 16 years ago Posts: 1,094 |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 24, 2011 06:20PM |
Registered: 12 years ago Posts: 29 |
Thanks Triffid!
Sublime Wrote:
-------------------------------------------------------
> The default acceleration value is WAY to low.
> Sprinters default is 1000mm/s^2
> I use Teacup and have it set to 750mm/s^2 on my
> Prusa and 1500mm/s^2 on my Repstrap w/Bowden
> cable.
>
> I suggest trying 1000mm/s^2. And with the printing
> speed of 60mm/s and a travel speed of 150mm/s+ in
> skeinforge.
Hey Sublime,
thanks for these very nice suggestions! I tried to determine the highest speed of my machine today and right now I'm actually using your settings!
Acceleration: 1000
Feed Rate (mm/s): 60.0
Flow Rate: 60.0
Perimeter Feed Rate Factor: 0.5
Travel Speed: 100.0
I use 100.0 for travel at the moment, maybe I'll try 150.0 later. I never thought I'd be able to go that high in the beginning! I didn't trust my motors enough, obvoiusly
Interesting enough, I found out that my calculation for the STEPS_PER_MM_X was actually correct - or it should have been correct. It was set to 8. I calculated that value over and over again and then I remembered that I disabled Scale in Skeinforge - wich was set to 1.1 for some reason. But it seems that the deactivation actually messed up my calculated values. But why? Anyways, I recalculated that value and it seems pretty fine right now - without using Scale.
I print at 195°C ABS at the moment. When I go higher I get bubbles after extruding.
Also, I set my Filament Packing Desity to 1.0 which brought me the best results so far.
My layer height is set to 0.4mm.
Also very important where Retraction Distance set to 1.0 and Restart Extra Distance: 0.0
I also activated Hop, because I think its just the most important feature to improve print quality!
The only problem at the moment is heat, because single towers tend to melt when I just print one at a time.
Edited 2 time(s). Last edit at 09/24/2011 06:25PM by Timo Birnschein.
Sublime Wrote:
-------------------------------------------------------
> The default acceleration value is WAY to low.
> Sprinters default is 1000mm/s^2
> I use Teacup and have it set to 750mm/s^2 on my
> Prusa and 1500mm/s^2 on my Repstrap w/Bowden
> cable.
>
> I suggest trying 1000mm/s^2. And with the printing
> speed of 60mm/s and a travel speed of 150mm/s+ in
> skeinforge.
Hey Sublime,
thanks for these very nice suggestions! I tried to determine the highest speed of my machine today and right now I'm actually using your settings!
Acceleration: 1000
Feed Rate (mm/s): 60.0
Flow Rate: 60.0
Perimeter Feed Rate Factor: 0.5
Travel Speed: 100.0
I use 100.0 for travel at the moment, maybe I'll try 150.0 later. I never thought I'd be able to go that high in the beginning! I didn't trust my motors enough, obvoiusly
Interesting enough, I found out that my calculation for the STEPS_PER_MM_X was actually correct - or it should have been correct. It was set to 8. I calculated that value over and over again and then I remembered that I disabled Scale in Skeinforge - wich was set to 1.1 for some reason. But it seems that the deactivation actually messed up my calculated values. But why? Anyways, I recalculated that value and it seems pretty fine right now - without using Scale.
I print at 195°C ABS at the moment. When I go higher I get bubbles after extruding.
Also, I set my Filament Packing Desity to 1.0 which brought me the best results so far.
My layer height is set to 0.4mm.
Also very important where Retraction Distance set to 1.0 and Restart Extra Distance: 0.0
I also activated Hop, because I think its just the most important feature to improve print quality!
The only problem at the moment is heat, because single towers tend to melt when I just print one at a time.
Edited 2 time(s). Last edit at 09/24/2011 06:25PM by Timo Birnschein.
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 24, 2011 06:53PM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
I also activated Hop, because I think its just the most important feature to improve print quality!
How does it improve print quality?
I use it (well actually the equivalent in my my host software) to stop tall thin things being knocked over by the nozzle, but other that that it doesn't have any noticeably effect on quality for me.
[www.hydraraptor.blogspot.com]
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 24, 2011 07:21PM |
Registered: 12 years ago Posts: 29 |
Without it the machine runs through all the structures at the present level. That introduces problems with my nozzle because it is realtively pointy - the cone has some angle like 90°, so its not that flat. When the machine runs through the material (which might also be cooled down already) I saw the part moving and vibrating and while moving around corners (not going in a streight line from a to b) the nozzle sometimes deformed a perfect circle... Now the nozzle flys over all objects not touching anything and all my circles are round and the corners are sharper. At least thats what I think happens and how I feel the part looks in the end
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 24, 2011 10:27PM |
Registered: 12 years ago Posts: 90 |
The nozzle should never, ever touch plastic that's already been layed down.. If you need to activate hop to keep the nozzle from hitting the print, something's wrong. Resist the urge to say "but it works!"
Flow Rate and Feed Rate in Speed have the same value, yes?
What's your Filament Packing Density set at now?
Flow Rate and Feed Rate in Speed have the same value, yes?
What's your Filament Packing Density set at now?
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 25, 2011 03:13AM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
The nozzle should never, ever touch plastic that's already been layed down.
It shouldn't dig into it but it does brush against it without hop. When printing overhangs such as the tops of holes the plastic can curl up a little. If the part is tall compared to its base area I need to use hop to stop it being knocked off. An example of parts that I find need it are Mendel bed springs.
[www.hydraraptor.blogspot.com]
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 27, 2011 05:54AM |
Registered: 12 years ago Posts: 29 |
|
Re: Need Help: Teacup with Skeinforge on custom Prusa machine (configuration) September 27, 2011 12:53PM |
Registered: 12 years ago Posts: 90 |
nophead Wrote:
-------------------------------------------------------
>> The nozzle should never, ever touch plastic that's
>> already been layed down.
>
> It shouldn't dig into it but it does brush against
> it without hop. When printing overhangs such as
> the tops of holes the plastic can curl up a
> little. If the part is tall compared to its base
> area I need to use hop to stop it being knocked
> off. An example of parts that I find need it are
> Mendel bed springs.
Yes, well, by "never ever" I meant except when that stuff happens.
-------------------------------------------------------
>> The nozzle should never, ever touch plastic that's
>> already been layed down.
>
> It shouldn't dig into it but it does brush against
> it without hop. When printing overhangs such as
> the tops of holes the plastic can curl up a
> little. If the part is tall compared to its base
> area I need to use hop to stop it being knocked
> off. An example of parts that I find need it are
> Mendel bed springs.
Yes, well, by "never ever" I meant except when that stuff happens.
Sorry, only registered users may post in this forum.