Issues with my new built reprap
Posted by Terje
|
Issues with my new built reprap February 01, 2014 12:08PM |
Registered: 10 years ago Posts: 8 |
Hi.
I bought a kit from hong kong, Reprap model 230, at reprap.cn .
Anyway I have a question.
I'm using the latest sli3er software for windows.
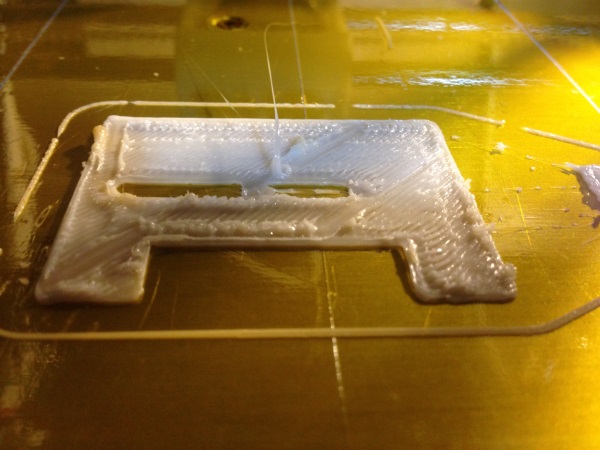
When printing, the first layer gets perfect.
But the second layer not so good.
It looks like I get too much plastic extruded on the second layer.
On the third layer the nozzle starts to tear apart everything .
.
I have been looking at all the settings in the sli3er, but can not get it right.
I'm attaching a photo.
/Terje
I bought a kit from hong kong, Reprap model 230, at reprap.cn .
Anyway I have a question.
I'm using the latest sli3er software for windows.
When printing, the first layer gets perfect.
But the second layer not so good.
It looks like I get too much plastic extruded on the second layer.
On the third layer the nozzle starts to tear apart everything
.I have been looking at all the settings in the sli3er, but can not get it right.
I'm attaching a photo.
/Terje
{kind=link}
{kind=link}
|
Re: Issues with my new built reprap February 01, 2014 03:15PM |
Registered: 10 years ago Posts: 8 |
I have finally found the problem.
But not able to solve it .
The problem is the Z-Motors.
They are not turning when running the G-Code script.
But the Z-Motors works perfect when using the arrows/buttons in manual mode. The speed in printer setting is set to 100mm/s and all is running smooth and fine.
So the question is.. Why does the printer ignore the Z-moves? I can feel a quick small attempt when holding my hand on the motor. But the motor turns maybe one time of five or so.
I have also looked for the speed-control of Z in the Sli3er software. But not found anywhere
Any suggestions friends?
/Terje.
But not able to solve it
.The problem is the Z-Motors.
They are not turning when running the G-Code script.
But the Z-Motors works perfect when using the arrows/buttons in manual mode. The speed in printer setting is set to 100mm/s and all is running smooth and fine.
So the question is.. Why does the printer ignore the Z-moves? I can feel a quick small attempt when holding my hand on the motor. But the motor turns maybe one time of five or so.
I have also looked for the speed-control of Z in the Sli3er software. But not found anywhere
Any suggestions friends?
/Terje.
|
Re: Issues with my new built reprap February 01, 2014 09:15PM |
Registered: 10 years ago Posts: 167 |
|
Re: Issues with my new built reprap February 02, 2014 08:09AM |
Registered: 10 years ago Posts: 8 |
Maybe the problem is the wiring ?
There are two Z-Step motors.
The wires is parallel coupled to the board.
That's what reprap.cnn's wiring diagram said.
I have seen another solution somewhere.
And we have the adjustable resistor near the stepper chip. what's the point with this pot? Calibration or Current limiter?
/Terje.
Edited 1 time(s). Last edit at 02/02/2014 08:10AM by Terje.
There are two Z-Step motors.
The wires is parallel coupled to the board.
That's what reprap.cnn's wiring diagram said.
I have seen another solution somewhere.
And we have the adjustable resistor near the stepper chip. what's the point with this pot? Calibration or Current limiter?
/Terje.
Edited 1 time(s). Last edit at 02/02/2014 08:10AM by Terje.
|
Re: Issues with my new built reprap February 02, 2014 09:39AM |
Registered: 13 years ago Posts: 1,780 |
The trimpot is used to set the maximum current for the steppers. Too high and your motor and controller chip overheats. Too low and the motor skips. If yours are Pololu or equivalent, read this wiki. Other boards may have different voltage to current conversion.
After you adjust your stepper controlllers, you need to edit the firmware configuration.h to lower the maximum speed in z. For z using threaded rods, you probably want to keep that no higher than 7 mm/s (that's what I found in my i2). You can do a simple test to see how fast you can go. Set the firmware max z speed to 10 mm/s. And on the host (Pronterface or your choice), jog the z axis 10 mm at a time while increasing your speed until it fails. Then back it down well below the point where it won't skit anymore. Set your firmware to that value. Note that it's better to be conservative than to waste plastic later on because you set it too high.
Edited 2 time(s). Last edit at 02/02/2014 09:43AM by brnrd.
After you adjust your stepper controlllers, you need to edit the firmware configuration.h to lower the maximum speed in z. For z using threaded rods, you probably want to keep that no higher than 7 mm/s (that's what I found in my i2). You can do a simple test to see how fast you can go. Set the firmware max z speed to 10 mm/s. And on the host (Pronterface or your choice), jog the z axis 10 mm at a time while increasing your speed until it fails. Then back it down well below the point where it won't skit anymore. Set your firmware to that value. Note that it's better to be conservative than to waste plastic later on because you set it too high.
Edited 2 time(s). Last edit at 02/02/2014 09:43AM by brnrd.
|
Re: Issues with my new built reprap February 02, 2014 12:57PM |
Registered: 10 years ago Posts: 8 |
My controller board is a Melzi V2.0.
I have looked around for the firmware and found a lot of it on the github repostery.
I do have the larger Atmel chip on the board. I also have programming tools for Atmel (AVRISP, AVRJTAG, AVRONE), but probably not necessary.
But when I get to the github I get a bit confused, because everything is new for me.
Should I download both or only marlin or sanguine ??
I guess I need the arduino development tool.
Would be glad if a guide exists.
/Terje.
I have looked around for the firmware and found a lot of it on the github repostery.
I do have the larger Atmel chip on the board. I also have programming tools for Atmel (AVRISP, AVRJTAG, AVRONE), but probably not necessary.
But when I get to the github I get a bit confused, because everything is new for me.
Should I download both or only marlin or sanguine ??
I guess I need the arduino development tool.
Would be glad if a guide exists.
/Terje.
|
Re: Issues with my new built reprap February 04, 2014 02:41PM |
Registered: 10 years ago Posts: 8 |
Hi again.
Just want you to know that I finally figured it out.
The firmware is OK.
It must be a bug in the Sli3er software. (Repetier V0.95F).
If I send G-Command G1 Z10 F60 , the stepper runs smooth.
If I load a STL file and run the sli3er, and then inspect the generated G-Code,, I see ::
G1 Zposition F6000.00
..
G1 Znext_position F6000.00
..
F6000.00 ?
If I edit all to F60, then all works fine.
And in the printer settings, the feed rate for Z axis is 100 mm/s .
Can someone confirm this bug? Or did I miss anything?
/Terje.
Just want you to know that I finally figured it out.
The firmware is OK.
It must be a bug in the Sli3er software. (Repetier V0.95F).
If I send G-Command G1 Z10 F60 , the stepper runs smooth.
If I load a STL file and run the sli3er, and then inspect the generated G-Code,, I see ::
G1 Zposition F6000.00
..
G1 Znext_position F6000.00
..
F6000.00 ?
If I edit all to F60, then all works fine.
And in the printer settings, the feed rate for Z axis is 100 mm/s .
Can someone confirm this bug? Or did I miss anything?
/Terje.
|
Re: Issues with my new built reprap February 04, 2014 03:51PM |
Registered: 13 years ago Posts: 1,780 |
It's not a bug in slic3r. You need to set the maximum feed rates for all your axis in configuration.h based on how fast your printer can move each axis. The same goes for the acceleration and the jerk. The firmware will then take care to make sure that none of your axis exceeds those maximum rates etc.
|
Re: Issues with my new built reprap February 05, 2014 01:41AM |
Registered: 10 years ago Posts: 8 |
Okay.
I need a firmware upgrade..
Because i guess the configuration.h is compiled together with the firmware. And i believe reprap.cnn has added all necessary info for this printer.
Or not .
.
The strange thing is that everything worked well in the beginning. The problems started after a upgrade to Repiter V0.95.
And i upgraded to new version because the old software provided with the printer, rotated the extruder motor while the hot en was cold in the beginning of a print out.
So i had to clean the nozzle and re-feed before every printing attempt .
Anyway, what would be the easiest way would be to somehow tell the sli3er software to simply write F60 instead of F6000.00 when using the Z axis.
But when i'm looking at all the parameters in the sli3er, i can not find this speed settings.
Well. I just have to manual change this in the G-Code until i have time to research how and where to find and assemble the firmware. If not reprap.cnn solves the issue.
Thanks for all info.
/Terje.
I need a firmware upgrade..
Because i guess the configuration.h is compiled together with the firmware. And i believe reprap.cnn has added all necessary info for this printer.
Or not
. The strange thing is that everything worked well in the beginning. The problems started after a upgrade to Repiter V0.95.
And i upgraded to new version because the old software provided with the printer, rotated the extruder motor while the hot en was cold in the beginning of a print out.
So i had to clean the nozzle and re-feed before every printing attempt
. Anyway, what would be the easiest way would be to somehow tell the sli3er software to simply write F60 instead of F6000.00 when using the Z axis.
But when i'm looking at all the parameters in the sli3er, i can not find this speed settings.
Well. I just have to manual change this in the G-Code until i have time to research how and where to find and assemble the firmware. If not reprap.cnn solves the issue.
Thanks for all info.
/Terje.
|
Re: Issues with my new built reprap February 05, 2014 03:49AM |
Registered: 13 years ago Posts: 1,780 |
Try using the m codes to set the maximum feedrate from the command line. If you're using proterface, you can send these from the lower right of the window.
M203 - to set maximum feedrates
M203 - to set maximum feedrates
|
Re: Issues with my new built reprap February 05, 2014 07:06AM |
Registered: 10 years ago Posts: 8 |
Sorry, only registered users may post in this forum.