FLEXI mit Bowdensystem drucken! Es geht!
geschrieben von Link83
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 12. September 2016 05:27 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
Wie der Zufall es so will. Da möchte ich heute - endlich - mal deinen Extruder anbauen, und was ist, ich hätte ihn spiegelverkehrt drucken müssen. Na ja, selbst Schuld. Heute kommt er jedenfalls noch ran.
Edit: Dein Extruder ist montiert
Leider ist mir aber der Pushfit kaputt gegangen Kann jetzt also noch nicht wirklich etwas sagen. Habe mir eben neue bestellt. Müssen jetzt nur noch ankommen.
Kann jetzt also noch nicht wirklich etwas sagen. Habe mir eben neue bestellt. Müssen jetzt nur noch ankommen.
2-mal bearbeitet. Zuletzt am 12.09.16 10:42.
Edit: Dein Extruder ist montiert
Leider ist mir aber der Pushfit kaputt gegangen
Kann jetzt also noch nicht wirklich etwas sagen. Habe mir eben neue bestellt. Müssen jetzt nur noch ankommen.2-mal bearbeitet. Zuletzt am 12.09.16 10:42.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 16. September 2016 10:34 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 16. September 2016 12:26 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 16. September 2016 15:12 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
Ja, muss noch etwas experimentieren mit der Federspannung. Bei 30 mm/s hat er beim Testcube nach einiger Zeit die Perimeter z. T. nicht mehr richtig gedruckt. Bin jetzt mal auf 20 mm/s gegangen. Evlt müsste ich auch noch höher mit der Temperatur gehen, oder aber mein Hotend schafft das einfach nicht (E3D Lite6).
Aber die Geschwindigkeit ist auch eher nachrangig. Ob bei langen Drucken er erst um 2 oder um 4 Uhr Morgens fertig ist, stört mich auch nicht. Hauptsache das Filament verklemmt sich nicht mehr! Und das tat es nicht mal bei 60 mm/s. Selbst mit dem Retract absolut keine Probleme bei dem Flexismart.
Ich habe übrigens noch einen teuren Kaufextruder gesehen. Er nennt sich Flexion:
[3druck.com]
Das "Besondere". Er hat ein Rad mit einer Bürste die das Filamentförderrad sauber hält. Evtl. ist das für eine Verbesserung für deinen Extruder?! Als Bürsten eignen würden sich vermutlich die, die man auch für einen Dremel etwa benutzt: [www.ebay.de]
4-mal bearbeitet. Zuletzt am 16.09.16 15:25.
Aber die Geschwindigkeit ist auch eher nachrangig. Ob bei langen Drucken er erst um 2 oder um 4 Uhr Morgens fertig ist, stört mich auch nicht. Hauptsache das Filament verklemmt sich nicht mehr! Und das tat es nicht mal bei 60 mm/s. Selbst mit dem Retract absolut keine Probleme bei dem Flexismart.
Ich habe übrigens noch einen teuren Kaufextruder gesehen. Er nennt sich Flexion:
[3druck.com]
Das "Besondere". Er hat ein Rad mit einer Bürste die das Filamentförderrad sauber hält. Evtl. ist das für eine Verbesserung für deinen Extruder?! Als Bürsten eignen würden sich vermutlich die, die man auch für einen Dremel etwa benutzt: [www.ebay.de]
4-mal bearbeitet. Zuletzt am 16.09.16 15:25.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 16. September 2016 20:32 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
Hi GrillSgt,
was für einen Nema nutzt du?
(Drehmoment)
Die Federspannung nicht zu hoch wählen, viel hilft hier nicht viel.
Der Idler sollte sich noch leicht, mit ein bis zwei Fingern, "entspannen" lassen.
Zu viel Spannung "zerdrückt" dir nur das Filament.
Was die Bürste angeht, hatte ich anfangs auch drüber nachgedacht, aber wirklich nötig oder sinnvoll ist das nicht.
Ich reinige das Ding nach jeweils ca. 1kg Filament.
Einfach einen Filamentrest spitz abschneiden (Seitenschneider) und damit die Zahnzwischenräume (den Interdentalraum ;-)...) auskratzen.
Das dauert 2 bis 3 Minuten, mehr nicht.
Bei den Bürstenlösungen die ich bisher gesehen habe, hatte ich auch nicht das Gefühl, dass die Dinger mehr als zum Marketinggag taugen.
Gruß
Steffen
was für einen Nema nutzt du?
(Drehmoment)
Die Federspannung nicht zu hoch wählen, viel hilft hier nicht viel.
Der Idler sollte sich noch leicht, mit ein bis zwei Fingern, "entspannen" lassen.
Zu viel Spannung "zerdrückt" dir nur das Filament.
Was die Bürste angeht, hatte ich anfangs auch drüber nachgedacht, aber wirklich nötig oder sinnvoll ist das nicht.
Ich reinige das Ding nach jeweils ca. 1kg Filament.
Einfach einen Filamentrest spitz abschneiden (Seitenschneider) und damit die Zahnzwischenräume (den Interdentalraum ;-)...) auskratzen.
Das dauert 2 bis 3 Minuten, mehr nicht.
Bei den Bürstenlösungen die ich bisher gesehen habe, hatte ich auch nicht das Gefühl, dass die Dinger mehr als zum Marketinggag taugen.
Gruß
Steffen
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 17. September 2016 04:28 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 17. September 2016 09:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
Ja, Motorseitig sollte das genügen.
Habe übrigens das gleiche Hotend im Einsatz und das Ding braucht deutlich höhere Temperaturen (lt. Einstellung) als das Original für meinen Drucker.
btw: Gibt es eigentlich eine praktikable Möglichkeit die tatsächliche Filamenttemperatur bei der Extrusion zu messen? Mein Infrarotthermometer taugt da leider (wie erwartet) nichts.
Habe übrigens das gleiche Hotend im Einsatz und das Ding braucht deutlich höhere Temperaturen (lt. Einstellung) als das Original für meinen Drucker.
btw: Gibt es eigentlich eine praktikable Möglichkeit die tatsächliche Filamenttemperatur bei der Extrusion zu messen? Mein Infrarotthermometer taugt da leider (wie erwartet) nichts.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 17. September 2016 12:56 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
Hätte eigentlich gedacht, dass es mit einem Infrarotthermometer gut geht.
Ich habe mal überlegt es mit meinem Grillthermometer zu messen. Also das Filament direkt auf den Fühler laufen zu lassen. Aber ob das so schnell reagiert weiß ich auch nicht.
Das Flexismart drucke ich mit 220° C. Mir ist auch schon aufgefallen, dass die Temperatur deutlich höher sein muss als angegeben. Mit den 190° C die der Hersteller angibt, komme ich nicht klar. Und was mich auch noch immer etwas wundert, dass die Perimeter nicht wirklich aneinander gut haften und auch die Lines aneinander bei mir nicht wirklich gut verbunden sind. Dieses Problem habe ich aber nur mit Flexismart. Habe die Riemenspannung mal etwas erhöht, da das gemäß dem Ultimaker Troubleshootingguide oft ein Problem ist. Half nichts. Nun habe ich "Extrusion width" auf 0.6 geändert in slic3r. Hat aber auch noch nicht den echten Erfolg gebracht.
PETG drucke ich mit 245° C. Und diese Temperatur kann es auch nicht halten wenn ich das PETG mit mehr als 30 mm/s drucke. Aber Mehr geht ja nicht bei dem Lite6 wg. des Inliners. Daher habe ich mir letzte Woche auch eine komplettes vollwertiges v6 bestellt direkt bei e3d in UK bestellt. Auf die Lieferung warte ich aber noch.
Seit Juni wird es wohl auch mit einem PT100 anstatt eines Thermistors geliefert. Das erlaubt dann wohl auch Temperaturen jenseits von 300° C. Muss nur mal schauen wie das mit dem PT100 am RAMPS mit Repetier genau ausschaut. Der wird ja anders angeschlossen. Habe mich schon etwas belesen, aber das noch nicht ganz verstanden.
1-mal bearbeitet. Zuletzt am 17.09.16 13:03.
Ich habe mal überlegt es mit meinem Grillthermometer zu messen. Also das Filament direkt auf den Fühler laufen zu lassen. Aber ob das so schnell reagiert weiß ich auch nicht.
Das Flexismart drucke ich mit 220° C. Mir ist auch schon aufgefallen, dass die Temperatur deutlich höher sein muss als angegeben. Mit den 190° C die der Hersteller angibt, komme ich nicht klar. Und was mich auch noch immer etwas wundert, dass die Perimeter nicht wirklich aneinander gut haften und auch die Lines aneinander bei mir nicht wirklich gut verbunden sind. Dieses Problem habe ich aber nur mit Flexismart. Habe die Riemenspannung mal etwas erhöht, da das gemäß dem Ultimaker Troubleshootingguide oft ein Problem ist. Half nichts. Nun habe ich "Extrusion width" auf 0.6 geändert in slic3r. Hat aber auch noch nicht den echten Erfolg gebracht.
PETG drucke ich mit 245° C. Und diese Temperatur kann es auch nicht halten wenn ich das PETG mit mehr als 30 mm/s drucke. Aber Mehr geht ja nicht bei dem Lite6 wg. des Inliners. Daher habe ich mir letzte Woche auch eine komplettes vollwertiges v6 bestellt direkt bei e3d in UK bestellt. Auf die Lieferung warte ich aber noch.
Seit Juni wird es wohl auch mit einem PT100 anstatt eines Thermistors geliefert. Das erlaubt dann wohl auch Temperaturen jenseits von 300° C. Muss nur mal schauen wie das mit dem PT100 am RAMPS mit Repetier genau ausschaut. Der wird ja anders angeschlossen. Habe mich schon etwas belesen, aber das noch nicht ganz verstanden.
1-mal bearbeitet. Zuletzt am 17.09.16 13:03.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 17. September 2016 13:38 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 19 |
Hallo GrillSgt,
ich habe auch mal das Problem gehabt, daß das Hotend die Temperatur nicht halten konnte und beim Druck immer kälter wurde (E3D full !!!)
Ich bin nach der Anleitung zum Zusammenbau / Einrichten des E3D gegangen und das war der Fehler.
Setze mal für Dein Hotend das MAX_PWM hoch.
Ich hatte es nach Anleitung auf 150 gesetzt (+ PID-Autotune), weil E3D ja davor warnt es höher zu setzen ('...there is no need for “MAX_PWM" to be set over 150....')
Aber wenn Du schneller druckst, wird damit das Hotend nicht schnell genug nachgeheizt.
Ich hab's auf 255 gesetzt und ein PID-Autotune gemacht und seitdem funktioniert es wunderbar.
Gruß,
Markus
ich habe auch mal das Problem gehabt, daß das Hotend die Temperatur nicht halten konnte und beim Druck immer kälter wurde (E3D full !!!)
Ich bin nach der Anleitung zum Zusammenbau / Einrichten des E3D gegangen und das war der Fehler.
Setze mal für Dein Hotend das MAX_PWM hoch.
Ich hatte es nach Anleitung auf 150 gesetzt (+ PID-Autotune), weil E3D ja davor warnt es höher zu setzen ('...there is no need for “MAX_PWM" to be set over 150....')
Aber wenn Du schneller druckst, wird damit das Hotend nicht schnell genug nachgeheizt.
Ich hab's auf 255 gesetzt und ein PID-Autotune gemacht und seitdem funktioniert es wunderbar.
Gruß,
Markus
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 18. September 2016 05:02 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
Quote
MacMiller
Hallo GrillSgt,
ich habe auch mal das Problem gehabt, daß das Hotend die Temperatur nicht halten konnte und beim Druck immer kälter wurde (E3D full !!!)
Ich bin nach der Anleitung zum Zusammenbau / Einrichten des E3D gegangen und das war der Fehler.
Setze mal für Dein Hotend das MAX_PWM hoch.
Ich hatte es nach Anleitung auf 150 gesetzt (+ PID-Autotune), weil E3D ja davor warnt es höher zu setzen ('...there is no need for “MAX_PWM" to be set over 150....')
Aber wenn Du schneller druckst, wird damit das Hotend nicht schnell genug nachgeheizt.
Ich hab's auf 255 gesetzt und ein PID-Autotune gemacht und seitdem funktioniert es wunderbar.
Ah... vielen Dank. Ja genau es wird nicht schnell genug "nachgeheizt". Dachte nur immer die Ursache liege daran, dass die Heatercartridge nicht genug Dampf hat und der Heizblock zu klein ist. Ich werde das mal machen.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 18. September 2016 10:35 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 18. September 2016 11:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 19. September 2016 10:21 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
@Kistenschieber:
Nun habe ich doch noch ein kleines Problem mit dem Extruder. Das Filament verklemmt sich im Bowden bei PETG nach einiger Zeit. Ich vermute, dass meine bisherigen 6 mm Retract zu viel sind für PETG und das heiße Filament sich im Bowden abkühlt und dann verklemmt. Ich hab es jetzt mal auf 2 mm zurückgestellt.
Nun habe ich doch noch ein kleines Problem mit dem Extruder. Das Filament verklemmt sich im Bowden bei PETG nach einiger Zeit. Ich vermute, dass meine bisherigen 6 mm Retract zu viel sind für PETG und das heiße Filament sich im Bowden abkühlt und dann verklemmt. Ich hab es jetzt mal auf 2 mm zurückgestellt.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 20. September 2016 13:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
Hi GrillSgt,
per se scheinen mir 6mm auch zu viel.
Ich arbeite mit üppigen 4,5mm bei einem eigentlich unnötig langen Bowden, es sollte also auch mit noch weniger gehen.
Benutzt du noch das E3D Lite6?
Das Ding macht gerne noch ein weiteres "Problemchen". Der Bowdeninliner arbeitet sich unter Umständen, trotz Klemmung, selbstständig ein wenig aus dem Hotend raus.
Das geschieht ganz schnell mal und ist mit bloßem Auge und ohne Demontage nicht zu erkennen.
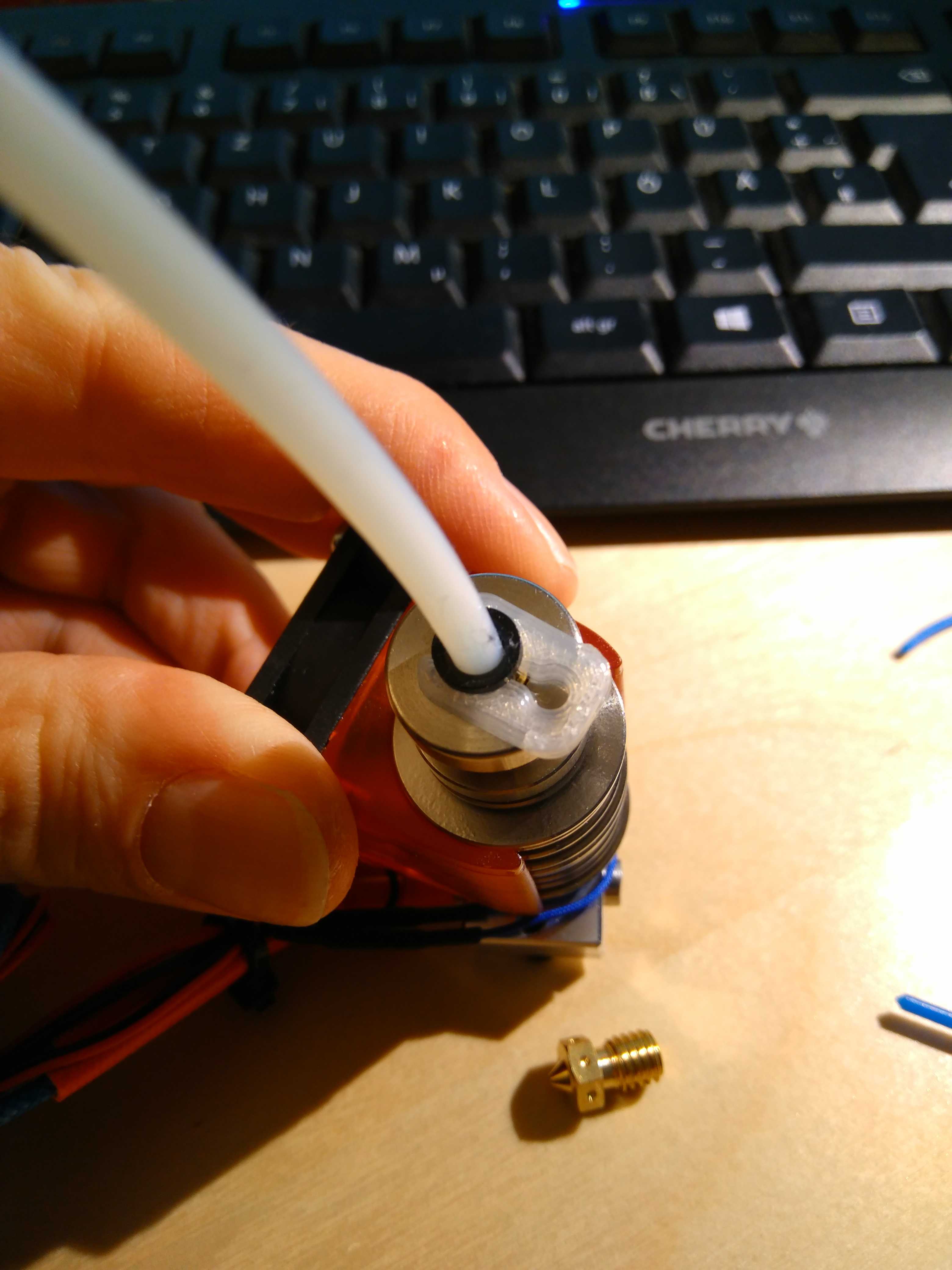
Zwischen Düse und Inliner ensteht so ein minimaler Spalt, hier sammelt sich dann flüssiges Filament, härtet aus und schon hat man den Salat.
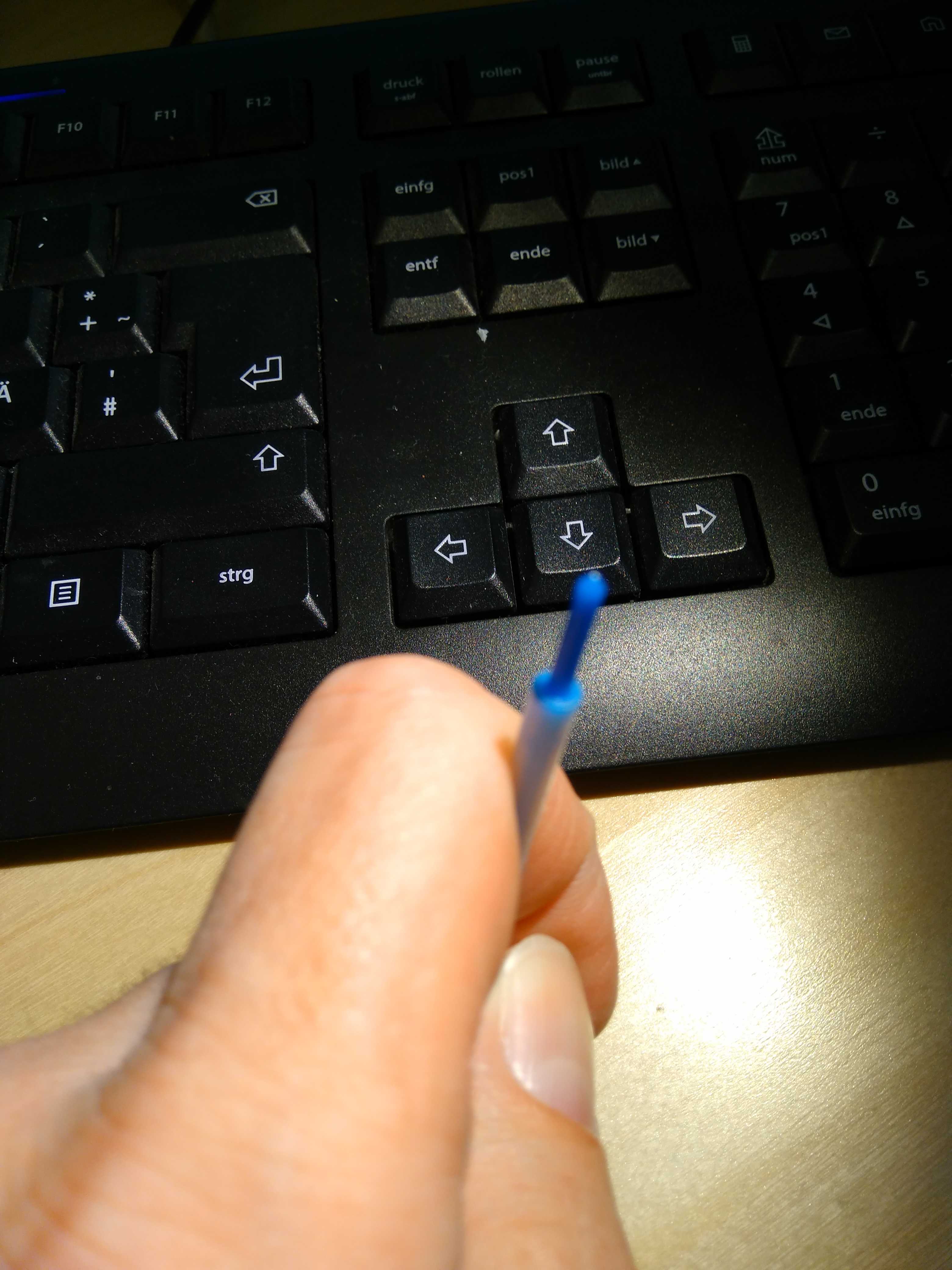
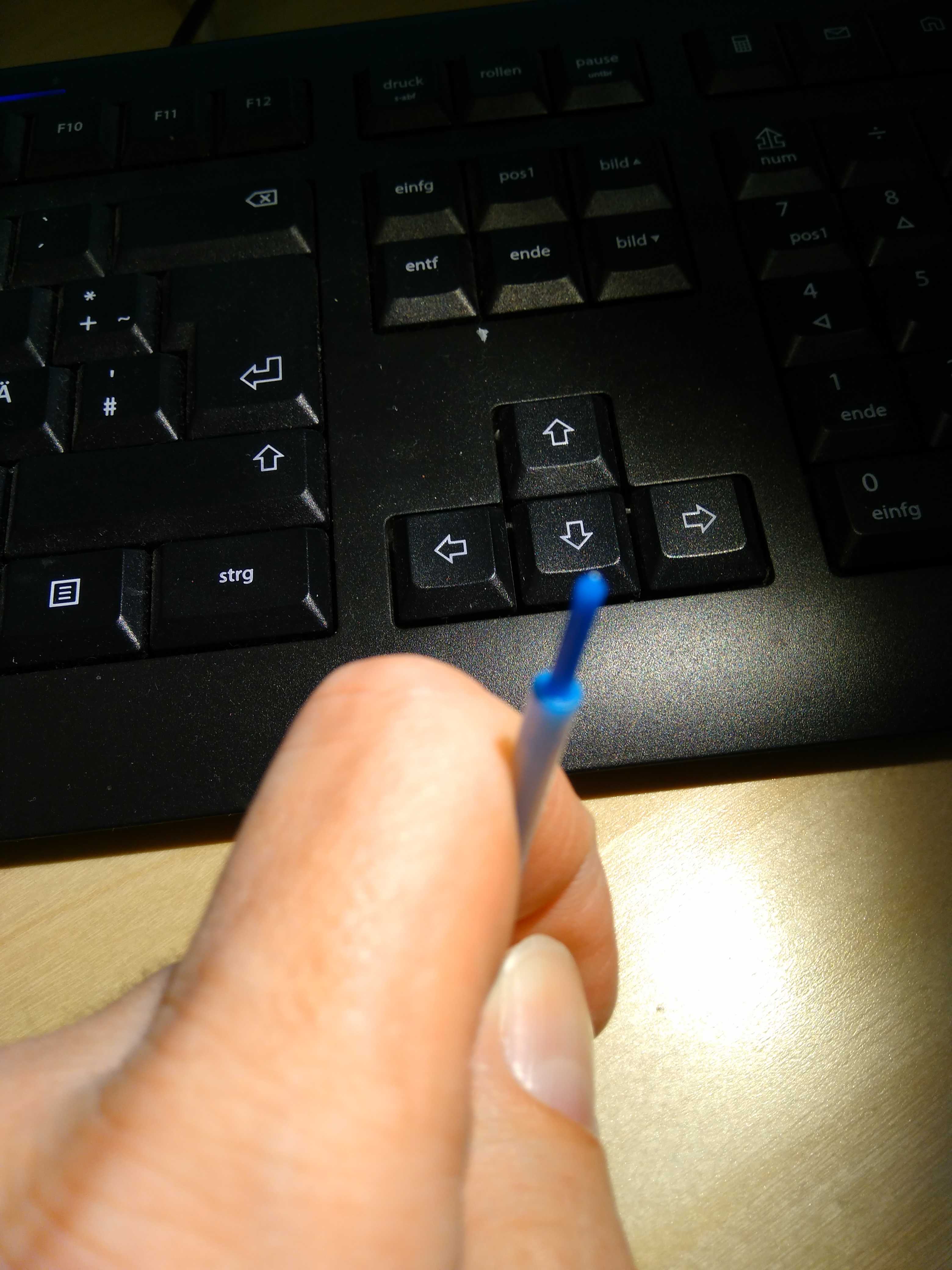
Abhilfe schafft hier z.B. der auf den Fotos sichtbare Clip. (Leider finde ich das Ding gerade nicht mehr auf Thingiverse)
Der Clip fixiert die Klemmung des Bowdens und verhindert so, sehr wirkungsvoll, den oben beschriebenen Effekt.
Gruß
Steffen
per se scheinen mir 6mm auch zu viel.
Ich arbeite mit üppigen 4,5mm bei einem eigentlich unnötig langen Bowden, es sollte also auch mit noch weniger gehen.
Benutzt du noch das E3D Lite6?
Das Ding macht gerne noch ein weiteres "Problemchen". Der Bowdeninliner arbeitet sich unter Umständen, trotz Klemmung, selbstständig ein wenig aus dem Hotend raus.
Das geschieht ganz schnell mal und ist mit bloßem Auge und ohne Demontage nicht zu erkennen.
Zwischen Düse und Inliner ensteht so ein minimaler Spalt, hier sammelt sich dann flüssiges Filament, härtet aus und schon hat man den Salat.
Abhilfe schafft hier z.B. der auf den Fotos sichtbare Clip. (Leider finde ich das Ding gerade nicht mehr auf Thingiverse)
Der Clip fixiert die Klemmung des Bowdens und verhindert so, sehr wirkungsvoll, den oben beschriebenen Effekt.
Gruß
Steffen
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 21. September 2016 01:14 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 494 |
Ein schöner Stopfen.
Dazu brauchst du aber keinen Clip.
Das Spiel der Mechanik kannst du sehr einfach eliminieren.
Mit einem Schraubendreher den Mechanismus blockieren und den Schlauch ganz reinstecken. Fertig
Das Spiel kommt von der Klemmmechanik in den Pushfittings.
In der normalen Anwendung interessiert das auch niemenaden.
Ich mache das allein schob um die Retractlänge etwas kürzer zu halten
Dazu brauchst du aber keinen Clip.
Das Spiel der Mechanik kannst du sehr einfach eliminieren.
Mit einem Schraubendreher den Mechanismus blockieren und den Schlauch ganz reinstecken. Fertig
Das Spiel kommt von der Klemmmechanik in den Pushfittings.
In der normalen Anwendung interessiert das auch niemenaden.
Ich mache das allein schob um die Retractlänge etwas kürzer zu halten
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 21. September 2016 07:05 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
Hi Chaosstifter,
das sich der Bowden im Pushfit lockert hatte ich bisher _nur_ bei der von E3D verwendeten Lösung.
Selbst wenn das Ding exakt nach deren Anleitung montiert wurde kann es leider sehr leicht dazu kommen das sich der Bowden lockert.
In den sonst von mir verwendeten Pushfits habe ich _kein_Spiel, die Dinger beißen sich regelrecht in den Bowden.
(Billigdinger, habe ich mal bei Ebay geschossen)
Ich bin ich auch nicht der einzige User der damit Bekanntschaft gemacht hat, der Clip stammt ja auch nicht von mir, es gibt auch noch weitere Versionen von dem Teil.
Der Clip ist sicher nur ein möglicher Lösungsansatz, ich verwende mittlerweile eine andere Variante die ist aber eher zu speziell und nicht für jede Verwendung geeignet.
das sich der Bowden im Pushfit lockert hatte ich bisher _nur_ bei der von E3D verwendeten Lösung.
Selbst wenn das Ding exakt nach deren Anleitung montiert wurde kann es leider sehr leicht dazu kommen das sich der Bowden lockert.
In den sonst von mir verwendeten Pushfits habe ich _kein_Spiel, die Dinger beißen sich regelrecht in den Bowden.
(Billigdinger, habe ich mal bei Ebay geschossen)
Ich bin ich auch nicht der einzige User der damit Bekanntschaft gemacht hat, der Clip stammt ja auch nicht von mir, es gibt auch noch weitere Versionen von dem Teil.
Der Clip ist sicher nur ein möglicher Lösungsansatz, ich verwende mittlerweile eine andere Variante die ist aber eher zu speziell und nicht für jede Verwendung geeignet.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 24. September 2016 07:18 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
Hallo mal wieder,
das mit dem Bowden habe ich auch schon vermutet. Kann ich aber noch nicht sicher bestätigen.
Wie auch immer, habe mal etwas feinjustiert die letzten Tage und denke, dass ich nun ganz gut drucken kann.
Etwas Probleme habe ich manchmal mit dem Ladem vom Filament bei deinem Extruder. Manchmal bleibt es etwas vor dem Ausgang hängen (ist ja nicht viel Spiel). Aber dadurch, dass sich der Idler ja ohne ihn zu verstellen mit einer leichten Bewegung öffnen lässt ist auch das überhaupt kein Problem mehr.
das mit dem Bowden habe ich auch schon vermutet. Kann ich aber noch nicht sicher bestätigen.
Wie auch immer, habe mal etwas feinjustiert die letzten Tage und denke, dass ich nun ganz gut drucken kann.
Etwas Probleme habe ich manchmal mit dem Ladem vom Filament bei deinem Extruder. Manchmal bleibt es etwas vor dem Ausgang hängen (ist ja nicht viel Spiel). Aber dadurch, dass sich der Idler ja ohne ihn zu verstellen mit einer leichten Bewegung öffnen lässt ist auch das überhaupt kein Problem mehr.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 25. September 2016 11:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
Hi GrillSgt,
das mit dem hängenbleiben des Filaments habe ich wirklich äußerst selten, und auch nur wenn ich Filamentreste, also die letzten paar Meter von der Rolle, neu einlege.
Das Zeug ist dann halt sehr stark vor gebogen und wenn man Pech hat drückt sich das Material dann genau den Zehntelmilimeter in die Falsche Richtung und blockiert.
Kommt bei mir aber tatsächlich ziemlich selten vor, das Filament wird im Extruder ja sehr eng geführt.
Fall das bei dir öfter mal passiert, kontrollier doch noch mal den Filamentpfad im Extruder, eventuell mall nen Makro-Foto davon hier einstellen.
Ich bin immer daran interessiert daran Feedback zu bekommen, bisher sind von den Dingern 5 Stück im Einsatz (Die ich gebaut habe, über Thingiverse sicher auch mehr) und Probleme hatten ich bisher keine.
Deinen Extruder bekommen wir sicher auch noch fein getunt
Gruß
Steffen
Nachtrag: Bitte das Filament nicht schräg (spitz) anschneiden, wie das sonst oft gemacht wird. Das ist bei diesem Design eher kontraproduktiv. Einfach das stumpfe Filamentende mit leichtem (!) Druck zuführen.
1-mal bearbeitet. Zuletzt am 25.09.16 11:27.
das mit dem hängenbleiben des Filaments habe ich wirklich äußerst selten, und auch nur wenn ich Filamentreste, also die letzten paar Meter von der Rolle, neu einlege.
Das Zeug ist dann halt sehr stark vor gebogen und wenn man Pech hat drückt sich das Material dann genau den Zehntelmilimeter in die Falsche Richtung und blockiert.
Kommt bei mir aber tatsächlich ziemlich selten vor, das Filament wird im Extruder ja sehr eng geführt.
Fall das bei dir öfter mal passiert, kontrollier doch noch mal den Filamentpfad im Extruder, eventuell mall nen Makro-Foto davon hier einstellen.
Ich bin immer daran interessiert daran Feedback zu bekommen, bisher sind von den Dingern 5 Stück im Einsatz (Die ich gebaut habe, über Thingiverse sicher auch mehr) und Probleme hatten ich bisher keine.
Deinen Extruder bekommen wir sicher auch noch fein getunt
Gruß
Steffen
Nachtrag: Bitte das Filament nicht schräg (spitz) anschneiden, wie das sonst oft gemacht wird. Das ist bei diesem Design eher kontraproduktiv. Einfach das stumpfe Filamentende mit leichtem (!) Druck zuführen.
1-mal bearbeitet. Zuletzt am 25.09.16 11:27.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 19. October 2016 13:10 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 47 |
Hallo,
habe ein Problem mit meinem Hotend. Wie das Teil heißt, weiß ich allerdings nicht (Prusa I3/e-bay). Hat einen PTFE-Inliner. Der Durchmesser der Düse ist aber etwas größer als der des Inliners. Beim Drucken wird das Filament in der Düse weich und verdickt sich auf den Innendurchmesser der Düse. Versuche ich das Filament zurückzuziehen (beim Wechseln) passt die Verdickung natürlich nicht durch den Inliner. Da ich noch keine gescheite Lösung gefunden habe, frage ich hier nach einer gescheiten Lösung.
Gruß
Reinhard
habe ein Problem mit meinem Hotend. Wie das Teil heißt, weiß ich allerdings nicht (Prusa I3/e-bay). Hat einen PTFE-Inliner. Der Durchmesser der Düse ist aber etwas größer als der des Inliners. Beim Drucken wird das Filament in der Düse weich und verdickt sich auf den Innendurchmesser der Düse. Versuche ich das Filament zurückzuziehen (beim Wechseln) passt die Verdickung natürlich nicht durch den Inliner. Da ich noch keine gescheite Lösung gefunden habe, frage ich hier nach einer gescheiten Lösung.
Gruß
Reinhard
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 19. October 2016 14:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
Hallo Reinhard,
führst du den Filamentwechsel bei kaltem Hotend durch?
Da kann ich mir die Probleme gut vorstellen, bei vorgeheiztem Hotend sollte das aber kein Problem sein.
Ich gehe normalerweise so vor:
Hotend vorheizen (nicht bis auf Betriebstemperatur, 110° - 150° reichen)
Rückzug des Filaments
Zuführung neues Filament
"Spülen" der Düse bei Betriebstemperatur für das neue Filament
Ich haben keine Ahnung wie die Anderen das machen, aber für mich funktioniert es.
Gruß
Steffen
führst du den Filamentwechsel bei kaltem Hotend durch?
Da kann ich mir die Probleme gut vorstellen, bei vorgeheiztem Hotend sollte das aber kein Problem sein.
Ich gehe normalerweise so vor:
Hotend vorheizen (nicht bis auf Betriebstemperatur, 110° - 150° reichen)
Rückzug des Filaments
Zuführung neues Filament
"Spülen" der Düse bei Betriebstemperatur für das neue Filament
Ich haben keine Ahnung wie die Anderen das machen, aber für mich funktioniert es.
Gruß
Steffen
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 20. October 2016 03:12 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 47 |
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 20. October 2016 03:29 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 136 |
Ich mache es immer so, dass ich fast auf die normale Drucktemperatur des Filaments erwärme, dann das ein Stückchen extrudiere (ca. 5mm Filamentlänge), damit alles Filament das gerade im Extruder ist auch warm ist und dann direkt danach das Filament herausziehe / ziehen lasse.
Direkt Rausziehen ohne vorheriges Extrudieren klappt bei mir auch öfters mal auch, selbst wenn ich deutlich über der Drucktemperatur liege.
1-mal bearbeitet. Zuletzt am 20.10.16 03:29.
Direkt Rausziehen ohne vorheriges Extrudieren klappt bei mir auch öfters mal auch, selbst wenn ich deutlich über der Drucktemperatur liege.
1-mal bearbeitet. Zuletzt am 20.10.16 03:29.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 20. October 2016 03:42 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 47 |
Hallo,
ja, damit schmilzt man die Verdickung auf. Sehr gerne würde ich die Verdickung gar nicht erst haben. Die Vielfalt der Düsen und Extruder macht es mir schwer, das passende herauszufinden. Das Problem liegt ja nur ganz vorn in dem Hotend. Es sollte doch etwas geben, was sinnvoll aufgebaut ist, ohne Verdickung. Der Preis des Hotends allein ist ja kein Merkmal für Qualität. Ich bestelle nach und nach verschiedene Düsen. Dauert natürlich ewig, bis da etwas passendes gefunden ist. Evtl. gibt es da schon Erkenntnisse bei den Anwendern.
Gruß
Reinhard
ja, damit schmilzt man die Verdickung auf. Sehr gerne würde ich die Verdickung gar nicht erst haben. Die Vielfalt der Düsen und Extruder macht es mir schwer, das passende herauszufinden. Das Problem liegt ja nur ganz vorn in dem Hotend. Es sollte doch etwas geben, was sinnvoll aufgebaut ist, ohne Verdickung. Der Preis des Hotends allein ist ja kein Merkmal für Qualität. Ich bestelle nach und nach verschiedene Düsen. Dauert natürlich ewig, bis da etwas passendes gefunden ist. Evtl. gibt es da schon Erkenntnisse bei den Anwendern.
Gruß
Reinhard
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 20. October 2016 03:59 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Wenn ich das richtig in Erinnerung habe (meine letzte Düsenreinigung ist etwas her) ist in fast allen (Standard) Düsen eine Art Kammer. Durch das nachschieben des Filaments schmilzt der Faden eigtl nur an, so dass du den Strang zurückziehst und alles in der Kammer bleibt, während du einen spitzen Faden rausziehst. Durch das Nachschieben vom neuen Filament werden die Reste, die ggf ins Coldend gezogen wurden, wieder in die Düsenkammer gedrückt, das neue Filament wird weich, drückt das Alte raus und voila - du hast nen kompletten Filamentwechsel. Kleine Reste des alten Filaments können noch an den Kammern der Wände haften und ggf. beim Druck mitfließen - je nach Position des Hotends taucht das dann im Infill oder halt eben Top / Bottom / Perimeter auf.
Kurz gesagt: Nach deiner Erklärung ist dein Filament noch zu kalt. Es dehnt sich aus oder umschließt sich mit dem bereits warmen Filament aus der Düse (Entsprechend müsste aber auch dann die Farbe an der Verdickung sein?) und kann somit nicht mehr aus der Düse und auch nicht mehr aus dem Inliner gezogen werden. Deswegen heize ich immer auf Betriebstemperatur (180°C+) auf und drücke 5-10mm Filament aus der Düse raus. Dann ziehe ich es schnell und ruckartig raus. Damit habe ich keine Clogs und auch keine Probleme beim Wechsel.
Alle Angaben ohne Gewähr
Kurz gesagt: Nach deiner Erklärung ist dein Filament noch zu kalt. Es dehnt sich aus oder umschließt sich mit dem bereits warmen Filament aus der Düse (Entsprechend müsste aber auch dann die Farbe an der Verdickung sein?) und kann somit nicht mehr aus der Düse und auch nicht mehr aus dem Inliner gezogen werden. Deswegen heize ich immer auf Betriebstemperatur (180°C+) auf und drücke 5-10mm Filament aus der Düse raus. Dann ziehe ich es schnell und ruckartig raus. Damit habe ich keine Clogs und auch keine Probleme beim Wechsel.
Alle Angaben ohne Gewähr
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 20. October 2016 04:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 47 |
Hallo,
Es kann sein, daß ich manchmal nicht lange genug gewartet habe, beim Herausziehen. Habe jetzt 10 sec heizen lassen, da sollte der komplette Düseninhalt erweicht sein. Und dann zurückgezogen. Es klappt jetzt. Dann muß eben beim Farbwechsel der komplette Pfropfen in der Düse herausgedrückt werden. Es geht, wie es scheint, mit Handrückzug auch besser als mit Motorrückzug. Da hat man ein Gefühl dafür, was geht und was nicht und kann nochmal kurz vordrücken und wieder zurückziehen.
Ich brauche vermutlich keine andere Düse mit kleinerem Kammerdurchmesser, da der Kammerinhalt immer in der Düse verbleibt und nur der Draht oberhalb der Schmelzzone abreißt (bzw. es tun sollte). Oder?
Gruß
Reinhard
Es kann sein, daß ich manchmal nicht lange genug gewartet habe, beim Herausziehen. Habe jetzt 10 sec heizen lassen, da sollte der komplette Düseninhalt erweicht sein. Und dann zurückgezogen. Es klappt jetzt. Dann muß eben beim Farbwechsel der komplette Pfropfen in der Düse herausgedrückt werden. Es geht, wie es scheint, mit Handrückzug auch besser als mit Motorrückzug. Da hat man ein Gefühl dafür, was geht und was nicht und kann nochmal kurz vordrücken und wieder zurückziehen.
Ich brauche vermutlich keine andere Düse mit kleinerem Kammerdurchmesser, da der Kammerinhalt immer in der Düse verbleibt und nur der Draht oberhalb der Schmelzzone abreißt (bzw. es tun sollte). Oder?
Gruß
Reinhard
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 20. October 2016 05:13 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 12. January 2017 14:24 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
@Kistenschieber:
Sorry, dass ich mich lange nicht gemeldet habe. Habe länger nichts am Drucker gemacht da mein Druckbett Probleme machte ich und ewig nichts bestellt und umgebaut hatte
Zu deinem Extruder:
Habe gestern das E3D v6 montiert und wieder etwas Probleme mit dem Vorschub gehabt. Da es besser wurde als ich etwas Druck auf den Idler ausgeübt habe, habe ich jetzt eine stärkere Feder genommen. Denke, dass es damit besser sein wird.
Ich (ent-)lade das Filament immer in dem ich das Hotend aufheize, am Idler ziehe und das Filament gleich komplett rausziehe. Beim Laden das Gleiche. Und wenn es nicht "den Ausgang" aus dem Extruder findet raste ich immer kurz die Spannschraube aus. Ist ja bei deinem Design perfekt möglich und die Vorspannung verändern zu müssen.
Werd mir jetzt nur auch mal endlich einen ordentlichen Extruder Mount für den P3steel designen und auf Thingiverse stellen.
Sorry, dass ich mich lange nicht gemeldet habe. Habe länger nichts am Drucker gemacht da mein Druckbett Probleme machte ich und ewig nichts bestellt und umgebaut hatte
Zu deinem Extruder:
Habe gestern das E3D v6 montiert und wieder etwas Probleme mit dem Vorschub gehabt. Da es besser wurde als ich etwas Druck auf den Idler ausgeübt habe, habe ich jetzt eine stärkere Feder genommen. Denke, dass es damit besser sein wird.
Ich (ent-)lade das Filament immer in dem ich das Hotend aufheize, am Idler ziehe und das Filament gleich komplett rausziehe. Beim Laden das Gleiche. Und wenn es nicht "den Ausgang" aus dem Extruder findet raste ich immer kurz die Spannschraube aus. Ist ja bei deinem Design perfekt möglich und die Vorspannung verändern zu müssen.
Werd mir jetzt nur auch mal endlich einen ordentlichen Extruder Mount für den P3steel designen und auf Thingiverse stellen.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 13. January 2017 08:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 183 |
Hi GrillSgt,
ich habe aktuell ebenfalls mit Problemen zu kämpfen.
Je nach verwendetem Hobbed Pulley kommt es tatsächlich auch bei mir zu dem von Dir beschriebenen Effekt, das Filament blockiert im Extruder.
Ich hatte bisher x verschiedene Pulleys (MK8) ohne Probleme im Einsatz, jetzt bin ich auf ein Pulley von E3D umgestiegen, und schon beginnt der Zauber...
Die Dinger sind von den äußeren Abmaßen her kompatibel, aber die Verzahnung weicht so stark von den anderen ab (Quasi der "innere" Durchmesser), dass der konstruierte Filamentpfad nicht mehr exakt passt.
Kein großes Dilemma, ich konstruiere das Ding halt noch mal um, aber ich war doch überrascht.
Warum ich überhaupt gewechselt habe? Wegen der besseren Verfügbarkeit der Pulleys...
Bei E3D bin ich mir relativ sicher, das die das Ding nicht alle Nase lang wild modifizieren.
Eventuell sollte man solche Teile mal normen.
Gruß
Steffen
ich habe aktuell ebenfalls mit Problemen zu kämpfen.
Je nach verwendetem Hobbed Pulley kommt es tatsächlich auch bei mir zu dem von Dir beschriebenen Effekt, das Filament blockiert im Extruder.
Ich hatte bisher x verschiedene Pulleys (MK8) ohne Probleme im Einsatz, jetzt bin ich auf ein Pulley von E3D umgestiegen, und schon beginnt der Zauber...
Die Dinger sind von den äußeren Abmaßen her kompatibel, aber die Verzahnung weicht so stark von den anderen ab (Quasi der "innere" Durchmesser), dass der konstruierte Filamentpfad nicht mehr exakt passt.
Kein großes Dilemma, ich konstruiere das Ding halt noch mal um, aber ich war doch überrascht.
Warum ich überhaupt gewechselt habe? Wegen der besseren Verfügbarkeit der Pulleys...
Bei E3D bin ich mir relativ sicher, das die das Ding nicht alle Nase lang wild modifizieren.
Eventuell sollte man solche Teile mal normen.
Gruß
Steffen
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 17. January 2017 06:37 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |
Das mit dem Pulley ist auch ne Idee. Wenn ich noch mal bei E3D bestelle, ordere ich mal eine mit. Mit meiner stärkeren Feder habe ich jetzt aber auch keine Probleme mehr. Allerdings weiß ich noch nicht, ob ich evtl. Probleme bei fexiblem Material jetzt bekommen werde da der Druck darauf größer ist.
Evtl. würde es auch helfen, zwei Federn zu verwenden um gleichermäßiger Druck auszuüben.
Evtl. würde es auch helfen, zwei Federn zu verwenden um gleichermäßiger Druck auszuüben.
|
Re: FLEXI mit Bowdensystem drucken! Es geht! 02. February 2017 05:36 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 111 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.