Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung...
geschrieben von anjoku
|
Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 23. May 2017 07:42 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hallo,
ich habe das Glück, dass ich einen FreeSculpt 3D-Drucker EX1-Basic geliehen bekommen habe, mit dem ich erstmal testen und drucken kann, bevor ich mir einen eigenen Drucker baue.
Ich hoffe, mit dem Freescale Teile für den neuen Drucker drucken zu können und dass die Genauigkeit ausreicht.
Da der Freescale ja von Pearl vertrieben wird - und nicht alles was von Pearl ist, ist auch Eine - habe ich eigentlich mit dem Schlimmsten gerechnet; aber bin erstaunt über die ersten Ergebnisse.
- habe ich eigentlich mit dem Schlimmsten gerechnet; aber bin erstaunt über die ersten Ergebnisse.
Den ersten Test, habe ich mit der Pearl Software gemacht, ich habe aber auch ein Notebook dazu bekommen, auf dem Simplify3D installiert ist. Darüber habe viel Gutes gelesen. Der Besitzer kam damit nicht klar, weil der Freesculpt nicht in der Geräteliste aufgeführt ist. Bei Thingiverse habe ich aber einen Beitrag gefunden, wo ein User, die Start* und Stopscripte eingestellt hat. Mit dem erzeugten GCode, druckt der Drucker.
Nun bin ich am testen, wie maßhaltig der Drucker druckt. Ein Testwürfel 20 x 20 x 10 hat bei mir 20,4 x 20,4 x 10,1. Das finde ich schon beachtlich.
Im Toplayer muss ich bestimmt mehr als 3 drucken.
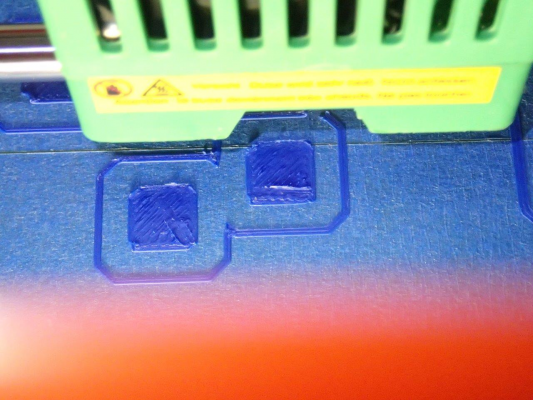
Ein wenig Probleme hab ich mit dem ersten Layer, der wird ganz schön platt gepresst......
Wie kann ich die Breite der gedruckten Bahn einstellen?
Material : ABS
Düse ist 0,4
Multiplikator 1,00
Breite auf 0,35 gestellt; Bei 0,4 hat er dir Single Wall gar nicht erst gedruckt.
Anbei mal ein paar Bilder. Ich hoffe man erkennt etwas.
Gruß,
Andre
1-mal bearbeitet. Zuletzt am 23.05.17 15:23.
ich habe das Glück, dass ich einen FreeSculpt 3D-Drucker EX1-Basic geliehen bekommen habe, mit dem ich erstmal testen und drucken kann, bevor ich mir einen eigenen Drucker baue.
Ich hoffe, mit dem Freescale Teile für den neuen Drucker drucken zu können und dass die Genauigkeit ausreicht.
Da der Freescale ja von Pearl vertrieben wird - und nicht alles was von Pearl ist, ist auch Eine
- habe ich eigentlich mit dem Schlimmsten gerechnet; aber bin erstaunt über die ersten Ergebnisse.Den ersten Test, habe ich mit der Pearl Software gemacht, ich habe aber auch ein Notebook dazu bekommen, auf dem Simplify3D installiert ist. Darüber habe viel Gutes gelesen. Der Besitzer kam damit nicht klar, weil der Freesculpt nicht in der Geräteliste aufgeführt ist. Bei Thingiverse habe ich aber einen Beitrag gefunden, wo ein User, die Start* und Stopscripte eingestellt hat. Mit dem erzeugten GCode, druckt der Drucker.
Nun bin ich am testen, wie maßhaltig der Drucker druckt. Ein Testwürfel 20 x 20 x 10 hat bei mir 20,4 x 20,4 x 10,1. Das finde ich schon beachtlich.
Im Toplayer muss ich bestimmt mehr als 3 drucken.
Ein wenig Probleme hab ich mit dem ersten Layer, der wird ganz schön platt gepresst......
Wie kann ich die Breite der gedruckten Bahn einstellen?
Material : ABS
Düse ist 0,4
Multiplikator 1,00
Breite auf 0,35 gestellt; Bei 0,4 hat er dir Single Wall gar nicht erst gedruckt.
Anbei mal ein paar Bilder. Ich hoffe man erkennt etwas.
Gruß,
Andre








1-mal bearbeitet. Zuletzt am 23.05.17 15:23.
|
Re: Meine ersten Testdrucke mit Freescale EX1 - Bitte um Beurteilung... 23. May 2017 09:40 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
FreeSculpt 3D-Drucker EX1-Basic meinst du ...
zu Warm, geh da mall ein paar grad runter
zu viel Material, vielleicht die Steps beim Extruder einstellen oder den Flow etwas absetzten
Wobbling wegen der wackeligen Maschine ...
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
zu Warm, geh da mall ein paar grad runter
zu viel Material, vielleicht die Steps beim Extruder einstellen oder den Flow etwas absetzten
Wobbling wegen der wackeligen Maschine ...
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 23. May 2017 15:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
HI,
du hast natürlich recht; es ist ein FreeSculpt 3D-Drucker EX1-Basic - wie bin ich bloß auf den anderen Namen gekommen - ich habe es geändert.
ich habe mit 225 °C gedruckt; soll ich auf 200 runtergehen?
Welche Einsteller sind das bei S3D? Der Multiplikator? Und der Flow ?
Was ist Wobbling?
Gruß,
Andre
du hast natürlich recht; es ist ein FreeSculpt 3D-Drucker EX1-Basic - wie bin ich bloß auf den anderen Namen gekommen
- ich habe es geändert.Quote
angelo
zu Warm, geh da mall ein paar grad runter
ich habe mit 225 °C gedruckt; soll ich auf 200 runtergehen?
Quote
angelo
zu viel Material, vielleicht die Steps beim Extruder einstellen oder den Flow etwas absetzten
Welche Einsteller sind das bei S3D? Der Multiplikator? Und der Flow
?Was ist Wobbling?
Gruß,
Andre
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 23. May 2017 17:24 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Sauber Kallibrieren ist wichtig, am besten nochmal alles kontrollieren, z.B. Deine Steps, wegen zuviel Material.
wenn Deine erster Layer zu stark gequetscht wird bist du zu nah am Bett also Z-Höhe für 0 korrigieren.
Wobbel das ist der Versatz der einzelnen Layer in X oder Y Richtung, sieht man schön in Deinem vorletzten Bild, eigentlich sollen die einzelnen Layer exakt aufeinander liegen.
Wegen der Temperatur, geh wenn in 5°C schritten runter nicht gleich um 25 *gg* sowas wie auf dem zweiten Bild, das Dein Filament schon braun wird sollte nicht sein. Wenn du ein IR-Thermometer hast miss mal an der Düse nach, 225 °C auf dem Display bedeutet nicht das da auch wirklich 225 °C sind.
1-mal bearbeitet. Zuletzt am 23.05.17 17:28.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
wenn Deine erster Layer zu stark gequetscht wird bist du zu nah am Bett also Z-Höhe für 0 korrigieren.
Wobbel das ist der Versatz der einzelnen Layer in X oder Y Richtung, sieht man schön in Deinem vorletzten Bild, eigentlich sollen die einzelnen Layer exakt aufeinander liegen.
Wegen der Temperatur, geh wenn in 5°C schritten runter nicht gleich um 25 *gg* sowas wie auf dem zweiten Bild, das Dein Filament schon braun wird sollte nicht sein. Wenn du ein IR-Thermometer hast miss mal an der Düse nach, 225 °C auf dem Display bedeutet nicht das da auch wirklich 225 °C sind.
1-mal bearbeitet. Zuletzt am 23.05.17 17:28.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 24. May 2017 03:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Moin,
gestern bin ich noch mal auf 205 °C runtergegangen, im Nachhinein dachte ich dass das zu wenig ist und auch, dass die eingestellte Temperatur nicht die Tatsächliche sein muss.
Ist damit der Extrusion-Multiplikator gemeint?
Ein Infrarotthermometer habe ich nicht, da habe ich bei den einfachen kein Vertrauen, mein Fluke Themoelement hatte ich nicht zur Hand und mein neues Spielzeug - CAT S60 mit Themokamera - geht nur bis ca. 120 °C.
- geht nur bis ca. 120 °C.
Ich werde aber mal heute nachmessen. Der Testdruck ist aber schon besser geworden.
Der Wobbel stört mich im Moment nicht so sehr, da er nicht so stark ist und der Drucker ja nur geliehen ist.
Einstellung:
Extrusions-Multiplikator: 0,80
Extrusionsbreite: Manuell 0,35 mm (oder ist auto besser?)
Höhe der ersten Schicht 100%
Breite der ersten Schicht 100%
Die Z-Höhe aber ich korrigiert. Düsenabstand ist jetzt 0,3 mm. Die Single-Wall hat jetzt auch sehr gute Maße: 20,1 x 20,0 x 10,0 (mit Messschieber gemessen). .
.
Mehr habe ich gestern icht geschafft; der drucker ist nicht gerade ein Sprinter Wie schnell würdet ihr dem Drucker zumuten?
Wie schnell würdet ihr dem Drucker zumuten?
gestern bin ich noch mal auf 205 °C runtergegangen, im Nachhinein dachte ich dass das zu wenig ist und auch, dass die eingestellte Temperatur nicht die Tatsächliche sein muss.
Quote
kleinerDrache
Deine Steps, wegen zuviel Material.
Ist damit der Extrusion-Multiplikator gemeint?
Ein Infrarotthermometer habe ich nicht, da habe ich bei den einfachen kein Vertrauen, mein Fluke Themoelement hatte ich nicht zur Hand und mein neues Spielzeug - CAT S60 mit Themokamera
- geht nur bis ca. 120 °C.Ich werde aber mal heute nachmessen. Der Testdruck ist aber schon besser geworden.
Der Wobbel stört mich im Moment nicht so sehr, da er nicht so stark ist und der Drucker ja nur geliehen ist.
Einstellung:
Extrusions-Multiplikator: 0,80
Extrusionsbreite: Manuell 0,35 mm (oder ist auto besser?)
Höhe der ersten Schicht 100%
Breite der ersten Schicht 100%
Die Z-Höhe aber ich korrigiert. Düsenabstand ist jetzt 0,3 mm. Die Single-Wall hat jetzt auch sehr gute Maße: 20,1 x 20,0 x 10,0 (mit Messschieber gemessen).
.Mehr habe ich gestern icht geschafft; der drucker ist nicht gerade ein Sprinter
Wie schnell würdet ihr dem Drucker zumuten?



|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 24. May 2017 04:23 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Wenn du nach dem Drucken die einzelnen Schichten nicht auseinander Piddeln kannst ist die Temperatur OK, wirst du zu kalt fängt der Extruder an zu tackern weil er das Material einfach nicht mehr durch die Düse bekommt.
Mit Steps ist die Einstellung der Schritte in der Firmware gemeint. Mit dem Multi kannst Du die Menge nur bedingt beeinflussen.
Ich hab nen I3 Drucker und Drucke PETG mit ca 45 mm/s
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Mit Steps ist die Einstellung der Schritte in der Firmware gemeint. Mit dem Multi kannst Du die Menge nur bedingt beeinflussen.
Ich hab nen I3 Drucker und Drucke PETG mit ca 45 mm/s
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 24. May 2017 06:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Quote
kleinerDrache
Wenn du nach dem Drucken die einzelnen Schichten nicht auseinander Piddeln kannst ist die Temperatur OK
Das konnte ich; habe ich mir schon gedacht......ich drucke mal mit 210 und 215........
Auf die Firmware, kann ich bei diesem Drucker nicht zugreifen.
Bei mir ist in S3D 3600mm/Minute; also 60mm/s eingestellt. Das kommt mir recht langsam vor
.Oder wird mit diesem Wert gar nicht gedruckt, weil der Wert nicht auf der SD-Karte mitübertragen wird?
Vielleicht sollte ich eine Software nehmen die den Drucker unterstützt? Nur welche?
Gruß,
Andre
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 24. May 2017 15:29 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Mit auseinanderpiddeln mein ich NUR per Finger wenn du da Werkzeuge zu brauchst ist das auch gut genug.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 24. May 2017 17:03 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hat mit dem Fingernagel geklappt......
Schön wäre es, wenn jemand wüsste, wie man den Drucker mit einer anderen Software, wie z.B. repetier-host oder Octoprint ansteuert.
Bei S3D verstehe ich das nicht mit den extra Scripdateien bei Start-Script und Stop-Script...........aber ich glaube das gehört in einen Extra Thema...
Morgen teste ich mal weiter......
Schön wäre es, wenn jemand wüsste, wie man den Drucker mit einer anderen Software, wie z.B. repetier-host oder Octoprint ansteuert.
Bei S3D verstehe ich das nicht mit den extra Scripdateien bei Start-Script und Stop-Script...........aber ich glaube das gehört in einen Extra Thema...
Morgen teste ich mal weiter......
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 24. May 2017 17:06 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 26. May 2017 08:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Das weiß ich nicht.
Hilft es, wenn ich mal erzeugten G-Code poste?
Ich drucker per SD-Karte; Per USB-Kabel habe ich es nicht zum laufen bekommen.
Die Temperaturen, werden direkt am Drucker eingestellt und ich weiß nicht, ob die von G-Codes auf der Karte überschrieben werden können.
Kann man anhand der Datei erkennen, als was für ein Drucker, der Drucker mit anderer Software ansprechbar wäre?
Ich hoffe, dass ich noch versteh, was im S3D die Start/Stopscripte machen.
Hilft es, wenn ich mal erzeugten G-Code poste?
Ich drucker per SD-Karte; Per USB-Kabel habe ich es nicht zum laufen bekommen.
Die Temperaturen, werden direkt am Drucker eingestellt und ich weiß nicht, ob die von G-Codes auf der Karte überschrieben werden können.
Kann man anhand der Datei erkennen, als was für ein Drucker, der Drucker mit anderer Software ansprechbar wäre?
Ich hoffe, dass ich noch versteh, was im S3D die Start/Stopscripte machen.
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 29. May 2017 07:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hi,
bei den Würfel bin ich bis jetzt ganz zufrieden.
Was bei dem Drucker wirklich schwierig ist, dass die Druckbettauflage nicht eben ist
Ich werde es mal mit einer 4 mm FR4 Platte versuchen.
Überhänge machen aber große Probleme.
Was kann nich da machen? Die Düse bügelt immer wieder über die gleiche Warme Stelle und die biegt sich nach oben.
Die Bilder sind leider nicht scharf, aber ich denke man kann es erkennen.
Die eine Seite mit Überhang ist aber ganz gut geworden.
bei den Würfel bin ich bis jetzt ganz zufrieden.
Was bei dem Drucker wirklich schwierig ist, dass die Druckbettauflage nicht eben ist
Ich werde es mal mit einer 4 mm FR4 Platte versuchen.
Überhänge machen aber große Probleme.
Was kann nich da machen? Die Düse bügelt immer wieder über die gleiche Warme Stelle und die biegt sich nach oben.


Die Bilder sind leider nicht scharf, aber ich denke man kann es erkennen.
Die eine Seite mit Überhang ist aber ganz gut geworden.
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 31. May 2017 10:45 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Überhänge neigen (haha) dazu, bei falschen Einstellungen sich "zusammenzurollen", also nach oben wegzubiegen. Logisch.
Folgendes kannst du machen:
1. Infill => Perimeter
Druckt den Infill vor dem Perimeter. Damit wird zu aller erst noch auf der alten Layer der Infill erzeugt und da der Perimeter dran gesetzt. Somit hat das Druckteil u.U. genug Zeit, abzukühlen, ohne direkt wieder hochzucurlen
2. Layer-Height senken
Du druckst auf 0.2mm nehme ich an?
Sofern möglich, kannst du auch auf 0.1mm gehen. Nach Satz des Pythagoras und allem drum und dran muss er bei 0.2mm Layer-Height bei deinem Winkel x-mm über den Rand hinaus. Bei 0.1mm muss er nur noch x/2-mm drüber hinaus, der Überhang ist also nicht mehr so weit. Verbunden mit Methode 1 wohl am effektivsten
2. Langsamer drucken
Durch den langsamen Druck hat das Teil dort mehr Zeit abzukühlen.
3. Das Druckteil mehrfach drucken
Siehe 2. Er fährt zum nächsten, druckt dort, und zum nächsten, druckt dort... und so weiter. Die alten haben mehr Zeit zum kühlen
4. Mehr Kühlung
Selbsterklärend. Ausgenommen davon ist u.U. ABS.
5. Friemeln
Nicht nur einmal habe ich schon gesehen, dass in einem Druckteil ein Überhang war, der einfach zum Hochcurlen verurteilt war. Ein ändern der Druckdatei war keine Option, also...? Messer, Finger, was auch immer!
Das beste ist ein Messer, Teppichmesserklinge bspw, in Eiswasser eingelegt. Wenn die Düse am Überhang vorbei is, das Messer kurz drauf drücken. Du kühlst das Teil ab und bügelst es direkt in die richtige Position. Das ist wirklich nur eine Notlösung. Das geht u.U. auch mit dem Finger, allerdings tut es echt weh, wenn der Druckkopf dich erwischt ^^
6. Ggf mit dem Support spielen - bei Cura kann man die Distanz zum Druckobjekt ändern, nehme an das geht bei anderen Slicern auch? Wenn du den auf 0 setzt, druckt er direkt den Support ans Druckteil, er kann also nicht mehr Curlen, da er ansonsten den Support vom Boden reißen müsste. Diese Angabe ist aber ohne Gewähr
Du hast hier mal min. nen Überhang von 45°, wenn nicht sogar noch flacher. Obendrein abgefast - d.h das zieht sich so fort. Mit Methode 5 hängst da nur vorm Drucker. Ergo würde ich den Winkel anpassen oder gucken, ob eine andere Lösung hilft.
Alle Angaben ohne Gewähr
Folgendes kannst du machen:
1. Infill => Perimeter
Druckt den Infill vor dem Perimeter. Damit wird zu aller erst noch auf der alten Layer der Infill erzeugt und da der Perimeter dran gesetzt. Somit hat das Druckteil u.U. genug Zeit, abzukühlen, ohne direkt wieder hochzucurlen
2. Layer-Height senken
Du druckst auf 0.2mm nehme ich an?
Sofern möglich, kannst du auch auf 0.1mm gehen. Nach Satz des Pythagoras und allem drum und dran muss er bei 0.2mm Layer-Height bei deinem Winkel x-mm über den Rand hinaus. Bei 0.1mm muss er nur noch x/2-mm drüber hinaus, der Überhang ist also nicht mehr so weit. Verbunden mit Methode 1 wohl am effektivsten
2. Langsamer drucken
Durch den langsamen Druck hat das Teil dort mehr Zeit abzukühlen.
3. Das Druckteil mehrfach drucken
Siehe 2. Er fährt zum nächsten, druckt dort, und zum nächsten, druckt dort... und so weiter. Die alten haben mehr Zeit zum kühlen
4. Mehr Kühlung
Selbsterklärend. Ausgenommen davon ist u.U. ABS.
5. Friemeln
Nicht nur einmal habe ich schon gesehen, dass in einem Druckteil ein Überhang war, der einfach zum Hochcurlen verurteilt war. Ein ändern der Druckdatei war keine Option, also...? Messer, Finger, was auch immer!
Das beste ist ein Messer, Teppichmesserklinge bspw, in Eiswasser eingelegt. Wenn die Düse am Überhang vorbei is, das Messer kurz drauf drücken. Du kühlst das Teil ab und bügelst es direkt in die richtige Position. Das ist wirklich nur eine Notlösung. Das geht u.U. auch mit dem Finger, allerdings tut es echt weh, wenn der Druckkopf dich erwischt ^^
6. Ggf mit dem Support spielen - bei Cura kann man die Distanz zum Druckobjekt ändern, nehme an das geht bei anderen Slicern auch? Wenn du den auf 0 setzt, druckt er direkt den Support ans Druckteil, er kann also nicht mehr Curlen, da er ansonsten den Support vom Boden reißen müsste. Diese Angabe ist aber ohne Gewähr
Du hast hier mal min. nen Überhang von 45°, wenn nicht sogar noch flacher. Obendrein abgefast - d.h das zieht sich so fort. Mit Methode 5 hängst da nur vorm Drucker. Ergo würde ich den Winkel anpassen oder gucken, ob eine andere Lösung hilft.
Alle Angaben ohne Gewähr
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 02. June 2017 04:46 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hallo,
danke für die Tipps.
das habe ich in S3D nicht gefunden.....
Ja, mit 0,2mm. Offiziell kann der Freesculpt 3D nur 0,2 mm. Aber ich kann es mal runterstellen; geht auch 0,15 ?
ich bin jetzt aml auf 50 mm/s runter.
Das leuchtet mir ein. Ich habe jetzt mal 3 Teile auf einmal gedruckt. Das ist schon etwas besser. Ich habe aber auch auf blau gewechselt, was vielleicht nicht so schlau war.
Die Düse auf 210 °C runter
Aber das Ergebniss ist schon besser, obwohl mir die ersten Layer nicht gefallen.
Die ersten Layer schwier er sehr viel rum.
Düsenabstand habe ich auf 0,3 mm gestellt. Leider ist die blöde Lochrasterplatine nicht eben und ist leich gewölbt, so dass es di Klammern icht schaffen sie platt auf des Bett zu drücken.
Ich glaube, ich habe noch eine FR4 Platte mit 3 mm im Keller, die werde ich mal zurechsägen. Vielleicht ist das besser.
Kann man einstellen, das nach jedem Objekt eine Zwangspause gemacht wird?
Ich drucker ABS und leider ist kein Lüfter dran.
Bringt es etwas, wenn ich einen Lüfter montiere und den mit fester Drehzahl laufen lasse? Ich komme an die Steuerung nicht dran.
Kann es auch sein, dass mein Druckbett zu heiß ist? Ich habe 90 °C eingestellt.
Hat es auch.
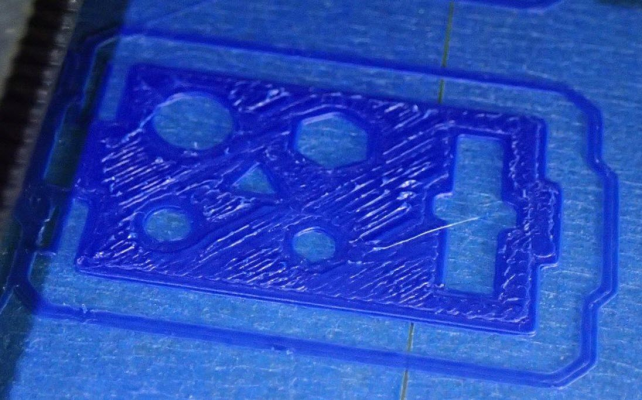
Bei den blauen Teilen sieht man dass die 45 ° ganz passabel geworden sind und der andere Überhang ist schon sehr groß, ich glaube, das benötige ich nicht so oft.
Anbei noch eine kleine Spielerei
Gruß,
Andre
1-mal bearbeitet. Zuletzt am 02.06.17 04:51.
danke für die Tipps.
Quote
Terri
1. Infill => Perimeter
das habe ich in S3D nicht gefunden.....
Quote
Terri
2. Layer-Height senken
Ja, mit 0,2mm. Offiziell kann der Freesculpt 3D nur 0,2 mm. Aber ich kann es mal runterstellen; geht auch 0,15 ?
Quote
Terri
2. Langsamer drucken
ich bin jetzt aml auf 50 mm/s runter.
Quote
Terri
3. Das Druckteil mehrfach drucken
Das leuchtet mir ein. Ich habe jetzt mal 3 Teile auf einmal gedruckt. Das ist schon etwas besser. Ich habe aber auch auf blau gewechselt, was vielleicht nicht so schlau war.
Die Düse auf 210 °C runter
Aber das Ergebniss ist schon besser, obwohl mir die ersten Layer nicht gefallen.
Die ersten Layer schwier er sehr viel rum.
Düsenabstand habe ich auf 0,3 mm gestellt. Leider ist die blöde Lochrasterplatine nicht eben und ist leich gewölbt, so dass es di Klammern icht schaffen sie platt auf des Bett zu drücken.
Ich glaube, ich habe noch eine FR4 Platte mit 3 mm im Keller, die werde ich mal zurechsägen. Vielleicht ist das besser.
Kann man einstellen, das nach jedem Objekt eine Zwangspause gemacht wird?
Quote
Terri
4. Mehr Kühlung
Ich drucker ABS und leider ist kein Lüfter dran.
Bringt es etwas, wenn ich einen Lüfter montiere und den mit fester Drehzahl laufen lasse? Ich komme an die Steuerung nicht dran.
Kann es auch sein, dass mein Druckbett zu heiß ist? Ich habe 90 °C eingestellt.
Hat es auch.
Bei den blauen Teilen sieht man dass die 45 ° ganz passabel geworden sind und der andere Überhang ist schon sehr groß, ich glaube, das benötige ich nicht so oft.









Anbei noch eine kleine Spielerei

Gruß,
Andre
1-mal bearbeitet. Zuletzt am 02.06.17 04:51.
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 02. June 2017 08:10 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 35 |
Hallo zusammen,
weitere Informationen zu diesem Drucker könnt ihr in meinem Thread FreeSculpt (Pearl) 3D-Drucker modifizieren nachlesen.
Ich drucke mittlerweile auf dem Velleman Vertex K8400 mit nachgerüstetem Heizbett.
Grüße
Thilo
weitere Informationen zu diesem Drucker könnt ihr in meinem Thread FreeSculpt (Pearl) 3D-Drucker modifizieren nachlesen.
Ich drucke mittlerweile auf dem Velleman Vertex K8400 mit nachgerüstetem Heizbett.
Grüße
Thilo
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 02. June 2017 09:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hi Thilo,
deinen Beitrag habe ich bereits mehrfach rauf und runter gelesen.........aber ich habe keine Hinweise gefunden, wie ich den Drucker mit einer anderen Software steuern kann.
Ich bin mir nicht mal sicher, ob der gcode, den mir S3D erzeugt, passt.
Die Drucktemperatur und scheint auch die Steuerungssoftware festzulegen.
Ich habe mir heute einfach mal ein komplettes RAMPS Kit bestellt und werde versuche, dieses mit den Motoren zu verbinden. Aber so, dass er schnell wieder zurückgebaut werden kann; weil, es ist nicht mein Drucker.
Gruß,
Andre
deinen Beitrag habe ich bereits mehrfach rauf und runter gelesen.........aber ich habe keine Hinweise gefunden, wie ich den Drucker mit einer anderen Software steuern kann.
Ich bin mir nicht mal sicher, ob der gcode, den mir S3D erzeugt, passt.
Die Drucktemperatur und scheint auch die Steuerungssoftware festzulegen.
Ich habe mir heute einfach mal ein komplettes RAMPS Kit bestellt und werde versuche, dieses mit den Motoren zu verbinden. Aber so, dass er schnell wieder zurückgebaut werden kann; weil, es ist nicht mein Drucker.
Gruß,
Andre
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 06. June 2017 06:03 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 35 |
Hallo Andre,
genau aus diesem Grund, die Firmware gibt's nur als HEX-File vom Hersteller aus China und mit anderer Software ist er nicht ansteuerbar, hatte ich mir das SainSmart Megatronics Kit bei Amazon bestellt und verbaut.
Bei den ganzen Einstellarbeiten dann ist mir der Z-Motor durch zu hohen Haltestrom zu heiß geworden und hat sich durchs Billigplastikgehäuse geschmolzen.
Zu dem Zeitpunkt hatte ich dann bei Reichelt Elektronik den Velleman Vertex K8400 mit 2 Hotend gesehen und kurzerhand bestellt.
Mit dem Vertex bin ich bis jetzt zufrieden und es hat Spaß gemacht ihn zusammen zu bauen
Gruß
Thilo
genau aus diesem Grund, die Firmware gibt's nur als HEX-File vom Hersteller aus China und mit anderer Software ist er nicht ansteuerbar, hatte ich mir das SainSmart Megatronics Kit bei Amazon bestellt und verbaut.
Bei den ganzen Einstellarbeiten dann ist mir der Z-Motor durch zu hohen Haltestrom zu heiß geworden und hat sich durchs Billigplastikgehäuse geschmolzen.
Zu dem Zeitpunkt hatte ich dann bei Reichelt Elektronik den Velleman Vertex K8400 mit 2 Hotend gesehen und kurzerhand bestellt.
Mit dem Vertex bin ich bis jetzt zufrieden und es hat Spaß gemacht ihn zusammen zu bauen
Gruß
Thilo
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 07. June 2017 03:10 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hallo Thilo,
jetzt bist du mir zuvor gekommen; ich wollte dich schon genau deswegen anschreiben.
Ich habe mir ja bei Am..zon ein komplettes RAMPS Kit bestellt und wollte das anbauen, so, dass ich es jederzeit zurückbauen kann.
Aber ich habe auch Bedenken, dass ich etwas kaputt mache.
Wie ist das mit dem Motor genau passiert? An welcher Stelle war die Einstellung falsch?
Ich hatte das Pfingstwochenende "frei" weil meine Frauen in Paris waren und da konnte ich massenweise Testdrucke machen. Am Küchentisch
Bin auch recht weit gekommen mit meinen Erkenntnissen.
Ich habe in S3D, bei den Start- und Stop Scrips, die Befehle genommen, die die Pearl-Software an den Drucker schickt. Das klappt ganz gut, aber der Drucker hat halt Probleme, wenn es um Überhänge geht.
Schön wäre es, wenn die Software nach einem Überhang Layer eine Pause einbauen könnte............
Haftungsprbleme habe ich überhaupt nicht mehr, seit ich eine 3mm FR4 Plattte benutze.
ABS hält warm super und wenn die Platte kalt ist, reicht ein Skalpell und das Teil löst sich.
Leider ist das Druckbett nicht Plan In der Mitte ist es um 0,1 mm höher als an den Ecken.
So habe ich die Ecken auf exact 0,4 mm Düsenabstand eingestellt; daraus ergibt sich in der Mitte 0,3 mm Abstand. Das geht ganz gut.
Fazit: Ich brauche dringend einen eigenen Drucker
Viele Grüße,
Andre
jetzt bist du mir zuvor gekommen; ich wollte dich schon genau deswegen anschreiben.
Ich habe mir ja bei Am..zon ein komplettes RAMPS Kit bestellt und wollte das anbauen, so, dass ich es jederzeit zurückbauen kann.
Aber ich habe auch Bedenken, dass ich etwas kaputt mache.
Wie ist das mit dem Motor genau passiert? An welcher Stelle war die Einstellung falsch?
Ich hatte das Pfingstwochenende "frei" weil meine Frauen in Paris waren
und da konnte ich massenweise Testdrucke machen. Am Küchentisch Bin auch recht weit gekommen mit meinen Erkenntnissen.
Ich habe in S3D, bei den Start- und Stop Scrips, die Befehle genommen, die die Pearl-Software an den Drucker schickt. Das klappt ganz gut, aber der Drucker hat halt Probleme, wenn es um Überhänge geht.
Schön wäre es, wenn die Software nach einem Überhang Layer eine Pause einbauen könnte............
Haftungsprbleme habe ich überhaupt nicht mehr, seit ich eine 3mm FR4 Plattte benutze.
ABS hält warm super und wenn die Platte kalt ist, reicht ein Skalpell und das Teil löst sich.
Leider ist das Druckbett nicht Plan
In der Mitte ist es um 0,1 mm höher als an den Ecken.So habe ich die Ecken auf exact 0,4 mm Düsenabstand eingestellt; daraus ergibt sich in der Mitte 0,3 mm Abstand. Das geht ganz gut.
Fazit: Ich brauche dringend einen eigenen Drucker
Viele Grüße,
Andre
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 07. June 2017 06:09 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 35 |
Hallo Andre,
das ist leider schon zu lange her... zum drucken mit dem SainSmart Kit kam ich gar nicht mehr, den Strom kann man auf den kleinen Motortreiberplatinen einstellen.
Wusste damals aber noch nicht das man diesen erstmal so einstellen sollte das es 1. beim drucken nicht zu Schrittverlusten kommt und 2. sich während der
Druckpausen z.B. das Druckbett nicht allein durch die Schwerkraft absenken kann was bei dem FreeSculpt unter Umständen passieren kann.
Wie der Motorstrom genau eingestellt wird, wurde hier im Forum schon ein paar mal beschrieben, hab nur gerade keinen Link parat.
Der Z-Motor hängt ja von unten am Gehäuse und ist mit 4 Schrauben ohne Unterlegscheiben festgeschraubt, der Motor wurde dann halt so heiß das sich die
4 Schrauben durch die Löcher geschmolzen haben. Als ich das gemerkt hatte, habe ich so schnell wie es ging den Motor ganz raus geholt und zerlegt, damit
er schneller abkühlen konnte. Scheinbar hat der verwendete Kunststoff vom Gehäuse eine sehr niedrige Schmelztemperatur, da ich den Motor noch gerade so
anfassen konnte ohne mir Brandblasen zu holen.
Bei dem K8400 sind die Motoren bis jetzt noch nie so heiß geworden das ich sie nicht mehr hätte anfassen können.
Gruß
Thilo
Kleiner Nachtrag: Gleich am Anfang so nach dem 3. oder 4. Druck ist mir das originale Netzteil mit nem Knall hops gegangen und hat auch gleich mal den
Sicherungsautomat mit raus gejagt, billig Chinaware eben.
Hab es dann gegen ein Meanwell-Netzteil getauscht, das hab ich jetzt fürs Heizbett mit unter den K8400 geschraubt.
1-mal bearbeitet. Zuletzt am 07.06.17 06:13.
das ist leider schon zu lange her... zum drucken mit dem SainSmart Kit kam ich gar nicht mehr, den Strom kann man auf den kleinen Motortreiberplatinen einstellen.
Wusste damals aber noch nicht das man diesen erstmal so einstellen sollte das es 1. beim drucken nicht zu Schrittverlusten kommt und 2. sich während der
Druckpausen z.B. das Druckbett nicht allein durch die Schwerkraft absenken kann was bei dem FreeSculpt unter Umständen passieren kann.
Wie der Motorstrom genau eingestellt wird, wurde hier im Forum schon ein paar mal beschrieben, hab nur gerade keinen Link parat.
Der Z-Motor hängt ja von unten am Gehäuse und ist mit 4 Schrauben ohne Unterlegscheiben festgeschraubt, der Motor wurde dann halt so heiß das sich die
4 Schrauben durch die Löcher geschmolzen haben. Als ich das gemerkt hatte, habe ich so schnell wie es ging den Motor ganz raus geholt und zerlegt, damit
er schneller abkühlen konnte. Scheinbar hat der verwendete Kunststoff vom Gehäuse eine sehr niedrige Schmelztemperatur, da ich den Motor noch gerade so
anfassen konnte ohne mir Brandblasen zu holen.
Bei dem K8400 sind die Motoren bis jetzt noch nie so heiß geworden das ich sie nicht mehr hätte anfassen können.
Gruß
Thilo
Kleiner Nachtrag: Gleich am Anfang so nach dem 3. oder 4. Druck ist mir das originale Netzteil mit nem Knall hops gegangen und hat auch gleich mal den
Sicherungsautomat mit raus gejagt, billig Chinaware eben.
Hab es dann gegen ein Meanwell-Netzteil getauscht, das hab ich jetzt fürs Heizbett mit unter den K8400 geschraubt.
1-mal bearbeitet. Zuletzt am 07.06.17 06:13.
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 07. June 2017 06:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 07. June 2017 10:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Bei Sainsmart bin ich inzw vorsichtig. Mir hat damals ein RAMPS Kit mein Mainboard vom PC zerschossen, weil dort irgendwo nen kurzer drin war. Hat mich dann gut was gekostet.
ABS => Ohne Kühlung drucken. Und am Besten einen >Bauraum<! ABS fühlt sich mollig warm wohl, Karton o.Ä. drüber. Kleinste Luftzüge >können< deine Druckteile, speziell wenn sie größer werden, zum biegen und reißen bewegen. Bild Endung nr 54 zeigt, was passiert - das Material zieht sich zusammen und hebt vom Bluetape ab. Da hast du ja aber mit der FR4 auch Abhilfe geschafft. Sobald du aber auf ein Maß von <5x5cm gehst, wirst du die Probleme wieder kriegen, wenn kein beheizter Bauraum vorhanden ist. Oder er zerreißt dir die FR4 Platte.
ABS braucht 90-100°C Bett-Temperatur.
Pause nach Overhang Layern: Kannst du manuell einbauen. darfst dann aber alles abgehen.
Auf deinem einen Bild mit dem großen Überhang erkennt man doch die Problematik ganz gut - da is eine komplette Linie >außerhalb< der Layer, nur wenn der Infill vorher gedruckt wurde, kann die Ansatzweise haften, sonst sackt die direkt ab.
Solche Überhänge meidet man oder druckt mit Support.
Du extrudierst wohl auch ein wenig zu viel, die Perimeter hängen nicht immer ganz zusammen, deine Wände sind nicht glatt was auf eine schwingende Z-Achse hindeutet... da gibt es noch einige Dinge.
Bzgl Druckbett: Maße raussuchen und neues Bett bestellen, installieren, ggf neues Netzteil besorgen und Installieren.. Du siehst, wo das hin führt
Fürs Anfangen empfehle ich eigtl immer PLA. Da sind die ersten Erfolge deutlich schneller erreichbar, weil es so Einsteigerfreundlich ist und diverse Fehler verzeiht - dafür braucht man aber definitiv ne Bauteilkühlung.
Wenn man PLA gemeistert hat, kann man sich an andere Materialien ranwagen. Ist man dort mal genervt, kann man einfach wieder auf PLA umsteigen und sich über Erfolge freuen
Alle Angaben ohne Gewähr
ABS => Ohne Kühlung drucken. Und am Besten einen >Bauraum<! ABS fühlt sich mollig warm wohl, Karton o.Ä. drüber. Kleinste Luftzüge >können< deine Druckteile, speziell wenn sie größer werden, zum biegen und reißen bewegen. Bild Endung nr 54 zeigt, was passiert - das Material zieht sich zusammen und hebt vom Bluetape ab. Da hast du ja aber mit der FR4 auch Abhilfe geschafft. Sobald du aber auf ein Maß von <5x5cm gehst, wirst du die Probleme wieder kriegen, wenn kein beheizter Bauraum vorhanden ist. Oder er zerreißt dir die FR4 Platte.
ABS braucht 90-100°C Bett-Temperatur.
Pause nach Overhang Layern: Kannst du manuell einbauen. darfst dann aber alles abgehen.
Auf deinem einen Bild mit dem großen Überhang erkennt man doch die Problematik ganz gut - da is eine komplette Linie >außerhalb< der Layer, nur wenn der Infill vorher gedruckt wurde, kann die Ansatzweise haften, sonst sackt die direkt ab.
Solche Überhänge meidet man oder druckt mit Support.
Du extrudierst wohl auch ein wenig zu viel, die Perimeter hängen nicht immer ganz zusammen, deine Wände sind nicht glatt was auf eine schwingende Z-Achse hindeutet... da gibt es noch einige Dinge.
Bzgl Druckbett: Maße raussuchen und neues Bett bestellen, installieren, ggf neues Netzteil besorgen und Installieren.. Du siehst, wo das hin führt
Fürs Anfangen empfehle ich eigtl immer PLA. Da sind die ersten Erfolge deutlich schneller erreichbar, weil es so Einsteigerfreundlich ist und diverse Fehler verzeiht - dafür braucht man aber definitiv ne Bauteilkühlung.
Wenn man PLA gemeistert hat, kann man sich an andere Materialien ranwagen. Ist man dort mal genervt, kann man einfach wieder auf PLA umsteigen und sich über Erfolge freuen
Alle Angaben ohne Gewähr
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 07. June 2017 17:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hi,
ABS also ohne Kühlung .......?
Der Freesculpt EX1 ist ja vollständig gekapselt. Da ist es schön warm drinnen....
Die Probleme wie in Bild xxx54 habe ich zum Glück nicht mehr. Sondern eher die Probleme dass wenn der Überhang, über 45 ° hat, dieser sich hochwölbt, weil anscheinend es zu zu warm ist, wenn die Düse wieder drüberbügelt..
Bertt hat jetzt 100 °C vorher 90 °C.
Wie geht das mir der Pause einbauen? Und was meinst du mit "darfst dann aber alles abgehen." ?
DFas mit dem Support hat aber auch nicht geklappt, wie in Bild IMG_20170529_122314.jpg zu sehen ist.
Wie druckt man das Infill zuerst?
Inzwischen habe ich das etwas besser in den Griff bekommen. Die Wände werden wohl bei dem Drucker nie ganz glatt, dafür ist die Mechanik zu instabil.
Der Drucker ist nur eine Leihgabe und gehört einer Schule, die in gestiftet bekommen hatten.
Ich bin sehr froh über die Leihgabe, kann aber nicht an dem Drucker verändern.
In der kurzen Zeit, in der ich mit dem Drucker bisher gedruckt habe, habe ich so viele Erfahrungen gesammelt, die hätte ich mir nicht anlesen könne und ich verstehe jetzt viel Zusammenhänge besser und weiß, dass ich einen eigenen Drucker selber bauen werde.
Standardausrüstung war halt ABS und wie gesagt....Lüfter ist nicht.
Ich sende morgen noch mal ein paar Bilder, von Teilen, die ich für einen Freund drucke.....und die finde ich ganz passabel.
ABS also ohne Kühlung .......?
Der Freesculpt EX1 ist ja vollständig gekapselt. Da ist es schön warm drinnen....
Die Probleme wie in Bild xxx54 habe ich zum Glück nicht mehr. Sondern eher die Probleme dass wenn der Überhang, über 45 ° hat, dieser sich hochwölbt, weil anscheinend es zu zu warm ist, wenn die Düse wieder drüberbügelt..
Bertt hat jetzt 100 °C vorher 90 °C.
Wie geht das mir der Pause einbauen? Und was meinst du mit "darfst dann aber alles abgehen." ?
Quote
Terri
Auf deinem einen Bild mit dem großen Überhang erkennt man doch die Problematik ganz gut - da is eine komplette Linie >außerhalb< der Layer, nur wenn der Infill vorher gedruckt wurde, kann die Ansatzweise haften, sonst sackt die direkt ab.
Solche Überhänge meidet man oder druckt mit Support.
DFas mit dem Support hat aber auch nicht geklappt, wie in Bild IMG_20170529_122314.jpg zu sehen ist.
Wie druckt man das Infill zuerst?
Quote
Terri
Du extrudierst wohl auch ein wenig zu viel, die Perimeter hängen nicht immer ganz zusammen, deine Wände sind nicht glatt was auf eine schwingende Z-Achse hindeutet... da gibt es noch einige Dinge.
Inzwischen habe ich das etwas besser in den Griff bekommen. Die Wände werden wohl bei dem Drucker nie ganz glatt, dafür ist die Mechanik zu instabil.
Der Drucker ist nur eine Leihgabe und gehört einer Schule, die in gestiftet bekommen hatten.
Ich bin sehr froh über die Leihgabe, kann aber nicht an dem Drucker verändern.
In der kurzen Zeit, in der ich mit dem Drucker bisher gedruckt habe, habe ich so viele Erfahrungen gesammelt, die hätte ich mir nicht anlesen könne und ich verstehe jetzt viel Zusammenhänge besser und weiß, dass ich einen eigenen Drucker selber bauen werde.
Standardausrüstung war halt ABS und wie gesagt....Lüfter ist nicht.
Ich sende morgen noch mal ein paar Bilder, von Teilen, die ich für einen Freund drucke.....und die finde ich ganz passabel.
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 08. June 2017 06:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hi,
so anbei 3 Bilder vn einem Bauteil, welches ich für einen Freund gedruckt habe.
Ja,........die Wände sind nicht glatt, aber ich hätte dieses Teil nicht mal so ihne weiteres auf der CNC gefräst.
Aber im Moment reicht das durchaus um mit ihm Teile für "meinen" zu Drucken.
Die Maßhaltigkeit ist gut.
Gruß,
Andre
so anbei 3 Bilder vn einem Bauteil, welches ich für einen Freund gedruckt habe.



Ja,........die Wände sind nicht glatt, aber ich hätte dieses Teil nicht mal so ihne weiteres auf der CNC gefräst.
Aber im Moment reicht das durchaus um mit ihm Teile für "meinen" zu Drucken.
Die Maßhaltigkeit ist gut.
Gruß,
Andre
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 08. June 2017 12:21 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Hi Andre,
ich habe selbst nie ABS gedruckt, allerdings des öfteren drüber gelesen, dass man es ohne Kühlung drucken soll. ABS mag es mollig warm. Nur wenn du jetzt dünne Überhänge hast, kann es sein, dass dafür eine punktuelle Kühlung nötig ist. Diesbezüglich sind aber ABS Drucker erfahrener, deswegen die Aussage ohne Gewähr - und aufgrund des "Leihdruckers" auch nicht realisierbar.
Wegen dem "alles abgehen" - Du schreibst ja Gcodes mit dem Slicer. Hast du so einen schon mal geöffnet und dir angeschaut?
Du kannst dort ganz genau jeden Fahrweg des Druckers verfolgen - und ändern. Ergo müsstest du hier über den Slicer rausfinden, in welcher Layer der Überhang beginnt, in S3D kannst du dir ja auch simulieren lassen, wie er fährt, dann die Layer im Gcode suchen, schauen ab welchem Pfad er den Überhang beginnt und dort dann entsprechend den Code für eine Pause einfügen + Delay wie lange sie gehen soll. Und das darfst du dann für alle nötigen Überhänge machen. Du merkst, das wird ne Heidenarbeit und gar kein Spaß Da gibts andere Möglichkeiten, deswegen macht das so gut wie niemand.
Infill zuerst drucken:
Zuerst schaust du einmal, was dein Drucker macht, wenn er eine Layer beginnt. D.h. mitten im Druck, Layer 5 oder sonstwie. Drucker er nun zuerst die Perimeter, die Außenkontur, füllt danach das Druckteil und geht hoch auf Layer 6 und beginnt mit dem Perimeter und danach wieder Infill?
Wenn ja, schau mal in den Einstellungen. Je nachdem ob Deutsch oder Englisch, wird dort irgendwo etwas stehen "Infill Prints after Perimeters" oder "Fülle Druck nach Außenlinie". Irgendwie sowas. Haken rein => Er macht zuerst den Perimeter, dann den Infill ; Haken raus => er füllt zuerst und setzt dann den Perimeter dran.
So heißt die Funktion in Cura, in S3D wird sie wahrschienlich anders heißen.
Alle Angaben ohne Gewähr
ich habe selbst nie ABS gedruckt, allerdings des öfteren drüber gelesen, dass man es ohne Kühlung drucken soll. ABS mag es mollig warm. Nur wenn du jetzt dünne Überhänge hast, kann es sein, dass dafür eine punktuelle Kühlung nötig ist. Diesbezüglich sind aber ABS Drucker erfahrener, deswegen die Aussage ohne Gewähr - und aufgrund des "Leihdruckers" auch nicht realisierbar.
Wegen dem "alles abgehen" - Du schreibst ja Gcodes mit dem Slicer. Hast du so einen schon mal geöffnet und dir angeschaut?
Du kannst dort ganz genau jeden Fahrweg des Druckers verfolgen - und ändern. Ergo müsstest du hier über den Slicer rausfinden, in welcher Layer der Überhang beginnt, in S3D kannst du dir ja auch simulieren lassen, wie er fährt, dann die Layer im Gcode suchen, schauen ab welchem Pfad er den Überhang beginnt und dort dann entsprechend den Code für eine Pause einfügen + Delay wie lange sie gehen soll. Und das darfst du dann für alle nötigen Überhänge machen. Du merkst, das wird ne Heidenarbeit und gar kein Spaß
Da gibts andere Möglichkeiten, deswegen macht das so gut wie niemand.Infill zuerst drucken:
Zuerst schaust du einmal, was dein Drucker macht, wenn er eine Layer beginnt. D.h. mitten im Druck, Layer 5 oder sonstwie. Drucker er nun zuerst die Perimeter, die Außenkontur, füllt danach das Druckteil und geht hoch auf Layer 6 und beginnt mit dem Perimeter und danach wieder Infill?
Wenn ja, schau mal in den Einstellungen. Je nachdem ob Deutsch oder Englisch, wird dort irgendwo etwas stehen "Infill Prints after Perimeters" oder "Fülle Druck nach Außenlinie". Irgendwie sowas. Haken rein => Er macht zuerst den Perimeter, dann den Infill ; Haken raus => er füllt zuerst und setzt dann den Perimeter dran.
So heißt die Funktion in Cura, in S3D wird sie wahrschienlich anders heißen.
Alle Angaben ohne Gewähr
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 15. June 2017 15:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hallo,
danke Terri für die Tipps.....ich habe das mit dem "Infill zuerst" noch nicht versucht......ich hatte noch mit dem Düsenabstand gekämpft, aber da bin ich schon sehr viel weiter.
Ich habe mir auch mehrere Videos angeschaut, in denen die Einstellungen von S3D beschrieben werden und ich glaube, dass ich zuviel Material rausdrücke.
Düse ist 0,4 und der extr. Filamentfaden 0,45 mm.
Layer 0,2 mm
Wenn ich einen Würfel mit Boden drucke, fährt die Düse, wenn er die erste Bodenschicht druckt, immer wieder durch die noch warme Schicht, es ergibt also keine glatte, durchgehende Schicht.
Nach langem Überlegen habe ich dann den Extrusion-Multiplikator auf 0,8 gestellt und es wurde besser.
Kann man erkennen was ich meine?
Das sollte doch noch glatter sein, oder?
Als ich Extrusion-Multiplikator auf 1,0 hatte, hat es richtig geschmiert.
Gruß,
Andre
danke Terri für die Tipps.....ich habe das mit dem "Infill zuerst" noch nicht versucht......ich hatte noch mit dem Düsenabstand gekämpft, aber da bin ich schon sehr viel weiter.
Ich habe mir auch mehrere Videos angeschaut, in denen die Einstellungen von S3D beschrieben werden und ich glaube, dass ich zuviel Material rausdrücke.
Düse ist 0,4 und der extr. Filamentfaden 0,45 mm.
Layer 0,2 mm
Wenn ich einen Würfel mit Boden drucke, fährt die Düse, wenn er die erste Bodenschicht druckt, immer wieder durch die noch warme Schicht, es ergibt also keine glatte, durchgehende Schicht.
Nach langem Überlegen habe ich dann den Extrusion-Multiplikator auf 0,8 gestellt und es wurde besser.
Kann man erkennen was ich meine?


Das sollte doch noch glatter sein, oder?
Als ich Extrusion-Multiplikator auf 1,0 hatte, hat es richtig geschmiert.
Gruß,
Andre
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 15. June 2017 15:53 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
Den Multipler würde ich nicht mit ein paar Schichten am Boden einstellen.
Mindestens 5mm würde ich schon drucken mit normalen 20% Infill ab dem 3 Layer. Je nach Abstand zum Bett wirst du sonst der Meinung sein zu wenig oder zu viel Multipler zu haben.
Schau mal in den Triffid Hunters Guide. Für Anfänger finde ich das Verfahren immer noch am Besten.
PS: Das blaue Bauteil sieht schon ganz gut aus vom Multipler her. Höchstens 3-4% würde ich runtergehen.
1-mal bearbeitet. Zuletzt am 15.06.17 15:55.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
Mindestens 5mm würde ich schon drucken mit normalen 20% Infill ab dem 3 Layer. Je nach Abstand zum Bett wirst du sonst der Meinung sein zu wenig oder zu viel Multipler zu haben.
Schau mal in den Triffid Hunters Guide. Für Anfänger finde ich das Verfahren immer noch am Besten.
PS: Das blaue Bauteil sieht schon ganz gut aus vom Multipler her. Höchstens 3-4% würde ich runtergehen.
1-mal bearbeitet. Zuletzt am 15.06.17 15:55.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 16. June 2017 06:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hallo Pieps,
Das ist die erste Bodenschicht von einem Würfel; ich hatte den Druck abgebrochen, bovor er die zweite Schicht druckt.
Ich habe mal die Stellen markiert, die mich stören.
und hier sieht es es besondeers gut:
Auf vielen Bildern und Videos hab ich diese Schmieren nicht gesehen.
Da ich bei dem Drucker nicht einstellen, wieviele Schritte der Extruder machen soll, also dachte ich, ich regel das mit dem Extrusion-Multiplier.
Als ich 100% hatte, war das noch mehr Geschmiere, also bin ich 20 % runter. Mein du mit 3-4%, zusätzlich zu meinen 20 % ?
Ich gehe bei meinen Überlegungen von folgendem aus.
Gegeben ist....
Düse = 0,4 mm
Filamentfadenbreite bei 100% = 0,45 mm
Düse<->Bett = 0,2 mm
Einstellung....
Höhe erste Schicht = 150% also 0,3 mm.
Beim Düsenabstand, beim ersten Layer, von 0,3 mm wird sich der 0,45 mm breite Faden etwas plattdrücken.....also auf ca. 0,55 mm Breite.
Bei den den weiteren Layern mit 0,2 mm wird dann aus den 0,45 mm ca. 0,6 mm.
Ich habe das mal mit einem gebastelten Papierring nachgestellt....zum Ausrechnen war ich zu doof....
Da es bei mir, mit diesen Werten sehr schmiert, habe ich daraus geschlossen, dass er zu viel extrudiert. Und der Extrusion-Multiplier, vermute ich, ist die einzige Stelle, an der ich das ändern kann.
Muss ich mal testen.
Das Guide bin ich durchgegangen und werde es sicher nochmal tun.......
1-mal bearbeitet. Zuletzt am 16.06.17 06:16.
Quote
Pieps
würde ich nicht mit ein paar Schichten am Boden einstellen.
Das ist die erste Bodenschicht von einem Würfel; ich hatte den Druck abgebrochen, bovor er die zweite Schicht druckt.
Ich habe mal die Stellen markiert, die mich stören.

und hier sieht es es besondeers gut:
Auf vielen Bildern und Videos hab ich diese Schmieren nicht gesehen.
Da ich bei dem Drucker nicht einstellen, wieviele Schritte der Extruder machen soll, also dachte ich, ich regel das mit dem Extrusion-Multiplier.
Als ich 100% hatte, war das noch mehr Geschmiere, also bin ich 20 % runter. Mein du mit 3-4%, zusätzlich zu meinen 20 % ?
Ich gehe bei meinen Überlegungen von folgendem aus.
Gegeben ist....
Düse = 0,4 mm
Filamentfadenbreite bei 100% = 0,45 mm
Düse<->Bett = 0,2 mm
Einstellung....
Höhe erste Schicht = 150% also 0,3 mm.
Beim Düsenabstand, beim ersten Layer, von 0,3 mm wird sich der 0,45 mm breite Faden etwas plattdrücken.....also auf ca. 0,55 mm Breite.
Bei den den weiteren Layern mit 0,2 mm wird dann aus den 0,45 mm ca. 0,6 mm.
Ich habe das mal mit einem gebastelten Papierring nachgestellt....zum Ausrechnen war ich zu doof....
Da es bei mir, mit diesen Werten sehr schmiert, habe ich daraus geschlossen, dass er zu viel extrudiert. Und der Extrusion-Multiplier, vermute ich, ist die einzige Stelle, an der ich das ändern kann.
Muss ich mal testen.
Das Guide bin ich durchgegangen und werde es sicher nochmal tun.......
1-mal bearbeitet. Zuletzt am 16.06.17 06:16.
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 16. June 2017 10:16 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
Du hast 150%, also 0,3 mm als erste Schicht eingestellt und bist <0,3 vom Bett entfernt. Dann sieht das so aus. Ich habe auch in der ersten Schicht 100% und wenn du keine Probleme mit der Haftung hast, bleib bei 100%.
Mit 3-4% meinte ich von der beim Druck des hellblauen Teils verwendete Multiplier.
Bei dir sieht es so aus, als wärst du jetzt 0,2 im 1. Layer vom Bett entfernt und druckst 0,3. Damit das funktioniert müsstest du wohl 1/3 vom Multiplier abziehen für die erste Schicht. Nur fehlen dann 1/3 für die restlichen Schichten.
Ich hoffe ich habe es verständlich erklärt.
PS: Oder kurz: Du bist zu tief am Bett.
1-mal bearbeitet. Zuletzt am 16.06.17 10:18.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
Mit 3-4% meinte ich von der beim Druck des hellblauen Teils verwendete Multiplier.
Bei dir sieht es so aus, als wärst du jetzt 0,2 im 1. Layer vom Bett entfernt und druckst 0,3. Damit das funktioniert müsstest du wohl 1/3 vom Multiplier abziehen für die erste Schicht. Nur fehlen dann 1/3 für die restlichen Schichten.
Ich hoffe ich habe es verständlich erklärt.
PS: Oder kurz: Du bist zu tief am Bett.
1-mal bearbeitet. Zuletzt am 16.06.17 10:18.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 19. June 2017 02:38 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |
Hallo,
ich kam am Wochenende noch nicht zum Testen, wir waren lieber im Freibad
Aber ich habe darüber nachgedacht und bei mir einen Gedankenfehler gefunden.
Bei .... Düse<->Bett = 0,2 mm.
Bei der ersten Schicht wird ja die Düse um 0,2 mm angehoben, d.h. die erste Schicht wird 0,4 mm Abstand gedruckt.
Da brauch ich ja gar nicht weiter zu erhöhen.
Ich hoffe, ich schaffe es heute mal ein paar Testdrucke zu machen. Bei S3D ist ja das Schöne, dass mann bei mehrern Drucken auf einmal, diese mit unterschiedlichen Einstellungen zu drucken.
Gruß,
Andre
1-mal bearbeitet. Zuletzt am 19.06.17 02:39.
ich kam am Wochenende noch nicht zum Testen, wir waren lieber im Freibad
Aber ich habe darüber nachgedacht und bei mir einen Gedankenfehler gefunden.
Bei .... Düse<->Bett = 0,2 mm.
Bei der ersten Schicht wird ja die Düse um 0,2 mm angehoben, d.h. die erste Schicht wird 0,4 mm Abstand gedruckt.
Da brauch ich ja gar nicht weiter zu erhöhen.
Ich hoffe, ich schaffe es heute mal ein paar Testdrucke zu machen. Bei S3D ist ja das Schöne, dass mann bei mehrern Drucken auf einmal, diese mit unterschiedlichen Einstellungen zu drucken.
Gruß,
Andre
1-mal bearbeitet. Zuletzt am 19.06.17 02:39.
|
Re: Meine ersten Testdrucke mit FreeSculpt 3D-Drucker EX1-Basic - Bitte um Beurteilung... 14. July 2017 08:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 350 |

In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.